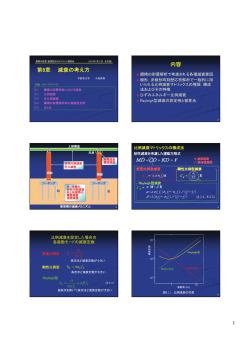
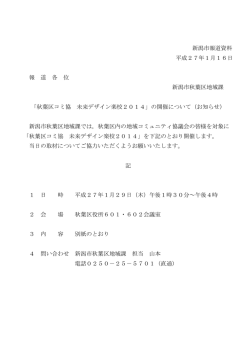
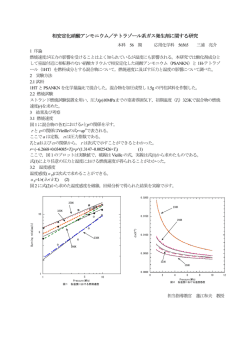
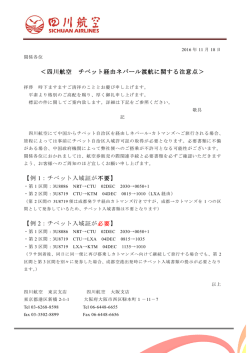
旋盤用 溝入れバイトシステム CATALOG No. 外径溝入れ・外径旋削 外径溝入れ・外径旋削 ツール 264/224 SERIES 独自の強力四面拘束と ブレーカにより信頼性の高い 加工精度を実現! IT関連部品加工に最適な高精度研磨インサート(264シリーズ) インサートのすくい面および逃げ面を高精度研磨し、イン サート幅公差±20μm、インサート間の取り付け繰り返し 精度±15μmを達成しました。(Dブレーカのすくい面のみ、 3次元焼結ブレーカ。) 高精度研磨面 インサート間の 取り付け 繰り返し精度 ±15μm インサート幅公差 ±20μm 切削抵抗に強いVの二面クランプで強力な四面拘束(264、224シリーズ) 他に類の無い独自の四面拘束により、溝入れや突切りだけでなく、横送りや倣い加工時における多方向の切削抵抗も、 上下のV形状が確実にクランプします。 ●突切り加工も安心 切削抵抗 切削抵抗 従来品 ●切削抵抗に弱いので ビビリが発生 切削抵抗 ビビリ 発生 四面拘束 長いガイド面 短いガイド面 切削抵抗 切削抵抗 1 ビビリ 発生 三面拘束 ●未使用コーナを守る 加工中の切りくずで 未使用の刃先が たたかれない 切削抵抗 ●ガイド面が短いと ビビリやすい。 内径加工 mm∼ 2 . 0 φ スーパーミニシリーズ SUPER MINI SERIES mm∼ φ8.0 ミニシリーズ MINI SERIES 内径加工の決定版! 豊富なシリーズで段取り時間を削減する 能率向上ツールシステム。 確かな加工は適切な工具から 交換簡単しっかりクランプ 独自のクランプ方式でネジ1本で簡単に交換できます。 繰り返し精度が高いので、バイト交換に時間をとりません。 Vクランプ方式 六面Vクランプ方式 溝入れ、ねじ切り、ボーリングなどの各種内径加工にマッ チした豊富なレパートリーを標準化していますので、加工 に最適な工具の選択をすることができ、加工現場の無駄を 省きます。 ホルダ バイト スーパーミニシリーズ ミニシリーズ 交換精度がよく段取り低減 ■ ボーリング ■ ねじ切り ■ 溝入れ ■ 端面溝入れ 寿命を延ばすクーラント対応 ●スーパーミニシリーズ 全シリーズ刃先へのクーラント供給穴があり、切りくず処 突出し長さが変わらないストッパ付きホルダなので、寸法 理を改善し、工具寿命を向上します。 管理されたバイト交換をしても刃先位置のバラツキは最小 限です。(±0.05以内) ストッパ スーパーミニ シリーズ ●ミニシリーズ 刃先への確実なクーラント供給ができるため、 六面Vクランプ方式は強固だけではなく、 繰り返し精度がよく、インサート交換の 段取りをさらに容易にします。 切りくずの噛み込みによるチッピングを防止。 刃先の摩耗も防ぐため、 工具寿命が向上します。 (芯高方向±0.03以内) (突出方向±0.05以内) ミニシリーズ 2 高精度研磨インサートと最新3次元焼結ブレーカによる 外径溝入れ・外径旋削 2種類のインサートでフルカバー 用 仕上 P5∼ 《264シリーズ》 264インサート P7 溝幅:1.5∼3mm 高精度研磨インサ−ト使用。 溝深さ≦16mm IT関連部品の高精度加工に最適。 突っ切り径≦φ32 ■横送り ■溝入れ 《264シリーズ》 サイドクランプ ホルダ側面からクランプ操作可能 ■突切り 《264シリーズ》 フロントクランプ ホルダ正面からクランプ操作可能 224インサート 仕上用 荒・中 ■横送り P9 《224シリーズ》 豊富な3次元焼結ブレーカで 高能率溝入れ&旋削を実現 溝幅:2∼4mm 溝深さ≦7mm 突っ切り径≦φ14 端面溝入れ スーパーミニシリーズ P15/16 下穴径:≧φ5 3 スーパー端面溝入れシリーズ P25 下穴径:≧φ20 ミニシリーズ P32/33 下穴径:≧φ14 ■突切り P9 ■溝入れ スイス型自動旋盤加工の能率を大幅にアップ! 内径加工 《スーパーミニシリーズ》 ■ 溝入れ ■ R溝入れ P13/23/25 P14 mm∼ 2 . 0 φ ストレートシャンクホルダ 105・110シリーズ ■ ボーリング 下穴径:≧φ0.2 P17/18/24 P11/23 スーパースリムホルダ 下穴径:φ0.2∼3 ■ バックボーリング P19 ■ ならい加工 P19 P11 ■ 平底ボーリング P20 クシバ型刃物台用ホルダ 下穴径:≧φ0.2 ■ 突切り前 面取り ■ 面取り P21 P12 ■ ねじ切り P21 P22 芯高調節ホルダ 下穴径:≧φ0.2 《ミニシリーズ》 ■ 溝横送り P28 ■ ボーリング P34 ■ 一般溝入れ P29 ■ ならい加工 P35 P12 mm∼ φ8.0 ■ R溝入れ P30 下穴径:≧φ8 P27 P31 ■ バックボーリング ■ 面取り P35 ミニホルダ 108・111・114・116シリーズ ■ スナップリング 溝入れ P36 ■ 突切り前 面取り P36 ■ メートルねじ・ ■ メートルねじ・ 仕上げ刃なし 仕上げ刃付き P37 P38 4 シリーズ 角バイトホルダ ■フロントクランプ 最大溝深さ 16mm 適合インサート 264シリーズ 左右どちらの勝手のホルダでも前方からレンチが挿入できるため、 インサートの取り付けが簡単です。 f B 2 Tmax 図1 P7∼P8 16.5 w φ D ax 120 L B B . H m 2 17.5 ax . 120 L B B H m w φ D f 図2 B Tmax 図は右勝手(R) です。 溝幅 W B 溝深さ Tmax. 8 4 10 1.5 4 10 4 12 10 13 4 16 10 13 10 4 10 4 2 12 10 16 16 10 16 4 12 10 16 2.5 4 16 10 16 5 12 10 16 3 5 16 10 16 1. 2. 3. 4. 5. 左勝手 ホルダ型式 LH264.0808.01 LH264.1010.01 .11 LH264.1212.01 .11 .21 LH264.1616.01 .11 .21 LH264.1010.02 .12 LH264.1212.02 .12 .22 LH264.1616.12 .22 LH264.1212.03 .13 .23 LH264.1616.03 .13 .23 LH264.1212.04 .14 .24 LH264.1616.04 .14 .24 右勝手 RH264.0808.01 RH264.1010.01 .11 RH264.1212.01 .11 .21 RH264.1616.01 .11 .21 RH264.1010.02 .12 RH264.1212.02 .12 .22 RH264.1616.12 .22 RH264.1212.03 .13 .23 RH264.1616.03 .13 .23 RH264.1212.04 .14 .24 RH264.1616.04 .14 .24 図 1 加工径 φDmax. H 22 20 2.5 10 2 32 3.5 2.5 3.5 2.5 2 32 2.5 2.5 3.5 12 17.5 19 22 17.5 16 19 22 10 12 17.5 19 25 16 19 25 17.5 12 2 32 19 25 2.5 17.5 16 19 25 17.5 12 2 32 インサートの選定方法 インサートはホルダの溝幅Wに合わせてご選定ください。 スペアパーツ スクリュ レンチ 17.5 20 26 L 19 22 19 25 3 スクリュ、レンチは付属しています。 スペアパーツのスクリュは1個入りです。 スペアパーツのスクリュはトルクスプラスとなっております。トルクスプラス用レンチについてはP11をご参照ください。 ホルダの剛性を維持するために、出来るだけワークの加工径に適したホルダをご使用ください。 突切り加工でワーク中心に「へそ」が残るのを防ぐために、刃先高さを0.1mm程度芯高に設定してください。 5 f 17.5 16 19 25 3.5.12T10EP-TP T10PL-TP ■サイドクランプ 最大溝深さ 10mm 適合インサート 264シリーズ クシバ型刃物台等の狭い作業スペースでもスムーズなインサート交換ができます。 P7∼P8 D ax . 120 B L B 18 専用レンチ 2 図1 m 2.5 φ w f B Tmax 型式:P39L 120 L ax . B 図2 m B D 2.5 φ w f B Tmax 図は右勝手(R) です。 溝幅 W 1.5 2 2.5 3 B 溝深さ Tmax. 8 7 10 10 10 12 12 10 10 左勝手 ホルダ型式 LH264.0808.51 LH264.1010.61 .62 LH264.1212.62 .63 .64 右勝手 RH264.0808.51 RH264.1010.61 .62 RH264.1212.62 .63 .64 図 加工径 φDmax. 1 20 2 20 2 32 f L 8 18 10 19 10 12 12 19 スペアパーツ 専用レンチ(別売) P39L 19 1. レンチは付属しておりません。専用レンチ(型式:P39L)を別途お求めください。 2. ホルダの剛性を維持するために、ワークの加工径に適したホルダをご使用ください。 3. 突切り加工でワーク中心に「へそ」が残るのを防ぐために、刃先高さを0.1mm程度芯高に設定してください。 インサートの選定方法 インサートはホルダの溝幅Wに合わせてご選定ください。 6 シリーズ 溝幅 インサート(2コーナー) 1.5∼3mm 被削材質マーク ●炭素鋼 ●合金鋼 ■多機能タイプ ●ステンレス 適合ホルダ 溝入れ、突切り、横送り加工をこなす多機能インサート! ●鋳鉄 ●アルミ 264シリーズ ・左右両勝手に横送り加工ができます。 ●黄銅 18 r 5° W 4 ap max.=1.5×W W±0.02 P5∼P6 r ブレーカ M (黄銅専用) Mブレーカ インサート型式 1.5 2 2.5 3 1.5 2 2.5 3 264.0150.M0 .0200.M0 .0250.M0 .0300.M0 S264.0150.D1 .0200.D1 .0250.D1 .0300.D1 材 種 ノーズR r MG12 TN35 ● − 0.05 0.1 0.05 ● ● ● ● ● D 溝幅 W − 0.1 1. 突切りの際は中心付近で送りを1/2∼1/3に下げてください。 2. インサート型式は10個入り1セットの型式です。 Dブレーカ ホルダの選定方法 ホルダはインサートの溝幅Wに合わせてご選定ください。 ・スクイ面が研磨されているため、切れ味抜群。横送り加工の第1推奨インサートです。 適合ホルダ 264シリーズ P5∼P6 W 18 r 5° ap max.=1.5×W 4 横送り時は 一方向のみ W±0.02 図は左勝手 r 溝幅 W P 1.5 2 2.5 3 Pブレーカ 左勝手 インサート型式 L264.0150.P0 .0200.P0 .0250.P0 .0300.P0 右勝手 R264.0150.P0 .0200.P0 .0250.P0 .0300.P0 材 種 ノーズR r TN35 0.05 ● ● ● ● ● ブレーカ 0.1 1. 