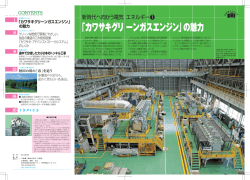
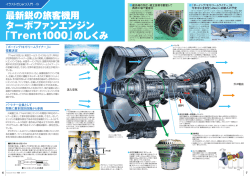
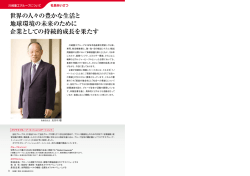
最 線 カメラル ポ 前 最前線カメラルポ 「ボーイング787ドリームライナー」初納入 川崎重工の生産体制、すべて整う 84 イラストぎじゅつ入門−◯ 最高時速320km運転を目指す、 東北新幹線E5系「はやぶさ」の 超高速・快適走行のしくみ 現場を訪ねて 「カワサキガスタービン発電設備」の製造 (明石工場) 冷却水不要、高い耐震性などの特長が再認識され、 中規模工場の自家発電用を相次いで受注 7 川に見る・日本の四季◯ 木曾川水系の「秋」を追う 穏やかな陽光に映える、 紅葉と白い巨岩。 川崎重工は国際共同開発に当 初から参画し、 機体の重要部位の前部胴体な ど、 またエンジンの中枢部位の設計・製造を担当 米国ボーイング社が ワーキング・ トゥギャザー を合言葉に、国際共同開発を進めてきた最新 鋭の中型旅客機「ボーイング7 8 7 ドリームライナー」 (以下、 「787」)がこのほど、 ローンチカスタマー (同機の最初の発注者)である全日本空輸(株) (ANA)に初納入された。 川崎重工は「787」の国際共同開発にパートナー 企業として開発当初から参画し、主要部位であ る前部胴体、 さらに主脚格納部および主翼固定 後縁の開発・製造を担当している。その生産工 場として、名古屋第一工場に2棟の新工場を相 次いで建設。新工場には世界初や世界最大級 と形容されるさまざまな最新鋭設備が導入さ れた。 川崎重工はまた、 「787」に搭載される2社の エンジンのうち、英国ロールス・ロイス社の 「Trent 1000」の開発にもパートナー企業と して参画。エンジンの中枢部位である中圧圧 縮機(IPC)モジュールの設計・製造・組立を担 当しており、西神工場に専用工場を建設した。 初納入された「787」の話題と、川崎重工の 生産体制の最前線をカメラで追った。 ト レ ン ト 名古屋第一工場「787北工場」の組立ステージに並んだ「787」の前部胴体。川崎重工 は、 航空機の胴体を炭素繊維複合材で一体成形するという前例のない要求に応えた。 ●表紙説明● 何やら白い大きな円筒に、 濃紺色で書かれた 787という数字−先ごろ、全日本空輸(株) (ANA) に米国ボーイング社から初納入された 最新鋭中型旅客機「ボーイング787ドリームラ イナー」 (以下、 「787」) の前部胴体部分です。 9月28日、 羽田空港に到着した直後の内覧会で 撮影しました。 川崎重工は、 「787」の国際共同開発にパー トナー企業として当初から参画し、表紙写真の 前部胴体および主脚格納庫、 主翼固定後縁の 開発・製造を担当しています。 「787」は機体の 約50% (重量比) に軽量・高強度の炭素繊維複 合材を使用した革新的な航空機で、川崎重工 が担当している前部胴体は世界で初めて、 その 複合材を用いて一体成形したものです。 (詳しく は「最前線カメラルポ」 をご覧ください) 発 行……2011年10月 編 集 発行人……川崎重工業株式会社 広報部 広報部長 西野 光生 東京都港区浜松町2ー4ー1 世界貿易センタービル TEL 03-3435-2133 http://www.khi.co.jp 1 世界のエアラインが注視する「ボーイング787ドリームライナー」 飛来機に「お帰りなさい」と 関係者は感慨無量 初納入に先立ち「787」は7月3日、 羽 田空港に初飛来した。飛んできたのは テスト機だが、青が基調のANAカラー に塗装されている。 目的は、 ANAが計画している国内線 への就航に備えて、 国内の空港設備の 利用に不都合がないかを確認するため だ。その検証プログラムは4日間の日程で、 羽田、伊丹、関西、岡山、広島の5空港 間を実際に飛行して行なわれた。この 検証プログラムで、 ボーディングブリッジ のセット位置や機体のパーキング位置の 確認、 また、給油や給水の接続などが チェックされた。 10日には中部国際空港(セントレア) に着陸し、川崎重工をはじめ国際共同 開発に関わる日本の各メーカーの関係 者に機体が披露された。 「セントレアの空に、 しなやかな流線型 の機体が現れた時は、 『お帰りなさい』 と いう気持ちでした。名古屋で生産して 出荷した各部位が、飛行機の形になっ て名古屋の空に戻ってきたのです。苦 労が報われ、感慨胸に迫るものがありま した」 (川崎重工 航空宇宙カンパニー 生産本部付 787 プログラムディレク ターの小林修理事) 中部国際空港(セントレ ア) で関係者に披露され た「787」テスト機。航空 機ファンや空港利用客 などは、 柵越しに興味津々 で見入っていた。 2 燃費も航続距離も向上し、 現在約820機以上を受注 「787」は全長約57m、 全幅約60mで、 座席数が約210〜250の中型機である。 この航空機が 革新的 なのは、胴 体や主翼といった一次構造にまで軽量・ 高強度の炭素繊維複合材を使用して いることだ。複合材の使用比率は機体 の約50% (重量比) に及んでいる。さら に機内構造物なども軽量化が図られて おり、従来の同型機に比べて燃費が約 20%、 運航コストが約30%向上した。中 型機でありながら、 日本から米国東海岸 や欧州にノンストップで飛べるのが魅力だ。 機体は、 スーパーコンピュータによる計 算流体学に基づく斬新な流線型で、全 体にしなやかな印象を与えるデザインに なっている。 機内は、 LED (発光ダイオード)の間 接照明などによる演出で天井が高くゆと りが感じられる。座席も通路も広くゆった りしている。複合材の使用で機体の強 度が増し、 窓を大きくすることができて視 野が広がった。 強度に優れ、 防腐性の高い複合材の 多用で、 飛行高度にかかわらず、 地上に 川崎重工の担当部位(赤色部分) (左) 素材や光の演出 で客 室 の 天 井 が高く感じられ、 空の旅をゆった りと楽しめる。 (右)座席も通路も広 く、窓も大きい。 飛 行 中は気 圧 も湿度もより一 層 快 適 に 保た れる。 近い状態の気圧に保たれるので不快な 耳鳴りなどが減少する。また、客室内は 従来より高く快適な湿度が維持でき、 の どなどの乾燥も防げる。旅客機では初め て、 洗浄機能付きトイレがオプションで導 入された。 