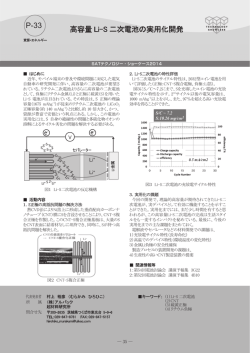
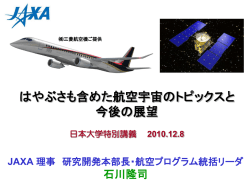
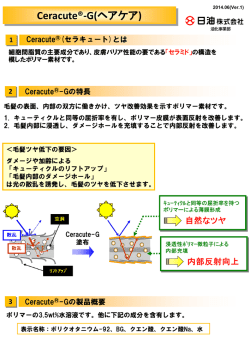
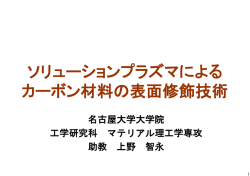
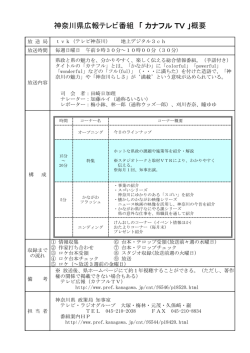
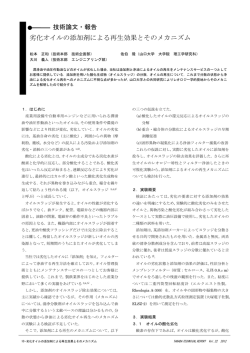
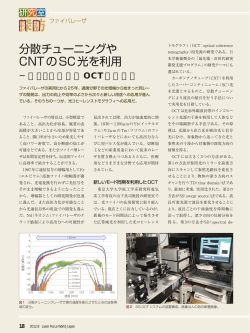
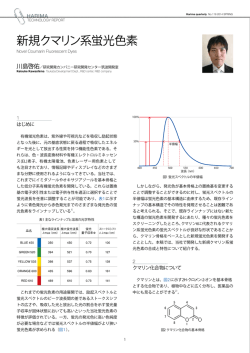
論文 長野県工技センター研報 No.2,p.M5-M11(2007) CNT強化チタン合金複合材料の開発* 滝澤秀一** 安澤真一** 山本潤一** 牧村美加** 小池 透** 古畑 肇*** Development of High Strength MWCNT Reinforced Titanium Alloy Matrix Composites Hidekazu TAKIZAWA, Shin-ichi ANZAWA, Jyun-ichi YAMAMOTO, Mika MAKIMURA, Toru KOIKE and Hajime FURUHATA A new process is proposed for manufacturing carbon nanotube (CNT) reinforced titanium alloy matrix composites. It is well known that excessive carbon in titanium matrix forms brittle titanium carbide, and that the mechanical properties are easily deteriorated. In order to suppress the formation of titanium carbide in the interface between CNT and titanium matrix, silicon was sublimated in vacuum at 1673 K, and then deposited in advance of sintering on the multi-walled carbon nanotube (MWCNT) of 10-15 nm in diameter. The silicon-coated MWCNT was impacted on the gas-atomized Ti-6Al-4V powder by Hybridization system, and the powder was consolidated at 1223 K by the pulse electric current sintering process. The sintered plates were hot-rolled over 67 % of reduction in thickness, and then heat-treated for higher strength. Both tensile strength and the Young’s modulus were improved in the new process over the sintered monolithic Ti-6Al-4V alloy. Keywords:titanium(Ti), carbon nanotube(CNT), metal matrix composite(MMC), hybridization system, hotrolling 1 緒 言 商品として市場に出回るようになってきている。しかし 金属材料に微細な化合物粒子を添加して母相合金の特 ながら,複合材料としての利用は樹脂系への添加がほと 性を改良することは,微粒子分散複合材料として様々な んどであり,金属系への添加については様々な課題があ 目的に応じて長年開発されてきている。高強度アルミニ り,比較的低融点の軽金属について報告がされている1), ウム合金であるジュラルミンなど,合金母相に微細な化 2) 合物粒子を時効析出させて改良する場合もある。