横送りの際は左右一方向しか送ることができません。送り方向に合う勝手のインサートをご選択ください。 2. 突切りの際は中心付近で送りを1/2∼1/3に下げてください。 3. インサート型式は10個入り1セットの型式です。 ホルダの選定方法 ホルダはインサートの溝幅Wに合わせてご選定ください。 お求め単位 264および224シリーズのインサートは10個入り 1セット単位の販売となります。ご注文の際は型式と 材種を合わせてご指示ください。 《ご注文例》 264. 015 0 .M0 MG12…1セット 7 ■インサート材種 インサート 264シリーズ 224シリーズ 材 種 コーティング ISO分類 MG12 なし K10-K30 TN35 TiN P20-P35(K10-K20) TN32 TiN P10-P25 TI22 TiCN P10-P25 TI25 TiCN P15-P35(K10-K20) TF45 TiA N P10-P35 ■溝入れ、突切り専用タイプ 適合ホルダ 大きなスクイ角の1ブレーカは溝入れ・突切り加工の第1推奨インサートです。 264シリーズ P5∼P6 18 r 5° 4 W±0.02 また、刃先強度の高い2ブレーカは鋳鉄の加工や断続切削に適しています。 r ブレーカ 1ブレーカ 1.5 2 2.5 3 1.5 2 2.5 3 264.0150.10 .0200.10 .0250.10 .0300.10 264.0150.20 .0200.20 .0250.20 .0300.20 材 種 ノーズR r TN35 0.05 0.1 0.05 ● 2 インサート型式 ● ● ● ● 1 溝幅 W 0.1 1. 突切りの際は中心付近で送りを1/2∼1/3に下げてください。 2. インサート型式は10個入り1セットの型式です。 2ブレーカ ホルダの選定方法 ホルダはインサートの溝幅Wに合わせてご選定ください。 ■突切り専用タイプ 適合ホルダ ムク材の中心に残る「へそ」や、パイプ材のバリを減少させるリード角付きインサート。 264シリーズ P5∼P6 18 r 5° 4 W±0.02 面粗度や工具寿命が要求される場合は、他の勝手なしのインサートをご使用ください。 r 図は右勝手(R) です。 溝幅 W 1.5 M (黄銅専用) Mブレーカ 2 2.5 3 1.5 1ブレーカ 2.5 3 インサート型式 L264.0815.M0 .1515.M0 .0820.M0 .1520.M0 .0825.M0 .1525.M0 .0830.M0 .1530.M0 L264.0815.10 .1515.10 .0820.10 .1520.10 .0825.10 .1525.10 .0830.10 .1530.10 右勝手 R264.0815.M0 .1515.M0 .0820.M0 .1520.M0 .0825.M0 .1525.M0 .0830.M0 .1530.M0 R264.0815.10 .1515.10 .0820.10 .1520.10 .0825.10 .1525.10 .0830.10 .1530.10 ノーズR r リード角 材 種 MG12 TN35 − 8 0.05 15 8 15 8 0.1 15 8 15 8 0.05 15 8 15 8 0.1 − ● ● ● ● ● 1 2 左勝手 ● ブレーカ 15 8 15 1. 突切りの際は中心付近で送りを1/2∼1/3に下げてください。 2. インサート型式は10個入り1セットの型式です。 ホルダの選定方法 ホルダはインサートの溝幅Wに合わせてご選定ください。 8 シリーズ 角バイトホルダ 適合インサート 224シリーズ 豊富な種類のインサートで中仕上げから荒加工に最適! 下記参照 W f B Tmax 100 B B 3 23 図は右勝手(R) です。 溝深さ Tmax. 溝幅 W 2 B 左勝手 12 LH224.1212.61 .1616.61 .1212.62 .1616.62 .1212.63 .1616.63 .1212.64 .1616.64 16 12 2.5 16 7 3 12 16 12 4 ホルダ型式 16 1. スクリュ、レンチは付属しています。 2. スペアパーツのスクリュは1個入りです。 3. スペアパーツのスクリュはトルクスプラスとなっております。 トルクスプラス用レンチについてはP11をご参照ください。 スペアパーツ f 右勝手 スクリュ レンチ 4.12T15EP-TP T15PQ-TP 12.25 RH224.1212.61 .1616.61 .1212.62 .1616.62 .1212.63 .1616.63 .1212.64 .1616.64 16.25 12.3 16.3 12.35 16.35 12.5 16.5 4. ホルダの剛性を維持するために、出来るだけワークの加工径に適した ホルダをご使用ください。 5. 突切り加工でワーク中心に「へそ」が残るのを防ぐために、刃先高さを 0.1mm程度芯高に設定してください。 インサート(2コーナー) W±0.05 インサートの選定方法 インサートはホルダの溝幅Wに合わせてご選定ください。 溝幅 2∼4mm 被削材質マーク ●炭素鋼 r 適合ホルダ r 独自のブレーカ形状で様々な被削材、 加工内容に対応可能! ●合金鋼 224シリーズ 22 上記参照 3 インサート型式 3.0 0.2 2.0 2.5 3.0 4.0 S224.0300.32 .0300.34 .0400.32 .0400.34 .0300.A2 .0300.A4 .0400.A2 .0400.A4 .0300.52 .0300.54 .0400.52 .0400.54 .0200.D2 .0250.D2 .0300.D2 .0400.D2 4.0 .0400.L4 0.4 4.0 3.0 A 4.0 3.0 5 4.0 D L ノーズR r 溝幅 W 1. 横送りの際の切り込みは、溝幅の70%以下になります。 2. 突切りの際は中心付近で送りを1/2∼1/3に下げてください。 0.4 0.2 ●黄銅 ▲補助アイテム 材 種 TN32 TI22 TI25 TF45 ● ▲ ●●● ●●●● ● ▲ ▲ ● ●● ▲ ●● ▲ ●● ●● 0.4 0.2 0.4 0.2 0.4 0.2 0.4 0.2 0.4 0.2 0.2 0.2 0.2 ● 3. インサート型式は10個入り1セットの型式です。 ホルダの選定方法 ホルダはインサートの溝幅Wに合わせてご選定ください。 9 ●鋳鉄 ●アルミ 4.5 5° ブレーカ ●ステンレス は非在庫アイテム 切削条件表 インサート ■インサートの推奨ブレーカ&材種 被削材質 264シリーズ 加工内容 外径溝入れ 突切り 1 P 外径溝入れ 1 突切り 1 外径旋削 外径溝入れ 合金綱 A L TI22 P 3 1 全加工 2 外径溝入れ 1 突切り 1 外径旋削 P 全加工 M 黄銅 TF45(TN32) 3 TN35 P P アルミ 材種 A TF45(TI25) 突切り 鋳鉄 ブレーカ 3 外径旋削 ステンレス綱 材種 1 外径旋削 炭素綱 224シリーズ ブレーカ TN35 TN35 D 3 TF45(TI25) TN35 3 TF45(TI25) TN35 D TI25(TF45) MG12 5 TN32(TF45) 材種の( )カッコ内は第2推奨です。 ■切削速度 (m/min.) 264インサート 被削材質 炭素綱 MG12 − − 224シリーズ TN32, TI22 TI25 TF45 80∼ 170 100∼200 80∼ 170 110∼ 200 TN35 70∼ 140 90∼180 70∼ 140 90∼ 160 ステンレス綱 40∼ 80 40∼ 130 70∼140 40∼ 130 50∼ 140 鋳鉄 50∼ 80 60∼ 100 70∼130 60∼ 100 70∼ 130 180∼800 200∼1000 − 220∼1000 220∼1000 90∼250 120∼ 350 120∼350 120∼ 350 − 合金綱 アルミ 黄銅(真鍮) ■送り速度 (mm/rev.) ブレーカ 特 長 224シリーズ 264シリーズ 溝入れ・突切り 旋 削 溝入れ・突切り 旋 削 M 黄銅専用で刃先強度が強い。 0.02∼0.1 0.02∼0.15 − − 1 スクイ角が大きく、抵抗が低い。 0.02∼0.08 不可 − − 2 刃先強度が強く、安定性重視。 0.02∼0.08 不可 − − P 大切込みで高能率旋削。 0.02∼0.08 0.02∼0.04 − − D スクイ角が大きく、刃先が鋭い。 0.02∼0.08 0.02∼0.04 0.05∼0.15 0.05∼0.20 3 刃先強度が強く、安定性重視。 − − 0.15∼0.25 0.15∼0.40 5 スクイ角が大きく、高送り向き。 − − 0.10∼0.45 0.15∼0.60 A 切りくず処理能力に優れる。 − − 0.05∼0.30 0.10∼0.30 旋削(横送り)加工に最適。 − − 0.1∼0.22 L ※2 ※1 ※1 0.05∼0.20 ※1 送りの上限は、表中の範囲内において、インサート幅の10%を越えないでください。(例:インサート幅4mm→0.4mm/rev.) ※2 溝入れは可能ですが、突切りには適していません。 10 極小内径加工 スーパーミニ シリーズ スーパーミニホルダ ■ ストレートシャンクホルダ 適合バイト ・バイトの突出し長さが変わらないストッパ付きホルダなので、刃先位置のバラツキが少なく 105シリーズ P13∼P22 段取りが容易です。 内部 給油 L h L1 5 φD L2 シャンク径 φD 10 12 16 20 25 19.05(3/4") 25.4(1") ホルダ寸法 ホルダ型式 L B 105.0010.01 .0012.01 .0016.01 .0020.01 .0025.01 BU105.0750.01 .1000.01 75 L1 57 L2 50 63 50 スペアパーツ 適合バイト h 9 スクリュ 11 スクリュ 6.075 T15P-TP 14 L/R 105・・・ 90 ー 55 18 100 ー 55 23 90 ー 70 17.04 65 23.4 レンチ T15PQ-TP 1. スクリュ、レンチは付属しています。 2. スペアパーツのスクリュは1個入りです。 3. スペアパーツのスクリュはトルクスプラスとなっております。トルクスプラス用レンチについては下記をご参照ください。 適合バイト ■ スーパースリムホルダ 105シリーズ ・最小下穴径φ3以下のボーリング加工用スーパーミニバイト(P18)の専用ホルダです。 (φ0.2∼φ3) P18 スーパースリムなナット外径で極小径穴の内径加工に威力を発揮します。 φD SW10 100 シャンク径 φD ホルダ型式 10 B 105.0010.9.01 5 9 φ11 50 適合バイト L/R 105・・・※ スペアパーツ ナット 020.0010.1719 1. ナットは手締めで締め付け後、インサートがクランプされているかをご確認の上、ご使用ください。 ※スーパースリムホルダは、最小下穴径φ3以下のボーリング加工用スーパーミニバイト専用の ホルダですのでご注意ください。 レンチ(トルクスプラス) トルクスプラス サイズ IP 8 L T10P 適合スクリュ 2.6.5T8EP-TP IP10 T 8PL-TP T10PL-TP IP15 T15PQ-TP 6.075T15P-TP T20PQ-TP 5.13T20EP-TP Q 0P T2 レンチ型式 D型 T型 IP20 11 3.5.12T10EP-TP 形状 D型 4.12T15EP-TP 4.12T15EP-TP T型 ■クシバ型刃物台用ホルダ 適合バイト ・正面加工用のクシバ型刃物台でのスーパーミニバイトによる 105シリーズ 極小内径加工が可能です。 P13∼P22 L L1 f 内部 給油 B Bmax B2 B1 クーラントパイプ φD ma B H x 図は左勝手(L) です。 ホルダ型式 B 8 10 12 16 左勝手 加工径 B max. φDmax. 右勝手 LHC105.0808.21※ LHC105.1010.21 .41 LHC105.1212.21 .41 LHC105.1616.21 .41 RHC105.0808.21※ RHC105.1010.21 .41 RHC105.1212.21 .41 RHC105.1616.21 .41 36 スペアパーツ B2 H 32 18 13 38 18 スクリュ 25 48 28 16 6.075T15P-TP 15 38 18 25 48 28 15 38 18 25 48 28 15 26 適合バイト B1 f 19 L L1 99 29 24 104 34 18 22 L/R 105・・・ レンチ T15PQ-TP クーラントパイプ KQ2L06-M5 ※は内部給油に対応していません。(クーラントパイプなし) 1. 内部給油の際は、付属のクーラントパイプを取り付け、φ6の配管用チューブを接続してください。 2. スペアパーツのスクリュは1個入りです。 3. スペアパーツのスクリュはトルクスプラスとなっております。トルクスプラス用レンチについてはP11をご参照ください。 ■芯高調節ホルダ 適合バイト 105シリーズ ・セレーションによりバイト刃先の芯高調節が正確にできます。 内部 給油 P13∼P22 L 8 8 L1 L2 6.5 H φD φ45 φ20 12.5 1 芯高調節 5.5 16 24 ヘッド シャンク 芯高調節量:±0.5 (ヘッドとシャンクは別売です。ご注文はそれぞれの型式をご指示ください。) φD(h6) シャンク型式 L L1 L2 10 BGT001.0010.50 .0016.21 .0022.30 .0022.70 .0025.70 63.5 50 47 9 34.5 21 18 14 42.35 30 27 20 83.5 70 67 20 83.5 70 67 23 16 22 25 H スペアパーツ レンチ T15PQ-TP ヘッド型式 スクリュ 適合バイト BKT105.2445.01 6.075T15P-TP L/R 105・・・ 1. レンチは別売となっております。P11をご参照ください。 12 極小内径加工 スーパーミニ シリーズ スーパーミニバイト 適合ホルダ 下穴径 φ2∼ ■ 溝入れ 105シリーズ P11∼P12 L 刃先詳細 (3) T max f a d A +0.05 b 0 図は右勝手(R) です。 最小 下穴径 溝幅 b 2 0.5 最大加工深さ 最大溝深さ A T max 6 9 0.4 12 3 8 0.7 12 0.6 16 4 10 1.0 15 0.8 20 10 15 1.0 20 25 30 10 5 15 1.5 20 1.0 25 30 10 15 2.0 20 25 30 10 15 1.0 20 25 30 10 6 15 1.5 20 25 30 10 15 2.0 20 25 30 1. 刃先ノーズRはついていません。 2. バイト型式は2本1セットの型式です。 13 1.8 左勝手 L105.0050.0.2 .0050.1.2 .0050.2.2 L105.0070.1.3 .0070.2.3 .0070.3.3 L105.0100.1.4 .0100.2.4 .0100.3.4 L105.0100.1.5 .0100.2.5 .0100.3.5 .0100.4.5 .0100.5.5 .0150.1.5 .0150.2.5 .0150.3.5 .0150.4.5 .0150.5.5 .0200.1.5 .0200.2.5 .0200.3.5 .0200.4.5 .0200.5.5 L105.0100.1.6 .0100.2.6 .0100.3.6 .0100.4.6 .0100.5.6 .0150.1.6 .0150.2.6 .0150.3.6 .0150.4.6 .0150.5.6 .0200.1.6 .0200.2.6 .0200.3.6 .0200.4.6 .0200.5.6 バイト型式 右勝手 R105.0050.0.2 .0050.1.2 .0050.2.2 R105.0070.1.3 .0070.2.3 .0070.3.3 R105.0100.1.4 .0100.2.4 .0100.3.4 R105.0100.1.5 .0100.2.5 .0100.3.5 .0100.4.5 .0100.5.5 .0150.1.5 .0150.2.5 .0150.3.5 .0150.4.5 .0150.5.5 .0200.1.5 .0200.2.5 .0200.3.5 .0200.4.5 .0200.5.5 R105.0100.1.6 .0100.2.6 .0100.3.6 .0100.4.6 .0100.5.6 .0150.1.6 .0150.2.6 .0150.3.6 .0150.4.6 .0150.5.6 .0200.1.6 .0200.2.6 .0200.3.6 .0200.4.6 .0200.5.6 L f d a 1.4 1.2 1.8 材種 25 25 30 TI25 25 30 1.4 1.9 2.7 1.9 2.7 3.7 2.3 3.5 4.7 35 25 30 35 25 30 35 40 45 25 30 35 40 45 25 30 35 40 TN35 45 25 30 35 40 45 25 30 35 40 45 25 30 35 40 45 3.3 3.7 5.7 適合ホルダ 下穴径 φ4∼ ・内径にOリング溝や油溝などのR形状の溝が加工できます。 ■ R溝入れ 105シリーズ P11∼P12 L (3) 刃先詳細 f a d A +0.05 0 r T max b 図は右勝手(R) です。 最小 下穴径 溝幅 b 最大加工深さ A 最大溝深さ T max 4 1 15 0.8 5 1 1.5 20 1.0 2 6 1 1.5 25 1.8 2 左勝手 バイト型式 右勝手 R 105.0005.2.4 R 105.0005.3.5 .0007.3.5 .0010.3.5 R 105.0005.4.6 .0007.4.6 .0010.4.6 L105.0005.2.4 L105.0005.3.5 .0007.3.5 .0010.3.5 L105.0005.4.6 .0007.4.6 .0010.4.6 r L 0.5 30 35 f d a 1.9 2.7 3.7 2.3 3.5 4.7 材種 0.5 0.75 1.0 TN35 0.5 0.75 40 3.3 3.7 5.7 1.0 1. バイト型式は2本1セットの型式です。 お求め単位 105および110シリーズのバイトは2本入り 1セット単位の販売となります。 《ご注文例》 L 10 5 . 0 1 0 0 . 1 . 4 …1セット ■インサート材種 材 種 コーティング MG12 なし(超微粒子超硬) TN35 TiN TI25 TiCN TF45 TiAlN TH35 TiAlN 14 極小内径加工 スーパーミニ シリーズ スーパーミニバイト φD 適合ホルダ 下穴径 φ5∼ ・内径の奥端面に溝を加工することができます。 ■ 端面溝入れ 105シリーズ P11∼P12 L 刃先詳細 (L1) T max r f b 0 +0.05 r A 最小溝外径 φD 溝幅 b 最大加工深さ A 2 1 1.5 5 10 5 1 2 15 2 1 1.5 10 3 2 5 1 2 1.5 15 3 2 5 1 2 3 1.5 2 10 4 2.5 5 3 6 1 2 3 1.5 2 15 4 2.5 5 3 6 1. バイト型式は2本1セットの型式です。 15 3 5 2 8 3 2 1.5 6 最大溝深さ T max 左勝手 図は右勝手(R)です。 バイト型式 L105.0510.1.8 .0515.1.8 .0520.1.8 L105.0510.2.8 .0515.2.8 .0520.2.8 L105.0610.1.8 .0615.1.8 .0620.1.8 .0610.2.8 .0615.2.8 .0620.2.8 L105.0810.1.8 .0815.1.8 .0820.1.8 .0825.1.8 .0830.1.8 L105.0810.2.8 .0815.2.8 .0820.2.8 .0825.2.8 .0830.2.8 右勝手 R105.0510.1.8 .0515.1.8 .0520.1.8 R105.0510.2.8 .0515.2.8 .0520.2.8 R105.0610.1.8 .0615.1.8 .0620.1.8 .0610.2.8 .0615.2.8 .0620.2.8 R105.0810.1.8 .0815.1.8 .0820.1.8 .0825.1.8 .0830.1.8 R105.0810.2.8 .0815.2.8 .0820.2.8 .0825.2.8 .0830.2.8 r L (L1) 25 13 0.05 f 材種 2 35 23 25 13 0.05 2 35 23 25 13 0.15 TI25 2 35 23 105シリーズ φD 適合ホルダ 下穴径 φ8∼ ■ 端面溝入れ(内径側干渉回避型) P11∼P12 L 刃先詳細 (L 1) Tmax. r f +0.05 b 0 r A 図は右勝手(R)です。 最小溝外径 φD 8 溝幅 b 最大加工深さ A 最大溝深さ T max 1 2 1.5 3 10 2 4 2.5 5 3 6 左勝手 バイト型式 L105.0810.1.9 .0815.1.9 .0820.1.9 .0825.1.9 .0830.1.9 右勝手 R105.0810.1.9 .0815.1.9 .0820.1.9 .0825.1.9 .0830.1.9 r L (L1) f 材種 0.15 25 13 0.4 TI25 適合ホルダ 105シリーズ φD 1. バイト型式は2本1セットの型式です。 P11∼P12 下穴径 φ8∼ ・内径の奥端面に0リング溝や油溝などのR形状の溝が加工できます。 ■ R端面溝入れ 刃先詳細 L Tmax. r f +0.05 b 0 (L 1) A 最小溝外径 φD 溝幅 b 1 1.6 8 2 2.5 3 最大加工深さ A 10 15 10 15 10 15 10 15 10 15 最大溝深さ T max 2 3 4 5 6 左勝手 図は右勝手(R)です。 