これらは、 心理学や建築学をも駆使し、 空の旅の快適さを究極まで追求した結 果である。 中型飛行機の従来の常識を破った 「787」は2011年8月現在、 世界中から 820機以上を受注している。 500機を超 えればベストセラーといわれる航空機の 世界で、 開発中のこの受注数は破格で ある。それだけ、世界中のエアラインが 期待しているということだろう。 前部胴体 前部胴体は前例のない 一体成形構造を採用 川崎重工は「787」の国際共同開発 にパートナー企業として開発当初から参 画し、重要な部位である前部胴体、主 脚格納部および主翼固定後縁の開発・ 製造を担当している (イラスト参照)。 ところで、 革新的な航空機 といわ れる 「787」は、 製造手法もきわめてユニー クだ。その典型例が、川崎重工の担当 部位のひとつである前部胴体(直径約 6m、 長さ約7m) の製作で、 世界で初め てすべて複合材による一体成形が採用 された。 これは、従来の航空機のように、何枚 かのパネルを組み合わせて丸い胴体に 主脚格納部 主翼固定後縁 するのではなく、柔軟なプリプレグ (炭素 繊維に固まっていない樹脂を沁み込ま せたもの) を、前部胴体サイズに見合っ た大きな芯に自動的に巻き付け(積層) ながら、継ぎ目なしの胴体を一体構造と して製造するものだ。継ぎ目の部品やボ ルト類が不要となり、 大幅な軽量化や工 程削減につながる。 一体構造にはフレームなどを取り付け、 配管や配線などの艤装も川崎重工の担 当だ。そして、 中部国際空港(セントレア) から、 ボーイング「747」 (ジャンボ機) を 改良した専用機(ドリームリフター) で米 国まで輸送する。 ボーイング社との国際共同開発 業推進能力や生産体制などがボーイン グ社から高く評価されているからである。 「川崎重工とボーイング社はほぼ半世 紀にわたるおつき合いの歴史があり、 こ の間、 民間旅客機に関してはボーイング 『767』、 『777』の分担生産を行ないな がら経験を積み、 技術を蓄積してきました。 こうして培ってきた高い技術力が『787』 の開発・生産に集約され、 みごとに花開 いたといえるでしょう。 とりわけ、 『787』の炭素繊維複合材 による一体成形胴体の開発は、川崎重 工にとっても大きなエポックメーキングな 出来事になりました 。ボーイング社と の関 係は、 『787』の開発事業を通して 一層深まっており、 この関係を今後も大 事にしていきたいと考えています」 (小林 修理事) 川崎重工がボーイング社との国際共 同開発における主要なパートナー企業 の一社に選ばれたのは、 航空機の開発・ 製造などに関する豊富で高い技術力と ともに、 川崎重工の国際企業としての事 川崎重工が生産を担当する前部胴体は、専用機(ドリームリフター) で米国へ輸送する。 Kawasaki News 164 2011/10 3 「787北工場」 「787南工場」を 建設し、最新設備を導入 自動積層→硬化→ 仕上加工・孔明け→非破壊検査 川崎重工がボーイング社と共同開発 した一体成形構造の前部胴体の製造 工程は、 まず、 自動積層機でプリプレグを 積層することから始まる。大きな芯(直径 約6mの胴体成形型) に一定幅の柔軟 な硬化前の複合材を巻き重ねていくのだ。 次に、 積層成形されたものを、 オートクレー ブ(加熱加圧窯) に入れ、高温高圧で 化学反応させ硬化させる。 硬化後、 窓・出入口の切り取りや孔明 けなどの機械加工を行ない、 超音波によ る非破壊検査で、 ほんの小さな混入異 物や微細な気泡などの有無を厳密に検 査する。これで前部胴体の基本形がで きる。 その後は、 フレームや床構造の取り付け、 さらには配管や配線などいわゆる艤装 工程を経て前部胴体の完成となる。 「一体成形胴体という前例のない課 題でしたが、川崎重工にはおよそ40年 にわたり航空機部材の開発・製造など で複合材に取り組んできた経験とノウハ ウがあります。その経験とノウハウを駆使 して、 さまざまな技術的難問をクリアしま した」 (川崎重工 航空宇宙カンパニー 生産本部 名古屋工作部の白石明裕 部長) 世界初 や 世界最大級 の 最新設備がずらり 川崎重工は前部胴体の生産態勢を 整えるため、 2006年、 777胴体パネルの 組立拠点である名古屋第一工場(愛 知県弥富市) の「777北工場」に「787 北工場」 ( 建 物 延 べ 床 面 積:約1万 6, 000m2) を増設。 さらに2010年には隣 接して「787南工場」 (同約3万1, 000 m2) を完成させた。 ともに各種の最新設 備が導入されている。 芯(胴体成形型) にプリプレグを巻き 付ける (積層する)装置はAFP機(Au t o Fi be r Pl acement) という。一度に積 層できる幅が世界最大級を誇っており、 また、 窓の部分など部分的に厚く積層す ることなども自在にできる最先端装置で ある。 積層した前部胴体を焼き固めるオー トクレーブは川崎重工グループが設計・ 製作した。ワークサイズは内径が8m、 長 さが17mで世界最大級。炉のフタの重さ だけで約120 tもある超大型炉で、 100 t クラスの成形型を含む部材を数時間で 最高200℃まで加熱できる。 「積層した前部胴体をいかにムラなく、 均一に硬化させるかが最大の課題。均 一に硬化しないと歪みが発生するだけ でなく内部強度にもムラが出るからです。 これをクリアするため、炉や成形型に特 別な工夫を施した結果、 みごとに真円形 の前部胴体が焼き上がります。 炉の長さは、 『787』の基本型機(787 −8型機) の派生型機、 つまり胴体を長く して定員を増やすファミリー機『787−9』 などが計画されており、 それらにも対応 できるようにしてあるのです」 (白石明裕 部長) ボーイング社の「サプライヤー・ オブ・ザ・イヤー」を受賞 非破壊検査に用いる超音波非破壊 検査装置は直径6m、長さ12. 5mの試 験体を検査できる世界初の大型一体 成形胴体の検査装置だ。 胴体とフレームの結合にはパネルリベッ ターが、前部胴体の孔明けとリベット打 ちに活躍している。 これらの各設備間の搬送は、 自動搬 送台車で行なう。 「787南工場」の組立ステージには 5個の一体成形胴体がセットされ、 床構 造の取り付けや艤装作業などが手際よ く進められていた。