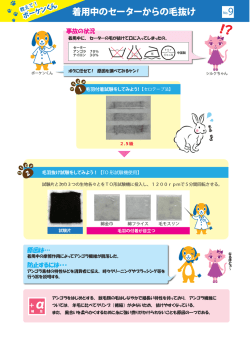
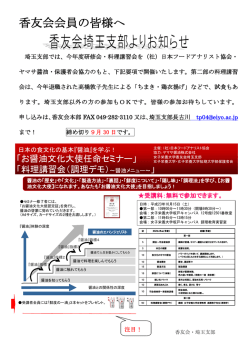
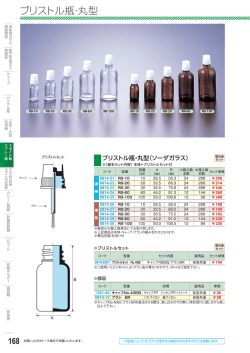
複合化技術による繊維素材開発の研究 矢内 悦郎* 小海 茂美** 明歩谷 英樹* 古畑 雅弘* 森田 渉 * 樋口 智 * Development of fiber materials by mixing method Eturo Yanai Sigemi Kokai Hideki Myoubudani Masahiro Furuhat Wataru Morit Satoru Higuchi 抄録 県内繊維業界が得意としている複合素材に焦点を当て,産地が所有する既存の設備を使用し,または一部改 造を加え,物性が異なる種々の繊維を組み合わせて機能性や意匠性のある素材の開発を行った。本報では「エ アジェット精紡機による多層構造糸」,「ダブルカバーリング機による機能性絹糸」,「エア仮撚りによるムラ感 のある素材」,「快適性能向上を目指した夏用素材」の4つの複合素材を開発し,その特性評価を行った。 1 緒言 2.1 エアジェット精紡による多層構造糸の開発 近年,ユニクロなどに代表されるような海外生産 ウール素材を用いたニット製品は,合成繊維や他 品による低価格繊維製品は,県内繊維産地に大きな の天然繊維を用いた製品と比較して保温性など優れ 影響を及ぼしている。また,一部では衣料は国内で た点も多いが,着用や洗濯によって形態が変化しや 作らず,輸入で足りると言った議論も出てきており, すく取り扱いには注意を要する。そこでストレッチ 業界の存亡をも考えさせられる時代になってきてい 性を強化し形態安定機能を付与するため,高い復元 る。このような状況にうち勝つ打開策の一つとして, 力を有する仮撚り加工糸とウールスライバーを複合 容易にまねの出来ない差別化した素材の開発が急務 化した多層構造糸を開発した。 となっている。 本研究では,素材の複合化により機能性や意匠性 の高い付加価値商品の開発を目指し開発に取組んだ。 2.1.1 素材 芯糸:ポリエステル仮撚り加工糸 100D/24f/- 鞘繊維:ウールスライバー(繊維長32mm) 2 素材開発とその特性 県内企業が既存の設備で実生産可能であることを 考え,以下に示す4つのテーマにより,新たな素材 2.1.2 製造方法 村田機械㈱製エアジェット精紡機 No.881 開発を行った。 MTSによりポリエステル仮撚加工糸に鞘繊維を巻 ・エアジェット精紡による多層構造糸の開発 き付け加工する。尚,ウールを精紡する際に乾燥し ・ダブルカバーリング機による機能性絹糸 た状態では,糸切れやノズル詰まりが頻発した。そ ・エア仮撚りによるムラ感のある素材の開発 こで湿度が60%RH以上になるよう加湿を行い, ・快適性能向上を目指した夏用複合素材 安定化を図った。図1にエアジェット精紡機の概略 以下では,各テーマ毎による素材開発について示 図を示す。 し,その諸特性を述べる。 2.1.3 * 素材応用技術支援センター ** 同 十日町センター 物性比較 糸の伸縮性について,同一番手のウール100% 市販糸と開発素材の伸縮復元率を比較した。伸縮復 元率は,値が大きいほど回復性があることを意味す る。東洋紡エンジニアリング㈱製 定器 絹素材は洗濯,スレなどに弱くニット製品への利 自動糸収縮率測 用は敬遠されてきた。高付加価値化製品の開発が望 εメーターを用いて測定した結果を,図2に まれている昨今,高級素材として絹素材の利用は有 示す。 効であると考えられる。そこで絹紡糸と高収縮PE Tの熱収縮(PET=14%)の差を利用すること 仮撚加工糸 により複合化し,糸形態にランダムな凹凸を出し, 洗濯による収縮やシワの発生を押さえた絹複合素材 を開発した。 2.2.1 素材 絹紡糸:150D(2/120s :共通番手) スライバ(絹、ウール) 高収縮PET:50D/12f/2 図1 エアジェット精紡機 2.2.2 製造方法 伸縮復元率 [%] 図4に示すようなダブルカバーリング撚糸機を用 いて,下記加工条件のように絹紡糸を芯に高収縮糸 3.5 3.0 2.5 2.0 1.5 1.0 0.5 0.0 2.97 1.73 よってPETを収縮させ,絹とPETの芯鞘構造を 反転させ絹が表面に出た立体感のある形態にする。 