バイト型式 L105.8V10.1.8 .8V10.2.8 .8V16.1.8 .8V16.2.8 .8V20.1.8 .8V20.2.8 .8V25.1.8 .8V25.2.8 .8V30.1.8 .8V30.2.8 右勝手 R105.8V10.1.8 .8V10.2.8 .8V16.1.8 .8V16.2.8 .8V20.1.8 .8V20.2.8 .8V25.1.8 .8V25.2.8 .8V30.1.8 .8V30.2.8 r 0.5 0.8 1 1.25 1.5 L (L1) 25 13 35 23 25 13 35 23 25 13 35 23 25 13 35 23 25 13 35 23 f 材種 2 TI25 1. バイト型式は2本1セットの型式です。 16 極小内径加工 スーパーミニ シリーズ スーパーミニバイト 適合ホルダ 105シリーズ ■ ボーリング P11∼P12 下穴径 φ4∼ 刃先詳細 L 世界 最小径 (3) 8゜ チップブレーカ付き r チップブレーカ付き 図は右勝手(R) です。 ・刃先にチップブレーカを採用し、切りくず処理能力を大幅アップ!! 最小 下穴径 4 5 6 最大 加工深さA 10 15 20 10 15 20 25 30 15 20 25 30 最大ヌスミ深さ T max 0.3 0.5 0.5 1. バイト型式は2本1セットの型式です。 17 左勝手 バイト型式 L105.1819.1.H4 .2.H4 .3.H4 L105.1823.1.H5 .2.H5 .3.H5 .4.H5 .5.H5 L105.1833.2.H6 .3.H6 .4.H6 .5.H6 右勝手 R105.1819.1.H4 .2.H4 .3.H4 R105.1823.1.H5 .2.H5 .3.H5 .4.H5 .5.H5 R105.1833.2.H6 .3.H6 .4.H6 .5.H6 ゜ 21 T max f a d A r 0.2 0.2 0.2 L 25 30 35 25 30 35 40 45 30 35 40 45 f d a 1.9 2.9 3.7 2.3 4.0 4.7 3.3 4.7 5.7 材種 TF45 A 8° 適合ホルダ 105シリーズ 図1 a f ■ ボーリング 下穴径 φ0.2∼ r P11∼P12 刃先詳細 L (3) 8゜ r チップブレーカ無し ゜ 21 図2 T max f a d A 図は右勝手(R) です。 チップブレーカ無し ・革新的な刃先研磨技術により、世界で初めてφ0.2のボーリングバイトを実現!! 最小 下穴径 0.2 0.3 0.5 0.7 1 1.5 2 3 4 5 6 最大 加工深さA 最大ヌスミ深さ T max 1 0.02 2 2 4 6 8 4 6 8 6 9 12 6 9 12 6 9 12 6 9 12 10 15 20 10 15 20 10 15 20 10 15 20 10 15 20 25 30 10 15 20 25 30 15 20 25 30 15 20 25 30 0.05 0.05 0.1 0.15 0.15 0.15 0.3 0.5 0.5 左勝手 バイト型式 L105.1802.0.02 .1802.0.03 .1802.0.05 .1803.0.07 L105.1805.005.0.1 .005.1.1 .005.2.1 .0.1 .1.1 .2.1 L105.1813.005.0.15 .005.1.15 .005.2.15 .01.0.15 .01.1.15 .01.2.15 L105.1809.005.0.2 .005.1.2 .005.2.2 .0.2 .1.2 .2.2 L105.1813.005.1.3 .005.2.3 .005.3.3 .1.3 .2.3 .3.3 L105.1819.005.1.4 .005.2.4 .005.3.4 .1.4 .2.4 .3.4 L105.1823.005.1.5 .005.2.5 .005.3.5 .005.4.5 .005.5.5 .1.5 .2.5 .3.5 .4.5 .5.5 L105.1833.005.2.6 .005.3.6 .005.4.6 .005.5.6 .2.6 .3.6 .4.6 .5.6 右勝手 R105.1802.0.02 .1802.0.03 .1802.0.05 .1803.0.07 R105.1805.005.0.1 .005.1.1 .005.2.1 .0.1 .1.1 .2.1 R105.1813.005.0.15 .005.1.15 .005.2.15 .01.0.15 .01.1.15 .01.2.15 R105.1809.005.0.2 .005.1.2 .005.2.2 .0.2 .1.2 .2.2 R105.1813.005.1.3 .005.2.3 .005.3.3 .1.3 .2.3 .3.3 R105.1819.005.1.4 .005.2.4 .005.3.4 .1.4 .2.4 .3.4 R105.1823.005.1.5 .005.2.5 .005.3.5 .005.4.5 .005.5.5 .1.5 .2.5 .3.5 .4.5 .5.5 R105.1833.005.2.6 .005.3.6 .005.4.6 .005.5.6 .2.6 .3.6 .4.6 .5.6 図 1 2 r 0.02 L f 23 1 0.05 d a − 0.3 0.17 0.25 MG12 0.4 0.6 0.5 0.9 TF45 0.05 25 2 0.65 TN35 0.1 0.05 2 0.1 0.05 25 30 25 0.15 0.05 2 0.2 0.05 2 0.2 0.05 2 0.2 0.05 2 0.2 TF45 1.3 1.1 1.4 TI25 30 25 30 2 材種 25 30 25 30 35 25 30 35 25 30 35 25 30 35 25 30 35 40 45 25 30 35 40 45 30 35 40 45 30 35 40 45 TF45 1 1.6 1.9 TN35 TF45 1.3 2.3 2.6 TN35 TF45 1.9 2.9 3.7 TN35 TF45 2.3 4 4.7 TN35 TF45 3.3 4.7 5.7 TN35 1. バイト型式は2本1セットの型式です。 18 極小内径加工 スーパーミニ シリーズ スーパーミニバイト 下穴径 φ3∼ ■ バックボーリング 適合ホルダ 105シリーズ P11∼P12 L 刃先詳細 (3) 1.5 r 2° T max f a d 30゜ A 図は右勝手(R) です。 最小 下穴径 3 4 5 6 6.8 最大加工深さ 最大ヌスミ深さ T max A 15 20 15 25 20 30 20 30 20 30 0.5 0.8 1.0 1.8 2.5 バイト型式 左勝手 L105.3013.2.3 .3.3 L105.3019.2.4 .4.4 L105.3023.3.5 .5.5 L105.3033.3.6 .5.6 L105.3040.3.7 .5.7 T T T T T T T T T T 25 25 25 25 25 25 25 25 25 25 r 右勝手 R105.3013.2.3 .3.3 R105.3019.2.4 .4.4 R105.3023.3.5 .5.5 R105.3033.3.6 .5.6 R105.3040.3.7 .5.7 T T T T T T T T T T 25 25 25 25 25 25 25 25 25 25 L 30 0.1 35 30 0.15 40 35 0.2 45 35 0.2 45 35 0.2 45 f d a 1.3 1.9 2.6 1.9 2.7 3.7 2.3 3.5 4.7 3.3 3.7 5.7 4.0 3.7 6.4 材種 TI25 1. バイト型式は2本1セットの型式です。 2. 最小下穴径φ3のバイトはスーパースリムホルダではご使用いただけません。 ■ ならい加工 下穴径 φ4∼ 適合ホルダ 105シリーズ ・ならい加工やヌスミ加工ができます。 P11∼P12 刃先詳細 L 8° (3) A f a d 48° T max r チップブレーカ無し 最小 下穴径 4 5 6 図は右勝手(R) です。 最大加工深さ 最大ヌスミ深さ T max A 10 20 15 25 20 30 0.6 0.8 1.8 1.バイト型式は2本1セットの型式です。 19 左勝手 L105.4719.1.4 .3.4 L105.4723.2.5 .4.5 L105.4733.3.6 .5.6 バイト型式 右勝手 R105.4719.1.4 .3.4 R105.4723.2.5 .4.5 R105.4733.3.6 .5.6 r 0.15 0.15 0.15 L 25 35 30 40 35 45 f d a 1.9 2.9 3.7 2.3 3.7 4.7 3.3 3.7 5.7 材種 TH35 TN35 TH35 TN35 TH35 TN35 ■ 平底ボーリング 下穴径 φ3∼ 適合ホルダ 105シリーズ P11∼P12 L A 刃先詳細 (3) ゜ 最小 下穴径 3 4 最大加工深さ 最大ヌスミ深さ T max A 10 15 0.15 10 15 0.3 20 5 10 15 0.5 20 左勝手 バイト型式 L105.9013.01.1.3 .2.3 L105.9019.01.1.4 .2.4 .3.4 L105.9023.01.1.5 .2.5 .3.5 右勝手 R105.9013.01.1.3 .2.3 R105.9019.01.1.4 .2.4 .3.4 R105.9023.01.1.5 .2.5 .3.5 r L 25 30 T max r f d a 1.3 2.3 2.6 1.9 2.9 3.7 2.3 4.0 4.7 21゜ f a d 90 材種 25 0.1 30 35 TH35 25 30 35 1. バイト型式は2本1セットの型式です。 20 極小内径加工 スーパーミニ シリーズ スーパーミニバイト 下穴径 φ5∼ ■ 面取り 適合ホルダ 105シリーズ ・面取り加工や切込角45°のならい加工ができます。 P11∼P12 刃先詳細 L 45゜ r T max f 45゜ d A a 1.0 (3) 図は右勝手(R) です。 最小 下穴径 5 7 最大加工深さ 最大ヌスミ深さ A Tmax 15 左勝手 L105.4545.2.5 .3.7 0.7 20 バイト型式 r 右勝手 R105.4545.2.5 .3.7 0.2 L f d a 材種 30 2.3 3.5 4.7 35 4.0 4.7 6.4 TN35 1. バイト型式は2本1セットの型式です。 下穴径 φ5∼ ■ 突切り前面取り 適合ホルダ ・バー材加工において、突切り加工前にこのバイトを 105シリーズ 使用する事により、内径側に面取りを事前に行えます。 P11∼P12 刃先詳細 3゜ L (3) A b T max 8゜ d f 45゜ 4.7 3゜ 1.0 図は右勝手(R) です。 最小 下穴径 5 最大加工深さ 最大ヌスミ深さ A Tmax 15 20 0.7 25 1. バイト型式は2本1セットの型式です。 21 左勝手 バイト型式 L105.0810.2.5 .3.5 .4.5 右勝手 R105.0810.2.5 .3.5 .4.5 L b f d 材種 0.2 2.3 3.5 TN35 30 35 40 ■ ねじ切り 適合ホルダ 下穴径 φ3∼ 105シリーズ P11∼P12 L 刃先詳細 (3) E 60゜ f a d A K 図は右勝手(R) です。 