4. 薄膜技術
4.1 エレクトロニクスデバイスと薄膜の関係
国語辞典には、薄膜とは物の表面を覆う薄い膜であるして、代表的薄膜は生体膜、
油膜、固体薄膜等があると説明している。実際我々が日常的に使う「薄膜」という言
葉は皮膚とか細胞膜、プラスチックフィルム、あるいはタンカーから海上に流出した
オイルが作る膜等々の材質的にも厚みの面でも広範囲にわたる広義薄膜である。しか
し我々が以下に扱う薄膜はエレクトロニクスデバイスのための薄膜である。日本学術
振興会薄膜第 131 委員会は薄膜を定義して、厚み 1μm 以下の人工的に作成された固
体の膜であると述べて、これが狭義薄膜である。広義の薄膜に含まれる箔、シート、
プラスチックフィルムとは異なり、厚み 1μm 以下の薄膜は自立できず、必ず基板の
上に作成される。同じ材質の膜でも厚み 1 ~ 10μm 程度の膜は厚膜と呼ばれる。とは
いえ以上の狭義薄膜の定義も慣習的であり決して厳密な限界がある訳ではない。
半導体 IC、LCD、HDD 等のエレクトロニクスデバイスの製造には微細加・高集積機能
を達成するための重要な手段として薄膜が使用される。しかしそれ以外の分野でも薄
膜は工業的に応用される。光学分野では重量低減のために反射薄膜が、また波長選択
的な透過用あるいは反射用の多重干渉薄膜が使われる。機械的応用分野では表面硬化
用、表面潤滑用の薄膜被覆が使われる。化学的応用分野では耐蝕用、耐湿用の薄膜被
覆が使われる。また装飾にも薄膜は使われる。表 4-1 にはエレクトロニクスデバイス
用薄膜の機能・材質・作製法の代表例をまとめて示す。
表 4-1 エレクトロニクスデバイスで使用される代表的薄膜
薄膜の機能分類
材質
作製法
Si
CVD(プラズマ支援法)
Ga As-Al
真空蒸着(MBE 法)
Ni-Cr
真空蒸着
Ta
スパッタリング
Cr-SiO
真空蒸着(フラッシュ法)
コンデンサー
SiO2
CVD
絶縁層
Ta2O5
スパッタリング、陽極酸化
Al2O3
スパッタリング、陽極酸化
圧電体
ZnO
スパッタリング
磁性体
Co-Cr-Ta
スパッタリング
Ni
無電解メッキ
電極
Cu
スパッタリング、CVD、電気メッキ
配線
Al
真空蒸着、スパッタリング、CVD
Au/ Ni-Cr
真空蒸着、スパッタリング
半導体
抵抗
75
4.2 各種薄膜作製法
薄膜の作製法は大別して
液相法、気相法、その他に
3 大別できる。表 4-2 にそれ
らをまとめて示す。液相法
も気相法も基板表面に原子
を析出堆積させて固体の薄
膜を形成する。
これらの中で広く使われ
表 4-2 各種薄膜作製方式
各種薄膜作成方式分類
るのは真空を用いる PVD
(physical vapor deposition) と
CVD (chemical vapor deposition)
である。図 4-1 は真空装置
の中で薄膜を作成する概念
を示す。PVD は固体を出発
源として、それを一旦気体
状態にして、基板上に堆積
して再び固体にする。PVD の代表的方
式は真空蒸着とスパッタリングである
が、前者はソースを高温に加熱して蒸
発気化し、後者はソースをイオン衝撃
してその原子を叩き出す。CVD は気体
を出発源として、化学反応により分解
して基板上に堆積して固体にする。熱
CVD 法では高温熱分解を使い、プラズ
マ CVD 法では放電プラズマによる分解
促進作用を利用する。
固体
気体
固体
または
気体
気相成長法における真空の役割は次
の 3 点である。
図 4-1 真空装置中の薄膜作製
① ソース(薄膜出発材料)を活性ガスから隔離して化学変化を防ぐ。
② 平均自由行程を長くしてソースから出発する原子、分子が空間で衝突して相互化
学反応するのを抑制する。
③ 薄膜作製最中にソース以外のガス分子が基板に入射するのを防止する。
PVD, CVD の薄膜作製最中の圧力は必ずしも高真空、超高真空ではないが、プロセス
の前段階では装置内を必ず高真空まで排気して残留ガスが尐ない環境を作る。
76
4.3 気相成長法における薄膜形成の初期段階
(1) 薄膜初期過程の 3 つのタイプ
PVD, CVD において基板上に薄膜が形成される最初の段階では気相中の原子が基板
に入射して付着し堆積するが、その過程は次の 3 種類に分類される。
① 核成長型(Volmer-Weber 型):基板に入射した原子は基板表面で複数集まり立体的な
クラスターを形成する。更に次々に基板に入射する原子がクラスターに吸収され
て集まり、凝集し原子数が増えて核となる。核を構成する原子数が尐ない間には
分解して消失するが、臨界値を越えると核は安定して原子数は増加し続けて大き
くなり、次には核同士が合体し、島を作り、更に島が合体し連続膜となる。
② 単層成長型(Frank-von der Merve 型):基板入射原子は基板原子と結合しそれが全面を
覆い単原子層が形成される。入射原子同士が表面で立体的に結合せず、従ってク
ラスターは形成されない。第 1 層目の単原子層が形成された後には、次に入射す
る原子も同様にして第 2 の単原子層を形成し、更に第 3 単原子層、第 4 単原子層
へと発展する。
③ 複合型(Stanski-Krastranov 型):第 1 ~ 2 層までは単層成長型で、その後の基板入射原
子は核成長型になる。
図 4-2 核成長(上)と単層成長(下)
黒丸は基板原子、白丸は入射原子
図 4-3 薄膜成長の 3 つのタイプ
左:核成長型、中:単層成長型、右:複合型
図 4-2 には核成長と単層成長の基板表面における原子付着状態のイメージを比較して
示す。また図 4-3 には薄膜成長の 3 つのタイプを示す。これらの中で単層成長は下地
基板と入射原子の特別な組合せのときに特別な膜作成条件で現れる。しかし大部分の
薄膜作製は核成長型である。従って以下には核成長を中心に薄膜形成の初期過程につ
いて述べる。
77
(2) 核成長(nucleation growth)
図 4-4 は基板表面への原子入射と安定核の形成を示す。基板面に入射した原子は、
一部は反射し、一部は吸着(adsorb)する。吸着原子は表面を移動しながら、一部は再蒸
発(desorb)し、一部は別の原子と表面上で衝突して二体粒子(dimar)となりさらに複数個
の結合体であるクラスタ(cluster)を形成する。クラスタには基板に入射して表面を移動
する原子の出入りがあり、分解消失する場合と成長拡大する場合がある。クラスター
構成原子数が十分多い臨界核を越えると核は拡大成長発展して島(island)になる。
図 4-5 は核が形成される原子寸法レベルの基板表面の様子を示す。原子レベルで平
滑な表面をテラス(terrace)と呼び、テラス内の原子が存在しない空孔はベイカンシー
(vacancy)と呼ぶ。またテラスとテラスの間にある原子レベルの段差部分はステップ
(step)、段差が折れ曲がる場所はキンク(kink)である。表面に吸着した原子(アダトム、
adatom)はテラス上で停止せず、表面を移動してベイカンシー、ステップ、キンクのい
ずれかの場所でエネルギーを放出して長時間滞在する。従って表面を移動する原子同
士が衝突して結合する場所は原子が安定して滞在するこれらの箇所であり、そこはま
た核が成長する場所でもある。
(nucleus)
図 4-5 基板表面のテラス、ステップ、キンク、
図 4-4 基板表面への原子入射と核形成
ベイカンシーと吸着原子、核、島
図 4-6 完璧な一段ステップの表面
図 4-7 直線ステップとテラスの表面
図 4-6 は完璧な一段ステップの表面を示す。原子レベルで平滑であり、IC 製造プロ
78
セスで使うシリコンウェーハ基板の最初の状態は全面このようになっている。図 4-7
は直線ステップとテラスから構成される表面である。図 4-8 は多数のキンクのあるス
テップとテラスから構成される表面である。図 4-9 は単結晶基板表面に形成される薄
膜の極初期の電子顕微鏡写真である。ステップ、キンクに沿い成長した核が連続して
連なる。またテラスの所々にベイカンシーがあり孤立した核が散在している。このよ
うな電子顕微鏡写真は薄膜の核成長における基板のデコレーション(装飾、decoration)
と呼ばれる。図 4-10 は核成長から連続膜に到る成長過程の電子顕微鏡写真である。
図 4-9
図 4-8
多数のキンクのあるステップとテラス
から構成される表面
薄膜の核成長における基板のデコレ
ーション:ステップ、キンクに沿う連鎖核と
ベイカンシーに寄生した散在核
図 4-10 核成長型薄膜成長の初期過程の電子顕微鏡写真(Al の真空蒸着、数字は平均膜厚)
核(上左) → 臨界核→ 核合体(上中) → 島(上右) → 島合体(下左) → 連続膜(下右)
79
核が島になり連続膜になる厚みに影響を及ぼす要因を図 4-11 により調べてみよう。
核成長型薄膜の初期には通常の意味の膜厚は定義できないので、図の横軸は薄膜の面
積当り重量として参考のために平均膜厚の換算値も示す。縦軸は導電性薄膜の特性を
表すためによく使われる面積抵抗 Rs の対数目盛である。グラフの解釈をする前に、
予め面積抵抗の説明をしておこう。抵抗長さ L、幅 W、厚み t、比抵抗ρの薄膜の抵
抗 R は次式で与えられる。
R = ρL/(W t) = Rs(L/W), ・・・・・(4.1)
Rs ≡ ρ/ t ・・・・・・(4.2)
面積抵抗 Rs (Ω/□)
面積抵抗 Rs は幅と長さが等しい正方形の抵抗値を意味し、単位は[Ω]であるが通常の
意味の抵抗と区別するために[Ω/□]の表示をする。
完全な非連続膜
遷移領域
連続膜
表面付着重量密度 t (μg/cm2)
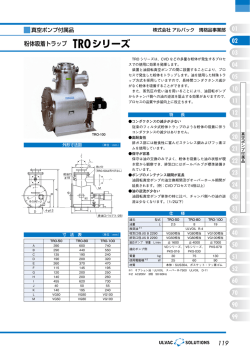
図 4-11 ガラス基板上の非常に薄い Al 薄膜の面積抵抗値 Rs と膜厚 t の関係(片対数グラフ)
異なる 4 種類の膜作製法式・作製条件の組合せに対して 3 本の曲線が得られた。どの曲線も t≦60Å
の領域では縦軸に平行に近く、t≧100Åの領域では横軸に平行に近く、60Å≦ t ≦100Åの領域では
傾きが大きく変化する。3 つの区分はそれぞれ完全な非連続膜、遷移領域、連続膜に対応する。
80
図 4-11 のグラフでは、異なる 4 種類の薄膜作製方式・作成条件に対する Rs と t の関
係が 3 本の異なる曲線にまとめられている。いずれの曲線も膜厚が増加するに従い面
積抵抗が単調減尐するが、(4.2)式で与えられる反比例の関係にではない。曲線の傾き
は 3 区分に分けることができる。どの曲線も平均膜厚がほぼ 60Åよりも小さい領域で
は傾きは縦軸に平行に近く、平均膜厚がほぼ 100Åよりも大きい領域では横軸に平行
に近く、平均膜厚が 60Å~100Åの領域では傾きが大きく変化する。
もし膜が厚みに関係せずに連続であれば常に(4.2)式が成り立ち、lnRs = lnρ- ln t であ
る。従って Rs を対数目盛で t を比例目盛で示したグラフは、t の狭い範囲では ln t の変
化は非常に小さく、曲線は横軸に平行に近いはずである。グラフの曲線の 3 つの区分
の中で平均膜厚がほぼ 100Åよりも大きい領域では、それが成立しているから連続膜
に対応することがわかる。しかし平均膜厚が 60Åより小さい場合には膜厚依存性とは
別な作用で抵抗値が決ると解釈できる。非連続の核が分布したときの膜抵抗値は核の
間を流れるトンネル電流と電圧の関係で決り、それが核密度、核の寸法、核と核の間
の距離等によって支配されると考えられる。平均膜厚 60Å~100Åの領域は核が合体
して島となり連続膜に変化する遷移領域である。
図 4-41 に示す 3 つの曲線は連続膜になる厚みが異なるが、それは薄膜作製法式と作
成条件の影響を受けている。蒸着よりもスパッタリングの方が比較的小さな平均膜厚
で完全な非連続膜から連続膜に移行する。また蒸着でも放電しながら薄膜を形成する
と非連続から連続膜に移行する膜厚が比較的小さい。それでは核成長型薄膜が連続膜
になる厚みは何によって決るだろうか。それは核密度である。一般に核密度が大きい
ほど連続膜になる厚みが小さく、微視的に平滑な膜となり易い。核密度の多尐は次の
ような要因に影響される。
① 基板表面状態:吸着原子と基板原子の組合せ、安定核形成箇所の面密度
② 吸着原子の表面移動エネルギー:入射運動エネルギー(薄膜作製方式と作製条件に
依存する)
③ 膜形成最中の環境:基板温度、基板表面に接するプラズマの有無、薄膜形成原子
以外の気体分子の基板入射
これらの影響を総合的に説明できる理論はまだない。実用上は小さな膜厚で平滑性
の高い薄膜を作製することが望まれる。そのために薄膜原子と基板原子の適切な組合
せが大切である。もし薄膜と基板の組合せが適切でない場合には、最終目的の薄膜を
形成する前に予め基板上に好ましい組合せの原子の薄膜を形成するとことが有効で
ある。それをシード層(seed layer)と呼ぶ。
図 4-12, 13 は SiO2 基板上に Ag 薄膜を形成するときに、下地に設ける Cr シード層の
影響を示す。Cr のシード層が無い場合には連続膜になるのは平均膜厚約 100Åである
が、シード層を設けると連続膜になる平均膜厚が小さくなる。シード層の厚みが 5Å
のときに約 13Åの連続膜が得られる。
81
Ag膜(平均厚みdAg)
dAg = 99 Å
Cr下地(平均厚みdCr)
68 Å
46 Å
27 Å
1000 Å
13 Å
SiO2基板
0
1
2
3
4
5
Seed
layer thickness, dCr (Å)
Crシード層の厚み
図 4-12 SiO2 基板上に形成された Cr 下地
図 4-13 Cr シード層の厚みと最小連続膜厚
層(シード層)と Ag 薄膜の系
写真は連続膜になる直前の様子を示す
(3) 単層成長(monolayer growth)
単層成長は基板入射原子が基板表面原子と一定の位置関係で結合しながら 2 次元的
に成長し、基板入射原子同士の結合よりも表面原子との結合の方が強力である。しか
し単層成長が起こるのは以下のような条件が充たされる場合である。
① 基板表面が原子レベルで平滑である
② 基板表面原子格子間隔と薄膜原子格子間隔が等しいか小さな整数比をとる
③ 基板入射原子の表面移動が盛んに行なわれる
単層成長型薄膜の原子が基板原子と一定の位置関係を保つことをエピタキシーと
呼び、単層成長型薄膜をエピタキシャル膜と呼ぶ。最もわかり易いエピタキシーは単
結晶 Si 基板上に同じ結晶方位の Si の薄膜を形成する場合である。もし基板の不純物
濃度と作製した不純物濃度が同じであれば基板と薄膜を区別するのは困難であろう。
このように基板あるいは下地と同じ元素組成のエピタキシャル膜を作製することを
ホモエピタキシーと呼び、異なる場合をヘテロエピタキシーと呼ぶ。
基板と薄膜の結晶格子数が僅かな差があり完全には等しくない場合にもエピタキ
シーは起こる。薄膜と基板の境界では基板の格子数に合わせた結晶薄膜が成長し、薄
膜の厚みが大きくなるに従い境界面から離れた位置成長する薄膜の格子間隔が薄膜
の本来の結晶格子定数に近づく。従って基板と薄膜の境界面には結晶歪が起こる。
基板と薄膜の結晶格子数が同じではないが小さな整数比になる場合にも、膜原子と
基板原子の長周期の原子配列の整合が起こるのでエピタキシー成長する場合がある。