組立ステージには、 同 工場の創案で回転体を利用した作業 台が設けられ、 回転させながら最適な姿 勢で作業することで胴体内側の組立作 業を効率化している。 こうした作業効率の向上などへの努 力で、 ボーイング「767」や「777」、 それ に「787」の主要製品に関し、 要求納期 100%遵守の達成や増産要求に確実 に対処し、 また、 品質的にもきわめて優れ た製品を納入したことなどがボーイング 社から高く評価され、 川崎重工・航空宇 前部胴体の芯(直径約6mの胴体 成形型)に最新鋭の自動積層機で 炭素繊維複合材を積層していく。 川崎重工グループが設計・製作した 世界最大級のオートクレーブ(加熱 加圧窯) で焼き固められた前部胴体 がゆっくりと出てきた。 世界初の専用超音波非破壊検査 装置で厳正に検査する。微小な気 泡や短い髪の毛のような混入異物 も見逃さない。 胴体とフレームを結合するリベット打 ちはパネルリベッターで行なう。 前部胴体内部の組立作業は、胴体 を時計回りに回転させながら行なうこ とで効率化。生産性の高さなどが高 く評価され、 ボーイング社から表彰さ れた。 4 Kawasaki News 164 2011/10 名古屋第一工場全景。上右のグレー の屋根が「7 8 7北工場」 で、 手前が「7 8 7 南工場」。南工場の屋根には出力 750 kWの太陽光発電設備が設置さ れ、名古屋第一工場全体の電力消 費量の約5%をまかなっている。 宙カンパニーは、 「2010年ボーイング・サ プライヤー・オブ・ザ・イヤー」 (民間航空 機主要構造部門) を、 1997年に次いで 受賞した。 世界一を目指す工場で 誇りを持って分担生産 「『787』のテスト機段階での一体成 形構造による前部胴体の製作は、世界 一高度な技術を駆使して、 いわば特殊 技能者が工芸品をつくったようなものです。 しかし今後は、 これを標準化し、品質の 安定した 工業製品 づくりにしていか なければなりません。そのために新しい 工場を2棟整備し、世界初や世界最大 級などといえる各設備を導入したのです」 (白石明裕部長) こうして、 「787」の量産に備えて2棟 の新工場を整備した名古屋工作部は、 世界ナンバーワンの工場 を目指して いるといい、 そのキーポイントは3つ。 まず は「最高品質」だ。ヒューマンエラーの 防止に努め、技能伝承にも尽力する。 次に「最速生産」。KPS (Kawasaki Produc t i on Sys t em=ジャスト ・イン・タ イムを基本に、徹底してムダを排した川 崎重工創案の ものづくりの考え方 ) を 活用し、 標準作業の見直しや生産性向 上を図っていく。そして「誇りを持つ人づ くり」だ。 「自分たちの仕事、 つまり 『787』 を含む航空機の分担生産に誇りを持っ て取り組んでいこうというわけです」 (白石明裕部長) 「『787南工場』に隣接して相応の空 き地があり、 ボーイング社から増産要求 があれば、 さらなる新工場建設で対応 する準備ができています」 (小林修理事) このように、 「787」の機体の分担生 産を行なう川崎重工の生産体制は盤 石に整っている。 「787」機体の約50%(重量比)に使用され ているプリプレグ (炭素繊維複合素材) の見本。 艤装前の前部胴体。上半分が客室、下半分が貨物室とし て利用される。 5 最新鋭旅客機用エンジン「Trent 1000」の中枢部位を担当 「787」世界初就航の 機体とエンジンを分担生産 「787」では、 搭載するエンジンをユー ザーのエアラインが2社のエンジンから 選べることになっている。 「787」のロー ンチカスタマーとなったANAは、 英国ロー ルス・ロイス社(以下、 RR社)が開発した 最 新 鋭 旅 客 機 用エンジン「Trent 1000」 を採用した。 川崎重工は、 「Trent 1000」エンジ ンの開発にもパートナー企業として当初 から参画し、 エンジンの重要な部位であ る中圧圧縮機(IPC) モジュールの設計・ 製造および組み立て、 さらには開発プロ グラムの一環であるエンジン運転試験 の一部を担当している (エンジン運転試 験は2008年以来、明石工場(兵庫県 明石市) で断続的に継続中)。 「787」は今秋、 ANAが世界に先駆 けて日本の国内線に就航させるが、 そ の機体はもとより、 エンジンにも川崎重工 の高度な技術力が生きているのである。 「T r en t1000」 エンジン 西神工場に IPCモジュール専用の工場棟を建設 川崎重工が担当している「Trent 1000」のIPCモジュールは、 エンジンのファ ンで吸入した圧縮空気(約1. 5気圧) を 約10気圧に昇圧し、 高圧圧縮機に送り 出す役目を持つ重要な部位である。 IPCモジュールは全長1, 240mm、 直 径1, 350mm、重量約600kgで、 ほとん どが軽量素材のチタン合金製である。 ブレード (動翼)の付いた8段のディスク を一体化したドラム (ロータ)、内側に静 翼(動かない翼)が付いたケースなどで 構成されている。 このケースの中で、 ブレー ドの付いたロータが高速回転(離陸時 には1分間に約9, 000回転) して空気を 昇圧させる装置だ。部品の加工精度の 許容範囲が100分の2〜5mmという超 精密製品である。 「川崎重工とRR社のおつき合いはす でに50年。中でも今回の『Tr en t1000』 は重要なエポック。開発段階から設計 に参画したことで、川崎重工のエンジン 関連技術が大きくステップアップしました」 (川崎重工 ガスタービン・機械カンパニー ガスタービンビジネスセンター付 Trent 1000/XWB プロジェクトマネージャー の永田康史理事) このIPCモジュールの設計・製造・組 立を行なっているのが西神工場(神戸 市西区) で、 2006年に専用の第二工場 棟を完成させた。 11月1日、羽田−岡山・広島線に就航します。 全日本空輸株式会社 広報室 アシスタントマネージャー コンピュータ計算で指定された位置にプレートを取り付 ける。作業指示はパソコンに表示される。 最新設備と独自開発の 「Tren t 1000組立システム」 西神工場・第二工場の加工エリアには、 マシニングセンタなど最新のNC (数値 制御)加工機をはじめ種々の加工装置 が整然と並んでいる。 また、 ある部品に、 80mm以上の厚み を貫通して直径1. 