最小 下穴径 ピッチ P 最大加工深さ A 3 3 5 3 0.25 15 0.35 10 15 15 15 4 20 0.5 5 15 20 25 6 3 20 15 10 4 15 0.5∼0.75 5 20 15 20 25 6 20 4.8 15 1 6 20 25 15 6 15 1.25 20 25 15 7 1.5 20 25 左勝手 バイト型式 L105.0102.2.3 .0203.1.3 .0203.2.5 .0205.2.3 .0205.2.4 .0205.2.5 .0205.3.5 .0407.1.4 .0407.2.4 .0407.3.4 .0407.2.5 .0407.3.5 .0407.4.5 .0510.2.5 .0510.3.5 .0510.4.5 .0510.2.6 .0612.2.6 .0612.3.6 .0612.4.6 .0815.2.7 .0815.3.7 .0815.4.7 右勝手 R105.0102.2.3 .0203.1.3 .0203.2.5 .0205.2.3 .0205.2.4 .0205.3.4 .0205.2.5 .0205.3.5 .0205.4.5 .0205.3.6 .0407.2.3 .0407.1.4 .0407.2.4 .0407.3.4 .0407.2.5 .0407.3.5 .0407.4.5 .0407.3.6 .0510.2.5 .0510.3.5 .0510.4.5 .0510.2.6 .0612.2.6 .0612.3.6 .0612.4.6 .0815.2.7 .0815.3.7 .0815.4.7 L a d E f K 30 2.7 2.2 0.3 1.4 0.02 25 2.7 2.1 0.3 1.4 0.03 30 4.7 3.5 0.3 2.3 0.03 30 2.7 2.1 0.35 1.4 0.04 3.7 2.7 0.35 1.9 4.7 3.5 0.35 2.3 35 5.7 4.8 0.35 3.3 30 2.7 2 0.45 1.4 3.7 2.7 0.45 1.9 30 35 0.05 30 35 材種 40 0.04 25 30 35 TN35 30 35 4.7 3.5 0.45 2.3 0.05 5.7 4.7 0.45 3.3 0.04 4.5 3.5 0.55 2.1 5.7 3.7 0.55 3.3 5.7 3.7 0.65 3.3 0.13 6.4 3.7 0.75 4 0.15 40 35 30 35 40 30 0.1 30 35 40 30 35 40 1. バイト型式は2本1セットの型式です。 硬 超 超硬 36 図2 36 L φD 加工 1∼ 径φ 図1 L φD ・シャープな切れ味で極小径ボーリングに最適。 型 式 φ10 治具ボーラバイト 加工径φ1∼φ9 φ10 〈姉妹品〉 は超硬製です。 RBE 1 1.5 2 3 4 5 7 9 図 1 2 L φD 1 1.5 2 3 4 5 7 9 5 7.5 9 14 17 22 28 37 61 63 61 62 64 73 ※ オイル穴はあいていません。 22 極小内径加工 スーパーミニ シリーズ 適合バイト スーパーミニホルダ 110シリーズ L P23∼P24 L1 ・スーパーミニ105シリーズより深いボーリング、 L2 h 5 シャンク径 φD ホルダ型式 φD1 16 B110.0016.02 .0020.02 .0025.02 20 20 25 20 φD φD1 溝入れ加工が可能な新型システム!! L L1 L2 70 100 ー 25 1. スクリュ、レンチは付属しています。 2. スペアパーツのスクリュは1個入りです。 h スペアパーツ 適合バイト スクリュ レンチ 14 55 18 L/R 110・・ 23 6.075T15P-TP T15PQ-TP 3. スペアパーツのスクリュはトルクスプラスとなっております。 トルクスプラス用レンチについてはP11をご参照ください。 ご注意:スーパーミニ105シリーズのインサートとの互換性はありません。 スーパーミニバイト ■ 溝入れ 適合ホルダ 下穴径 φ8∼ 110シリーズ P23 刃先詳細 L T max (4) a d A f W +0.05 0 図は右勝手(R) です。 最小 下穴径 溝幅 W 1 8 2 2.5 1 10 2 3 最大加工深さ A 30 40 30 40 2.8 30 40 30 50 30 50 30 50 1. バイト型式は2本1セットの型式です。 2. 刃先ノーズRはついていません。 23 最大溝深さ T max 4 左勝手 L110.0100.5.8 .0100.7.8 .0200.5.8 .0200.7.8 .0250.5.8 .0250.7.8 L110.0100.5.0 .0100.9.0 .0200.5.0 .0200.9.0 .0300.5.0 .0300.9.0 バイト型式 右勝手 R110.0100.5.8 .0100.7.8 .0200.5.8 .0200.7.8 .0250.5.8 .0250.7.8 R110.0100.5.0 .0100.9.0 .0200.5.0 .0200.9.0 .0300.5.0 .0300.9.0 L f d a 4 4.2 7.4 材種 60 70 60 70 60 70 TN35 60 80 60 80 6 5 9.4 60 80 ご注意: スーパーミニ105シリーズのホルダとの互換性はありません。 上記のB110ホルダをご使用ください ■ ボーリング 適合ホルダ 下穴径 φ6∼ 110シリーズ P23 刃先詳細 8° L (4) A T max r f a d 20° チップブレーカ付き 最小 下穴径 6 8 図は右勝手(R) です。 最大加工深さ A 最大ヌスミ深さ T max 50 0.5 バイト型式 右勝手 R110.1829.9.H6 .1829.9.H8 r L 0.2 80 f d a 2.9 4.8 5.7 4 6 7.4 材種 TI25 ご注意: スーパーミニ105シリーズのホルダとの互換性はありません。 上記のB110ホルダをご使用ください 1. バイト型式は2本1セットの型式です。 適合ホルダ 110シリーズ P23 刃先詳細 8° L (4) A T max r f a d 20° チップブレーカ無し 図は右勝手(R) です。 チップブレーカ無し 最小 下穴径 最大加工深さ A 6 40 8 50 最大ヌスミ深さ T max 1. バイト型式は2本1セットの型式です。 0.5 左勝手 バイト型式 L110.1829.7.6 .1829.9.6 .1829.9.8 r 右勝手 R110.1829.7.6 .1829.9.6 .1829.9.8 L 70 0.2 80 f d a 2.9 4.8 5.7 4 6 7.4 材種 TI25 ご注意: スーパーミニ105シリーズのホルダとの互換性はありません。 上記のB110ホルダをご使用ください 24 極小内径加工 スーパー端面溝入れ シリーズ 専用ホルダ 適合バイト スーパー端面 溝入れシリーズ ・深い端面溝入れができます。 P25 L L1 シャンク径 φD 16 20 左勝手 ホルダ型式 LB110.0016.16.2 LB110.0020.16.2 右勝手 RB110.0016.16.2 RB110.0020.16.2 h 5 φD φD1 L2 L1 φD1 L 20 100 70 − L2 55 h 14 18 スペアパーツ スクリュ レンチ 適合バイト L/RA110... 6.075 T15P-TP T15PQ-TP ご注意:下記のバイトをご使用ください。 他のシリーズのホルダとは互換性はありません。 バイト 適合ホルダ スーパー端面 溝入れシリーズ 下穴径 φ20∼ ■ 溝入れバイト P25 ・内径の奥端面に溝を加工することができます。 L 刃先詳細 (4) r f +0.05 r W 0 Tmax. 図は右勝手(R) です。 最小 溝外径 溝幅 W 20 20 3 50 最大溝深さ T max 30 20 30 1. バイト型式は2本1セットの型式です。 25 左勝手 LA110.2030.3.0 .2030.5.0 .5030.3.0 .5030.5.0 バイト型式 r 右勝手 RA110.2030.3.0 .2030.5.0 .5030.3.0 .5030.5.0 L f 50 0.2 60 50 60 材種 TN35 1.5 TI25 ご注意:上記のLB/RB110のホルダをご使用ください。 スーパーミニシリーズ 切削条件表 ■スーパーミニ 溝入れ・ボーリング条件 炭素鋼 合金鋼 ステンレス鋼 V f 最小 下穴径 V f V φ2, φ3 30- 60 0.01-0.02 20- 40 0.01-0.02 10- 30 0.01-0.02 φ4 60- 80 0.01-0.03 30- 50 0.01-0.03 20- 50 φ5 70- 80 0.02-0.04 40- 70 0.02-0.04 φ6 80-100 0.02-0.05 60-110 φ8 100-140 0.02-0.05 φ5,φ6,φ8 100-180 φ0.2, φ0.3 加工内容 内径溝入れ 端面溝入れ ボーリング f V 鋳 鉄 アルミ f V 15- 35 0.01-0.02 50- 100 0.01-0.02 f 0.01-0.03 30- 50 0.01-0.03 100-150 0.01-0.03 30- 70 0.02-0.04 50- 70 0.02-0.04 150-200 0.02-0.04 0.02-0.05 50-100 0.02-0.05 60- 80 0.02-0.05 150-300 0.02-0.05 80-150 0.02-0.05 50-110 0.02-0.05 70-110 0.02-0.05 150-300 0.02-0.05 0.02-0.06 100-150 0.02-0.06 60-100 0.02-0.06 100-150 0.02-0.06 100-300 0.02-0.06 5- 10 0.003-0.005 5- 10 0.003-0.005 5- 10 0.003-0.005 5- 10 0.003-0.005 5- 10 0.003-0.005 φ0.5 10- 15 0.005-0.007 10- 15 0.005-0.007 10- 15 0.005-0.007 10- 15 0.005-0.007 15- 20 0.005-0.007 φ0.7 15- 20 0.01-0.02 10- 20 0.01-0.02 10- 20 0.01-0.02 10- 20 0.01-0.02 15- 30 0.01-0.02 φ1 15- 25 0.01-0.02 10- 20 0.01-0.02 10- 20 0.01-0.02 10- 20 0.01-0.02 15- 35 0.01-0.02 φ1.5 25- 35 0.01-0.02 15- 25 0.01-0.02 15- 25 0.01-0.02 15- 25 0.01-0.02 20- 40 0.01-0.02 φ2 30- 40 0.01-0.02 20- 30 0.01-0.02 10- 30 0.01-0.02 15- 30 0.01-0.02 50- 80 0.01-0.02 φ3 40- 60 0.03-0.06 30- 40 0.02-0.05 10- 30 0.02-0.05 20- 35 0.02-0.05 80-100 0.02-0.05 φ4 60- 80 0.03-0.06 30- 50 0.02-0.05 20- 50 0.02-0.05 30- 50 0.02-0.05 100-150 0.02-0.05 φ5 70- 80 0.03-0.08 40- 70 0.02-0.05 30- 70 0.02-0.05 50- 70 0.02-0.05 150-200 0.02-0.05 φ6 80-150 0.03-0.1 60-110 0.02-0.05 50-100 0.02-0.05 70- 90 0.02-0.05 150-300 0.02-0.05 1. V:切削速度(m/min)、f:送り速度(mm/rev)を表しています。 