また, 告はみられない。チタンは融点1668℃,密度4.51g/cm3, 焼結軸受のように銅母相に黒鉛粒子を分散させた材料な ヤング率103GPa,熱伝導率21.6W/m・Kであり,金属材料 ども実用化されている。さらに,WC-Co系超硬合金のよ の中では比較的融点が高く,密度は中位,ヤング率,熱 が,チタン合金などの反応性が高い高融点材料では報 うに,焼結硬質材料はTiC-Ni系(サーメット)Al2O3,ZrO2 伝導率は比較的低い。また,線膨張係数(0~100℃)は8.9 などのファインセラミックス材料や cBNなどの超高圧 × 10 K と 金 属 材 料 中 で は 低 く, さ ら に 電 気抵 抗 率 焼結材料などへの発展し,切削工具や金型材料として日 (20℃)は54μΩ・cmと比較的高い。また,不動態化する 常的に使用されている。 能力があり,たいていの無機酸と塩化物に対して非常に -6 -1 一方,ナノ材料として注目されているカーボンナノチ 優れた耐食性を示す。純チタンは無毒であり,純チタン ューブ(以下CNTと記述)はその優れた特性によって電 とある種のチタン合金は人体の体液や骨に対して生物学 気・電子・半導体分野を中心に世界中で応用製品,材料 的に親和性を示す。また,合金元素の添加や,塑性加工 の開発競争が繰り広げられている。強度,ヤング率,導 により強度を大幅に向上できるなどの特徴を活かし,強 電性,熱伝導率などの特性に優れるCNTは複合材料とし 度部材としての利用も多い。このように他の金属にない ても添加フィラーとしての利用も盛んに研究されており, 特徴を持ったチタンであるが,CNTをうまく複合化する * 知的クラスター創成事業「長野・上田地域スー パーデバイス創製プロジェクト」 The 11th World Conference on Titanium(JIMIC-5)に て一部発表 ことにより比強度,ヤング率を高め,熱伝導率を向上さ せ,電気抵抗率を下げる効果が期待される。しかしなが ら,溶融チタンにCNTを単に添加すると炭素との反応性 が高いために,容易にTiCに反応してしまうこと,比重 差により分散が容易でないなどの問題がある。本研究で ** 金属材料部 は,チタン合金へ少量のCNTを特殊な製造プロセスを経 *** 材料化学部 て高強度化に成功し1),その詳細について報告する。 - M 5 - 2 写真には示してないが,制御装置部には回転速度計, 実験方法 電流計,温度表示計,タイマー,バルブ自動切り替え 2.1 ハイブリダイゼーションシステム 溶解法によるCNTの混合は,高温での反応を抑制する スイッチ,非常停止スイッチ等が配置されている。 ことが困難であるので,粉末状態でセミ分散を目的とし 2.2 原料粉末の調整 て乾式混合処理が可能なハイブリダイゼーション装置を 2.2.1 チタン合金粉末 適用した。実験に使用したハイブリダイザーは(株)奈良 実験に使用したチタン合金粉末は最も一般的なα+β 機械製作所製NHS-0型である。 形Ti-6Al-4V合金である。特注で作製した大同特殊鋼(株) 2.1.1 装置の構造 製のレビテーション溶解・ガスアトマイズ粉(-100メッ 本装置は高速で回転するロータ(~16,000rpm),ケー シュ)である。化学成分及び粒度分布は表1,2に示す シングのステータ間に混合粒子を投入し,機械的な衝突 とおりである。また,粉末粒子のFE-SEM像を図2に示 エネルギーによって混合あるいは母粒子表面に微粒子被 す。 覆を可能にする装置である。その模式図を図1に示す。 2.2.2 CNTへのコーティング処理 実験に使用したチタン合金粉末は大気中では表面の酸化 チタン合金とCNTの反応を制御するために,マグネシ 及び酸素との反応による爆発が心配されるため,アルゴ ウム合金との濡れ性を改善するために筆者らが開発した ンガスフロー状態で処理を実施した。予備混合された試 Si及びCrの真空昇華法によるコーティング処理を施した。 料粉末を装置内原料ホッパー内に所定量を投入し,アル 処 理 した CNTは CVD法 で 製造 され たMWCNT( φ10 ~ ゴン置換した後(残留酸素濃度0.1%以下),ローターの回 15nm)である。