25mmの穴を明ける 作業には、世界に1台しかない高速放 電加工機、 さらに、 IPCモジュールのフロ ント部(エンジンのファンに近い部分)で あるフロントベアリングハウジングの溶接 には、 世界に数台という電子ビーム溶接 機が活躍している。 こうして精密に加工された部材をIPC モジュールに組み立てる組立作業では、 「Trent 1000組立システム」を独自に 開発。作業手順と作業実績記録を完 全電子化したシステムで、 作業単位ごと にパソコンを配置し、 立体的な図や写真 「ボーイング787ドリームライナー」の 初号機が9月28日、羽田空港に着陸す るのを見た時は、待ちに待ったという思 いなどもあり感慨ひとしおでした。ANA は「787」のローンチカスタマーとしてこ れまでに合わせて55機を発注するとともに、 ボーイング社の ワーキング・ トゥギャザー に参画し、航空機を実際に運航するエ アラインならではのさまざまな提言を行な いました。それらの中から、 例えば、 コック ピット窓へのワイパーの設置やエンジン 内部点検孔の増設などさまざまな提案 が基本仕様として具現化しました。いず れも運航の安全や整備時間の短縮に つながるなど重要な要素ばかりです。 また、 航空機では初となった洗浄機能付きトイ レもANAの提案で実現しました。 「787」の乗り心地のよさは、 7月にテ スト機を米国から操縦してきた乗員の「疲 れが少ない」 という言葉にも表れています。 機内は広くゆったりとしており、 エンジン は総合的な性能判断でロールス・ロイス 社製を選びましたが、 騒音も静か。中型 機ながら日本から米国東海岸やヨーロッ パに直行でき、長い空の旅になりますの でこの快適性は何よりだと思います。 ANAは、 燃費効率がよく航続距離の 長い「787」 を戦略機材と位置付けてお り、主力機にしていきます。運航計画で を多用して作業指示をわかりやすく表示。 また、 主要部品に直接マーキングされた バーコードを活用して起こりがちなポカミ スを防ぐなどしており、 RR社からも高く評 価されたシステムである。 「生産準備はすべて整いました。設 備も人も万全です」 (川崎重工 ガスター ビン・機械カンパニー ガスタービンビジネ スセンター 生産総括部西神製造部の 重政敏久部長) 村越裕一氏 すが、国内では11月1日、羽田−岡山・ 広島線に就航します。ぜひ、 ご利用いた だき、 その快適性を体感していただけた らと思います。国際線では、 12月に羽田 −北京(既設路線)、来年1月に羽田− フランクフルト (新設路線) に投入予定で、 国内線、 国際線ともその後順次、 展開を 図ってまいります。 羽田空港に到着した 「7 87」初号機は早速、 内覧会で報道陣に公 開された。 川崎重工が設計・製作を担当して いる中圧圧縮機 (I PC) モジュール。 西神工場に建設した「T r en t 1000」専用の第二工場棟の加工エリア。最新のNC (数値制御)加工機を はじめ世界で1台のみ、 あるいは世界に数台という最先端の加工装置が整然と並んでいる。 6 Kawasaki News 164 2011/10 世界に1台しかない高速放電加工機。加工条件の 中圧圧縮機(I PC) モジュールの組み立て。部材の多くが 「T r en t 1000」エンジンの運転試験は明石 厳しい孔明け作業などに威力を発揮する。 ミクロン単位で加工された超精密製品である。 工場で断続的に続いている。 7 イラストぎじゅつ入門― 84 ●グランクラス ●運転台 より速く、 より快適に を実現したE5系 2011年3月に「はやぶさ」として登場した東 日本旅客鉄道(株) (以下、 JR東日本)の東北 新幹線(東京−新青森)を走るE5系。その特徴 は、 まずは先頭部(鼻)が長いことで、 15mもあ る。このユニークな流線型の採用により、 トン ネルを抜ける際の大きな音(トンネル微気圧波) が抑えられるので、環境にやさしい。 次に速度。E5系は、現在は最高速度が時速 300kmだが、時速320km走行が可能な仕様に なっており、 2013年春には営業運転で国内最 速となる時速320kmに上げる計画という。 320 km運転になると、東京−新青森間が3時間5分 程度で結ばれることになる。 新青森方先頭車両に、 これまでにない上質 でゆとりあるサービスを目指した新たなグレー ド「グランクラス」を新設。また揺れの防止制 御装置や、曲線での遠心力を緩和させる車体 傾斜装置を全車両に装備しており、乗り心地は きわめて快適である。 低騒音型パンタグラフの採用、車輪から出る 騒音を遮る台車カバーや、車両連結部の風切 り音を低減させる全周外ホロの設置などでも 沿線環境に配慮している。 なお、 E5系は、今秋からは「はやぶさ」以外 の運用も予定されている。 川崎重工が開発に参画し、製作も担当して いるE5系の新青森方先頭車両をイラストで表 現してみた。 川崎重工が設計した機能的な運 転台。新幹線電車の運転操作は 2本のレバーのみで行な う。右手レ りきこう バーで加速(力行という) し、左手レ バーでブレーキをかける。また、必要 な情報はすべてモニターに表示さ れるので、運転士はモニターと前方 視界に集中して運転する。 ●停電検知装置 ●車体動揺防止制御装置 (フルアクティブサスペンション) 地震発生時における架線の 停電を感知して走行中の列 車を停止させる。 乗り心地に大きく影響する左右の揺れ を軽減する装置。台車と車体の間に設 置した電気式アクチュエータが、揺れと 反対方向の力を出して揺れを抑える。 全車両に装備。 ●ATC (自動列車制御装置) 前方を走っている列車の位 置情報と自列車の位置情報 をもとに、 ブレーキを動作させ、 列車の衝突や速度超過を防 止する安全システム。 新幹線初のグレードとなる「グランクラス」は、高級感に加え、 大きな特徴である ゆ とり・居住性 を表したネーミング。すべてがワンランク上の居心地よい空間で、専 任アテンダントによる車内サービスなど 特別なおもてなし が人気を呼んでいる。 座席は1人掛け+2人掛けの3席が6列で、定員はわずか18人。濃い木質とメタリッ クの色合いを組み合わせた落ち着きのある室内の雰囲気を、 LEDの間接照明 が一層引き立てている。 本革製でリクライニング角度45度のオール電動式シートは、川崎重工グループで 座席の設計・製作を担当している川重車両コンポ (株) (川崎重工・兵庫工場内) がレカロと共同で開発・製作を担当した。 ●情報案内装置 大型のフルカラーLED (発光ダイオード) でさらに見やすくなった。 ●車両連結部の 全周外ホロ ●ロングノーズ 先頭部(鼻) は15mもあるロングノーズタイプ。列 車が高速でトンネルに突入すると、中の空気が 圧縮されて前方に押し流され、出口で大きな音が 発生する。これがトンネル微気圧波だ。これを低 減するため、高速走行時に発生するさまざまな空 力現象を、川崎重工が開発した最先端の解析 技術(先頭形状最適化手法)によって予測し、 ト ンネル微気圧波を減少させる最適な形状にした。 最高速度が時速320km運転になっても、 275km 運転の現行E2系「はやて」よりトンネル微気圧 波を小さく抑えられるので、環境にもやさしい 車両となった。 ●台車カバー ●空調装置 ●車体傾斜装置 曲線を通過する際、空気バネによって 車体を傾斜させることで遠心力を緩和 させ、通常と変わらぬ乗り心地を保てる。 全車両に装備。 ●空調装置 ●L型車両ガイド ●連続換気装置 車両が脱線した場合、車輪が一定 以上横方向に移動するのを防ぐガ イド。 ●低騒音型パンタグラフ ●補助電源装置 列車のスピードの上昇とともに大きな騒音源になるのがパンタグラフだ。E5系で は集電するパンタグラフを最小の1台として騒音低減している。(2台を設置し、 上り走行用と下り走行用で使い分けている。) それを可能にしたのが ピアノの 旋盤型すり板 で電線が上下、左右に揺れてもパンタグラフのすり板が電線から 離れることなく集電することができる。また、 パンタグラフ遮音板も設置されている。 ●前頭排障装置 ●前頭カバー開閉機構・分割併合装置 E5系はE3系「こまち」や、 2013年に秋田新幹線 への投入が計画され、川崎重工が開発に参画 している新型車両「E6系」と連結して東京−盛 岡間を走ることになる。そのため、連結運転時に は前頭カバーを左右に開き、 カバー内部の密着 連結器および電気連結器を連結する。 8 Kawasaki News 164 2011/10 車輪走行音など台車部の騒音を遮断 するカバー。カバーには吸音材が内蔵 されている。 また、台車部に限らず車体床下を吸音 パネル付き側カバーで完全に覆ってい るため、車体側部が平滑化し、風切り 音も低減した。 側部、屋根部の車間スキ マ全体を平滑にふさぐこと で車体表面の気流を滑ら かにし、走行抵抗や車外 走行騒音を低減できる。 リ ンク機構を利用した可動 式の全周外ホロで、 JR東 日本との共同開発。 線路上の障害物を跳ね飛ばす装置で、 スノープラウ (雪かき)の後方には跳ね飛 ばす際に生じる衝撃を吸収する緩衝装 置(新開発の箱状の衝撃吸収ボックス) を備えている。この新しい緩衝装置の採 用で、排障性能を維持しつつ車両の軽 量化に貢献できた。 普通車(8〜1号車) グリーン車(9号車) ●普通車とグリーン車の座席 グランクラス (10号車) 普通車にも可動式マクラ付き座席が採用 されている。川重車両コンポ(株)が提案 したもので、新幹線の普通車にこの座席 が用いられたのは初めてである。 普通車 グリーン車 9 現 場 を 訪 ね て 10 Kawasaki News 164 2011/10 11 現 場 を 訪 ね て 「カワサキガスタービン発電設備」は 基本的にガスタービン (右) と発電機 (左) で構成され、付帯設備として制 御盤などがある。 「カワサキガスタービン発電設備」は、 このようにパッケージングされて商品 となり、 出荷される。 カワサキガスタービン「M7A」シリー ズのロータの芯出し工程。 圧縮翼とタービン翼を取り付けたロー タの重量バランスを計測する高速バ ランスマシン。 冷却水不要、高い耐震性などの特長が再認識され、 中規模工場の自家発電用を相次いで受注 小型・軽量で大出力、 振動が少ないなどの特長も 前ページの見開き写真は、 川崎重工・ 明石工場(兵庫県明石市) で完成に近 づきつつある 「カワサキガスタービン発電 設備」である。インドネシアの製紙工場 から受注した4基のうちの初号機で、 出 力7, 000kW級のカワサキガスタービン 「M7A」シリーズを搭載している。 (撮 影は2011年9月初旬) ところでガスタービンエンジンは、空気 を吸い込む→圧縮する→燃料を燃焼さ せる→排気する、 というサイクルで作動 する。つまり、圧縮した空気中で燃料を 燃焼させてできる 「高温・高圧のガス」で タービンを高速回転させる仕組みである。 そのタービンに直結した発電機を回して 発電するのがガスタービン発電設備だ。 燃料は基本的には天然ガスと灯油である。 ガスタービンの特長は、 まず、 自己空冷 式のため冷却水が要らないことだ。冷 却水設備や配管などの工事が不要で、 設置場所を選ばない。次に、 毎分3, 000 〜10万回転という高速回転なので、 小型・ 軽量で大出力を出せる。 また、 ピストンエ ンジンの往復運動と異なり、 回転運動な ので振動がほとんどない。そのため、設 置場所や基礎構造に制約を受けない。 さらに、 耐震性能に優れている。 というの も、 ディーゼルエンジンのように振動対策 としての防振ゴムやスプリングなどの弾 性支持方式がほぼ不要なので、 地震波 のような低周波の振動と共振現象を起 こさないからである。 カワサキガスタービン「M7A」 シリーズの中枢部のロータ。 手前が圧縮翼で向こうがター ビン翼。芸術品のような超 精密製品である。 中規模工場の自家発電用として すでに5台を受注 こうしたガスタービンの特長が、 このた びの東日本大震災の後、広く再認識さ れているようだ。 「震災後の短期間に、 非常用、 常用と も問い合わせが多数寄せられましたが、 中規模工場の自家発電用として5基受 注したことに注目しています。これまで、 中規模工場では、燃料代高騰による投 資回収長期化のため、 自家発電設備の 設置が躊躇される傾向にありました。 し かし、 電気エネルギーが供給されなけれ ばどうにもならないという今回の経験を踏 まえて、 導入を考慮されたのだと思います」 (川崎重工 ガスタービン・機械カンパニー ガスタービンビジネスセンター 副センター 長の能美伸一郎理事) なお、 受注した5基とも、 コージェネレーショ ン (熱電併給) システムになっている。