しかしエピタキシー成長は格子常数の整合さえあれば十分と言う訳ではない。単結
晶 Si 基板に Si 原子が入射しても、常にはエピタキシー成長が起こらない。エピタキ
シーを起こすためには基板表面で原子が盛んに移動して基板の原子と単結晶を満た
す位置関係で結合しなければならない。従ってエピタキシャル気相薄膜成長では基板
82
温度を非常に高くして、基板入射原子の表面移動を促進する。
エピタキシャル薄膜作製は半導体デバイス作製に応用される。表 4-3 にはそれらを
ホモエピタキシー、ヘテロエピタキシーに区分してまとめて示す。
表 4-3 半導体のエピタキシャル成長薄膜例
Si/ Si, Ge/ Ge
ホモエピタキシー
Ⅲ-Ⅴ/ Ⅲ-Ⅴ
Ⅱ-Ⅵ/ Ⅱ-Ⅵ
Si/ Al2O3, Si/(Al2O3)1-x・(MgO)x, Si/CaF, Si/MgF2, Ge/GexSi1-x/Si, SiC/Si
ヘテロエピタキシー
Ⅲ-Ⅴ/ Ⅲ-Ⅴ(2 元、3 元、4 元)
Ⅱ-Ⅵ/Ⅱ-Ⅵ(2 元、3 元)
Ⅲ族:Ga, Al, In, Ⅴ族:As, P, N, Ⅱ族:Zn, Cd, Hg, Ⅵ族:S, Se, Te
なお組成の異なる非常に薄い 2 種類の薄膜を交互に何十回も積層した薄膜を超格子
と呼ぶが、自然界には存在しない人工物質でさまざまな興味深い物性を示す。後に述
べる MBE 成膜法により、化合物半導体のへテロエピタキシー超格子が作製できる。
4.4
薄膜・厚膜の柱状微細構造
(1) 柱状構造の出現
気相成長法により作製した膜の構造は通常の固体(バルク)と異なるが、それは気体
原子を基板に析出させて固体化した作製プロセスに起因する。単結晶は結晶学的な異
方性があるが、通常の多結晶固体の構造や物性はそれらが平均化されるので等方的で
ある。これに対して薄膜や厚膜は基板に原子が堆積して垂直方向に成長した履歴が残
り、基板面に垂直な柱状構造(columnar structure)が現れる。サイズは異なるが、それは
厳寒の冬季に地面に生じる霜柱のようなイメージである。
薄膜形成の初期過程では、基板入射原子は表面に吸着した後に表面を移動すると説
明した。しかし安定核が形成されると基板入射原子は核に直接入射してそのまま吸収
され、表面を移動する確率は小さくなる。特に基板温度が低い場合や膜作成中の圧力
が高く基板入射原子が空間で気体分子と衝突する頻度が大きい場合には、基板吸着原
子の表面移動は尐なくなる。一方核が成長し島(island)が形成されるに従い薄膜に覆わ
れた表面は立体的になる。原子の基板入射方行が基板に垂直である場合には、基板面
に平行な面へ入射する原子密度は高く、傾斜面へ入射する原子密度は低いから、入射
原子の表面移動が僅かしかなければ立体化は益々進展する。傾斜面の成長速度は小さ
く、立体形状の傾斜は次第に急角度になる。こうして頂上に基板と平行な面を持つ柱
が上方に伸びて成長し、柱状構造が出現する。
83
(2) 柱状構造モデル
図 4-14 は膜の微細断面構造に関するソートンのモデルである。膜作成中の基板温度
と圧力の影響に対して膜の構造は Zone Ⅰ, Zone-T, Zone-Ⅱ, Zone-Ⅲの 4 つに区分される。
このモデルはモブチャンとデムチシンの 2 人のロシア人研究者が考えたモデルから出
発するので、先ずそれを説明しよう。彼らは多くの真空蒸着により作製した厚膜の観
察結果を整理して、柱状構造を Zone-Ⅰ, Ⅱ, Ⅲの 3 つに区分した。モデルを一般化す
るために、基板温度 Ts と膜物質融点 Tm の比である規格化温度 Ts/Tm を使う。
① Zone Ⅰ(隙間の広い柱状構造): Ts/Tm<1/3 のとき形成される。間に空隙や孔が多い
柱状構造であり、密度が低い。
② Zone-Ⅱ(粒径の大きな柱状構造):1/3 <Ts/Tm <2/3 のとき形成される。空隙や孔の
尐ない柱状構造である。
③ Zone-Ⅲ(等方性構造):Ts/Tm >2/3 のとき形成される。等方的で柱状構造はとらない。
Ts/Tm が 1 に近づくほど通常の固体(バルク)に近い状態となる。
基板温度 Ts/Tm
スパッタリング
圧力(×10-3Torr)
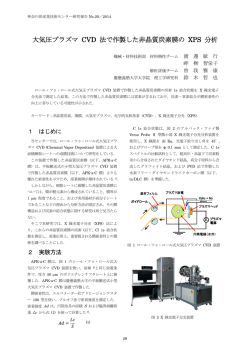
図 4-14 マグネトロンスパッタリングで得られる金属膜薄膜の微細構造のソーントンモデル
薄膜物質融点で規格化した基板温度とスパッタリング最中の圧力をパラメータとして膜の構
造を Zone Ⅰ, Zone-T, Zone-Ⅱ, Zone-Ⅲの 4 つに区分する。
ソーントンは基板温度と膜作成最中の圧力の 2 つの影響を配慮して、スパッタリン
グによって作製される薄膜・厚膜の微細構造モデルを提唱した。そこでは Zone-Ⅰ,Ⅱの
間に遷移領域の Zone-T があり、次のように特徴つける。
84
④ Zone-T(高密度繊維状断面構造):圧力の低い場合には 0.1<Ts/Tm<1/3 のとき形成さ
れる構造であり、断面は ZoneⅠの柱状構造よりも細い緻密な繊維的柱状で空隙は
ない。
ソーントンモデルではスパッタリングの圧力を高くすると各 Zone の境界温度は高
くなる方行に移動する。そしてモブチャン・デムチシンモデルはソーントンモデルの
圧力が非常に低い場合に相当する訳である。圧力が高くなると各 Zone の境界温度が
高い方に移行する理由は、基板入射原子が空間で衝突する頻度が増加して運動エネル
ギーを失い基板付着後の表面移動が抑制されて、それは基板温度の低下と同等な作用
を及ぼすためである。
Zone-T で形成される緻密で粒径の小さな薄膜は平滑で、硬度が高く、耐蝕性が高い。
電気伝導性の面では電子の粒界散乱の影響を受け、緻密で大粒径の構造に比べて比抵
抗は高い。しかし磁性薄膜の磁区が小いのは高密度磁気記録には適する。このように
特にスパッタリングで作製される Zone-T の薄膜には有益な応用もある。
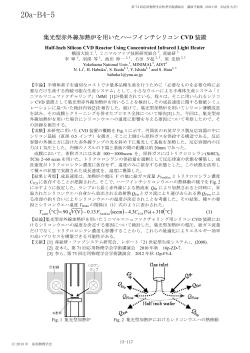
図 4-15
Zone-Ⅰと Zone-T の厚膜の断面 SEM 写真:(左)Al, Ts = -198℃, Ts/Tm = 0.08, p = 3×10-2Torr,
Zone-Ⅰ、(右)Cu, Ts = 0℃, Ts/Tm = 0.20, p = 3×10-2Torr, Zone-T
図 4-15 は Zone-Ⅰと Zone-T の厚膜の断面 SEM 写真である。空隙のある柱状構造と緻
密な繊維的柱状構造の様子がよくわかる。
85
(3) 斜め入射原子の影響
薄膜形成最中の原子の入射角度が斜めの場
合には、薄膜表面の立体的構造は「日向」と
「日陰」の面が生じて、それは成長する膜の
柱状微細構造を複雑化する。図 4-16 に示すよ
うに斜めに入射する原子は表面の移動が小さ
いと立体構造の入射側の側面上で堆積し、反
対側の側面には直接入射しないので空隙や孔
が発達する。それらの面には空間で気体分子
図 4-16 斜影効果
と衝突して散乱された原子が入射する。しか
し散乱によりエネルギーを失った後に入射する原子は表面の移動度が更に一層小さ
い。従って立体構造の「日向」側面には Zone-T, Zone-Ⅱの微細構造の薄膜が形成され
て、「日陰」側面には Zone-Ⅰの微細構造の薄膜が形成される。
5μ m
図 4-18 斜め入射する原子が「日向」
図 4-17 スパッタリングによる薄膜が基板上の
塵の上に生じる微細構造を示す SEM 写真
と「日陰」に作る薄膜の微細構造
矢印は原子の入射方行を示す
図 4-17, 18 はスパッタリングによる薄膜作製で観察される原子の斜影効果である。
基板上にゴミがあり基板入射原子に向う側面には緻密な膜が形成されるが、裏面側に
は空隙の多い柱状構造の堆積が発生する。
斜影効果(shadow effect)は基板入射角度が斜めの場合に顕著に見られるが、垂直入射
の場合でも基板表面が平面ではなく凹凸面からなる立体構造の場合に起こる現象で
あり、実用的には多くの場合均質な薄膜被覆とならないから好ましくない。斜影効果
の抑制対策は次の 2 つがある。
86
① 基板温度を高くして入射原子の表面移動を促進する:規格化温度 Ts/Tm を十分大き
くすることの実現性は膜の材質により異なる。Al は Tm = 933K であり、Zone-Ⅱ,Ⅲの
境界温度は 622K(349℃)だから実現容易な基板温度である。しかし W は Tm = 3683K
であり、Zone-Ⅱ,Ⅲの境界温度は 2455K(21829℃)と計算されて非現実的である。
② 薄膜作製雰囲気圧力を低く維持して基板入射原子の空間における気体分子との衝
突頻度を小さくする。
4.5 膜中に含まれる粒子
図 4-19 は基板上の粒子が薄膜作製に
及ぼす問題を示す。基板表面に粒子(パ
ーテイクル、particle)が載せられた状態
で薄膜を作製すると粒子が膜中に埋め
込まれて突起状の被覆箇所(ヒロック、
hillock)が生じる。ヒロックの発生原因は
別にもあるが、均一厚みの均質な薄膜
を作製する意図に沿わず、実用上は好
ましくない。また埋め込まれた粒子が
薄膜作成後に剥離するとピンホールが
生じる。粒子には膜と同材質のものも
あるが、それらは構造上は薄膜と異質
図 4-19 基板上粒子が薄膜作製に及ぼす問題
である。デバイスプロセスで問題とな
(上)粒子を埋め込んだまま作製した薄膜に発
るこれらの粒子は薄膜作製以前から基
生するヒロック、(中)異質物質粒子の膜中埋め
板に付着している場合と、薄膜作成プ
込みと剥離によるピンホール、(下)膜と同材質
ロセス最中に付着する場合とがあり、
の粒子も構造上は薄膜と異質である
双方ゴミと呼ばれる。前者は予め基板
の洗浄処理により取除かねばならない。
基板洗浄についてはデバイスプロセス 1 で説明したのでここでは省略する。後者の
発生原因は装置内部に蓄積した粒子が排気初期の乱流により舞い上がり基板上に落
下すること、真空容器内壁面に付着した薄膜が剥離して基板上に落下すること等であ
る。真空容器内は時々粒子除去のクリーニングが必要である。
4.6 薄膜の内部応力
(1) 薄膜の内部応力による基板と薄膜の変形
基板上に作製した薄膜には内部応力(internal stress)が作用する。内部応力には引張り
(tensile stress)と圧縮(compressive stress)の 2 種類がある。引張り応力は薄膜を拡げようと
する力が薄膜内部に働く。圧縮応力は薄膜を収縮させようとする力が薄膜内部に働く。
基板に平行な面の方行の内部応力は薄膜と基板の境界面で基板に反作用を及ぼす。薄
膜に作用する内部応力と基板に作用するその反作用は、膜と基板の変形をもたらす。
87
薄膜と基板の密着性が比較的弱くかつ内部応力が非常に強い場合には、薄膜は基板
から自然に剥離する。剥離は特に密着性の弱い箇所から始まる。引張り応力が強い場
合の剥離では、膜の亀裂が生じる。圧縮応力が強い場合の剥離では膜の膨張による火
膨れのような現象が起こり、完全に剥離した後には薄膜が互いに重なり合う。
応力が大きく薄膜と基板の密着性が十分強いときには、もし基板の機械的強度が弱
いと基板の変形が生じる。図 4-20 は基板の変形を示す。引張り応力が強い場合には、
基板に働く反作用の力は基板表面を両側から引き寄せるので、膜面が凹面となる。圧
縮応力が強い場合には、基板に働く反作用の力は基板表面を両側に押し出すので膜面
が凸面となる。
図 4-20 薄膜の内部応力と基板の変形:(左)薄膜に働く引張り応力による基板の凹面変形、
(右)薄膜に働く圧縮応力による基板の凸面変形
(2) 薄膜中の内部応力の発生原因
薄膜の内部応力は主として次の 3 つの原因で起こる。
① 基板と膜の熱膨張率の違い:薄膜形成中は基板温度を高くすることが多い。室温
に戻すとき基板も薄膜も収縮するがその割合は熱膨張率により異なる。薄膜の熱
膨張率が基板の熱膨張率より大きければ引張り応力、逆のときは圧縮応力となる。
② 基板と薄膜の格子常数の違い:基板と薄膜はそれぞれ異なる結晶格子間隔を持つ
が、境界面では薄膜は格子常数を基板に合わせる傾向がある。そして膜の厚みが
増して境界面から離れるに従い、膜の格子常数は物質固有の値に近づく。このた
めに境界面では薄膜に歪が生じて、それに伴う応力が発生する。
③ スパッタリングによる膜中アルゴン原子トラップ:スパッタリングではターゲッ
トから放出されるスパッタ原子が基板に入射して薄膜を形成し、同時にターゲッ
ト衝撃アルゴン陽イオンが一定の割合で中性化され反射して高エネルギーの運動
エネルギーを持って基板に入射する。高エネルギーアルゴンは膜中で結晶格子間
に侵入し、格子間隔を押し広げ、圧縮応力を発生する。ターゲット原子質量がア
ルゴンの質量より小さいとアルゴンは反射されないが、大きいと反射アルゴン原
子エネルギーは大きく、原子番号の大きな材料ほど圧縮応力は顕著である。
薄膜の内部応力が大きすぎると、基板の変形や膜剥離が生じるので好ましくない。
88
これらの問題の対策としてよく用いられる対策手法と注意は次のような項目である。
① 薄膜と基板の密着性を十分大きくするために、目的とする薄膜と基板の間に密着
層薄膜を介入させる
② 基板と薄膜の格子常数の差異が大きい場合には緩衝層を介入させる
③ 内部応力が大きくならない薄膜作製条件を選定する
(3) 薄膜の内部応力の測定
図 4-21 は内部応力の測定方法を示す。
厚み 0.1 ~ 0.5mm 程度の比較的薄いスラ
イドガラスに薄膜を形成し変位を測定
して、次式に従い応力を計算する。
δ= {σr23(1-ν)/Es}(df/ds2) ・・・・・・ (4.3)
但し df, ds は膜と基板の厚みであり、2r
は基板の長さ、σは膜の内部応力、Es
は基板のヤング率、νは基板のポアソ
図 4-21 内部応力の測定法:比較的薄い基板上
に薄膜を作製して変形曲率から応力を求める
δ:変位、df:膜厚、ds:厚み、2r:基板の長さ
ン比である。
4.7 薄膜の付着力
(1) 付着力測定法
薄膜の基板へ付着力(adhesion)は実用的には重要であるがその論理的概念はあまり
明確ではない。表 4-4 はよく使用される付着力の測定・評価法を示す。
表 4-4 薄膜の付着力測定・評価法
方式名
概略
テープテスト
粘着テープを貼り付けて引き剥がしたときの剥離状況を観察
引張り法
薄膜に円柱を接着剤で固定して垂直上方に引張り剥離するときの力を測定、図
4-22(左)参照
引き倒し法
薄膜に円柱を接着剤で固定して基板と平行に力を加えて倒れて剥離するときの
力を測定、図 4-22(中)参照
磨耗法
布、消しゴム、サンドペーパー、剃刀の刃、ヤスリ等で同じ場所を繰返し擦り、
膜が剥離するまでの回数と加重を測定
引掻き法
加重を掛けた針の先端を薄膜に押し付けて、基板を水平に推して剥離する加重を
測定、図 4-22(右)参照
89
テープテストでは市販のスコッチテープをよく使うが、測定可能な薄膜の付着力は
比較的弱いレベルである。引張り法、引き倒し法はテープテストの測定限界よりも強
いレベルが可能であるが、接着剤と薄膜の間の密着強度が有効限界である。磨耗法は
元来メッキの強度試験に使われる方式であり、磨耗の負荷とスピードを一定にするた
め試料に負荷を載せてモーターで回転させる。但し磨耗には膜の硬度や厚みが影響す