4. 仕上がり面の悪い場合、送り速度fを落としてください。 2. 本切削条件表はあくまでも目安値であり、ワークの硬度や剛性、切りくずの状態によって 5. バイトの寿命、切りくず排出及び面粗さの向上のため、クーラントの使用をお薦めします。 調整ください。 3. ビビリが生じる場合は、切削速度Vを落としてください。 ■スーパーミニ ねじ切り条件 被削材質 最高切削速度 ねじピッチ 炭素鋼 90 合金鋼 60 6 8 10 12 15 8 9 12 14 17 0.5 0.75 1.0 1.25 1.5 ステンレス 60 パ ス 回 数 8 9 12 14 17 鋳物 80 アルミ 300 6 9 12 14 17 4 5 8 10 12 右ねじの加工方法 左ねじの加工方法 正回転 逆回転 右勝手工具 手前から加工 加工事例 この表から被削材質にあった 切削速度とパス回数をご選定 ください。 《例》 S50C、ピッチ1.0の場合 切削速度90m/min パス回数10回 正回転 左勝手工具 奥から加工 逆回転 右勝手工具 奥から加工 左勝手工具 手前から加工 APPLICATION EXAMPLES ■ボーリング加工 4.7 SKD11 25 従来品と比べ剛性が高いため、切削条件をアップする事がで きた。また、1本のバイトでボーリングとヌスミができ、段取 り時間を短縮する事ができた。 ●結果 加工数:500P/1本 加工面:仕上がりにバラツキもなく きれいであった。 機 械 ホルダ インサート 切削速度 回転数 送 り 切り込み NC旋盤 B105.0016.01 R105.1823.4.5 60m/min 2,500 min-1 0.06mm/rev. 0.2mm/φ 26 内径加工 ミニ シリーズ ミニホルダ 適合インサート ミニシリーズ L P22∼P27 φD 図1 L 5 L1 A h φD φd1 図2 断面B 断面B 断面A (上下平取り) 断面A L 5 L1 A h φD φd1 図3 断面B 断面B 断面A 断面A L h 5 L1 A 9 φD 11 図4 最小 下穴径 シャンク径 最大 φD 加工深さA 6.0 8.0 − 12.5 12.0 21 30 42 8.0 11.0 − 16.5 12.0 29 42 56 19.5 12.0 34 45 64 14.0 19.5 16.0 34 45 64 40 12.0 56 80 16.0 40 16.0 56 80 断面B ホルダ型式 図 B108.0006.01A .0012.00 .0012.01 .0012.02 .0012.03 B111.0008.01A .0012.00 .0012.01 .0012.02 .0012.03 B114.0012.00 .0012.01 .0012.02 .0012.03 .0016.00 .0016.01 .0016.02 .0016.03 B116.0012.01 .0012.02 .0012.03 .0016.01 .0016.02 .0016.03 1 2 断面B 断面A L1 d1 h 65 − − − 70 40 φ6 11 − − φ8 11 L 80 90 45 スペアパーツ 適合 インサート スクリュ レンチ R/L 108… 2.6.5T8EP-TP T8PL-TP 100 1 3 80 − 75 40 95 110 50 R/L 111… 3.5.12T10EP-TP T10PL-TP 120 75 40 100 110 4 130 80 11 50 9×11 40 (楕円) 100 110 R/L 114… 4.12T15EP-TP T15PQ-TP R/L 116… 5.13T20EP-TP T20PQ-TP 15 50 130 130 11 130 3 150 130 130 50 11 15 150 1. スクリュ、レンチは付属しています。 2. スペアパーツのスクリュは1個入りです。 3. スペアパーツのスクリュはトルクスプラスとなっております。トルクスプラス用レンチについてはP11をご参照ください。 27 断面A ミニシリーズ インサート 下穴径 φ8∼ ■ 溝横送り 適合ホルダ ミニホルダ P27 ・溝入れ、横送り加工ができる多機能タイプ。 s φD min r +0.03 b 0 r チップブレーカ付き T max f d ・刃先にチップブレーカを採用し、切りくず処理能力を大幅アップ!! 最小下穴径 φDmin 8 溝幅 b 最大溝深さ T max 1.0 1.5 1.0 2.0 11 1.5 2.0 2.3 2.5 14 2.0 2.5 4 3.0 16.5 2.0 6.5 2.5 3.0 16 2.0 4.3 2.5 3.0 左勝手 インサート型式 LS108.0100.D1 .0150.D1 .0200.D2 LS111.0150.D1 .0200.D2 .0250.D2 LS114.0200.D2 .0250.D2 .0300.D2 .0200.1.D2 .0250.1.D2 .0300.1.D2 LS116.0200.D2 .0250.D2 .0300.D2 図は右勝手(R) です。 インサート寸法 右勝手 r RS108.0100.D1 .0150.D1 .0200.D2 RS111.0150.D1 .0200.D2 .0250.D2 RS114.0200.D2 .0250.D2 .0300.D2 .0200.1.D2 .0250.1.D2 .0300.1.D2 RS116.0200.D2 .0250.D2 .0300.D2 0.1 s f 3.2 4.8 d 材種 B 108… 6 0.2 適合ホルダ TH35 0.1 3.95 6.7 8 0.2 5.3 9 9 0.2 5.3 0.2 11.3 B 111… TN35 B 114… B 114… 9 TH35 5.3 0.2 10.2 B 116… 11 1. インサート型式は2個1セットの型式です。 s d 適合ホルダ ミニホルダ φD min r +0.03 b 0 r チップブレーカ無し 最小下穴径 φDmin 溝幅 b 最大溝深さ T max 8.0 11.0 14.0 16.0 1.5 1.0 2.0 2.3 2.0 4.0 2.0 4.3 左勝手 インサート型式 L 108.0150.02 L 111.0200.02 L 114.0200.02 L 116.0200.02 右勝手 R 108.0150.02 R 111.0200.02 R 114.0200.02 R 116.0200.02 T max f P27 図は右勝手(R) です。 インサート寸法 r 0.2 s f 3.2 4.8 d 6.0 3.95 6.7 8.0 5.3 9.0 9.0 5.3 10.2 11.0 材種 適合ホルダ B 108… TN35 B 111… B 114… B 116… 1. インサート型式は2個1セットの型式です。 お求め単位 ミニシリーズのインサートは2個入り 1セット単位の販売となります。 《ご注文例》 L 1 0 8 .0 1 0 0 .D 1 …1セット 28 内径加工 ミニ シリーズ ミニシリーズ インサート 適合ホルダ ■ 一般溝入れ ミニホルダ P27 下穴径 φ8∼ s φD min r r b +0.03 0 T max f d 図は右勝手(R) です。 最小下穴径 φDmin 8 溝幅 b 1.5 2.0 最大溝深さ T max 1.0 1.5 11 2.0 2.5 2.3 3.0 1.5 14 2.0 2.5 4.0 3.0 1.5 16.5 2.0 2.5 6.5 3.0 2.0 16 2.5 3.0 4.3 4.0 1. インサート型式は2個1セットの型式です。 29 左勝手 インサート型式 L 108.0150.00 .0200.00 L 111.0150.00 .0200.00 .0250.00 .0300.00 L 114.0150.00 .0200.00 .0250.00 .0300.00 .0150.1.02 .0200.1.02 .0250.1.02 .0300.1.02 L 116.0200.00 .0250.00 .0300.00 .0400.00 右勝手 R 108.0150.00 .0200.00 R 111.0150.00 .0200.00 .0250.00 .0300.00 R 114.0150.00 .0200.00 .0250.00 .0300.00 .0150.1.02 .0200.1.02 .0250.1.02 .0300.1.02 R 116.0200.00 .0250.00 .0300.00 .0400.00 インサート寸法 r 材種 適合ホルダ s f d 3.2 4.8 6.0 B 108… 3.95 6.7 8.0 B 111… ー 9.0 TN35 5.3 0.2 ー 9.0 B 114… 11.0 B 116… 11.3 5.3 10.2 適合ホルダ ■ R溝入れ ミニホルダ P27 内径に0リング溝や油溝などのR形状の溝が加工できます。 下穴径 φ8∼ s φD min r b +0.03 0 T max f d 図は右勝手(R) です。 最小下穴径 φDmin 溝幅 b 最大溝深さ T max 0.8 8 1.2 1.0 1.8 0.8 1.2 11 1.8 2.3 2.0 3.0 1.2 1.8 14 2.0 4.0 2.2 3.0 1.8 16 2.2 3.0 4.3 4.0 左勝手 インサート型式 L 108.0004.08 .0006.12 .0009.18 L 111.0004.08 .0006.12 .0009.18 .0010.20 .0015.30 L 114.0006.12 .0009.18 .0010.20 .0011.22 .0015.30 L 116.0009.18 .0011.22 .0015.30 .0020.40 右勝手 R 108.0004.08 .0006.12 .0009.18 R 111.0004.08 .0006.12 .0009.18 .0010.20 .0015.30 R 114.0006.12 .0009.18 .0010.20 .0011.22 .0015.30 R 116.0009.18 .0011.22 .0015.30 .0020.40 インサート寸法 r 材種 適合ホルダ s f d 3.2 4.8 6.0 B 108… 3.95 6.7 8.0 B 111… 0.4 0.6 0.9 0.4 0.6 0.9 1.0 1.5 TN35 0.6 0.9 1.0 5.3 9.0 9.0 B 114… 5.3 10.2 11.0 B 116… 1.1 1.5 0.9 1.1 1.5 2.0 1. インサート型式は2個1セットの型式です。 