こ れは、 ガスタービン発電設備で発電する とともに、 ガスタービンの排出ガスに含まれ る熱を排熱回収ボイラで回収して蒸気を 発生させる、 つまり、 電気と熱 (蒸気や熱水) 明石工場ではガスタービン発電設 備のオーバーホールも業務の柱の ひとつ。運転時間が3万時間に達 すると行なう。 エンジンケースからロー タを取り出し (下) 、翼(ブレード) を 1枚ずつ外す(左)。翼は厳しく検 査し、 傷んだものは交換する。 12 Kawasaki News 164 2011/10 を同時に供給できるシステムである。 「製紙工場や化学工場などでは電気 と熱を必要とするので非常に便利なシス テムです。 また、 例えば、 カワサキ「M7A」 シリーズ「M7A−03」のガスタービン単 体の熱効率は、 このクラス最高水準の 34%ですが、 コージェネレーションシステ ムにすると82〜83%に上ります。燃料に 天然ガスを使用すればNOx (窒素酸化 物) など有害ガスの排出量が少ないの で地球にやさしく、 また、 エネルギー有効 利用の観点からも効果的なシステムとい えます」 (能美伸一郎理事) ロータに取り付ける圧縮翼や タービン翼は超精密加工品 この「カワサキガスタービン発電設備」 を製造しているのが、明石工場である。 明石工場では、内製および調達した部 材を製品に組み上げる組立工程が中 心となっている。 一連の組立工程の中で最も神経を 使うのが、吸い込んだ空気を圧縮する 圧縮機とタービンの組み立てである。 「M7A」 シリーズでは、 長さ3mほどのロー タの圧縮機部に約1, 000枚、 タービン部 に約200枚の独特な形状の大小の翼 (ブ レード) を取り付ける。ロータは芯出し工 程で、 いささかのたわみもなく真っ直ぐな ものに仕上げられている。 「ブレードもそれを取り付けるロータの 溝も、 100分の1mm単位のきわめて厳 しい精度で加工されたものです」 (川崎 重工 ガスタービン・機械カンパニー ガス タービンビジネスセンター 生産総括部 総括部長の山田勝久理事) しかも、 タービン入口に送り込まれる燃 焼ガスの温度が1, 250℃と高温なため、 3段で構成されるタービン翼のうち1、 2段 は、耐熱のため翼の内面が空冷構造と なっている。翼は鋳造品を仕上げ加工 するが、 よく見ると、 内面に微細な空気の 通り道が巧みに施された驚くほど精密な 製品である。 ロータに圧縮翼とタービン翼を取り付 けたら、高速バランスマシンで重量バラ ンスを計測・調節する。マシン内部を真 空にし、毎分1万5, 000回転に近い高 速で回転させて重量バランスが取れて いることを確認するのだ。これらの工程 を経て仕上げられるガスタービンのロー タは、 まさに超精密加工や組立技術の 結晶といえる。 ガスタービンと発電機を組み合わせた 「ガスタービン発電設備」は1台ずつ試 運転をし、性能や機械的特性などを確 認してから出荷される。 「非常用ガスタービン発電設備」の組み立ても進む。なお、 東日本大震災 の折り、 東北電力・東京電力管内に設置されていた「カワサキ非常用ガス タービン発電設備」 (調査済み台数: 3, 092台) の発電機稼働率は、 津波 による損傷などを除いて99. 9%だった。 内外での受注により、 静かな熱気に包まれる明石工場 ガスタービン発電設備は、 先の能美伸 一郎理事の話のように非常用と常用が あるが、 川崎重工は非常用分野では国 内の約60%という圧倒的なシェアを誇っ ている。 また、 常用の中小型分野でも国 内では40%近いトップシェアを占めている。 海外でも、見開き写真で紹介したインド ネシア、 あるいはシンガポールなど東南ア ジア、 また、 ロシアやヨーロッパなどから大 型を含めて好調な受注が続いており、 着実に業績を伸ばしつつある。 「カワサキガスタービン発電設備」の内 外での受注を受けて、 明石工場は静か な熱気に包まれている。 ● なお、 産業用ガスタービンは、 川崎重工 が1975年に「S1A−01」 (150kW) を 自社開発して以来、常に独自技術で事 業を展開してきた。その産業用ガスター ビン事業の原点である「S1A−01」が 今年の9月、技術者の経験を次世代に 引き継ぐ資料となる国立科学博物館の 「重要科学技術史資料」 (愛称:未来 技術遺産) に登録された。 低濃度メタンガスを燃やす「VAM焚きガスタービン」の実証設備。炭鉱 の炭層から自然湧出し、通常は利用できない炭鉱通気メタン (VAM、濃 度1%未満) を燃料として発電する新しいシステム。 13 Kawasaki News 164 2011/10 15 「川崎式BK117C−2型ドクターヘリ」を2機受注 川崎重工は、 西日本空輸(株) から 「川崎式 BK117C−2型ヘリコプター」 (以下、 「BK117 C−2型」) を2機受注した。熊本県と宮崎県の ドクターヘリとして運用される予定で、 2011年 12月より順次引き渡しの予定。 「BK117C−2型」は、 川崎重工と欧州のヘ リコプターメーカー ユーロコプタードイツ社(旧 メッサーシュミット ・ベルコウ・ブロウム社)が共同 開発した中型双発機で、 物資・人員輸送、 消防・ 防災、警察、報道、 ドクターヘリなどに活用され ている。国内で153機(2011年7月6日現在)、 ECD社納入分を合わせると全世界で850機 新開発のLNG運搬船 「エネルギーホライズン」を引き渡し 以上の納入を誇るベスト セラー機である。 「BK117C−2型」は、 機体後部の大きな観音 開きドアが患者の搬出 入を容易にしているほか、 機内での医療行為を施 しやすい広いキャビンスペース、 コンパクトなボディ と機動性のよさなどが高く評価され、 救急医療 用として全世界で使用されている。 受注した2機にはドクターヘリ仕様として、 医 療専用床や担架、 医療席、 看護師席、 付添人席、 川崎重工は、 東京エルエヌジータンカー (株) および日本郵船(株)向けに建造した17万 7, 000m3型LNG運搬船「エネルギーホライ ズン」 を引き渡した。 本船は、 モス型としては世界最大船型となる 17万7, 000m3型LNG運搬船の第一船である。 側壁医療機材ラック、天井および側方レール、 前方医療用キャビネット、 照明灯および医療用 機材用電源ユニットなどで構成されるEMS (Eme rgency Med i ca l Se rv i ce) キットなど が装備される。 