るので、付着強度だけの測定にはならない。引掻き法は比較的付着力の大きな場合に
も有効である。図 4-22 に引張り法、引き倒し法、引掻き法を示す。
図 4-22 薄膜の付着力測定法:(左)引張り法、(中)引き倒し法、(右)引掻き法
図 4-23 引掻き法付着力測定器(上)と測定結果
鋼製の針に加重を載せ針の先端を薄膜に押し付けて水平に移動する。針の試料面移動距離
a に対して剥離した部分の距離 b の比 b/a をスクラッチ比と呼ぶ。ガラス基板上に作製した
各種薄膜に対するスクラッチ比とおもりの相関曲線から相対的な付着力がわかる。
90
(2) 付着力影響因子
薄膜の付着力に影響を与える主な要因は次の項目である。
① 基板表面原子と薄膜境界面原子との結合強度:基板原子と膜原子が異なる場合で
も化学結合をする場合には密着性は非常に強い。しかし原子同士が密接距離にあ
ってもファンデアワールスの力で結合する場合にはその密着性は相対的に弱い。
ガラス基板の上の金属薄膜が酸化物を形成する元素の場合には強力に結合するが、
酸化しない元素の場合には結合は弱い。
② 基板表面の清浄性:基板表面が油などの有機物で汚染されている場合には基板原
子と薄膜境界面原子とが密接距離になるのが妨げられるから付着力は弱くなる。
基板表面に水分子等が吸着していても同様である。
③ 薄膜の内部応力:内部応力により基板と薄膜の境界面に歪が発生して密着性を弱
める。そのメカニズムについては 4.6 で説明した。
(3) 付着力向上対策
付着力を十分大きくするための第一条件は基板表面の清浄度を維持することであ
る。そのための薄膜作製前段階の基板洗浄についてはデバイスプロセス 1 で説明した。
薄膜作製最中に清浄基板表面を維持するためには真空容器内の不純物残留ガス分圧
と低くすることが必要である。また基板に入射するガス分子の基板吸着を抑制し脱離
を促進するために基板を加熱して、更に放電・プラズマに晒してそれを支援すること
ができる。薄膜作製の直前に基板を陽イオンで衝撃して、スパッタエッチングにより
その表面を原子レベルで削り取り内部と同じ清浄度にすることも利用される。
基板と薄膜の元素的組合せが結合強度の点で不十分な場合には、間に密着層を介入
する対策がよく行なわれる。酸化物基板上に酸素と化学結合する元素の薄い中間密着
層を形成して、その上に酸化しにくい金属薄膜を形成するとことにより、中間密着層
と基板は化学結合により密着性が保たれ、密着層と金属薄膜の境界では金属元素の相
互拡散により大きな付着力が得られる。例えばガラス基板上に Au 薄膜を形成する場
合には中間層として Cr, Ti 等が使われる。
4.8 真空蒸着(vacuum evaporation)と MBE(molecular beam epitaxy)
(1) 固相・液相・気相と平衡蒸気圧
物質は温度と圧力により固体、液体、気体のいずれかの異なる状態をとり、各状態
は相(phase)と呼ぶ。相の違いは、物質を構成する多数の原子あるいは分子の位置関係
が異なることで特徴つけられる。以下には相変化の様子を沃素の例で説明する。
図 4-24 ~ 27 は二原子分子である沃素の固相、液相、気相を示す。沃素 I は原子番号
53、原子量 126.9 のハロゲン元素であるが、天然には遊離体としては存在せず主に有
機化合物として存在し、精製すると二原子分子 I2 の状態で安定に存在する。融点は
113.7℃、沸点は 184.5℃であるから常温から 200℃までの比較的狭い温度範囲で固相、
91
図 4-24 沃素の結晶(左)と液体(右)の分子配列
図 4-25 沃素の気相状態における分子
図 4-27 沃素の蒸気圧曲線:融点は固体沃素
図 4-26 沃素結晶から蒸発する分子と、結晶面
と液体沃素が同一蒸気圧を示す点であり、沸
上に凝縮する気体分子との間の平衡
点は液体の蒸気圧が 1 気圧になる温度である
液相、気相を観察できる。融点以下の固相では斜方晶系あるいは単斜晶系の分子結晶
格子構造をとり、図 4-24(左)に示すように分子は 3 次元的に形状を揃えながら正確に
一定の格子間隔で配列する。融点以上の液相では図 4-24(右)に示すように分子の 3 次
元的形状配列の規則性はないが、ほぼ一定の分子間隔を維持しながら流動する。固相、
液相の沃素からは常に分子が蒸発し、固相、液相で分子間に働いた力は気相では作用
せずに、図 4-25 に示すように空間を孤立した分子の状態で飛行する。平衡状態では通
常は固相と液相が同時に存在することはないが、固相と気相、液相と気相は常に同時
に存在し、そのときの蒸気圧を平衡蒸気圧と呼ぶ。固相、液相と気相の境界面では常
に一定の割合で分子が蒸発して気相になり、また凝縮して固相あるいは液相に入る。
図 4-26 は結晶沃素と気相沃素の平衡状態を示す。図 4-27 は平衡蒸気圧曲線であり、温
度が高いほど平衡蒸気圧が高い。蒸気圧曲線で融点は固体沃素と液体沃素が同一蒸気
圧を示し、このときだけ 3 つの異なる相が同時に存在する。また沸点は液体の蒸気圧
が 1 気圧になる温度である。なお固体から液体への相変化は溶融と呼び、液体から気
体への相変化は蒸発と呼び、固体から気体への相変化は昇華と呼ぶ。
以上の沃素と同じように様々な物質も温度により固相、液相、気相の状態をとる。
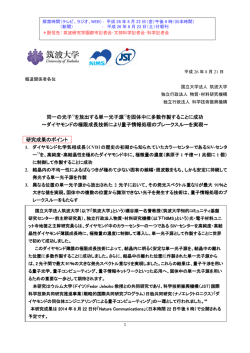
図 4-28 は真空蒸着で重要な各種元素の平衡蒸気圧曲線である。
92
図 4-28 各種元素の平衡蒸気圧曲線(●は融点を示す)
(2) 蒸発源の蒸気圧と蒸発速度の関係
真空蒸着による薄膜作製では、蒸発源の温度を上げて溶融して蒸発させ、その気体
分子を基板上に堆積して固体の薄膜にする。ここでは先ず蒸発源の蒸発速度を蒸気圧
との関係を調べてみよう。溶融した液体表面上にはその温度で与えられる平衡蒸気圧
の気体があるものと考える。蒸発源表面積を A、平衡蒸気圧を ps、蒸発物質の原子質
量を m とすると質量蒸発速度 vs は次式で与えられる。
vs = νmA, ・・・・・・ (4.4)
ν = (1/4)nsva, ・・・・・・ (4.5)
ns = ps/(kT), ・・・・・・ (4.6)
va = (8kT/πm)1/2 ・・・・・・ (4.7)
但しν, ns, va はそれぞれ蒸発源表面の単位面積当り蒸発原子放出頻度、蒸発源表面に
接する空間の蒸発原子密度、蒸発原子の平均速度である。また k, T はそれぞれボルツ
マン常数、蒸発原温度である。(4.5) ~ (4.7)式は 2.1(7)真空技術の気体分子運動論で説明
した公式に相当する。蒸発源の温度 T を決めて平衡蒸気圧曲線からそのときの蒸気圧
ps を知れば、上式を用いて実際に蒸発源の蒸発速度を計算することができる。
93
(3) 様々な蒸発源
真空蒸着装置でよく使われる各種蒸発源を図 4-29 にまとめて示す。また図 4-30, 31
にそれらの幾つかの写真を示す。
A は蒸発物質自体を通電加熱する方式、B ~ G は通電加熱する抵抗体の上に蒸発物質
を載せる方式である。抵抗体には Ta, W, Mo 等の高融点金属材料あるいは SiC, BN 等を
主成分とするサーメット・コンポジット(金属絶縁物混合体)材料を使う。これらの蒸
発源で蒸着できるのは、ヒーターの融点より低い温度で溶融して蒸発する物質である。
高融点金属ヒーターは溶融した蒸発物質と反応して比較的融点の低い合金を作り、加
熱中に断線したり、穴があく等の変形をするから、消耗品として扱われる。
傍熱型坩堝は石英、アルミナ、SiC、BN 等の絶縁物円筒容器内に入れた蒸発物質を
その外周に設けたヒーターで加熱する。坩堝は繰り返し使用でき、温度は通常 1000
~1500℃に設定できるので蒸発速度の制御性は直接通電加熱方式より優れている。
電子ビーム蒸発源は水冷の銅製坩堝に蒸発物質を収容し、電子ビームを衝撃して加
熱する。典型的な坩堝容量は 1 ~ 100cc、電子ビームの典型的な加速電圧は 3 ~ 10kV、
投入パワーは 1~10kW である。大量生産用途には容量電力共にこれよりずっと大きな
ものが使われる。図では坩堝を小型にするために熱電子フィラメントを坩堝下方に設
けて、電子ビームを磁場で偏向する方式を示す。蒸発物質の高温加熱が容易であり、
他方式では蒸発困難な物質に使え、また同じ物質でも大きな蒸発速度を得ることがで
きる。坩堝に直接蒸発物質を収容する場合と、耐熱性の高い材料でできたライナーを
置いてその上に蒸発物資を収容する場合がある。後者は蒸発物質と水冷の銅製坩堝の
熱伝達を妨げて蒸発速度を上げるために使用する。
図 4-29 各種蒸発源
A ~ G:抵抗過熱直熱方式、 H:抵抗過熱防熱方式、 J:電子ビーム衝撃加熱方式
94
図 4-31 電子ビーム坩堝蒸発源
図 4-30 直接通電加熱蒸発源
(上)坩堝上部直径 18mm、低部直径 12 mm、
上からタンタルボート 3 個、BN コンポジットボート、 深さ 6mm、容量 1.5cc。電力 2kW。坩堝
タングステンコニカルバスケット、同じくアルミナコ
両側に電子ビーム走査用電磁石コイル。
ート付き、平面巻き線、コイル(下側 4 個はいずれも 2
(下)坩堝上部直径 48mm、低部直径 35mm、
重線で単線より寿命が長い)
深さ 24mm、容量 40cc。電力 14kW。
(4) 点蒸発源の蒸発角度分布と膜厚分布
図 4-32 に示すような座標系で原点に浮遊
する想像上の点蒸発源があるときに、上方 h
の距離に水平に配置した基板上の中心から
距離 l の位置の膜厚 t(l)を考えてみよう。蒸
発原子は中心から全方角に等しく放出され
るので、等膜厚面は原点を中心とする球面で
ある。微小面積 ds を見込む立体角を dωと
すると、全蒸発重量を m として、微小面 ds
に向う蒸発量 dm は dm = mdω/4πで与えられ
る。膜の重量密度をρとすると基板中心から
l だけ離れた位置の t(l)は次のようになる。
図 4-32 点蒸発源の蒸発角度分布
t(l) = (dm/ρds)l = (m/ρ) cosφ/[4π( h2 + l2 )], ・・・・・・ (4.8)
95
cosφ = h/ (h2 + l2 )1/2 ・・・・・・ (4.9)
従って規格化された膜厚分布 tl/t0 は次のように示される。
tl/t0 = (m/ρ)[ 1 + ( l/h)2 ]-3/2 ・・・・・・ (4.10)
(5) 微小平面蒸発源の蒸発角度分布と膜厚分布
図 4-33 に示す系で微小面蒸発源
による膜厚分布を考える。空間に
浮遊する蒸発源の蒸発角度分布は
全方角に向って均一であるのに対
して、面に立てた法線に対してφ
の角度方行への放出量は cosφに
比例する。これは余弦則(cosine law)
と呼ばれ、蒸発源に接する面より
上方にしか放出されないこと、垂
直上方行の放出量が最大で水平方
向には放出しないことが浮遊点蒸
図 4-33 微小面蒸発源の蒸発角度分布
発源との相違である。等膜厚面は
原点に接する球面である。原点から基板上の微小面 ds を見込む立体角を dωとする
と、微小面 ds に向う蒸発重量 dm は dm = m cosφ(dω/π)である。蒸発源直上の基板中
心から l だけ離れた位置の膜厚 t(l)、及び規格化された膜厚分布 tl/t0 は次のようになる。
t(l) = (dm cosφ/ρds)l = (m/ρ) cos2φ/[π( h2 + l2 )], ・・・・・・ (4.11)
cosφ = h/ (h2 + l2 )1/2 ・・・・・・ (4.9)
tl/t0 = [ 1 + (l / h)2]-2 ・・・・・・ (4.12)
平面基板ホルダー上で要求する均一
性を満たす膜厚分布領域は、(4.12)式を
使って求めることができる。それが例
えば tl/t0≦±10%だとすれば、l ≦0.33h
となる。
図 4-34 に(4.10), (4.12)式から得られる
平面基板上の膜厚分布を比較して示す。
図 4-29 に示す各種蒸発源の中で抵抗加
熱ボートは微小平面蒸着源に近い。
図 4-34 真空蒸着薄膜の平面基板上の膜厚分布
点蒸発源(実線)と微小平面蒸発源(破線)の比較
96
微小面蒸発源の等膜厚面は蒸発源に接
する球面である。従って、多数の小面積
平面基板を蒸発源に接する球面上に配置
すれば、厚み均一性の優れた膜を作製で
きる。図 4-35 はプラネタリー型基板ホル
ダーを備えた真空蒸着装置の構成を示す。
3 個の曲面基板ホルダーは全体で球面を
構成するが、それぞれのプラネタリー回
転軸の周りを回りながら、装置中心の公
転軸の周りを回転する。自公転運動は等
膜厚面が正確には球面でなく、またそれ
が時間的に変動するのを補正する。
図 4-35 3 個の自公転する球面体基板ホルダ
ーを備えたプラネタリー型真空蒸着装置
(6) 坩堝蒸発源の蒸発角度分布と膜厚分布
[電子ビーム蒸発源]
電子ビーム蒸発源の蒸発角度分布は微小面蒸発源の余弦則の係数 cosφの代りに経
験的に cosnφを用いる。n の値は蒸発源の構造、蒸発物質、電子ビームパワー等によ
り異なるが、2 ~ 3 の値をとることが多い。
図 4-33 と同じ座標系で蒸発源だけを電子ビ
ームに置き換えたときの膜厚分布は次のよ
うに示される。
tl/t0 = [ 1 + (l / h)2]-(n + 3 )/2 ・・・・・・ (4.13)
電子ビーム蒸発源とプラネタリー型基板
ホルダーの組合せは非常によく使われる。
cosn φの等膜厚面は明らかに球面ではない
から、静止球面ホルダー上では均一膜厚は得
られないが自公転により実用的には十分な
程度まで均一性が改善される。
[クヌーセン坩堝蒸発源]
化学実験で使用する試験管のような形状
の坩堝はクヌーセン坩堝と呼ばれる。蒸発面
から坩堝の開口部までの距離の影響を無視
できない。
蒸発原子は管内璧に付着して再放
出して開口部から飛び出し、蒸発角度分布は
複雑になる。
ここでは結果のみを簡単にまと
97
図 4-36
クヌーセン坩堝蒸発源の蒸発角
度分布:坩堝の半径を a、坩堝の開口から
蒸発面までの深さを d とする
める。図 4-36 に示す座標系で坩堝蒸発源の膜厚分布を考える。坩堝の半径を a、坩堝
開口から蒸発面までの深さを d とする。基板面から望んで坩堝の開口を経由して蒸発
面が見える場合と見えない場合に表示式は分けられる。前者は tan φ≧2a/d であり、
表示式は次のようになる。
t = cosφa2A1, ・・・・・・ (4.14)
A1 = Pc + [8(1-2Pc)a ÷(3φd tanφ)], ・・・・・・ (4.15)
tan φ≧2a/d ・・・・・・ (4.16)
後者は tan φ<2a/d であり、表示式は次のようになる。
t = cosφa2A2, ・・・・・・ (4.17)
A2 =1-(2/π)(1-Pc)×[sin-1(d/2a tanφ) + (d/2a)tanφ{1–(d/2a)2tan2φ}1/2],・・・・・・(4.18)
tanφ<2a/d ・・・・・・ (4.19)
(4.15),(4.18)式の Pc はクラウジング係数で管に入射した蒸気流が管を通過する確率を
表し、管が短いとき次のような近似式が与えられる。
Pc = [(d2+4a2)1/2 – d]÷[2a+4a2/(d2+4a2)1/2] ・・・・・・ (4.20)