30 内径加工 ミニ シリーズ ミニシリーズ インサート 適合ホルダ ■ スナップリング溝入れ ミニホルダ s d P27 φD min +0.03 b 0 s1 T max f 下穴径 φ8∼ 図は右勝手(R) です。 最小下穴径 φDmin 溝幅 b 最大溝深さ T max 0.74 0.84 8 0.94 1.19 1.0 1.39 1.69 11 0.74 1.2 0.84 1.3 0.94 1.5 1.19 1.39 2.3 1.69 14 0.74 1.2 0.84 1.3 0.94 1.5 1.19 1.39 4.0 1.69 16 0.74 1.2 0.84 1.3 0.94 1.5 1.19 1.39 4.3 1.69 1. インサート型式は2個1セットの型式です。 31 インサート型式 左勝手 L 108.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 L 111.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 L 114.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 L 116.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 右勝手 R 108.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 R 111.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 R 114.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 R 116.0070.00 .0080.00 .0090.00 .0110.00 .0130.00 .0160.00 インサート寸法 s s1 3.6 3.2 3.2 4.15 3.95 材種 適合ホルダ f d 4.8 6.0 B 108… 6.7 8.0 B 111… − 3.95 − TN35 5.5 5.3 5.3 − 5.5 5.3 5.3 − 9.0 9.0 B 114… 10.2 11.0 B 116… ■ 端面溝入れ 適合ホルダ 内径の奥端面に溝を加工することができます。 下穴径 φ14∼ ミニホルダ d P27 s φD T max b 0 f +0.03 r r φDmin 図は右勝手(R) です。 最小溝外径 φDmin 溝幅 b 最大溝深さ T max 1.0 1.5 1.5 2.5 2.0 14 2.5 3.0 3.0 5.0 3.0 5.0 3.0 6.0 1. インサート型式は2個1セットの型式です。 インサート型式 左勝手 L 114.1410.00 .1415.00 .1420.00 .1420.5.00 .1425.00 .1425.5.00 .1430.00 .1430.6.00 インサート寸法 右勝手 r ー R 114.1410.00 .1415.00 .1420.00 .1420.5.00 .1425.00 .1425.5.00 .1430.00 .1430.6.00 s f d 9 9 材種 適合ホルダ TN35 B 114… 8.3 10.8 8.3 0.2 10.8 8.3 11.8 ■ ボス端面溝入れ 適合ホルダ ミニホルダ ボスに隣接した端面に溝を加工することができます。 下穴径 φ12∼ P27 T max s φD d φD min r b 0 f +0.03 r 図は右勝手(R) です。 最小溝外径 φDmin 12 溝幅 b 最大溝深さ T max 1.0 1.5 1.5 2.5 2.0 2.5 3.0 3.0 5.0 3.0 5.0 3.0 6.0 インサート型式 左勝手 右勝手 L114.1210.00 .1215.00 .1220.00 .1220.5.00 .1225.00 .1225.5.00 .1230.00 .1230.6.00 R114.1210.00 .1215.00 .1220.00 .1220.5.00 .1225.00 .1225.5.00 .1230.00 .1230.6.00 インサート寸法 r ー s f d 7.5 9 材種 適合ホルダ TN35 B 114… 8.3 10.8 0.2 8.3 10.8 8.3 11.8 1. インサート型式は2個1セットの型式です。 32 内径加工 ミニ シリーズ ミニシリーズ インサート ミニホルダ 内径の奥端面に0リング溝や油溝などのR形状の溝が加工できます。 P27 S d Tmax. f +0.03 b 0 下穴径 φ14∼ 14 溝幅 b 最大溝深さ T max 1.0 1.5 1.6 2.5 2.0 2.5 3.0 3.0 インサート型式 左勝手 右勝手 L114.1410.05 .1416.08 .1420.10 .1425.12 .1430.15 R114.1410.05 .1416.08 .1420.10 .1425.12 .1430.15 1. インサート型式は2個1セットの型式です。 33 r φDmin 最小下穴径 φDmin φD 適合ホルダ ■ 端面R溝入れ 図は右勝手(R) です。 インサート寸法 r 0.5 s f d 8.3 9 9 材種 適合ホルダ TN35 B114… 0.8 1.0 1.25 1.5 ■ ボーリング 適合ホルダ s 下穴径 φ7.8∼ ミニホルダ 0.4 P27 20 r φD min ゜ f d 8゜ b チップブレーカ付き インサート型式 最小下穴径 φDmin 7.8 11.0 13.8 15.5 左勝手 右勝手 r LS108.1846.R2 .1846.R4 LS111.1867.R2 .1867.R4 LS114.1890.R2 .1890.R4 LS116.1897.R2 .1897.R4 RS108.1846.R2 .1846.R4 RS111.1867.R2 .1867.R4 RS114.1890.R2 .1890.R4 RS116.1897.R2 .1897.R4 0.2 図は右勝手(R) です。 インサート寸法 s f 0.4 0.2 0.4 材種 d 3.4 4.65 6.0 3.95 6.7 8.0 適合ホルダ B108… B111… TH35 0.2 0.4 0.2 0.4 5.3 8.7 9.0 B114… 5.3 9.7 11.0 B114… 1. インサート型式は2個1セットの型式です。 s 下穴径 φ7.8∼ 0.4 d 適合ホルダ ミニホルダ 18 r φD min ゜ f P27 8゜ b チップブレーカ無し 最小下穴径 φDmin 最大ヌスミ幅 b 7.8 9.8 11.0 13.8 2.5 2.7 2.7 3.5 図は右勝手(R) です。 インサート型式 左勝手 右勝手 r L108.1846.02 L111.1855.02 .1867.02 L114.1890.02 R108.1846.02 R111.1855.02 .1867.02 R114.1890.02 0.2 インサート寸法 s f d 3.4 4.65 6.0 3.95 5.5 8.0 3.95 6.7 8.0 5.3 8.7 9.0 材種 適合ホルダ B108… TN35 B111… B114… 1. インサート型式は2個1セットの型式です。 34 内径加工 ミニ シリーズ ミニシリーズ インサート 適合ホルダ ■ ならい加工 ミニホルダ ならい加工やヌスミ加工ができます。 P27 下穴径 φ7.8∼ d 0.2 s r T max f 47° φDmin 3° 図は右勝手(R) です。 最小下穴径 7.8 φDmin 11.0 7.8 13.7 16.0 11.0 15.8 13.8 16.0 16.0 最大ヌスミ深さ T1.2 max 2.3 31.2 52.3 4.3 3.0 5.0 4.3 インサート型式 左勝手 右勝手 r L108.4748.01 L108.4748.02 L111.4767.02 L114.4787.02 .4710.02 L116.4702.02 R108.4748.01 R108.4748.02 R111.4767.02 R114.4787.02 .4710.02 R116.4702.02 0.1 インサート寸法 s f 3.2 4.65 6.0 3.95 6.7 8.0 0.2 8.7 5.3 適合ホルダ TH35 B108… B111… TN35 9.0 11.0 10.2 材種 d B114… B116… 11.0 1. インサート型式は2個1セットの型式です。 適合ホルダ ■ バックボーリング ミニホルダ P27 下穴径 φ7.8∼ s φD min r b 2゜ T max f 30゜ d 図は右勝手(R) です。 最小下穴径 φDmin 7.8 11.0 13.8 最大ヌスミ深さ T max 1.3 2.3 3.5 インサート型式 左勝手 右勝手 r L 108.3046.02 L 111.3067.02 L 114.3090.02 R 108.3046.02 R 111.3067.02 R 114.3090.02 0.2 1. インサート型式は2個1セットの型式です。 35 インサート寸法 b f s d 2.8 4.65 3.6 6.0 2.75 6.7 4.15 8.0 3.1 8.7 5.5 9.0 材種 適合ホルダ B 108… TN35 B 111… B 114… ■ 面取り 適合ホルダ ミニホルダ 下穴径 φ7.8∼ P27 s E T max r ゜ 45 φD min 45 ゜ f d 図は右勝手(R) です。 最小下穴径 φDmin 最大ヌスミ深さ T max 7.8 11.0 1.4 1.5 インサート寸法 インサート型式 左勝手 L 108.4545.02 L 111.4545.02 右勝手 r R 108.4545.02 R 111.4545.02 0.2 E f 1.8 4.65 2.4 6.7 s d 3.6 6.0 4.15 8.0 材種 適合ホルダ B 108… TN35 B 111… 1. インサート型式は2個1セットの型式です。 適合ホルダ ■ 突切り前面取り ミニホルダ s 下穴径 φ8∼ P27 1.0 3゜ 45゜ t1 3゜ φD min T max f 8゜ d b 図は右勝手(R) です。 最小下穴径 φDmin 8.0 11.0 14.0 16.0 最大ヌスミ深さ T max 1.5 インサート型式 左勝手 右勝手 L108.0810.45 L111.0810.45 L114.0815.45 L116.0815.45 R108.0810.45 R111.0810.45 R114.0815.45 R116.0815.45 インサート寸法 t1 w 1 0.2 1.5 s f d 3.2 4.8 6.0 3.95 6.7 8.0 9.0 9.0 10.2 11.0 5.3 材種 適合ホルダ B108… TI25 B111… B114… B116… 1. インサート型式は2個1セットの型式です。 