シンガポールに発電出力6, 320kWのガスタービン発電設備を納入 川崎重工は、東南・西南アジアのガスタービ ン販売・サービス拠点であるカワサキ・ガスタービ ン・アジア社 (KGA、 マレーシア・クアラルンプール) を通じて、 シンガポールのエンジニアリング会社、 ユーロアジアティック・マシナリ社に発電出力 6, 320kWのガスタービン発電設備を納入した。 納入した発電設備はユーロアジアティック・ マシナリ社が、不二製油(株)のグループ会社 であるフジオイル・シンガポール社の工場内に建 設したコージェネレーションシステムとして設置 された。このコージェネレーションシステムは、 自 社開発のカワサキガスタービン「M7A−03」を 主機とする天然ガス焚きのガスタービン発電設 備「GPB80」 と、 排熱回収ボイラ (最大送気蒸 気量40 t/時) で構成されている。本システムは、 ガスタービン発電設備による発電に加え、 発電 設備の排熱を蒸気として回収することにより、 き わめて高い総合効率を達成できる。電力と蒸 気は、全量が工場内の生産設備に供給され、 エネルギーの安定供給に寄与する。 現在、 シンガポールでは、 エネルギーの安定 供給の確保手段としてガス燃料を用いた自家 発電設備の導入が進んでおり、 今後もガスター ビンの需要増加が期待されている。 川崎重工のLNG運搬船の標準船型は、 世界 の主要なLNGターミナルへ入港できる汎用性 と優れた推進性能を有した14万7, 000m3型 だが、本船はその特長を保持したまま、 カーゴ タンク (モス型球形タンク) を大型化することで LNG積載量を大幅に増加させた。 本船の推進プラントはLNG運搬船としては 世界初となる、 川崎重工が新開発した再熱サ イクルプラント 「川崎アドバンストリヒートタービン 受注したのは、 川崎重工が新開発したガスター ビン「M1A−17D」を主機とする天然ガス焚き の発電設備(発電端効率は約27%を達成) で、 IWBによりガスタービン・コージェネレーションシ ステムとして設置される。本システムで発生す る電力と、 ガスタービンの排熱を回収してつくる 蒸気は、 IWBがバーゼル市内で実施予定の 地域暖房事業に供給される。 新開発の「M1A−17D」 を搭載した「GPB 川崎重工は、 中型パレタイズロボット 「RD80N」 を新発売した。 17D」は、納入実績が多く評価が高い「GPB 15D」 をベースに設計したもので、 出力で約13%、 熱効率で約10%の性能アップを達成。 NOx (窒 素酸化物)排出量は低エミッションのDLE (燃 料と空気の希薄予混合)技術により15ppm (O2 新発売した。 大型貫流ボイラ「イフリート」は、大型ボイラ 並みの優れた制御方式と高い蒸気乾き度特性、 小型貫流ボイラ並みの高効率と省スペースと いう特長を有し、 その優れた蒸気圧力の安定 性や高効率、 起蒸の素早さなどにより主に産業 用の主熱源機などに多用されている。 新発売した制御システムは、 バーナの燃焼 用空気の流れを改善して低負荷運転時の保 16 Kawasaki News 164 2011/10 主 機 (−163℃、 100%において) 関:川崎URA−450型再燃式蒸 気タービン×1基 連続最大出 力2万9, 890 kW×76回転/分 「RD80N」は、 物流工程で段ボールや袋物 などをパレットに積み込む作業などを行なうもので、 従来機種の「RD50N」の優れた性能をさらに 進化させ、 速度、 繰り返し精度などを大幅に向 上させた最大可搬質量80kgの垂直多関節ロ ボットである。 「RD80N」は、 アームの軽量化や高出力・高 回転モータの採用で、従来機種より最高速度 や加減速度を向上させるとともに、 可搬質量を 80kgに増大させた。これにより処理能力が約 25%向上し、 同クラスでは最高となる1時間当 たり900サイクル※のパレット積みを実現した。 さ 小型汎用ロボット 「Rシリーズ」 とを組み合わせ ることで、 ベルトコンベア上を流れる食品の高速 箱詰め作業からダンボール箱への梱包作業、 パレットに荷を積み付けるパレタイズ作業まで、 コンパクトで生産性の高い自動化システムを提 案している。 ■主要諸元 ア ー ム 形 式:垂直多関節型 動 作 自 由 度:5軸 最 大 リ ー チ:2, 100mm 最大可搬質量:80kg 処 理 能 力:900サイクル/時 らに、 ハンドの設計自由度が高まったことで、 より 重量のあるワークでも複数を同時に積み込むこ とが可能になった。川崎重工では、 この「RD 80N」 と、 高速ピッキングロボット 「YF03N」、 中・ ※処理能力は、可搬質量80kgで、 1サイクルが水平移動距離 2, 000mm、上下移動距離400mmの場合の値。 国内の自動車会社向けに「カワサキグリーンガスエンジン」を受注 川崎重工は、 エンジニアリング会社の(株) エネ・ビジョンから、 トヨタ自動車(株) 100%出資 のセントラル自動車(株)宮城工場向けに「カワ サキグリーンガスエンジン」 を受注した。 受注した「カワサキグリーンガスエンジン」は 発電出力が7, 800kWで、 世界最高の発電効 炎力を強化し、 バーナの燃焼量を定格運転時 における最大燃焼量の5分の1まで制御できる ようにした省エネルギー・低環境負荷システム である。つまり、 ボイラのON−OFF運転を最小 限に抑えることにより、低負荷運転領域(20〜 33%負荷) でのボイラ蒸気圧力の安定と、 バー ジ損失※2の低減を実現し、 従来機(燃焼ターン 率49. 0%を誇る高効率タイプ。川崎重工はエネ・ ビジョンに対してガスエンジン発電設備と電気・ 制御装置およびエンジン補機を供給する。 セントラル自動車・宮城工場はトヨタグループ の最新工場で、 また、 東北地区における重要な 生産拠点に位置付けられており、 このたび、 エ ネルギー使用合理化を目的にガスエンジン・コー ジェネレーションシステムが採用された。本シス テムで発生する電力および蒸気はすべて宮城 工場内で使用される。 本システムの稼働開始は2012年1月の予定。 九州電力と小規模地熱バイナリー発電設備に関する共同研究を開始 川崎重工と九州電力(株) は、 九州電力・山 川発電所(定格出力: 3万kW、 鹿児島県指宿 市)構内に小規模バイナリー※発電設備(定格 ダウン3:1) と比べて燃料消費量およびCO2 排出量を最大22% (蒸気負荷20%での川重 冷熱工業測定値の比較) の低減が可能になる。 