は不可能であり、蒸発表面が
開口部から深くなっても使
用しなければならないので
特殊な基板・蒸着源配置対策
がなされる。詳細は後に MBE
装置の箇所で説明する。
規格化した膜厚分布
図 4-35 に浮遊する点蒸発源、微小平面蒸発源、電子ビーム蒸発源、坩堝蒸発源の
平面基板上の膜厚分布を示す。坩堝蒸発源は、開口部から蒸発面までの深さが坩堝の
開口径に比べて大きい場合に、基板上の膜厚は中心部から離れるに従い急激に小さく
なる。これは基板上に均一な厚みの薄膜を作製しようとするときに大きな障害となる。
MBE 装置はクヌーセン坩堝の蒸発源を使用するが、極高真空の雰囲気中で薄膜作製
を行なうために坩堝に頻繁
に蒸発材料を供給すること
(cosφ )
(cos3φ )
基板中心からの距離 l/h
図 4-35 各種蒸発源による平板基板上の膜厚分布
98
(7) 蒸着装置の構成
表 4-5 にバッチ式真空蒸着装置の構成要素をまとめて示す。蒸着装置はバッチ式が
多い。図 4-36 に古典的なベルジャーとリフトを備えた装置を、図 4-37 に開閉扉と箱
型容器を備えた装置を示す。後者は保守が容易で、クリーンルームへの収容性がよい。
排気系は古典的装置では油拡散ポンプと油回転ポンプの組合せが多い。
内部機構の中で基板ホルダーには平板回転、ドーム静止、円錐台静止、プラネタリ
ー等の形式がよく使われる。基板加熱にはホルダー裏面側に配置した通電加熱ヒータ
ーを用いたり、ランプヒーターを用いる。ランプは基板裏面から加熱することもでき
るし、表側に配置することもできる。図 4-38, 39 に内部機構の様子を示す。
異なる材質の薄膜を積層する薄膜作製では複数の蒸発源を配置する。図 4-40 は坩
堝を 4 個備えた電子ビーム蒸発源である。各蒸発源にはシャッターを備えて蒸発が安
定になるまで短時間、基板に入射する蒸発源子の流れを遮る。
蒸発源の温度や投入パワーを一定にしても高精度で蒸発速度を一定にすることは
期待できない。それ故、膜厚モニターを適切な場所に設置して膜厚計、蒸着速度計と
して使用する。水晶振動子のモニターは最も広く使われる。直径約 10mm、厚み約
0.5mm の水晶円盤の両面に金属電極が蒸着してあり、固有振動周波数を測定する発信
回路に組込まれている。電極上に蒸着膜が付着すると付着重量に比例して振動数が変
化することを利用して膜厚に換算できる。また微分回路で振動数変化速度を測定すれ
ば蒸発速度がわかる。図 4-41 は水晶振動子を組込んだ膜厚計のヘッドである。
表 4-5 バッチ式真空蒸着装置の主要構成要素
主ポンプ
・油拡散ポンプ
内部機構
・蒸発源
(クライオポンプ、ターボ分子
・基板ホルダー
ポンプ)
・基板加熱機構
補助ポンプ
・油回転ポンプ
・膜厚モニター
バルブ
・主バルブ
・シャッター
・荒引きバルブ
圧力計測器
真空容器
制御電源
・排気操作電源
・補助バルブ
・真空計電源
・リークバルブ
・内部機構駆動電源
・到達圧力測定:電離真空計
・基板加熱電源
・荒引き確認:熱電対真空計
・蒸発源加熱電源
・ベルジャー
・膜厚計制御電源
・ベースプレート
その他
・装置架台・パネル
容器取付け
・電流導入端子
・ベルジャー昇降リフト
部品
・内部機構駆動導入端子
・冷却水配管
・覗き窓
・装置駆動用圧縮空気配管
・温度測定導入端子
99
図 4-36 ベルジャー・リフト式蒸着装置
図 4-37 開閉扉・箱型容器式蒸着装置
図 4-38 平面基板ホルダーとランプ加熱機構
図 4-39 プラネタリー基板ホルダー
図 4-40 4 個の坩堝を持つ電子ビーム蒸発源
図 4-41 各種の水晶式膜厚計ヘッド
100
(8) 真空蒸着の限界
真空蒸着は比較的簡便な薄膜作製法式であるが、制約と限界もある。それらは以下
のようにまとめることができる。
① 抵抗加熱蒸発源では高融点物質の蒸着は困難であり、電子ビーム蒸発源が必要で
ある。
② 2 元以上の材料の蒸発は分留が起こるので、1 つの蒸発源を用いて薄膜の組成を制
御するのは難しい。複数の蒸発源を用いて制御するのも実用的には難しい。
③ 化合物・混合物の薄膜作成は蒸発源を高温加熱するときに分解し易いので一般的
には利用できない。但し比較的低温で高い蒸気圧を持つ複雑な化合物材料の薄膜
作製に応用する特殊な場合もある。
④ 長時間連続して蒸発させるためには容量の大きな蒸発源か材料供給機構が必要で
ある。
(9) MBE(molecular beam epitaxy)
4.3(3)で述べた単層成長を利用した薄膜形成が可能なのは、材質的な特殊な基板と薄
膜の組合せであり、かつ特定の限られた作製条件の範囲内である。MBE 装置はその作
製条件を満たす目的で使われる特殊な真空蒸着装置である。この方式は、GaAlxAs(1-x)
化合物半導体デバイス作製のために、1960 年代米国ベル電話研究所で行なわれた研究
の手法として開発された。ノーベル賞受賞当時の江崎玲緒奈が IBM で行なった研究で
は、精密制御のためにミニコンピュータを使い、MBE の手法が更に発展した。MBE 装
置の特徴は次のようにまとめられる。
① 極高真空のバックグラウンド:基板入射粒子は蒸発源から飛来する分子線のみと
する。残留気体分子の基板入射を避け、また空間における蒸発分子と気体分子の
衝突確率を徹底的に小さくする。
② 基板入射分子線密度と基板温度分布の高度均一性:条件を満たすために装置の構
造も特殊であるが、単層成長成膜条件を満たすようにコンピュータによる複雑か
つ精密な制御をする。
③ 膜の組成・結晶性の「その場」観察:極高真空を作るには大変長時間を要するため
に、通常ならば特殊な測定評価分析機器を使う薄膜観察を、真空容器内部で真空
破壊して外部に取り出すことなく行なう。
図 4-42 に初期の MBE 装置の構成を示す。蒸発源の周囲は液体窒素冷却タンクで包
囲して熱遮蔽して極高真空を維持する。坩堝から出る分子線強度は質量分析計で測定
して、坩堝の加熱のフィードバック制御を行なう。基板には低角度入射電子線を照射
してその反射電子干渉像(RHEED, reflected high energy electron diffraction)を蛍光板上で観察
して薄膜の結晶性を評価する。また作製された薄膜はオージェ分析器(AES, Auger
101
electron
spectroscopic
analyzer)により元素組成
分析をする。
図 4-43 は生産用大型
MBE 装置の成膜室の構
成を示す。有校基板面積
を拡大するために、分子
線の基板への斜め入射
と基板回転を組み合わ
せている。
図 4-44 はクヌーセン
坩堝蒸着で斜め入射に
よる膜厚分布の改善を
図 4-42 初期の MBE 装置の構成概略
説明する。4.8(5)で述べ
たようにクヌーセン坩
堝蒸発源の膜厚分布は
その開口半径と開口部
から蒸発面までの深さ
の比により異なるが、均
一領域は非常に狭い。図
はある特定の径と蒸着
面深さの比に対して基
板を傾斜配置したとき
の膜厚分布曲線である。
曲線は坩堝の法線と基
板面の交点より離れた
距離 a と b の間で直線的
に変化する。a, b の中央
を中心にして基板を回
転すれば、この間の領域
では時間平均した膜厚
は均一になる。以上の説
明は法線と基板面の交
点を通る基板面上の一
本の直線上の膜厚分布
に関するものであり、正
確には 2 次元面的な膜
厚分布について考えね
図 4-43 生産用大型 MBE 装置の構成
図 4-44 傾斜配置クヌーセン坩堝の膜厚分布
直線領域[a, b]の中心を軸にして基板回転すると均一な膜厚分布
が得られる
102
ばならないが、結果は同様である。
図 4-46 は MBE 装置の蒸発源を示す。
図 4-47, 48 は進化した MBE 装置を示
す。実験効率あるいは生産効率をよく
するために、成膜室と別に基板交換用
のロードロック室を設けている。また
成膜室と別に分析室を設けて、薄膜作
製と分析評価は別の場所で行なう。そ
れらのために基板を各真空室間で移
送するための駆動系も設けられて、装
置構成と操作が相当複雑である。
図 4-46 MBE 装置の蒸発源
(左)8 個のクヌーセン坩堝組立、(右)クヌーセン
坩堝ユニット、開口部上はシャッター
図 4-48 MBE 装置の成膜室外観
成膜室は傾いており、左側の容器低部フランジ
図 4-47 進化した MBE 装置の全体構成
に図 46 のクヌーセン坩堝組立が取付けられて
いる。右側は基板移送配管に接続されている。
4.9 スパッタリング(sputtering)
(1) スパッタリングによる薄膜形成過程
図 4-48 にスパッタリングによる薄膜
形成過程を示す。第 1 段階はターゲッ
トにおけるスパッタリング現象である。
ターゲットと基板の間に電圧を印加し
て放電を起こし、陽イオン衝撃により
スパッタリングを起こす。第 2 段階で
はスパッタ原子が空間を飛行する。第 3
段階はスパッタ原子の基板への付着と
薄膜形成である。以下には第 1, 2 段階
図 4-48 スパッタリングによる薄膜形成過程
で起こる現象を説明する。第 3 段階については 4.3(2)核成長と 4.4 薄膜と厚膜の微細構
造の節で大体説明したのでここでは取上げない。
103
(2) ターゲット表面のスパッタリング現象
[固体中への原子の侵入とスパッタリング]
大気中の窒素や酸素の気体分子の熱運動の平均的エネルギーは約 0.04eV、速度は約
500m/sec である。固体に衝突する気体分子は、表面に付着するのみで固体表面の原子
配列には影響を与えない。しかし分子や原子の運動エネルギーが 100eV 程度になると、
固体に衝突してその内部にまで侵入する。これを理解するのは、3.3(3)放電・プラズマに
おける気体粒子の衝突で説明した概念が有用である。高エネルギーの気体分子と固体
原子は双方共に小さな寸法の粒子と考えればよい。
図 4-49 は Si 単結晶に高エネルギー
原子が入射するときの Si 原子の配列
を示す。規則的な Si 原子配列の間に、
チャネルと呼ぶ原子が存在しない長
く続く間隙があり、入射原子はチャネ
ルを経由して固体内部まで侵入する
可能性がある。チャネルは結晶面に対
する入射原子の方行によって異なる。
高エネルギー粒子が固体に衝突する
ときに入射粒子と固体を形成する原
図 4-49 高エネルギー原子の衝撃を受ける Si 単
子の相対的位置関係は色々の確率が
結晶の原子配列
あるから、侵入の深さはある確率分布
曲線となる。
図 4-50 は様々な高エネルギーの Kr イオンを Al に衝突させたときの侵入深さの確率
を調べた実測データである。Kr の加速エネルギーが 2keV ~ 600keV の範囲で入射エネ
ルギー毎に異なる確率分布曲線が示される。最大確率を与える侵入深さは平均投影飛
程(projected range)あるいは簡単に飛程と呼ばれる。飛程は入射粒子のエネルギーが大
きいほど大きい。600keV の Kr イオンと Al の衝突の飛程は約 2700Åである。これはイ
オンインプランテーションで使用される加速エネルギーの領域である。典型的なスパ
ッタリングの陽イオン加速エネルギーは 100eV ~ 1keV である。図から 2keV の Kr イオ
ンと Al の衝突の場合には明確な飛程は規定できず、表面から 100Åの深さまで Kr が
侵入する確率は 1% /Åに達しないことがわかる。実用的薄膜作製の際には大部分のイ
オンはターゲットの表面から 1 ~ 2 原子層まで侵入するに過ぎない。
図 4-51 はイオン衝撃によるスパッタ原子の放出を示す。イオンはターゲット内部に
侵入して、衝突によりターゲット原子の 2 次衝突連鎖を起こして、その結果ターゲッ
ト表面から原子が飛び出す。
図 4-52 はエネルギー1MeV の重水素イオン D+が Ag ターゲットを衝撃するときの衝
突のモンテカルロシミュレーションである。最初の衝突は場所 A で起こり、それ以降
の重水素と銀原子の軌跡が直線で示されている。この図ではターゲット表面から 4 個
の銀原子が飛び出している。
104
図 4-50 Kr イオンが Al ターゲットを衝撃するときの侵入深さの確率分布
スパッタ原子
イオンの入射
D+(1MeV) → Ag
Ag
ターゲット面
Ag
Ag
D+
Ag
Agの最近接単位格子寸法
図 4-51 イオン衝撃による
スパッタ原子の放出
図 4-52 衝撃イオン D+とターゲット原子 Ag の軌
跡のモンテカルロシミュレーション
[スパッタ率](sputtering yield)
スパッタリングの発生頻度はスパッタ率で表す。スパッタ率は衝撃原子数当りのス
パッタ原子数で定義される統計確率的値である。単位は[原子/イオン]である。スパッ
タ率はターゲット材質、衝撃イオンの種類とそのエネルギー等によって異なる。
図 4-53 にイオンエネルギーとスパッタ率の定性的関係を示す。スパッタリングが
105
スパッタ率 (原子/イオン)
(原子/イオン)
スパッタ率
観測できる最小のイオンエネルギー
を閾エネルギー(threshold energy)と呼
ぶ。エネルギーが増大するに伴いスパ
ッタ率も増加するが、100keV 程度で
最大値を示しそれ以上のエネルギー
増加に対しては減尐する。薄膜作製で
使われる典型的エネルギーは 100eV ~
1keV の範囲である。
スパッタリングの閾エネルギーは
閾エネルギー
実用範囲
イオンエネルギー (eV)
衝撃イオンとターゲットの組合せに
より若干異なるが、多くの物質で 30 ~
40eV 程度である。
図 4-54, 55 に希ガスイオン衝撃に対
図 4-53 スパッタ率のイオンエネルギー依存性
する Al, Cu のスパッタ率のイオンエネルギー依存性を示す。スパッタ率は閾エネルギ
ーから 1keV 程度まではほぼ直線的に増加する。実際の膜作製にはアルゴンが使われ
る。表 4-6 に各種物質のアルゴンイオン衝撃に対するスパッタ率をまとめ示す。
図 4-54 ネオン、アルゴン、クリプトンのイオ
図 4-55 ネオン、アルゴン、クリプトン、キセ
ン衝撃に対する Al のスパッタ率のイオンエネル
ノンのイオン衝撃に対する Cu のスパッタ率の
ギー依存性
イオンエネルギー依存性
106
表 4-6 Ar イオン衝撃に対する各種物質のスパッタ率
500 eV
1 keV
Be
0.51
Y
0.68
Hf
0.70
PbTe
1.4
Fe
1.33
C
0.12
Zr
0.65
Ta
0.57
GaAs
0.9
Ni
2.21
Al
1.05
Nb
0.60
W
0.57
GaP
0.95
Cu
3.2
Si
0.50
Mo
0.80
Re
0.87
CdS
1.12
Mo
1.13
Ti
0.51
Rb
1.15
Os
0.87
SiC
0.41
Ag
3.8
V
0.65
Rh
1.30
Ir
1.01
InSb
0.55
Sn
0.8
Cr
1.15
Pd
2.08
Pt
1.40
Au
4.9
Fe
1.10
Ag
3.12
Au
2.40
Pb
3.0
Co
1.22
Sm
0.80
Pb
2.7
SiO2
0.16
Ni
1.14
Gd
0.83
Th
0.62
Al2O3
0.05
Cu
2.55
Dy
0.88
U
0.85
Pyrex