Siのコーティングは,CNTの10wt%程度 転を開始し,所定の回転速度(ロータ先端の周速度約 のSi粉末とCNTを混合し,タンタル容器中の投入後,真 100/sec)に達した後,バルブを開きロータで機械的衝撃 空炉で1400℃まで昇温,保持時間を2時間以上維持する を受けながらアルゴンガス気流と共に外周パイプ内へ排 ことによりSiの昇華とCNTへの付着・反応によって達成 出 さ れ , 再 び ロ ー タ に 供 給 さ れ る 。 所 定 時 間 (60 ~ される。付着SiはCNT表面で炭素と反応し,SiC層が形 180sec)定常回転後,排出バルブが開き製品タンク内に回 成される。また,Crのコーティングの場合は1300℃でCr 収される。この間ステータ周囲は冷却水で冷却され、ロ 複炭化物層が形成される。SiコーティングされたCNTの ータシュフトもアルゴンガスで冷却される。再循環パイ FE-SEM像を図3に,Si及びCrコーティングされたCNT プ内に熱電対が取り付けられ,循環気流の温度をモニタ のXRDパターンを図4に示す。形態の高倍率観察とXRD リングし,異常発熱を検知したときには緊急停止するこ の結果から,反応層はCNT表面に核生成と生長によって形 とが可能である。 表1 化学成分 原料ホッパー 開閉バルブ 成分 Ti Al V C O N wt% Bal 5.78 3.93 0.11 0.11 0.012 冷却水 熱電対 表2 粒度分布 ステータ容器 Mesh +100 wt% 0.2 回収容器 -100 -145 -200 -250 +145 +200 +250 +350 11.8 23.2 12.3 20.0 -350 32.5 循環パイプ ロータ ブレード 図2 Ti-6Al-4V合金レビテーション溶解・ガスアトマイ ズ粉末のFE-SEM像 図1 ハイブリダイザー本体写真と模式図 - M 6 - Si-coated CNT Atomized Ti-6Al-4V powder Measure Measure Hybridization Process 図3 Pulse Electric SiコートCNTのFE-SEM像 Current Sintering Hot Rolling SiC回折ピーク ST. and Aging Cr3C2,Cr3C7 回折ピーク 図5 CNT添加チタン合金複合材料の加工プロセス 表3 加工条件 CNTの回折ピーク 処理内容 条 件 Mult-walled CNT 強化用CNT 図4 各種コーティングCNTのXRDパターン 成されているものの,CNT自体の形状は保っていること 真空昇華条件 が判る。反応層の厚さは添加元素粉末の添加量と真空炉 の排気容量及び処理温度で制御可能である。処理時間は, 製法 CVD 直径 10-15nm 1673K 処理温度 真空度 <1.0×10-2Pa 投入量 30g 昇華最高温度を2時間程度保持すれば達成される。それ ハイブリダイゼー CNT添加量 以上真空・高温状態を保持しても昇華は終了し,真空度 ション処理 残留酸素濃度 0.4~2.0wt% <2.0% 80m/s ロータ周速度 が上昇するのみである。 180sec 処理時間 また,1バッチの処理量にもよるが,反応に消費され 雰囲気 る元素粉末は添加量の50%以下であり,残りは真空排気 真空 と容器への付着で消費される。 パルス通電焼結条 処理温度 1223K 2.3 複合材料の加工プロセス 件 処理時間 300sec 型材料 図5に本研究で用いたCNT添加チタン合金複合材料の 熱間圧延 加工プロセスの模式図を示す。 2.3.1 ハイブリダイゼーション 試料の前準備として容易したSiコートCNTとチタン合 金粉末を0.4wt%~2.0wt%比率になるように電子天秤にて 時効処理 秤量し,予備混合を施した。この予備混合された粉末を 黒鉛 処理温度 1073K 圧下率 >67% 圧下力 <300kN 時効温度 773K 処理時間 8hr ハイブリダイザーの原料ホッパーに所定量(NHS-0型の 場合30g程度)投入し,アルゴンガスで残留空気を押出置換 著になるため,若干の酸素の残留も必要であり,最終的 し,残留酸素濃度を2.0%以下にする(残留酸素によるチ に適切な酸素濃度は,量産プロセス装置と最終的な強度 タンの酸化による爆発を防ぐ目的と,酸素のコンタミネ との関係・歩留まり等で決定される。