本システムは、 蒸気負荷変動が激しく、 頻繁 なON−OFF運転を余儀なくされているバッチ 運転や蒸気式吸収冷凍機などのプロセスで効 果を発揮する。 貨物タンク容積:17万7, 440m3 =15%、 同出力クラスのガスタービン発電設備 では最高レベルの低排出値) まで抑えている。 世界初の油焚き「燃焼ターンダウン5 : 1制御システム」を新発売 川崎重工グループの川重冷熱工業は、 大型 貫流ボイラ「I f r i t (イフリート)」油焚きシリーズ 向けに、 貫流ボイラとしては世界で初めて連続 燃焼による負荷調整可能領域を大幅に拡大 した「燃焼ターンダウン※15: 1制御システム」を ■主要目 全 長:約300m 幅 (型):52m 総 ト ン 数:14万1, 136 t 中型パレタイズロボット「RD80N」を新発売 スイスから新開発の「M1A−17D」ガスタービン搭載の発電設備を初受注 川崎重工は、欧州のガスタービン販売・サー ビス拠点であるカワサキ・ガスタービン・ヨーロッ パ社(KGE、 ドイツ・フランクフルト市) を通じて、 スイスのバーゼルシュタット州営エネルギー社 (IWB、 スイス・バーゼル市)から、発電出力 1, 700kWクラスのガスタービン発電設備「GPB 17D」を初受注した。これは、川崎重工として スイス向けガスタービン発電設備の初受注でも ある。 プラント (川崎URAプラント)」 を採用している。 川崎URAプラントは、 ボイラでつくられた蒸気 が高圧タービンを回した後、 いったんボイラに戻 し、 再加熱してから中圧タービンを回転させる。 こうした再熱サイクルの採用により熱効率が大 幅に向上し、 燃料消費量は従来の蒸気タービ ン推進プラントに比べて約15%低減する。 ※1:燃焼制御が可能な最大燃焼量と最小燃焼量との比。 通常、最小燃焼量を1で表す。 ※2:ボイラは燃焼工程の前後に空気による炉内の換気(バー ジ) を行なうが、 その際のバージ空気でボイラが冷やされ ることによる熱損失。 出力: 250kW) を設置し、 2012年度初めから 実証実験を開始する予定である。 バイナリー発電設備というのは、 沸点の低い 媒体を熱交換器で加熱・蒸発させ、 その媒体 蒸気でタービン発電機を回転させて発電を行 なうもので、 従来の地熱発電では利用できなかっ た比較的温度の低い蒸気・熱水での発電が 可能になるシステムである。 今回、 設置する小規模バイナリー発電設備は、 川崎重工が工場の低温排熱用に開発した「グ リーンバイナリータービン」を採用。地熱への適 応が可能になれば、 地熱資源が賦存する島で の適応が期待できること、 また、温泉水などの 熱の有効利用が図れることから実証試験を行 なうものである。 ※バイナリー (B i na r y) とは「二つの」という意味。熱源の低温 水と、発電機のタービンを回す低沸点媒体の2つの流体を 利用することから名付けられた。 川崎重工の最新情報はホームページでもご覧いただけます。 http://www.khi.co.jp 17 金山平三の世界 《秋たけなわ》 相 良 周 作 ︶ 1945-56(昭和20-31)年 ︵ 兵 庫 県 立 美 術 館 学 芸 員 な の だ ろ う と 思 わ せ る 一 点 で あ る ︒ 表 現 し た か っ た の は ︑ 人 と 自 然 と の こ う し た 交 流 中 で 季 節 ご と に 表 情 を 変 化 さ せ て い く ︒ 画 家 が ら か に し ︑ そ こ に 描 か れ た 自 然 は ︑ 人 と の 営 み の 人 物 に よ っ て ︑ 描 か れ た 風 景 は そ の 広 大 さ を 明 向 い て い る ︒ 画 家 に 向 か っ て 歩 み 寄 る よ う な こ の る の と は 対 照 的 に ︑ こ こ で は 珍 し く こ ち ら 側 を 45.3×60.5cm モ チ ー フ だ が ︑ そ の 多 く が 後 ろ 向 き で 描 か れ て い 物 像 で あ る ︒ 金 山 の 作 品 に は 時 折 見 受 け ら れ る 興 味 深 い の は ︑ 画 面 右 下 に 小 さ く 描 か れ た 人 目 に 心 地 よ い 躍 動 感 を 示 し て い る ︒ 油彩・布 木 表 々 現 の さ 葉は れ 叢むら た は ︑ 山 ︑ あ そ れ い 自 の 道 体 の が ま 生 わ 命 り に の 満 秋 ち に て 色 お づ り い ︑ た れ て い る ︒ 金 山 独 自 の 短 い 筆 致 と 豊 か な 色 彩 で 兵庫県立美術館蔵 一 点 で ︑ 同 展 で は 十 和 田 で 描 か れ た も の と 分 類 さ こ の 作 品 は ︑ そ の 展 覧 会 に 出 品 さ れ た う ち の 山 平 三 画 伯 遺 作 展 ﹂ が 開 催 さ れ た ︒ ま で 兵 庫 県 立 神 戸 生 活 科 学 セ ン タ ー に て ︑ ﹁ 金 れ を 記 念 し て 同 年 五 月 二 十 一 日 か ら 六 月 三 日 点 が ︑ 妻 の ら く 夫 人 よ り 兵 庫 県 に 寄 贈 さ れ ︑ そ 重 工 業 株 式 会 社 に 保 管 さ れ て い た 作 品 一 三 〇 一 九 六 六 ︵ 昭 和 四 十 一 ︶ 年 ︑ 金 山 の 逝 去 後 川 崎 金山平三と川崎重工 金山平三画伯は、1883年(明治16年)神戸に生まれ、1964年(昭和39年)80歳で生涯を終えました。 1909年(明治42年)東京美術学校(現在の東京芸術大学) を首席で卒業した後、 欧州各地で制作を重ね、 1916年(大正5年) には、 第10回文展に出品した作品が特選第二席になりました。生涯にわたって旺盛な創 作活動を続け、 自然風土を相手に多くの名画を残し、 その業績は近代洋画史上に燦然と輝いています。 川崎重工は第11回文展に出品された「造船所」が縁となり、 その後、 交流を深めました。画伯の晩年には、 自選作品138点の永久保管の依頼を受け、 その作品を預かるほどでした。後になり川崎重工は、 一部の作 品を残して、 兵庫県立近代美術館(現・兵庫県立美術館) にすべて寄贈しました。 人色 物づ がい 示た す秋 人の 山 との 自躍 然動 と感 のと 交︑ 流
© Copyright 2026 Paperzz