0.15
Ge
1.1
Er
0.77
[スパッタ原子の放出角度分布と運動エネルギー]
図 4-56 にスパッタ原子の放出角度分布を示す。4 種類の衝撃イオンとターゲットの組
合せ及び 4 段階の衝撃イオンエネルギーの角度分布を示す。この図はイオンがターゲ
ット面に垂直入射する場合である。斜め入射する場合には異なる分布を示し、またス
パッタ率自体も垂直入射とは異なる場合があるがここでは詳細は省略する。膜厚分布
計算をする場合にはスパッタ原子放出角度分布が必要であるが、通常は真空蒸着の微
小平面蒸発源の場合と同様に余弦則に従うとして近似的扱いをする。
図 4-56 水銀イオン衝撃に対するスパッタ原子の
図 4-57 水銀イオン衝撃に対する Ag スパッ
放出角度分布:上段左 Ni、右 Fe、下段左 Pt、右
タ原子の運動エネルギー分布:数字は衝撃イ
Mo、曲線の数字は衝撃イオンエネルギーを示す
オンエネルギーを示す
107
図 4-57 はスパッタ原子の運動エネルギー分布の一例を示す。衝撃イオンとターゲッ
トの組合せ及び衝撃イオンエネルギーによる違いはあるが、平均エネルギーは 5 ~10eV
である。比率は尐ないが数十 eV の高エネルギー粒子も含まれる。これは真空蒸着に
おける蒸発原子の熱運動エネルギー(約 0.1eV)よりも相当高い。
[ターゲットのスパッタエッチング速度]
ターゲット衝撃イオンのエネルギー、電流密度 J+、スパッタ率 S が与えられた系で
はスパッタリングによるターゲットのスパッタエッチング速度 E を次のように表示
できる。
E = SJ+ ・・・・・・ (4.21)
E* = SJ+/n ・・・・・・ (4.22)
イオン電流密度の単位を[イオン/m2 sec]とすると E の単位は[原子/m2 sec]で与えられる。
また E*は長さの時間変化の単位[m/sec]による表示であり、n はターゲットの原子密度
で単位は[原子/m3]である。ターゲットの密度をρ[kg/m3]、原子質量を M[kg]、原子量を
MA、アボガドロ数を NA とすると n =ρ/M =ρ/(MA×10-3/NA)で与えられる。
(3) ターゲット・基板間の現象
ターゲットと基板の間の空間を飛行
するスパッタ原子には次のような現象
が起こる。
基板
平均自由行程~1cm
(5×10-3 Torr)
減速熱粒子化
① スパッタ原子とガス分子の衝突と
散乱
② スパッタ原子と荷電粒子の衝突に
よるイオン化と励起
ターゲット・基板間
5~10 cm
後方散乱
ターゲット
③ スパッタ原子とガス分子の化学反
応
④ スパッタ粒子の凝集・クラスター化
図 4-58
ターゲット・基板間におけるスパッ
タ原子・ガス分子の衝突と散乱
ここでは以上の中で最も頻繁に起こる①について述べる。図 4-58 はスパッタ原子
とガス分子の衝突のイメージを示す。スパッタリングによる薄膜作製は通常 5×
10-1Pa(5×10-3Torr)程度の Ar ガス中で行なわれ、スパッタ原子とガス分子の衝突の平均
自由行程は約 1cm である。ターゲット・基板間隔は 5 ~ 10cm であるから、スパッタ原
子はターゲットから基板に到達するまで数回アルゴン原子と衝突する。衝突・散乱の
結果、方行変換を繰り返しながら基板に到達する場合、後方散乱されてターゲットに
戻る場合、散乱により減速して熱運動をする場合等が考えられる。
108
図 4-59 に示すようなスパッタ原子と
アルゴン原子の衝突散乱の系を考えて、
剛体球の二体衝突モデルによりスパッ
タ原子の衝突によるエネルギー変化と
散乱角度を調べてみよう。スパッタ原
子、アルゴン原子の半径をそれぞれ R1,
R2、インパクトパラメータを p とする
と散乱角度β、エネルギー減衰率 E2/E0
の関係は次のようになる。
sinβ = p/( R1 + R2 ), ・・・・・・ (4.23)
E2/E0 = 1 – (1-α)cos2β, ・・・・・・ (4.24)
α≡ (M1 – M2)2/ (M1 + M2)2 ・・・・・・ (4.25)
M 1 , E2
スパッタ原子
M 1, E0
2R1
φ
p
ψ
β
2R2
アルゴン
ガス分子
M2, E’
図 4-59 質量 M1,エネルギーE0 のスパッタ原子
が質量 M2 の静止アルゴン原子に衝突して散乱
される:衝突後のスパッタ原子、アルゴン原子
のエネルギーは E2, E’、散乱角度をφ、ψとする
これから平均の散乱角度〈φ〉と平均
のエネルギー減衰率〈E2/ E0〉が求められて、次のように表示できる。
〈φ〉= Cos-1[1 – M2/3], (M<1), ・・・・・・ (4.26)
= Cos-1[2/3M], (M>1), ・・・・・・ (4.27)
〈E2/ E0〉= (1 + M2)/ (1 + M)2, ・・・・・・ (4.28)
M≡ M2/ M1 ・・・・・・ (4.29)
(4.28)式からスパッタ原子の運動エネルギーEs がガス分子の運動エネルギーEg と平衡
になるまでの衝突回数 N を、〈E2/ E0〉N = Eg/ Es から求めて次のように表示できる。
N = ln(Eg/ Es)/ ln(〈E2/ E0〉) ・・・・・・ (4.29)
表 4-7 に Cu と Al のスパッタリングにおけるアルゴンガス原子との衝突散乱の平均散
乱角度〈φ〉、平均エネルギー保存率〈E2/ E0〉、ガス温度と平衡状態になるまでの衝突
回数 N を示す。重い原子 Cu の散乱角は軽い原子 Al と比べて小さいこと明らかである
が、その他は大差ない。
表 4-7 Cu, Al のスパッタリングにおける Ar ガス原子との衝突散乱の例
N を求めるために Es = 10eV, Eg = 0.04eV と仮定した
ターゲット
M (≡MgMs)
〈φ〉
〈E2/ E0〉
N
Cu (Ms = 63.5)
0.63
29.8°
0.53
8.7
Al (Ms = 27.0)
1.48
63.3°
0.52
8.4
109
① 軽い元素ほど散乱角度が大きい
② アルゴン原子と質量が近い元素
ほどエネルギー保存衰率が小さ
い
〈E2/ E0〉
〈φ〉
平均エネルギー保存率 (E2/E0)
平均散乱角度〈φ〉 (度)
図 4-60 は(4.26) ~ (4.28)式から求め
たスパッタ原子とアルゴンガス原
子との衝突の平均散乱角度と平均
エネルギー保存率を原子量に対し
て示す。横軸は対数目盛である。明
らかに次のことがわかる。
原子量 (質量数)
図 4-60 スパッタ原子とアルゴンガス原子の衝突散
乱の平均散乱角度と平均エネルギー減衰率
散乱角度のスパッタ原子量依存
性が起こす問題を 1 つ挙げておく。
それは 2 元素以上から構成されるタ
ーゲットをスパッタリングして薄
膜作製する場合に、膜組成がターゲ
ット組成から解離する問題である。
特に原子量のかけ離れた元素から
なる物質の場合に顕著である。図
4-61 は W-Ti 合金ターゲットのイメー
ジを示す。原子量 183.9 の W の平均
散乱角は約 10゜であり、原子量 47.9
の Ti の平均散乱角は約 40゜である。
それ故、基板上では Ti が欠乏し易い。
真空蒸着で起こる蒸発源の分留の
ような経時的変動ではないが、実用
上問題になる場合がある。
図 4-61 W-Ti 合金ターゲットのスパッタリングにお
ける膜組成のターゲット組成からの解離現象
(4) 放電方式からみた各種スパッタ方式
利用する放電・プラズマの区分からみた代表的スパッタ装置方式は次の 4 つである。
① イオンビーム方式:イオン銃・イオンシャワーを使用、動作圧力は 10-3Pa
② DC2 極方式:冷陰極 DC 異常グロー放電を使用、動作圧力は 1 ~ 10Pa
③ RF2 極方式:13.56MHz の容量結合型 RF グロー放電を使用、動作圧力は 10-1 ~ 1Pa
④ マグネトロン方式:直行電磁界中電子の螺旋運動放電を使用、動作圧力は 10-2~1Pa
110
[イオンビームスパッタ方式]
図 4-62 にイオンビームスパッタ装置
の構成を示す。イオン生成室では熱電
子フィラメントと陽極の間に電圧を印
加して放電を起こす。放電室外周に備
えた電磁石はプラズマの高密度化のた
めである。陽イオンを加速・減速電極
により引き出しターゲットを衝撃する。
放電室からアルゴンガスを導入するが、
Ar
熱陰極
イオン生成室
マグネットコイル
陽極
加速・減速平面電極群
引き出し電圧(0.5~2.5kV)
イオンビーム
表面電荷中和用フィラメント
(10~50mA)
ターゲット
加工室(3x10-5Torr)
基板
排気ポンプ
スパッタ原子
図 4-62 イオンビームスパッタ装置の構成
イオン生成室と加工室の間の加速・減
速電極の排気コンダクタンスが小さい
ために加工室は高真空に保たれる。加
工室にはイオンビームの発散防止と絶縁性ターゲットへの電荷蓄積防止のために中
和用熱電子フィラメントが設けられている。イオンビームはターゲットに斜めに入射
し、また基板もターゲットに対して傾斜配置する。特徴は低圧力で薄膜作製できるこ
とである。
[DC2 極スパッタ方式]
図 4-63 に DC2 極スパッタ装置の構成
を示す。陰極側にターゲットを取付け、
ターゲット面以外は狭い間隙を挟んで
アース電位のシールドで包囲して放電
するのを防止する。基板ホルダーは通
常アース電位とするが、場合によって
は電圧を印加して基板を小さなエネル
ギーのイオンで衝撃しながら薄膜形成
をする(バイアススパッタリング)。冷陰
ターゲット電極(陰極)
直流電源
絶縁体
シールド
基板
ターゲット
シールド
真空容器
絶縁体
基板ホルダー(陽極)
バイアス電源
図 4-63 DC2 極スパッタ装置の構成
極異常グロー放電を行なうために成膜
圧力は 1Pa 台である。装置構成は簡単
であるが、ターゲットは金属に限定さ
れ、比較的高い圧力で薄膜を作製せね
ばならない。
RF電極
マッチングボックス
絶縁体
高周波
~ 電源
シールド
基板
[RF2 極スパッタ方式]
図 4-64 に RF2 極スパッタ装置の構成
を示す。DC2 極装置と異なるのは高周
ターゲット
基板ホルダー
シールド
絶縁体
真空容器
バイアス電源
波電源からマッチングボックス(整合
回路)を経由して電極にパワーを供給
図 4-64 RF2 極スパッタ装置の構成
111
することである。放電維持には冷陰極
グロー放電メカニズムに電子の高周波
振動の影響が加わるために、放電圧力
圧力は DC 方式よりもいくらか低くで
きる。金属、絶縁物いずれのターゲッ
トでも薄膜作製が可能である。図では
DC バイアス電源の例を示すが、高周波
バイアス電源と整合回路を使うことも
できる。
図 4-65 RF 電界中の電子と Ar イオンの運動:
周波数 13.56MHz, 電界強度 1kV/cm のとき電子
高周波電源の周波数は工業用許容帯
の 13.56 MHz が使われる。高周波放電に
おける電子とイオンの運動と電極に発
生する負の自己バイアス電圧について
と Ar イオンの振幅はそれぞれ約 2m、300μm
RF電極(面積A1)
高周波
電源
は、放電・プラズマ技術の章で詳細を
述べたが、ここでは結論のみ示す。図
4-65 は RF 電界中における電子とアルゴ
ンイオンの運動を示す。それぞれの質
量が非常にかけ離れているために、単
シース(Ⅰ)
V1
~
シース(Ⅱ)
V2
アース電極(面積A2)
振動の振幅も非常に異なる。電子は RF
図 4-66 RF 電極面積の非対称性の影響
電界の時間的変化に応じた動きをする
V1/ V2 = (A2/ A1)4
が、アルゴンイオンは 1 周期の間に電
界変動に応じた動きは殆どできない。
このために電極にはプラズマ電位に対して負の自己バイアス電位が発生する。図 4-66
に 1 対の電極に発生する 2 つの自己バイアス電圧と電極面積の関係を示す。電圧比は
面積比の 4 乗に反比例する。通常は相対的面積の小さい RF 電極が陰極に相当し、ア
ース電極が陽極に相当し、DC2 極スパッタ装置とよく似た構成になる。
[マグネトロンスパッタ方式]
マグネトロン・スパッタ方式は 1930 年
代に開発された。当時の電極構造を図
4-67 に示す。これを狭義のマグネトロン
スパッタリングと呼ぶ。その特徴は次の
3 項目にまとめられる。
磁界
① 同軸の円柱陰極・円筒陽極と軸方向に
平行な磁界の中で放電する。
② 電子は小さな半径の円を描きながら
中心軸の周りを大きく回転運動する。
112
図 4-67 同軸円筒マグネトロン電極(左)と月
の天体運動に似た電子の運動の軌跡(右)
③ 電子の大きな回転運動半径は陰極
から次第に陽極に近づく。
電界E
電子が陰極から出て陽極に達するま
でに磁界により長い距離を走行して、
気体分子と衝突して電離する確率が高
いために、比較的低い圧力で放電する
ことが可能である。
1970 年代には平板電極構成のマグネ
電界E
磁力線
電子軌跡
スパッタ領域
図 4-68
ト ロ ン ・ ス パ ッ タ 方 式 (PMC, planar
magnetron cathode)が開発された。これを
広義のマグネトロンスパッタリングと
呼ぶ。図 4-68 は平板マグネトロン電極
ターゲット スパッタ領域
平板マグネトロン電極における電
界、磁界の構成(左)と電子の運動の軌跡(右)
における電界、磁界と電子の運動を示
す。図 4-69 は電子のドリフト運動と湾
曲した磁力線がドリフト電子に及ぼす
収束作用を示す。平板マグネトロン放
電については放電・プラズマ技術の章
y
B
E
v0
vD=E/B
z
B
x
電子の運動
で詳しく述べたが、ここでは結論のみ
をまとめておく。その特徴は次の 3 項
目にまとめられる。
f
N
S
S
N
N
S
z方向の収束力
(E×B)方向のドリフト運動
図 4-69
平板マグネトロン電極における電
子のドリフト運動(左)と湾曲した磁力線が
① 直交電磁界空間中で放電する
② 電子が電界と磁界のベクトル積
E×B の方向にドリフト運動する
ドリフト電子作用する収束の力(右)
③ ドリフト電子が無終端の閉じた軌跡を形成する
同軸円筒マグネトロン電極は軸方向に平行な磁界を用いるが、磁界に平行な速度成
分に対しては収束作用がないので、電極両端から電子が散逸する。これに対して平板
マグネトロン電極では湾曲した磁力線がドリフト電子を磁気トンネルの中に収束す
るために、電離衝突確率を非常に大きくできる。その結果イオン電流密を大きくして、
成膜速度を向上することが可能である。しかしプラズマは磁力線の作るトンネルの内
部に閉じ込められおり、ターゲット面内のこのトンネルの低部だけがイオン衝撃を受
けてスパッタエッチングされるから、ターゲット面の消耗は均一ではない。平板マグ
ネトロン・スパッタ方式の大きな特徴は平面状ターゲットを使用できることである。
これは円筒同軸マグネトロンで円柱状ターゲットが必要なことに比べて、実用上大き
な利点である。
113
(5) 特殊なスパッタリングの技術
[リアクテイブスパッタリング]
(reactive sputtering )
アルゴンは不活性であるから、アル
ゴンガス中で放電してスパッタ膜を
作製するときには、ターゲット表面で
も基板表面でも化学反応は起こらず、
ターゲットと同一組成の薄膜が形成
される。しかしアルゴンガスに活性ガ