各種処理条件は表 ーションを低減するためである)が,真空置換等を施す 3に示す。 とローター,ステーターへのチタン合金の凝着現象が顕 2.3.2 パルス通電焼結による中間体の作製 - M 7 - ハイブリダイザーでSiコートCNTとチタン合金の混合 粉末をパルス通電焼結装置により固化成形した。処理温 aa b 度及び時間条件は焼結が短時間で終了すること,CNTと チタンとの反応を適切に制御するために決定した。試験 片サイズはφ40mm,厚さ5mmとした。 2.3.3 熱間圧延 20μm パルス通電焼結したチタン合金複合材料を熱間圧延を 実施するために,厚さ5mmのSUS304板材で全面をパッ 400nm 図6 ハイブリダイザー処理後のチタン合金粉末の FE-SEM像 ク溶接をした。電気炉内で1073Kまで加熱保持し,熱間 2 段 ロ ー ル 圧 延 機 (( 株 ) ヨ シ ダ キ ネ ン 製 ; 最 大 荷 重 500kN)で圧下率70%以上を目標に1pass・5%程度の厚 表面 さ減量で,繰り返し加熱を施しながら20pass以上で目標 の厚さまで実施した。なお,パック材と試験片界面には 高温焼き付き防止剤を塗布した。所定の厚さまで熱間圧 CNTのハイブリダ 延後,切断機によりパック材を切断,試験片を取り出し イゼーション層 た。 2.3.4 時効処理 最終的には溶体化,時効処理を施した。溶体化は真空 炉で1123Kに加熱,保持時間1時間後,アルゴンガスに 1μm よる強制冷却を施した。また,時効処理は723K,8時間 図7 保持を施した。 ハイブリダイゼーション処理CNT・チタン合金粉 末のFIB断面加工面 2.3.5 引張り試験片 強度測定のために,平行部長さ10mm,幅4mm,チャ 2.0wt%CNT ック部長さ12mm,幅11mm,フィレット部R10mmのダ ンベル形試験片を炭酸ガスレーザで切り出した。バリの 除去及び表面を#1000のエメリーペーパーで仕上げた。 また,チャッキング部分の滑りを防ぐために平行部をマ スキングし,チャッキング部表面にサンドブラスト処理 圧延方向 を施した。 3 実験結果 3.1 ハイブリダイゼーション処理 表3に示す条件でハイブリダイゼーション処理を施し たチタン合金粉末のFE-SEM像を図6に示す。aから表面 の球形が保持されていることが判る。また,bから処理 0.5wt%CNT 粉末表面ににはCNTはほとんど見られず、表面直下に埋 図8 熱間圧延後のCNTチタン合金複合材料の状態 め込められた状態が予想され,図7のFIB加工断面像か ら表面直下5μm程度の領域に存在していることが判る。 ハイブリダイゼーション後の処理粉末の回収率は95% 以上であったが,減量CNTのダマーや一部チタン合金粉 末が結合して粗大化した粒子があり,電磁式振とう篩機 3.3 機械的特性 3.3.1 硬さ,ヤング率,比重 CNTの添加量と硬さ,ヤング率,比重の関係を図9に で-45μm粉粒子を回収した。 示す。硬さの測定は(株)アカシ製 3.2 熱間圧延 硬度計ATK-F3000,ヤング率の測定は東芝タンガロイ 熱間圧延は圧延方向を一定にして処理したが,添加 CNT量によって図8に示すように塑性変形が不十分にな (株)製 自動デジタルツイン 弾性率測定装置UMS-R,及び比重の測定はミラ ージュ貿易製 SD-200Lで測定した。 り,破断に加工中に破断してしまった。Ti-6Al-4V合金を 図から,ヤング率はCNTの添加量にほぼ比例して増大 母相とした場合,CNTの添加量が0.9wt%までは破断をあ していることが判る。Ti-6Al-4V合金の比重を4.43,Si処 る程度低減した加工が可能であった。ただし,圧延方向 理CNTの比重を1.4とすると,2.0wt%CNTのチタン合金 側面には微細な耳割れが発生する場合があった。 母材に対するvol%は約6.33%となる。