これにより芯糸のPETから絹がスリップする現象 が無くなり安定した糸構造になった。 開発糸 図2 を鞘構造に撚糸を行い,その後染色などの熱処理に ウール100% 開発糸とウール100%との伸縮性の比較 (加工条件) 絹紡糸 → 高収縮PET → 高収縮PET (S撚り 12000rpm) (Z撚り 2.1.4 9000rpm) 製品例 染色前 開発した素材を用いてニットシャツを試作した写 真を図3に示す。 染色後 高収縮糸 番手:1/24番手(共通番手)「375D」 組織:天竺 高収縮糸 染色:マフ染色 絹紡糸 図4 2.2.3 絹PET複合糸の製造方法 物性比較 開発した素材の洗濯収縮性能について調べるため, JIS L 1018-2000 8.58.4 寸法変化G法(家庭用電 気洗濯機法)により,同程度の太さの市販絹紡糸を 用いた編み地と比較した結果を図5に示す。これよ 図3 2.2 ニットシャツ ダブルカバーリング機による機能性絹糸 り,ウエール方向の収縮差は見られないが,コース 方向については開発した複合素材の変形が少なく洗 濯による型くずれが小さいことが分かった。 に供給し,エアノズルにより熱処理用ヒーター部に 6 収 縮 率 (% ) を示す。2種類の糸をフィードローラーにより個別 おいて加撚され,エアノズルとインターレースノズ 5 ル間で解撚される。その後,インターレースノズル 4 3 部によって2種類の糸を交絡する。この装置におい 2 て,エアノズルへのエア供給をコンピュータ制御す 1 ることにより,解撚部と未解撚部を任意の間隔で発 生させる。 0 開発糸− ウエール 図5 2.2.4 絹 100% − ウエール 開発糸− コース 絹 100% − コース コンプレッサー 絹素材の洗濯収縮率比較 インターレース ノズル 製品例 電磁弁 エア ノズル 図6には開発した絹複合糸を用いたニットカーデ 組織:天竺 糸進行方向 インターフェース 番手:270D ヒーター ィガンを示す。 フィード ローラー 図7 2.3.3 エア仮撚り糸の製造方法 製品例 開発したエア仮撚り加工による糸の編み地写真を 図6 ニットカーディガン 図8に示す。これを見ると,糸に強撚が施され細く 見える未解撚部分がランダムに表面に現れているこ エア仮撚りによるムラ感のある素材の開発 とが分かる。また,レギュラーとCDの染着性の違 一般に合成繊維の嵩高性付与を目的とする仮撚り いによる色斑もあり,特徴ある素材になっている。 加工機において,従来の機械的駆動による仮撚り方 この糸はエアのON,OFF時間をそれぞれ8秒, 2.3 式に対し,エアの旋回流を利用したものが試みられ 1秒の繰り返しで製作した。 ている。そこで,素材の複合や駆動制御が容易であ るこの方式の利点を生かし,従来にないムラ感を表 現できる複合素材の開発を試みた。 2.3.1 素材 レギュラーポリエステル:75D/24f/CDポリエステル: 75D/24f/2.3.2 製造方法 図7にエア仮撚り糸の製造方法を示したモデル図 図8 エア仮撚りによるムラ感 2.4 快適性能向上を目指した夏用素材 素材を複合する目的の一つに,個々の素材の特性 を生かして単一素材で得られない新たな機能性を付 与することが挙げられる。しかし,どのような複合 ナイロンをS撚りで 12000rpm,その上にZ撚りを 9000rpm で撚糸加工した。 リリアン糸と壁糸の形態を比較したモデル図を図 10に示す。 構造を有するかによっても,複合素材の特性は大き く変化する。そこで,表面凹凸があり皮膚接触の少 ない壁糸と,空隙率の高いリリアン糸の複合素材を リリアン糸 作成し,その機能性を比較検討した。 2.4.1 素材の選定 吸汗性が高いだけでなく,着用時のべた付き感の ダブルカバー糸 少ない素材を開発することを目的に,素材の選定を 行った。(カッコ内は公定水分率) ・ナイロン6フィラメント(4.5%):比重が小さい 合成繊維。軽量性とセット性が特徴。 ・トリアセテートフィラメント(3.5%):セルロー スの半合成繊維。吸水性と速乾性が特徴。 ・綿(8.5%):天然繊維で,吸水性能が高い。 