ターゲット
Ar
+
反応性ガス
化合物薄膜
スを添加するとターゲット元素とガ
ス元素との化合物膜・混合物膜が形成
される。意図的にこのようにすること
をリアクテイブ(化成)スパッタリン
Tiモード(ターゲット表面Ti)
成膜速度
グと呼ぶ。
リアクテイブスパッタリン
グは次の 2 方式に分類できる。
図 4-70 リアクテイブスパッタリング
① 純金属・合金等のターゲットと希
ガス・活性ガスの組合せによりタ
TiNモード(ターゲット表面TiN)
ーゲットとガスとの混合物を形
成する。
N2流量/(Ar流量 + N2流量)
② 酸化物、窒化物、炭化物、硫化物
図 4-71 Ti ターゲットと Ar・N2 混合ガスによる
等の化合物ターゲットをスパッ
リアクテイブスパッタリングのヒシテリシス
タリングするときにスパッタ膜
のガス成分は欠乏し易い。希ガスに活性ガスを添加して欠乏を補償する。
リアクテイブスパッタリングは、
自然界に安定な固体として存在せず他の技術では
作製困難な特殊な機能を持つ化合物・混合物の薄膜を作製することができる。Ta-N
は小さな抵抗温度係数をもち経時変動の尐ない高信頼性抵抗薄膜として利用される。
In-Sn-O は表示デバイスの透明導電膜として広く使用される。Fe-O は磁気記録薄膜と
して利用される。Ti-N は耐蝕、表面硬化薄膜として、あるいは黄金色の装飾薄膜とし
て、またエレクトロクスデバイスでは SiO2 下地層と金属との密着層や各種材料間の
相互拡散防止障壁膜として多用される。これらはいずれもリアクテイブスパッタリン
グの重要な応用分野である。
リアクテイブスパッタリングの制御では、希ガス中に添加する活性ガス流量のヒシ
テリシスが問題となる。図 4-71 は Ti-N のヒシテリシスの例を示す。窒素ガス流量を
増加するに従い最初は成膜速度がゆっくりと低減するが、臨界値を超えると成膜速度
は急激に低下しそれ以上の窒素添加に対して殆ど変化しない。しかし一旦低い成膜速
度になってから添加窒素ガス流量を尐しずつ減尐させると最初の臨界値よりも明ら
114
かに尐ない添加量になるまで成膜速度は低い状態を維持する。このように二つの臨界
値があり、いずれをとるかはスパッタリングの履歴の影響をうけるので、これをリア
クテイブスパッタリングのヒシテリシスと呼ぶ。窒素ガス添加量が臨界値より尐ない
場合にはターゲット表面は Ti であり、スパッタ率が比較的大きい Ti モードのスパッ
タリングが行なわれる。しかし臨界値を越えると窒化物層が形成されて、スパッタ率
が小さい TiN モードのスパッタリングとなる。ターゲット表面はスパッタエッチング
による表面の削除と、一方で窒素分子との化学反応による窒化物層の形成が行なわれ
て、動的平衡状態が保たれている。
リアクテイブスパッタリングで安定な平衡状態で薄膜作製することができれば問
題ない。しかし、多くの場合にはヒシテリシス特性を示す不安定な平衡状態条件付近
で得られる膜の特性が有用であり、成膜速度を一定に制御するには注意が必要である。
[バイアススパッタリング](bias sputtering)
図 4-63, 64 には基板にバイアス電圧を印加しながら薄膜作製するスパッタ装置の構
成を示した。これをバイアススパッタリングと呼ぶ。薄膜形成最中に基板表面は弱い
陽イオン衝撃を受けて、次の 3 種類の効果を期待できる。
① 膜純度の向上:弱いイオン衝撃により基板表面に物理吸着している不純物ガス分
子を脱離させる。
② 多元組成の制御:多元組成のターゲットを用いたスパッタリングをしながら、基
板のイオン衝撃をすると元素毎のスパッタ率の違いにより選択的に特定の元素を
多く叩き出すことができる。
③ ステップカベレジの改良と平坦化:基板表面に 1μm 程度の凹凸がある場合、凹凸
に沿って均一な被覆を望むとき利用する。イオン衝撃は大きなスケールで基板全
面に渡り垂直であるが、微小な傾斜面にはイオンの斜め入射が起こる。垂直入射
に比べて斜め入射のスパッタ率は大きいために、バイアスによるイオン衝撃を続
けると微小傾斜面の角度は次第に小さくなり、凹凸段差部の被覆性(ステップカベ
レジ)が改善され、長時間継続すると初期の微小な凹凸を埋め込んだ全面平坦化被
覆ができる。
(6) スパッタ装置及び電極の構成
表 4-8 にバッチ式スパッタ装置の構成例を示す。真空蒸着装置との最大の相違はス
パッタリングを行なうための電極と放電を行なうための電源である。真空容器内を一
端到達圧力まで排気した後に、放電を行なうためにガス流量制御器を経由してガスを
供給しながら排気する。そのために圧力調整用コンダクタンス制御バルブとスパッタ
リング最中の圧力測定真空計が設けられている。
115
表 4-5 バッチ式スパッタ装置の主要構成要素
主ポンプ
・油拡散ポンプ
真空容器取
・電流導入端子
(クライオポンプ、ターボ分子
付け部品
・内部機構駆動導入端子
ポンプ)
・覗き窓
補助ポンプ
・油回転ポンプ
・温度測定導入端子
バルブ
・主バルブ
圧力計測器
・基板ホルダー
・荒引きバルブ
・基板加熱機構
・補助バルブ
・シャッター
制御電源
・排気操作電源
・アルゴンガスボンベ
・真空計電源
・ガス流量制御器(MFC)
・内部機構駆動電源
・到達圧力測定:電離真空計
・基板加熱電源
・動作圧力測定:隔膜真空系
・スパッタ電源( + RF 整合器)
・荒引き確認:熱電対真空計
真空容器
・ターゲット電極(陰極)
・コンダクタンス制御バルブ
・リークバルブ
ガス導入系
内部機構
その他
・装置架台・パネル
・ベルジャー昇降リフト
・ベルジャー
・冷却水配管
・ベースプレート
・装置駆動用圧縮空気配管
スパッタ装置の中で最も重要な構成
要素は陰極(カソード、ターゲット電極)
である。図 4-72 はカソード・RF 電極の
断面構造を示す。ターゲット面以外の
放電を抑制するために、アース電位の
シールドで包囲する。シールドと電極
の間隙は比較的小さくしなければなら
ないが、その詳細は 3.4(3)のパッシェン
負電圧またはRF
電圧の電気接続
冷却水
絶縁体
シールド・電極間隙
シールド
(アース電位)
カソード, RF電極
ターゲット
の法則で説明した。
図 4-72 カソード・RF 電極の断面構造
スパッタ方式の中では平板マグネト
ロン方式が多く使われる。平板マグネ
トロン電極の裏面に永久磁石を配置す
る構造がよく使われる。磁石の配置には次のような配慮が払われる。
① 磁力線がターゲット面上に閉じた(出入り口のない)仮想トンネルを作る。
② ターゲット表面側に 300 ~ 500G 程度の十分強い磁界を作る。
③ 湾曲する磁力線のターゲット面に平行な領域を十分長くしてターゲットのスパッ
タエッチングされる領域(侵食領域、エロジョン領域)の幅を広くする。
116
エロージョン 幅
エロージョン底部
図 4-74 円形平板マグネトロンのターゲット
の消耗状況:破線はターゲット表面中心線の
図 4-73 円形平板マグネトロン電極の放電写真
軌跡、矢印はエロジョン幅
円形平板マグネトロン電極の磁石配置と磁力線については 3.7 節及び図 3-37 に詳細
に説明した。図 4-73 は円形平板マグネトロン電極の放電の様子を示す。ターゲット表
面に接するドーナツ状領域に磁力線のトンネルが形成されて、その中に収束されたプ
ラズマの発光が見える。図 4-74 は円形平板マグネトロン電極のターゲットの消耗状況
を示す。円環領域がスパッタエッチングにより侵食されている。
(7) スパッタリング薄膜の応用
表 4-1 には機能・材質・作製法別に薄膜の応用例を示した。表 4-6 にはその中からス
パッタリング薄膜の応用分野と材質を分類して示す。以下にはこれらの中から IC の
製造プロセスで使われるスパッタリング薄膜とその作製技術を幾つか述べる。
表 4-6 エレクトロニクスデバイスで使用されるスパッタリング薄膜
大分類
中分類
代表的材質
IC・半導体デバイス
Al, Pt, Au, Mo-Si, W-Si, Ti, Mo, W, Ta, SiO2
表示デバイス
ITO(In2O3-SnO2), Al, Cr, Ti, Ta, Mo, SiO2
磁気記録
Fe2O3, Fe-Ni, Fe-Al-Si, Co-Ni, Co, Cr, Co-Cr-Ta, Al2O3,SiO2, C
光 IC
ガラス
その他
Al, Ta, Cu, Nb, ZnO2
太陽エネルギー
太陽電池
ITO, Al
利用
選択透過・吸収
ITO, Cr-Cu
電子部品
117
[Al-Si-Cu 合金配線薄膜作製]
歴史的に初期の Si-IC の電極配線には真空蒸着による Al 薄膜が使われてきた。しか
し 1970 年代にスパッタリングが真空蒸着法と交替した。理由は次の 3 項目である。
① 真空蒸着は微小面蒸発源であり、ウェーハ面内に均一な厚みの薄膜を作製するた
めに、プラネタリー型基板ホルダを組込んだ真空蒸着装置を使用してきた。しか
しこの時期に主流 Si ウェーハの直径が 3 インチから 4 インチに代り、大口径平面
基板で球面を構成するのは困難となり、ウェーハ内膜厚分布の均一性が得られな
くなった。スパッタリングは面源であり大面積の基板に均一な厚みの薄膜作製は
比較的容易である。
② 電極配線薄膜は Si ウェーハ上の 1μm 程度の凹凸面を完全に被覆せねばならない。
IC チップ内の微細加が進み、配線幅は狭くなり配線薄膜の厚みは薄くなり、その
ために点蒸発源の真空蒸着では基本的に段差被覆が無理になった。スパッタリン
グは面源であるから、ウェーハの微細な凹凸に対して様々な方角から原子が入射
するので、段差被覆は比較的容易である。
③ 配線断面積が小さくなり IC を駆動するときの電流密が増加したために、Si と Al
の境界面における相互拡散と Al 配線中における電界中原子移動(エレクトロマイグ
レーション)が顕著になり、それが IC の寿命に影響することが判明した。その対策
は Al に Si, Cu 等を微量添加した合金を用いることであったが、合金の真空蒸着は
分留のため組成制御が困難である。スパッタリングは多元組成ターゲットを用い
てほぼ同一組成の薄膜を作製できる。
切
れ
込
み
図 4-75 電子ビーム真空蒸着 Al 薄膜(左)と平板
図 4-76 スパッタ膜の鏡面反射率と膜作製最
マグネトロンスパッタ Al-2%Si 合金薄膜(右)の段
中の不純物ガス分圧の関係:鏡面反射率の高
差部被覆性の比較:膜厚 1μm、基板温度 350℃
い良質膜には超高真空が必要。膜厚 1μm
m
図 4-75 は真空蒸着薄膜とスパッタリング薄膜の段差被覆性を比較して示す。真空蒸
着膜は急な段差部で膜に被覆されない切れ込みが起こるが、スパッタリングでは完全
な被覆が達成されている。
しかしスパッタリングで高品質の薄膜を得るためには別な課題がある。図 4-76 はス
118
パッタリング Al-2%Si 合金膜の鏡面反射率と 3 種類の膜作製最中の不純物ガス分圧の
関係を示す。鏡面反射率は良質膜を得るための指標であり、高い値が好ましい。グラ
フから不純物ガス分圧を 0.001%以下に抑制することが望ましいのがわかる。従って IC
製造プロセスで使われるスパッタ装置の排気系は主ポンプにクライオポンプかター
ボ分子ポンプを使い、真空容器内は超高真空のバックグラウンドとする。
[銅配線ダマシン構造]
1990 年代に IC の中の演算素子であるマイクロプロセッサーの配線材料は Al-Cu 合金
から Cu に替わった。目的の第 1 は配線抵抗の低減・増加抑制である。チップ内収容
トランジスタ数の増加に従いトランジスタ間の配線長が増大し、それに伴う配線抵抗
増加が顕著になった。抵抗増は RC 回路遅延時間増加による IC 性能劣化に繫がり、ま
た回路電力損失の原因となる。目的の第 2 は IC チップの信頼性維持である。配線断面
積内の電流密度が増大すると Al 合金配線のエレクトロマイグレーションによる断線
寿命が懸念される。銅は両方の問題を解決できる配線材料である。しかし銅薄膜を直
接ドライエッチングして微細加工することはできない。低温で銅と反応して蒸気圧の
高い化合物を形成する気体分子が見つからないからである。銅配線加工はダマシン
(damascene)技術を使って行なわれる。
図 4-77 はシングルダマシンプロセスによる銅配線加工を示す。図に従いプロセス
を説明する。
(a) トランジスタ形成後に CVD-SiO2 層
間絶縁膜を形成し、トランジスタの電
極と接続をするためにコンタクトホ
ール・エッチングをして孔を開ける。
次に CVD により W で孔を埋込み、孔
以外に堆積した W はポリシング(研磨、
polishing)して取除く。孔を埋込んだ W
はプラグ(栓、plug)と呼ばれる、ウェ
ーハ面に垂直な方行の電気接続部で
ある。
(b) PECVD により SiO2 の第 2 層間絶縁膜
を形成する。
(c) エッチング加工によりトレンチ(溝、
trench)を作る。
(d) スパッタリングにより Cu でトレン
チを埋込む。
Wプラグ形成
トレンチ埋込
層間絶縁膜形成
Cu配線パタン
ポリシング(研磨)
配線トレンチ形成
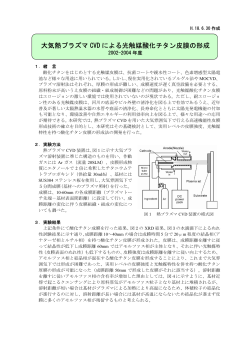
図 4-77 シングルダマシンプロセス
(a)トランジスタ形成→CVD-SiO2 層間絶縁膜形
成→エッチング孔開け→W プラグ形成、
(b)PECVD-SiO2 層間絶縁膜形成、(c)配線トレン
チ形成、(d)銅によるトレンチ埋め込み、(e)ポ
(e) トレンチ以外に堆積した Cu はポリ
シングして取除く。
リシングによりトレンチ以外の Cu を除去し
て配線完成
119
以上で第 1 層の銅配線が完了する。ダマシンとは中世のサラセン帝国首都ダマスカ
スに因む象嵌工芸技術のことであり、日本の蒔絵で使う金、銀紋様作製法もこれに相
当する。多層配線を行なうためには、この後に再び(a) ~ (e)までのシングルダマシンを
繰返す方法と次に述べるデユアルダマシンを使う方法がある。デユアルダマシンは工
程が短いので現在の主流である。
図 4-78 は銅配線デユアルダマシン
構造を示す。
シングルダマシンとの相
違は、下層配線・上層配線の接続と上
SiN(バリア・エッチストップ)#3
SiO2#3
層配線を同時に行なうことである。図
によりプロセスの説明をする。下層配
線終了後 PECVD により SiN バリア・
エッチストップの薄い層が形成され
SiO2#2
SiN#2
Cu(上層配線)
ヴ
ィ
ア
ホ
ー
ル
た状態からプロセスが開始する。
SiN#1
(a) PECVD により SiO2 層間絶縁膜#2、
SiN バリア・エッチストップ層#2、
SiO2 層間絶縁膜#3 を連続して形成
する。
(b) エッチングにより上記 3 層を貫く
ヴィアホール(via-hole)を形成する。
(c) SiO2 層間絶縁膜#3 のエッチングに
よりトレンチを形成する。
(d) トレンチ・ヴィアホール内壁に薄
い TaN バリア膜を被覆する。
(e) トレンチとヴィアホール内を一
緒に Cu で埋込み、余剰の Cu をポリ
Cu(下層配線)
TaN
(バリア)
SiO2 (層間絶縁膜) #1
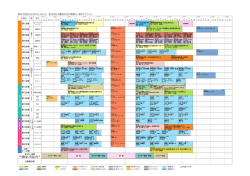