36 内径加工 ミニ シリーズ ミニシリーズ インサート 適合ホルダ ■ メートルねじ・仕上げ刃なし ミニホルダ P27 s 下穴径 φ8∼ E f d φD min K 60゜ 図は右勝手(R) です。 最小下穴径 φDmin 8.0 11.0 14.0 16.0 ピッチP インサート型式 mm tpi 0.5∼0.75 50∼33 1.0∼1.25 25∼20 1.5∼1.75 16∼14 0.5∼0.75 50∼33 1.0∼1.25 25∼20 1.5∼1.75 16∼14 2.0 11∼12 2.5 9∼10 0.5∼0.75 50∼33 1.0∼1.25 25∼20 1.5∼1.75 16∼14 2.0 11∼12 2.5 9∼10 1.0∼1.25 25∼20 1.5∼1.75 16∼14 2.0 11∼12 2.5 9∼10 1. tpiはインチねじの場合の山数です。 2. インサート型式は2個1セットの型式です。 37 左勝手 右勝手 L108.0205.01 .0510.01 .0815.01 L111.0205.01 .0510.01 .0815.01 .1020.01 .1325.01 L114.0205.01 .0510.01 .0815.01 .1020.01 .1325.01 L116.0510.01 .0815.01 .1020.01 .1325.01 R108.0205.01 .0510.01 .0815.01 R111.0205.01 .0510.01 .0815.01 .1020.01 .1325.01 R114.0205.01 .0510.01 .0815.01 .1020.01 .1325.01 R116.0510.01 .0815.01 .1020.01 .1325.01 インサート寸法 E 2.8 K 0.1 0.15 3.5 0.05 d 3.6 4.8 6.0 B108… 4.15 6.7 8.0 B111… 0.1 0.15 3.0 0.21 2.8 0.26 4.8 0.05 4.7 0.1 4.5 0.15 4.2 適合ホルダ f 0.05 2.6 3.3 材種 s TN35 5.5 9 5.5 10.2 9.0 B114… 11.0 B116… 0.21 0.26 4.7 0.1 4.5 0.15 4.3 0.21 4.2 0.26 適合ホルダ ■ メートルねじ・仕上げ刃付き ミニホルダ ・ねじ山面をさらえ、きれいなねじ山形状に加工できます。 下穴径 φ11∼ P27 s E f d φD min K 60゜ 図は右勝手(R) です。 最小下穴径 φDmin ピッチP (mm) 1.0 1.5 11.0 2.0 2.5 3.0 1.0 14.0 1.5 2.0 2.5 1.0 1.5 2.0 16.0 2.5 3.0 3.5 4.0 左勝手 インサート型式 L111.0510.02 .0815.02 .1020.02 .1325.02 .1630.02 L114.0510.02 .0815.02 .1020.02 .1325.02 L116.0510.02 .0815.02 .1020.02 .1325.02 .1630.02 .1835.02 .2140.02 右勝手 R111.0510.02 .0815.02 .1020.02 .1325.02 .1630.02 R114.0510.02 .0815.02 .1020.02 .1325.02 R116.0510.02 .0815.02 .1020.02 .1325.02 .1630.02 .1835.02 .2140.02 インサート寸法 E 3.3 K 適合ホルダ f d 4.15 6.7 8.0 B111… 5.5 9.0 9.0 B114… 0.11 0.17 3.0 0.24 2.8 0.3 2.8 0.36 4.7 0.11 4.5 0.17 4.2 材種 s 0.24 0.3 4.7 0.11 4.5 0.17 4.3 0.24 4.2 0.3 4.0 0.36 3.8 0.43 3.6 0.49 TN35 5.5 10.2 11.0 B116… 1. インサート型式は2個1セットの型式です。 38 ミニシリーズ 切削条件表 ■溝入れ・ボーリング条件 ホルダ タイプ 加工内容 内径溝入れ 端面溝入れ ボーリング 1. 2. 3. 4. 5. V 炭素鋼 f V 合金鋼 ステンレス鋼 V f f V 鋳 鉄 f V アルミ f B108… 90-120 0.03-0.05 70-100 0.03-0.05 50-110 0.03-0.05 80-100 0.03-0.05 150-300 0.03-0.08 B111… 100-140 0.03-0.06 80-100 0.03-0.06 50-110 0.03-0.06 90-120 0.03-0.06 150-400 0.03-0.08 B114… 120-150 0.03-0.08 90-120 0.03-0.08 50-110 0.03-0.08 100-150 0.03-0.08 150-400 0.03-0.12 B116… 120-150 0.03-0.1 90-120 0.03-0.08 50-110 0.03-0.08 100-150 0.03-0.08 150-400 0.03-0.12 B114… 100-180 0.03-0.1 80-150 0.03-0.1 60-100 0.03-0.1 100-150 0.03-0.1 100-300 0.03-0.1 B108… 90-120 0.05-0.1 70-100 0.05-0.1 50-110 0.05-0.1 80-100 0.07-0.1 150-300 0.05-0.1 B111… 100-140 0.05-0.1 80-100 0.05-0.1 50-110 0.05-0.1 90-120 0.07-0.1 150-400 0.05-0.12 B114… 120-150 0.05-0.1 90-120 0.05-0.1 50-110 0.05-0.1 100-150 0.07-0.1 150-400 0.05-0.12 B116… 120-150 0.05-0.1 90-120 0.05-0.1 50-110 0.05-0.1 100-150 0.07-0.1 150-400 0.05-0.12 V:切削速度(m/min)、f:送り速度(mm/rev)を表しています。 本切削条件表はあくまでも目安値であり、ワークの硬度や剛性、切りくずの状態によって調整ください。 ビビリが生じる場合は、切削速度Vを落としてください。 仕上がり面の悪い場合、送り速度fを落としてください。 インサートの寿命、切りくず排出及び面粗さの向上のため、クーラントの使用をお薦めします。 ■ミニ ねじ切り条件 被削材質 最高切削速度 ねじピッチ 0.5 0.75 1.0 1.25 1.5 1.75 2.0 2.5 3.0-3.5 炭素鋼 130 合金鋼 90 5 6 8 10 12 15 17 19 22 6 7 10 12 14 17 20 22 25 ステンレス 90 パ ス 回 数 6 7 10 12 14 17 20 22 25 鋳物 100 アルミ 400 6 7 10 12 14 16 19 21 24 3 5 6 8 10 12 15 16 20 この表から被削材質にあった 切削速度とパス回数をご選定 ください。 《例》 S50C、ピッチ1.0の場合 切削速度130m/min パス回数 8回 品 位 合 衆 国 TIFIED お求め/ご相談先 MAN ST EM 高 C ここに記載した製品の仕様および外観は、予告なしに変更することがあります。 ER A GE M E N T SY 本 社 東 大 阪 市 西 石 切 町 3 丁 目 3 - 3 9 〒579-8013 (980) 2231 TEL.072 (982) 2312(代) FAX.072 <ホーム ページ> www.big-daishowa.co.jp 《商品については最寄りの支店・営業所へお問い合わせください。 》 ISO 9001 JQA-QMA11602 淡路第1工場 JQA-QM3913 FA 機器部 工 場 大 阪 工 場 淡路第1工場 淡路第2工場 淡路第3工場 淡路第4工場 淡路第5工場 物流センタ メガテクニカルセンタ 淡路第2工場 メガテクニカルセンタ F A 機 器 部 ITシステム部 東 部 支 店 仙 台 営 業 所 北関東営業所 南関東営業所 長 野 営 業 所 中 部 支 店 兵庫県洲本市五色町広石北寿峰1023 東大阪市西石切町3丁目3-39 東大阪市西石切町3丁目3-39 埼玉県川口市南町1丁目2-7 宮城県名取市田高327-2 群馬県太田市南矢島町825-1 神奈川県厚木市山際北原885-2 長野県松本市島立987-7 名古屋市中区金山5丁目2-33 〒656-1332 〒579-8013 〒579-8013 〒332-0026 〒981-1221 〒373-0861 〒243-0803 〒390-0852 〒460-0022 TEL.0799(34)1111(代) TEL.072(982)8071(代) TEL.072(982)2396(代) TEL.048(252)1323(代) TEL.022(382)0222(代) TEL.0276(30)5511(代) TEL.046(204)0055(代) TEL.0263(40)1818(代) TEL.052(871)8601(代) FAX.0799(34)1000 FAX.072(987)1748 FAX.072(985)2276 FAX.048(256)2586 FAX.022(382)0255 FAX.0276(30)5811 FAX.046(204)0022 FAX.0263(40)1811 FAX.052(871)8607 静 岡 営 業 所 北 陸 営 業 所 西 部 支 店 岡 山 営 業 所 広 島 営 業 所 九 州 営 業 所 海外営業本部 静岡市駿河区緑が丘町5-19 石川県金沢市玉鉾3丁目18 東大阪市本庄中2丁目2-26 岡山市北区辰巳22-115 東広島市三永2丁目5-14 福岡市博多区板付1-3-14 東 大 阪 市 宝 町 5 - 2 現地法人:大昭和精机貿易(上海)有限公司 〒422-8052 〒921-8002 〒578-0957 〒700-0976 〒739-0026 〒812-0888 〒579-8025 TEL.054(654)7001(代) TEL.076(292)1002(代) TEL.06(6747)7558(代) TEL.086(245)2981(代) TEL.082(420)6333(代) TEL.092(451)1833(代) TEL.072(982)8277(代) FAX.054(654)7511 FAX.076(292)1306 FAX.06(6746)1726 FAX.086(245)8046 FAX.082(420)6222 FAX.092(451)1877 FAX.072(982)8370 BIG KAISER(USA,Germany) CATALOG No.206-4-0413-4 H
© Copyright 2026 Paperzz