一方,CNT複合材 - M 8 - 20 124 Density Hardness Young's modulus 15 10 5 122 120 1000 0 118 116 0.0 0.5 1.0 1.5 500 2.0 Cr coated MWCNT 126 Non\coated MWCNT 128 25 1500 No CNT 130 30 Hot-rolled and aged Hot-rolled only Si coated MWCNT 132 35 0 2000 Non-coated VGCF 40 134 Tensile strength / MPa 136 Young's modulus / GPa 2 Density / g/cm , Hardness / HRC 45 図11 CNTのコーティング処理の強度への影響 CNT content / wt% CNTの添加量と硬さ,ヤング率,比重の関係 図9 1800 Hot-rolled and Aged Hot-rolled Sintered only Sintered Ti6Al4V Matrix Tensile stress / MPa 1600 1400 1200 1000 800 600 (a)パルス通電焼結後 400 200 0 0 5 10 15 20 25 30 ×10-1 Strain / % 図10 0.5wt%添加CNTの加工工程の違いと無添加材と の比較引張り強度特性 料のヤング率の上昇は14.3となっている。一方,比重は (b)熱間圧延後 CNTの添加量の増加に対して,CNTの添加量が少ないた め僅かに低下しているのみである。また,硬さは0.5wt% で37.5HRCから45HRCまで増加するものの,それ以上は 図12 0.5wt%CNT添加材のパルス通電焼結後及び熱間 圧延後の金属組織(腐食液:クロール液) あまり増大していない。 3.3.2 引張り強度 0.5wt%添加CNTの加工違いによる応力-歪み線図につ いて無添加材と比較して図10に示す。図から母材のパ しても母材より強度が低下している。 3.3.3 金属組織 ルス通電焼結材の引張り強度が約1000MPa程度であるの ハイブリダイザー処理後パルス通電焼結後及び熱間圧 に対して,0.5wt%CNT添加材の熱間圧延後の引張り強度 延後の供試材の金属組織を図12に示す。(a)からハイブ は約1500MPa,さらに時効処理した材料の引張り強度は リダイゼーション処理により合金粉末表面直下に埋込ま 1640MPaまで上昇している。CNTの添加量と強度の関係 れたCNTが粉末の周囲に分散し,一部はチタンと反応し は現在までのところ,0.5wt%が最大値であり,添加量と ているようである。粒子内部は数μmサイズのα相微結 の関係が明確には得られていない。 晶が観察される。(b)では熱間圧延により母粉末粒子の形 Siコート処理された0.5wt%WMCNT,Crコート処理 態が周囲のCNT,Ti化合物の分布から判る。なお,粒子 0.5wt%MWCNT 及 び 無 処 理 0.5wt%MWCNT と 無 処 理 内部の微結晶も圧延方向に若干変形しているものの,熱 0.5wt%VGCFを無添加Ti-6Al-4V合金の熱間圧延・時効処 履歴による結晶粒の粗大化は観察されない。 理材と比較して図11に示す。図からMWCNTにSiある 4 いはCrコート処理が強度向上に貢献していることが判る。 一方,無処理MWCNTやVGCFを同様の加工方法で作成 - M 9 - 4.1 強化機構 考 察 4.1.1 複合則での計算 各種条件を満たせば,金属基複合材料においても一般 的な複合強化則は成り立つ。一方向に揃った連続繊維と マトリックス界面が十分結合していると仮定すると(1)式 が成立する。 (1) σc=σf・Vf+σm・Vm ここで,σcは複合材料の,σfは強化繊維の,σmマト リックスの強度,Vf及びVmは強化繊維及びマトリックス の体積含有率を示す。 CNT分散強化材のように連続繊維でない短繊維分散の 場合は次式以降が成立する2)。 図13 熱間圧延後の金属組織のFE-SEM像 繊維長さがlm>lc σc=η・C・φf・σf・1-df・ σf 2・lm・σM +(1-φf)σM (2) CNT ここでCは配向ファクター(配向:C=1,非配向: C=0.2,平面等方:C=3/8) ,φfは強化繊維体積含有率, lmは平均繊維長さ。 繊維長さがlm=lc σc=η・C・0.5・φf・+(1-φf) ・σM (3) 図14 引張り試験破面のFE-SEM像 繊維長さlm<lc σc=η・C・σM・ lc=df lm 2・df +(1-φf) ・σM σf-σM σM (3) しかしながら,実験に用いたMWCNTのσfは実測されて おらず,2~5GPa程度と予測されること,及び組織や破 面の高倍率での観察・分析結果からは,必ずしも複合則 (4) だけでは説明はできないことが判る。 