図10 2.4.3 糸形態比較 特性比較 複合化した素材,及び比較として挙げた単一素材 を表1に示す。これらを用いて,吸水性能と湿潤時 滑り抵抗を比較し,複合化による機能性への効果を 検討した。 各素材を比較するため,同一度目(12G)にそ 2.4.2 製造方法 ろえた天竺編み地を作成し,以下の試験を行った。 リリアン糸 表1 2種類の素材をフィードローラーによって張力一 比較素材 定の元,小型の筒編み機によって編み立て,テイク 複合化方法 アップローラーによって均一張力で巻き取る。リリ リリアン糸 トリアセ/ナイロン アン糸の製造方法を図9に示す。 リリアン糸 綿/ナイロン 壁糸 トリアセ/ナイロン ナイロンフィラメント 素材 トリアセ100% 糸の進行方向 トリアセテート 綿 100% (吸水性) 筒編み釜 各素材による吸水性を比較するため,布地の時間 あたりの吸水量を測定するラローズ法吸水性測定装 テイクアップローラ 巻き取り 図 4-1 リリアン糸の製造方法 図9 リリアン糸の製造方法 置を用いて測定を行った。複合化方法による差を比 較するため図11にはトリアセテートを複合した素 材,図12には綿糸を複合化した素材の結果を示す。 図11の結果を見ると,リリアン糸が,吸水率が大 きく,また吸水速度も速いことが分かる。 同様に綿糸の複合においても,リリアン糸の吸水性 ・壁糸 が向上することが分かった。 ダブルカバーリング機(図4)を用いて,芯糸と また,綿/ナイロン及びトリアセテート/ナイロ なる素材の周りにカバー糸となる素材を巻き付け壁 ンのリリアン糸を比較をすると,前者の組み合わせ 糸を作成した。芯糸をトリアセテートとして,まず が吸水性に優れていることが分かった。 と,綿/ナイロンを複合化したリリアン糸が大きな 120 値を示し,べた付き感が大きいことが分かった。 吸 水 率 (% ) 100 リリアン(トリアセ/N y) 壁糸(トリアセ/Ny) 80 60 40 トリアセ100% 20 以上の結果から吸湿性を持ち,快適な着心地を与 える素材として,トリアセテート/ナイロンを複合 化したリリアン糸が良い傾向を示すことが分かった。 500 0 2 4 6 Time (min) 図11 吸水性比較(トリアセテート) 吸 水 率 (% ) 200 160 す べ り抵 抗 (mN) 0 300 200 100 0 リリアン(綿/Ny) 120 400 綿100% 80 リリア ン 糸 (綿 / Ny) リリア ン 糸 (ト リ ア セ / Ny) 図14 滑り抵抗比較 リリアン(トリアセ/N y) 40 綿 100% 0 0 2 4 Ti me ( m i n ) 6 3 まとめ 本研究によって,4種の複合化に関する技術研究 図12 吸水性比較(綿) を行い,以下に示す4つの成果を得た。 ・伸縮性を持ち,形態安定性に富んだウール素材を 試作できたが,風合いの低下や生産性の問題など (滑り抵抗) 衣料の快適性を考えた場合,吸水性がよい素材で あっても,布が肌にべったりとくっついてしまうと 不快感を与える。そこで図13に示すような試験ジ グを用いて布の滑り抵抗を測定し,べた付き感の評 改良が必要である。 ・洗濯安定性と立体的な構造を持つ絹複合素材を開 発した。 ・エア仮撚りによってランダムにムラ感を形成でき る複合仮撚り糸を作成した。 価を行った。 引張試験機 すべり抵抗 ・吸汗性を持ちべたつきの少ない快適素材には,ト リアセテートとナイロンの組み合わせで,リリア 強度(gf) ン糸の様な空隙率の大きい糸構造が有効であるこ とが分かった。 これらの開発技術に関しては,県内ニッターから 好評を得ており,ここに挙げた事例以外にも多くの 伸び(%) 技術蓄積が図られた。この技術がより多くの企業に 利用され県内繊維産業の振興に資する事を期待する。 荷重 Sample 図13 滑り抵抗測定法 謝辞 最後に本研究を進めるに当たり,ご協力をいただ いた渋芳撚糸(株)様 ,(株)近藤商店様,(有)島 田撚糸工場様,(有)中島繊維様 ,(株)キザワ様に 図14に吸水性で良い結果を得た,綿/ナイロン とトリアセテート/ナイロンのリリアン糸について の滑り抵抗を測定した結果を示す。この結果を見る 深く感謝いたします。
© Copyright 2026 Paperzz