図 4-78 デユアルダマシン構造
層間絶縁膜#1 の中のトレンチ埋込により Cu 下
層配線終了後 SiN バリア・エッチストップ#1 が
形成された状態からプロセスを開始する。
(a)SiO2 層間絶縁膜#2, SiN バリア・エッチストップ
#2, SiO2 層間絶縁膜#3 を続けて形成、(b)上記 3 層
を貫くヴィアホール形成、(c)SiO2 層間絶縁膜#3
の中にトレンチを形成、(d)トレンチ・ヴィアホー
ル内壁に TaN バリアを形成、(e)トレンチ・ヴィア
ホール内の Cu 埋込とポリシング、(f)SiN バリア・
エッチストプ#3 の被覆して上層銅配線が完成
シングにより取除く
(f) 薄い SiN バリア・エッチストップ層#3 を形成する。
覆
先に述べたシングルダマシンプロセスでは使用しない SiN の薄い層は、SiO2 層間絶
縁膜の RIE エッチングの進行停止の役目、余剰 Cu を取除くポリシングの進行停止の
役目、Cu の SiO2 層内部に拡散防止の役目の 3 つの役割を果すので、バリア・エッチ
ストップ層と呼ぶ。また上層 Cu 配線と下層 Cu 配線の間の垂直方向の接続をするた
めの孔はヴィアホールまたはスルーホール(through-hole)と呼ぶ。いずれも孔を経由す
る接続の意味である。ヴィアホール・トレンチの内壁を被覆する TaN は Cu が SiO2 内
部に拡散するのを防止するバリア膜であり、シングルダマシンでも必要であるが説明
を省略した。
120
シングルダマシンの場合にはプラグ形成とトレンチ埋込みは 2 段階に分けて行な
うが、デユアルダマシンでは一度で済ませる。プラグやヴィアホールとトレンチ配線
の間の接触抵抗を十分小さくするためには、境界面を清浄化するプロセスステップが
必要である。シングルダマシンではそれは 1 つの配線層形成に対して 2 回であるが、
デユアルダマシンでは 1 回でよい。しかしデユアルダマシンを形成するためのエッチ
グ加工はシングルダマシンよりも複雑であり、またヴィアホール・トレンチ埋込みも
別な難しさがある。
デユアルダマシンプロセスで使用する非常に薄い TaN 薄膜はスパッタリングで作
製される。しかし Cu の埋込みはスパッタリングでは行なうことができない。それは
ホールやトレンチが狭く深い形状のためである。次にその理由と対策を述べる。
[高アスペクト比のホールとトレンチの被覆と埋込]
穴や溝の深さと開口部の径や幅の比はアスペ
クト比(aspect ratio)と呼ぶ。また穴や溝の内壁面を
被覆する薄膜の厚みと開口部の外側の表面に堆
積した薄膜の厚みを内部の被覆率(coverage)と呼
ぶ。アスペクト比と内部被覆率の観点から、穴と
か溝の内面を薄膜で被覆する場合の問題点につ
いて考えてみよう。
図 4-79 は正方形の開口で深さが開口の一片と
等しいアスペクト比 1 の穴の内面を薄膜で被覆す
るときの被覆率について考える思考実験を示す。
穴の内部の表面積は開口部面積の 5 倍であるから、
もし内部が均一な厚みで被覆できたとしたら被
覆率は 20%になるはずである。アスペクト比の大
きな穴の被覆率は更に小さくなるであろう。
図 4-80 はスパッタ原子の入射を考慮に入れた
図 4-79 アスペクト比 1 の穴の内
部の被覆:(上)一辺 a の正方形開口
で深さ a の穴、(中)均一な厚みの薄
膜で表面を覆う、(下)もし穴内部が
ときの被覆形状を示す。スパッタ原子の入射角度
分布は垂直成分が最大であるから、穴の低部の被
覆率は大きく側壁部の被覆率は小さい。その傾向
はアスペクト比の大きな穴や溝ほど大きな被覆
率の差となって現れる。しかし入射角の斜め成分
が多い場合にはこれは成り立たない。小さな口径
でアスペクト比が非常に大きな穴の場合には、低
部には届かないことも想定できる。現在の IC の
加工寸法とスパッタ装置の動作圧力ではそこま
均一厚みの被覆ができたとしても
では行かないが、斜め入射の影響は無視できない。
図 4-80
被覆の厚みは表面の 20%である
アスペクト比の小(上)と
大(下)の穴内面の被覆への影響
121
図 4-81 はヴィアホール内の現実的被覆を示す。
低部の被覆率も中央部で最大、側壁部に近い箇所
の被覆率は小さい。また側壁部の被覆率は開口か
ら奥に行くほど小さくなる。更に被覆の様子は内
部に薄膜が堆積するに従い時間的に変化する。開
口部に近い箇所は堆積速度が大きいので、逆傾斜
のオーバーハングが形成され、開口部は徐々に狭
くなるが奥の方は膜が堆積しないので遂には空
乏が発生する。このようにアスペクト比の大きな
ホールやトレンチは、スパッタリングで非常に薄
い被覆はできるが完全に埋込むことはできない。
先に述べたデユアルダマシン構造では、TaN バリ
ア膜と Cu 埋込みのための電気メッキ用電極 Cu 薄
図 4-81 ヴィアホール内の現実的
被覆:t1/t0, t2/t0, t3/t0 は異なる被覆率
膜の作製にスパッタリングが使われる。
以上述べた高アスペクト比のヴィアホールとトレンチの内部の被覆は IC 電極配線
プロセスの最大の技術課題である。被覆や埋込みを達成するためには次の 5 段階の技
術を駆使する。
① コリメートスパッタ:ターゲットと基板の間にコリメータを配置してスパッタ原
子の基板入射垂直指向性を向上する
② 低圧遠隔スパッタ(ロングスロースパッタ):スパッタ圧力を低く、ターゲット・基
板間隔を大きくして、スパッタ原子の基板入射角度を垂直方向に限定する
③ イオン化スパッタ、セルフスパッタ:スパッタ原子のイオン化率を大きくして、
電界によりイオンを基板に垂直入射させる
④ CVD による薄膜形成:CVD による基板の表面化学反応成膜メカニズムを利用して
表面被覆性を向上させる
⑤ 電気メッキ:液体が空孔部に浸漬できる性質を利用してその内部を電気メッキに
より埋込む
これらの中で①~③はスパッタリン
グによる薄膜形成を利用し、いずれも
スパッタ原子の基板入射角度を垂直方
向に揃えることでアスペクト比の大き
なホールやトレンチ内部を被覆し、バ
リア膜と電気メッキ下地膜作製に応用
される。以下にそれらを簡単に説明す
る。
図 4-82 厚みの異なる 2 種類のコリメータ
122
[コリメートスパッタ]
図 4-82 はコリメートスパッタに用い
るコリメータを示す。小筒を多数並べ
て蜂の巣のような形状をしている。ス
パッタ原子の飛行方行を揃える効果は
小筒のアスペクト比が大きいほど高く、
そのときスパッタ原子の透過率は低い。
通常はコリメート・アスペクト比を 1 ~
1.5 程度にしてホール・アスペクト比 1
のホールの底部被覆率を 10%(コリメー
図 4-83 コリメータの無い場合(左)とある場
タ無し)から 60%に改善でき、ホール・
合のヴィアホール内面被覆の相違
アスペクト比 2 のホールの底部被覆率
を 5%(コリメータ無し)から 20%程度に改善できる。
但しスパッタ原子のコリメータ透過率は 20% ~ 10%
程度である。
[低圧遠隔スパッタ(ロングスロースパッタ)]
図 4-84 は低圧遠隔スパッタの効果を示す。通常の
スパッタ装置のターゲット・基板間隔は 5 ~ 10cm であ
るが、低圧遠隔スパッタでは 30 ~ 60cm とする。スパ
ッタ最中の圧力が十分低くスパッタ原子とガス分子
との衝突の平均自由行程が十分長ければ、スパッタ
原子の基板入射は垂直方向成分が多くなる。効果は
コリメートスパッタと似ている。しかし基板面の位
置によるスパッタ原子の入射角度範囲が異なること、
基板周辺部ではホール内被覆の非対称性が現れる問
題がある。
[イオン化スパッタ・セルフスパッタ]
スパッタ圧力が高い場合にはスパッタ原子はガス
分子と衝突して散乱する確率が高くなるが、スパッ
タ原子のイオン化も顕著になる。多くの種類のスパ
ッタ金属元素は励起アルゴン原子とぺニング電離衝
突により陽イオンとなる。基板に負バイアスを印加
するとスパッタ原子が途中の空間で陽イオンとなり
基板に垂直な電界に加速されるので、ホール内部に
垂直に入射する。図 4-85 はイオン化スパッタによる
ヴィアホール内面の被覆状態を示す走査電子顕微鏡
123
図 4-84 低圧遠隔スパッタ
図 4-85
イオン化スパッタに
よるヴィアホール内面被覆:
ホール直径 0.24μm、アスペク
ト比 8、TiN バリア膜
写真である。大きなアスペクト比のホールの内側壁部もよく被覆されている。
イオン化スパッタをするとセルフスパッタが起こる。放電・プラズマ中でスパッタ
原子は飛行中にある割合でイオン化される。イオン化の割合は放電電流の 2 乗に比例
するので、電流の増加に伴いイオン化されたスパッタ原子の量が急激に増加する。陽
イオン化したスパッタ原子の一部は再び陰極側に加速されてターゲットを衝撃して
スパッタリングを起こす。同じ原子同士の衝突よるターゲットのスパッタリングでセ
ルフスパッタ(自己スパッタ)と呼ばれる。
4.10
CVD
(1) CVD の用途
CVD(化学気相堆積法、chemical vapor deposition)は気相原料を熱化学反応により分解し
て固体薄膜を作製する方法であり、PVD(物理気相堆積法、physical vapor deposition)の対
立概念である。CVD で作製可能な薄膜は、気体原料の種類が限定されるために、PVD
に比べると尐ない。 表 4-7 に CVD 薄膜作製のエレクトロニクスデバイスへの応用例
を示す。#1, 2, 9 は単結晶、多結晶、非晶質のシリコンである。#2 は膜作成後イオンイ
ンプランテーションにより大量の不純物をドープして導電体として使用する。#7, 8 は
金属および金属化合物である。その他はシリコン酸化物、窒化物の絶縁体である。
表 4-7 エレクトロニクスデバイスのための CVD の重要な応用例と原料ガス
(APCVD:大気圧 CVD、LPCVD:低圧 CVD、PECVD:プラズマ CVD)
#
用途
1
2
APCVD
LPCVD
単結晶シリコンエピタキシャル
① SiCl4 + H2
① SiCl4 + H2
層(バイポーラ IC のエピタキシャ
② SiHCl3 + H2
② SiHCl3 + H2
ルドープ層)
③ SiH2Cl2 + H2
③ SiH2Cl2 + H2
④ SiH4 + H2
④ SiH4 + H2
(ドープト)ポリシリコン(ゲート
PECVD
① SiH4 + H2
電極、最下層配線)
3
① SiH4 + H2 + N2
非晶質窒化シリコン(パシベーシ
① SiH4 + H2 + N2
ョン、マスク、キャパシタ、ダ
マシン・CMP ストップ層等)
4
① SiH4+ N2O + NH3
非晶質シリコン酸化窒化膜(パシ
ベーション)
5
低温シランベースシリコン酸化
①SiH4+O2+PH3+ N2
①SiH4+O2+PH3+ N2
① SiH4 + NO2
② SiH4 + NO
膜(電極・配線間絶縁、パシベーシ
ョン)
6
中温 TEOS ベースシリコン酸化
① Si(OC2H5) + O2 +
膜(電極・配線間絶縁膜)
O3 + (PH3, B2H6)
124
① Si(OC2H5) + O2
① Si(OC2H5) + O2
表 4-7 エレクトロニクスデバイスのための CVD の重要な応用例と原料ガス(続き)
#
用途
APCVD
LPCVD
7
W プラグ(コンタクトホール・ヴ
① WF6
ィアホール埋込)
② WF6 + H2
PECVD
③ WF6 + SiH4
8
TiN(Al, W, Cu 配線金属バリア・密
① TiCl4 + NH3
着層)
② Ti[(CH3)2N]4
③ Ti[(C2H5)2N]4
9
①SiH4 + H2 + N2
ポリシリコン、非晶質シリコン
(LCD 用薄膜トランジスタ)
(2) CVD の定義と膜形成過程
[CVD の化学反応]
CVD は気相原料の熱化学反応による基板上への固体析出を利用する薄膜作製法で
ある。気相材料が固体薄膜に変化する化学変化は次のように書くことができる。
nA(g) + mB(g) → NC(s) + MD(g) ・・・・・・ (4.30)
但し n, m, N, M はモル数を意味し、g, s は気相及び固相を意味する。実際にはガス B を
加えない場合もあるし、発生ガス D は 1 種類とは限らない。また上式は出発と終点を
示すに過ぎず、途中では何段階かの化学変化が起こる。反応ガスは容器内で気相反応
を起こし、出発ガスと異なる分子・ラジカルとなるが、これを前駆体(プレカーサ、
precursor)と呼ぶ。前駆体は基板表面に付着して、熱化学反応を起こし分解する。
[CVD 装置におけるガスの流れ]
CVD 装置では原料ガスを層流状態で流しながら薄膜作製を行なうことが多い。図
4-86 に反応室内のガスの流れを示す。導入ガスはガス供給流量と容器断面積で与えら
れる一定流速の主流を作って流れる。容器には CVD 反応には関与しないキャリアーガ
スも供給するが、これは原料ガス濃度を低くして反応速度を抑制する効果と流速を大
きくする効果がある。反応容器内部のガスの流れには主流とは別に、容器壁面や基板
に接する厚みの薄い空間に境界層が形成される。境界層の厚みは圧力によって異なり、
平均自由行程の 10 倍程度である。LPCVD 装置における典型的な境界層の厚みは 10 ~
100μm である。
また同じ圧力でも境界層の厚みは主流速度の大きさによって異なり、
主流の流速が大きい場合には境界層の厚みが小さくなる。図 4-87 は主流の中に板を配
置したとき、板の先端から形成される境界層の厚みδが変化する様子と境界層内の流
速の分布を示す。主流から境界層内部を基板表面に近づくに従い流速は小さくなり、
表面に接する位置では流速 0 の「淀み」となる。
125
(主流)
(境界層)
基板高温加熱
図 4-87 厚みδの境界層における流速の分布
図 4-86 CVD 装置におけるガスの流れ
矢印の長さは流速を示す
[CVD 薄膜形成の 5 段階]
反応装置内部における CVD 薄膜形成過程は次の 5 段階に整理できる。図 4-88 は各
過程を示す。
① 原料ガスの導入による主流・境界層流の形成と気相反応による前駆体形成
② 反応ガス分子(前駆体)の境界層を経由する拡散移送
③ 反応ガス分子(前駆体)の基板表面吸着
④ 吸着反応ガス分子(前駆体)の表面化学反応による固体薄膜とガス副産物の形成
⑤ 表面からのガス副産物の脱離、境界層を経由する主流への拡散移送と系外排出
図 4-88 CVD 装置における薄膜形成過程 5 段階(境界層と基板を強調して描いている)
①気相反応による前駆体の形成、②前駆体の境界層中の移送、③前駆体の基板表面吸着・表面拡散
移動及び再脱離、④核形成・島成長・薄膜形成、⑤揮発性生成物の表面脱離
126
[CVD の成膜速度]
前記膜形成の 5 段階の中で第 2 段階の反応ガス分子の境界層中の移送、第 4 段階の
基板表面における化学反応の 2 段階が CVD による成膜速度に影響を与える。そして全
体の成膜速度は双方の内の遅い方に支配されるために、それを律速条件と呼ぶ。律速
条件は次のようにして決まる。
① 反応ガス分子の境界層中拡散移送速度:質量移送律速成膜速度
移送ガス分子流束は反応ガス分子の空間密度に比例し、反応ガス分子の拡散係
数に比例する。拡散係数を h とすると成膜速度 G は次のように表示される。
G = Ah ・・・・・・ (4.31)
但し A は反応ガス分子の密度によって与えられる定数である。h は温度の関数であ
り、温度が高いほど大きい。
② 反応ガス分子の基板表面反応速度:表面反応律速成膜速度
反応速度は基板に付着する反応ガス分子の表面密度に比例し、化学反応速度に
比例する。反応の活性化エネルギーを Ea、k をボルツマン常数、T を基板温度とす
ると、成膜速度 G は次のようなアーレニウスの式よりに表示される。
G = Aexp(-Ea/kT) ・・・・・・ (4.32)
但し A は反応ガス分子の面密度に
よって与えられる定数である。
図 4-89 は式(4.31), (4.32)の与える成
膜速度の温度依存性を示す。横軸は温
度の逆数、縦軸は成膜速度の対数を表
示する。高温領域では表面の熱分解反
応速度が非常に大きいために、成膜速
度は境界層を経由して表面に輸送さ
れる反応分子束に比例する。同じ圧力
では気体分子密度は圧力に比例し、
ま
た拡散係数は温度が高いほど大きい。
しかし両方とも対数目盛ではその温
度変化は比較的小さいので、速度は非
常に緩やかな傾斜角度の直線で示さ
れる。一方低温領域では温度が低下す
るに従い表面熱分解反応速度が急激
図 4-89 CVD 成膜速度の温度依存性
横軸は温度の逆数、縦軸は成膜速度の対数表示を
示す。グラフの左は質量移送律速領域
(mass-transport limited regime)、右は表面反応律速領域
(reaction rate limited regime)で直線の傾斜角度は反応
の活性化エネルギーEa に比例する
127
に小さくなり、成膜速度は傾斜角度が
反応の活性化エネルギーEa で与えら
れるような急勾配の直線で示される。
2 本の折れ曲がる直線を結ぶ特徴的
曲線はこの分野の研究者の名前を冠
してアーレニウス曲線(Arrhenius plots)
と呼ばれる。
図 4-90 は APCVD による Si 薄膜作製
のアーレニウス曲線の例を示す。グラ
フの 4 本の曲線は異なる 4 種類の原料
ガスに対応する。
いずれも水素ガスで
10 mol%に希釈して供給している。低
温側直線の傾斜から 4 種類の反応の
基板温度の逆数 1/T(×103K)
図 4-90 CVD による Si 成膜速度の温度依存特性
4 本の曲線は 4 種類の異なる原料ガスに対応する。
活性化エネルギーはほぼ等しいこと
各曲線ともガス供給流量を変えると質量移送律
がわかる。各ガスの曲線とも供給流量
速領域の値が異なるが、グラフには示さない。
を変えたり希釈濃度を変えた場合に
は、高温側の質量移送律速領域直線は縦軸に沿い平行移動するがグラフには示さない。
(3) CVD 方式と各種 CVD 装置
[3 種類の CVD 方式]
表 4-7 に示した 3 種類の CVD 方式の特徴を表 4-8 にまとめて示す。
APCVD(atmospheric pressure CVD)は大気圧で行なう。圧力が高いために反応ガスの空間
密度が大きく、物質移送律速成膜速度領域で動作して、容易に大きな成膜速度を得る
ことができる。しかし反応原子の表面移動距離が短いために、段差被覆性は不足する
(段差被覆性の一例は図 4-95 参照)。また反応粒子同士の空間衝突が頻繁に起こるので、
気相中で微粒子が発生し膜中に混入する危険性がある。
LPCVD(low pressure CVD)は減圧下で行なう。表面反応律速成膜速度領域で動作して、
成膜速度は比較的小さいが反応原子の表面移動距離が長くなるために、段差被覆性は
良好である。残留ガス分圧の低いバックグラウンドの真空中で薄膜作製することによ
り、膜の純度を高く保つことができる。
PECVD(plasma-enhanced CVD)は放電・プラズマ空間中で行なう。基板面全域に渡り均
一なガスの流れを形成しながら均一なプラズマを作らねばならないので、装置構成と
操作は 3 者の中で最も複雑である。
プラズマによる前駆体形成反応を促進するために、
低温で高速成膜が可能である。基板温度を他の CVD 方式よりも相当低くできることが
最大の利点である。また表面反応律速成膜速度領域の作成条件を選定すれば、吸着し
た反応ガス分子が大きなエネルギーをもち基板表面を盛んに移動するために良好な
段差被覆性を得ることができる。しかしプラズマ中で荷電微粒子が凝集し膜中に混入
する危険性もある。
128
表 4-8 CVD 方式の分類と特徴
方式名称
特徴
代表的応用例
APCVD ( 大 気 圧
・反応室の構成が簡単
・SiO2 膜の低温作製
CVD、常圧 CVD)
・高速度成膜
・Si 単結晶エピタキシャル膜作製
・低温成膜
・段差被覆性不足
・気相中の微粒子発生の危険性
LPCVD (減圧 CVD、 ・成膜速度は比較的小さい
・SiO2 膜の高温作製
真空 CVD)
・高温成膜
・窒化シリコン膜作製
・段差被覆性良好
・各種金属膜作製 (W, WSi2, Al, Cu)
・高純度成膜
・膜厚分布均一性良好
PECVD (プラズマ
・装置構成は複雑
・SiO2 の低温作製
CVD)
・高速度成膜
・窒化シリコン膜作製
・低温成膜
・非晶質シリコン膜作製
・段差被覆性良好
・気相中の荷電微粒子凝集の危険性
[各種 CVD 反応容器の構成]
図 4-91 に各種 CVD 反応容器の構成を示す。
(a), (b)は水平石英管内に Si ウェーハ基板を配置して、原料ガスを水平に流す方式で
ある。デバイスプロセス 1 で取上げた熱酸化、熱拡散ドーピングで使用する石英管と
ウェーハの配置と全く同じである。ウェーハを水平配置する場合と垂直配置する場合
があり、後者では大量のウェーハを一括して処理できる。石英管外周に配置した高周
波コイルによりウェーハを載置するグラファイトまたは SiC 製の基板ホルダ(サセプ
ター、susceptor)を誘導加熱して基板の温度を上げる。
(c)は円形平板基板ホルダとその中央部から噴出しウェーハ基板表面に沿って流れ
るガス供給の組合せである。図では基板ホルダ上に 4 枚のウェーハが載せられている。
(d)は垂直に置かれた 6 角錐台基板ホルダの表面に複数のウェーハを取付けて石英製
容器内に収容して、基板ホルダ上方から基板面に沿ってガスを流す方式である。基板
加熱は石英容器の外周に配置したランプにより行なう。
(e), (f)は枚葉型 CVD 装置であり、ウェーハ基板は水平に配置される。前者は多数の
微細孔を備えたシャワーヘッドから基板面に垂直方向工に原料ガスを供給し、後者で
は回転する基板ホルダー載せた基板面に水平に原料ガスを供給する。
(a) ~ (d)はバッチ型 CVD 装置であり、一度に多数のウェーハ基板を処理できる。しか
し歴史的には、ウェーハサイズが直径 200mm を超えるものが主流になってから、バッ
チ型装置では基板内膜厚分布を均一に維持するのが困難となり、枚葉型 CVD 装置が広
く使われるようになった。
129
図 4-91 各種 CVD 反応容器の構成
(a)水平反応管と傾斜基板ホルダーの組合せ、(b)水平反応管と垂直配置ウェーハスタックの組合
せ、(c)パンケーキ型反応室、(d)バレル型反応室、(e)シャワーヘッドガス供給機構と枚葉水平基板
ホルダーの組合せ、(f)水平ガス流と回転型枚葉基板ホルダーの組合せ
[CVD 装置のガス供給系]
図 4-92 に CVD 装置のガス
供給系を示す。原料ガスは
SiCl4(テトラクロロシラン)、
稀釈ガスは水素、添加ガスは
PH3(フォスフィン)である。常
温で気体のガスはボンベか
ら流量計を経て装置に供給
する。常温で液体の SiCl4 は、
容器内に希釈ガスを送り込
み液体中から泡を出して気
化するバブリングの技術に
より装置に供給する。バブリ
図 4-92 CVD 装置のガス供給系
130
ングして気化する液体原料
流量は、液体原料温度を一定
に維持し送り込む希釈ガス
流量により制御する。
図 4-93 はガスボンベマニ
ホールドとバブラーを示す。
ガスボンベの圧力は最高 150
気圧であり、出口で制御器に
より 1 気圧に減圧する。高精
度のガス流量制御をするた
めには質量流量制御器(マス
フローコントローラ、MFC)
を使用する。液体原料には通
図 4-93 ガスボンベマニホールド(a)とバブラー(b)
常バブリングを行なうため
に容器底部で泡を出すパイプが配管されている。
図 4-94 は枚葉型 PECVD 装置の構成を示す。装置構成は枚葉型 RIE 装置の構成と非
常によく似ている。
図 4-94 枚葉型 PECVD 装置の構成
反応容器と放電用高周波電源・整合器の構成は枚葉型 RIE 装置の構成と非常によく似ている。
131
(4) CVD 薄膜による立体形状の被覆
4.9(7)では IC 配線応用におけるスパッ
タリング薄膜作製の技術的特徴を幾つ
か述べ、最大の課題は微細なホールと
トレンチ内部の被覆性であると説明し
た。CVD も IC 製造プロセスで使われて、
段差部の被覆とホールやトレンチの内
面の被覆が大きな問題とされる。
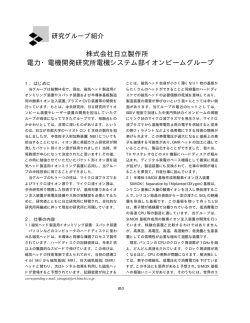
図 4-95 は SiO2-CVD 膜の原料ガスによ
る段差被覆率の相違を示す。(a)は TEOS
Si(OC2H5)4(tetra-ethylorthosilicate) を 使 う 場
合、(b)はシラン SiH4 を使う場合に得ら
れる SiO2 薄膜の段差被覆を示す断面の
走査電子顕微鏡写真である。SiO2 膜の
厚みは共に約 1μm である。TEOS 原料
図 4-95 SiO2-CVD 膜の原料ガスによる段差被覆
の膜は下地の形状をほぼそのまま反映
性の相違:(a)TEOS Si(OC2H5)4, (b)シラン SiH4
した被覆性を示し、これを忠実性被覆
(コンフォーマル・カベレジ、conformal-coverage)と呼ぶ。一方シラン原料の膜は下地の
段差端部から発達するオーバーハングが生じる。一度オーバーハング形状が起こると、
その後にこの形状の上に堆積する薄膜は全面を被覆することは不可能である。またオ
ーバーハング形状を異方性エッチングするときは、望ましい加工形状を得ることがで
きない。従ってオーバーハングは IC の微細加工をする上で最も嫌われる被覆形状で
ある。TEOS の段差被覆性が優れているのは、基板吸着反応ガスの表面移動が十分長
い距離にわたるためである。
図 4-96 は W-CVD のコンタクトホ
ールの埋込用プラグの形状に及ぼ
すプロセスガスの影響を示す。ア
スペクト比の大きなコンタクトホ
ールを PVD や CVD 等の気相薄膜作
製法式により Al, Cu 等の材質で完
全に埋込むことはできない。しか
し W-CVD は適切な条件を選べば
埋込みが可能である。W 膜作製は
原料ガスとしてフッ化タングステ
ン(WF6)か塩化タングステン(WCl6)
を用いるが、前者は沸点 17℃の液
図 4-96 W-CVD の異なるプロセスのプラグ形状
(左)、(中)選択 WDVC、(右)ブランケット WCVD
体であり後者は融点 275℃の固体であるから普通前者を使う。LPCVD 方式により次の
3 種類の還元反応のいずれかを利用して金属タングステンを析出させる。
132
WF6(g) + 3Si → 2W(s) + 3SiF4(g) ・・・・・・ (4.33)
WF6(g) + 3H2(g) → W(s) + 6HF(g) ・・・・・・ (4.34)
WF6(g) + 3SiH4(g) → W(s) + 3SiF4(g) + 6H2(g) ・・・・・・ (4.35)
(4.33)式の反応は 300℃以上の Si 表面に限定されるので選択成長 W-CVD と呼ばれ、SiO2
絶縁層に設けられたコンタクトホールには適用できない。しかも厚みは 10 ~15nm 以上
にならない。(4.34)式の反応は 450℃以上で、(4.35)式の反応は 300℃で起こり、表面材
質を選ばずに薄膜が成長するのでブランケット成長 W-CVD と呼ばれる。但し W 薄膜
と SiO2 層との密着性は非常に弱いので、予め TiN の密着下地層を形成した後に作製す
る。ブランケット W-CVD 膜はホールを埋めた後にその上部までウェーハ基板全面に渡
り被覆する。余剰の W 被覆は RIE 装置でエッチバックして取除くか、あるいは CMP
で研磨して取除き、最終的にホール内を埋めたプラグだけが残る。
4.11 薄膜技術の問題
(1) エレクトロニクスデバイスにおける薄膜とは何か、定義をしなさい。
(2) 薄膜作製は真空中で行われることが多い。真空はどのような役割を果たすのか説
明しなさい。
(3) 核成長型薄膜形成過程において核は基板上のどこに発生するか。
(4) 薄膜形成最中に基板上に形成しようとする膜の厚みと同じレベルの寸法のゴミが
ある場合にはどのような問題があるか述べなさい。
(5) テキスト p.49 の蒸気圧曲線を用いて、蒸発源の温度が 1200K で表面積が 1cm2 のと
き Al の重量換算蒸発速度を計算で求めよ。
(6) タングステンやタンタルの抵抗加熱蒸発源は消耗品として扱われるのはなぜか。
(7) 微小面蒸発源から 50cm 直上に配置した基板ホルダの上で±5%以内の膜厚分布均一
性が得られる領域を求めよ。
(8) 真空蒸着装置で平板基板ホルダーでなくプラネタリー型基板ホルダーを使うこと
のメリットは何か。
(9) クヌーセン坩堝蒸発源は平板基板ホルダで膜厚分布均一領域が普通は非常に狭い
が、MBE 装置では比較的広い均一領域を得るためどのような工夫をするか説明せ
よ。
(10) 薄膜作製のスパッタリングにおける典型的なターゲット衝撃イオンエネルギー
は数百 eV である。不純物ドープのイオンインプランテーションにおける典型的な
ターゲット衝撃イオンエネルギーは 1MeV である。それぞれのエネルギーを選ぶ理
由は何か。
(11) スパッタ装置のターゲットのスパッタエッチング速度 E をターゲット面衝撃イオ
ン電流密度 J+とスパッタ率 S により数式表示せよ。ターゲットは単元素として、
その密度はρ, 原子量は MA, アボガドロ数は NA を記号として使うこと。
133
(12) 上記問題(10)で得られた式とテキストのスパッタ率データからアルミニウムター
ゲットを 500eV, 1mA/cm2 のアルゴンイオンで衝撃するときのスパッタエッチング
速度をÅ/min の単位で求めよ。計算に必要な物理定数及びアルミニウムの原子量、
金属アルミニウムの密度等は各自調査すること。最終結果は有効数字 2 桁まで求
めること。
(13) W-Ti の二元合金ターゲットのスパッタリングにおいてターゲットから放出される
スパッタ原子がアルゴンガス原子と衝突して散乱される結果、形成される薄膜に
どのような影響を与えるか。
(14) スパッタ装置のカソードシールドは何のために設けられているのか。カソードと
カソードシールドの間の間隙を決める上で注意すべきことは何か、その理由と共
に説明せよ。
(15) PVD(真空蒸着とスパッタリング等)と CVD による薄膜作製の主要相違点は何か説明
せよ。
(16) CVD による薄膜形成過程の主要な五段階を順を追い自分の言葉で説明せよ。
134
© Copyright 2026 Paperzz