4.1.2 組織・破面の分析 ここでlcは臨界繊維長さ,dfは強化繊維直径,σMはマトリッ クス材の降伏強度,ηは繊維効果(0<η<1)。 以上の一般的な不連続繊維の強化則に単純に従うために はCNTの配向性,アスペクト比などが規格化できることが条件 である。 本研究の実験結果をこれらの複合則に当てはめて検証 する。マトリックスのTi-6Al-4V合金の降伏強度σMを, (STA 材 )1100MPa , MWCNT の σ f を 10GPa , 直 径 を 15nmとすると,lc は121.36nmであり,MWCNTの平均 長さlm は1000nm~10000nm程度であるから明らかに(2) 式が適用される。熱間圧延によって仮に配向性が支配的 とするとC=1,φf は0.5wt%で1.58vol%と計算され,ηを 0.9と仮 定する と(2) 式より 複合材 料の降 伏強度 σ c は 1215.1MPaとなり,実測値より低くなる。また,σ f を SWCNTの値に近い40GPa,ηを1,lmを最大の10μmと 仮定するとσcは1697.38MPaとなる。短繊維による複合 則だけで強度向上について説明すると,条件は前者と後 者の中間的なパラメータになる。 - M 10 - 図1 3に 0.5wt%CNT添 加チタン 合金複合 材料の FESEMによる金属組織を示す。CNTが微細な回転楕円体状 の微粒子(TiC)に反応して分散していることが判る。ま た,引張り試験後の破面図14にはTiC粒子の他,微細 なディンプルパターンとCNTが観察される。図14を拡 大してEDAX分析によるマッピング像を図15に示す。 図から比較的サイズの大きなCNTが破面に観察されてい る。断面形状は放電プラズマ焼結や熱間圧延の影響を受 け,多角形状に変形していることが判る。CNT表面の SiCが最終的に熱分解しているか,あるいはチタン合金 マトリックスに固溶しているかは不明確であり,さらに 詳細な分析が必要と考えられる。 図16に引張り試験後の試料のTEM観察結果を示す。 この写真ではTiC粒子及びその界面近傍の観察と電子線 回折による分析を行った。(a)はSiコーティング処理無し 材,(b)はSiコーティング処理材である。(b)では明視野, 暗視野像を示してある。(a)ではマトリックスには加工熱 処理による転位が観察され、TiCの規則格子による電子 SEI C-Kα Ti-Kα V-Kα Si-Kα 200nm Al-Kα 図15 Si コーティング処理 CNT チタン合金複合材料引張り破断後の破面の高倍率 EDAX 分析 線回折パターンが観察される。(b)ではTiCと違った規則 a 格子の回折パターンが観察され,Siの影響が考えられる。 また,界面近傍の炭素の拡散などの分析結果に差が見ら れるが詳細はさらなる分析で明らかにする予定である。 プラスα効果として微粒子分散と時効析出強化が付加さ れると考えられる。 5 結 論 表面処理CNTをチタン合金に添加して強度向上図り次 の結論を得た。 (1) Siコーティング処理を施したCNTを0.5wt%添加する ことにより母材の1.5倍以上の強度向上が得られた。 200nm (2) ハイブリダイザーによるセミ分散処理とパルス通電 焼結後の熱間圧延処理が本プロセスの核になるが, b CNTのSi又はCr処理は不可欠である。 (3) 強度向上のメカニズムは短繊維分散強化複合則で ある程度説明可能であるが,さらに微粒子分散強化と 析出強化が付加され,CNT・マトリクス界面の特徴が 考察された。 謝 辞 本研究においてTEM像観察にご協力いただきました岡 山理科大学工学部 助台榮一教授に感謝いたします。 参考文献 100nm 1) S.Anzawa, H.Takizawa, T.Tanimoto and A.Ogawa, The th 11 図16 CNT添加チタン合金複合材料のTEM像 World Conference on Titanium, Abstracts , 2007,p149. (a) 0.5wt%CNT添加熱間圧延・時効処理 (b)コーティング処理CNT添加熱間圧延・時効処処理 - M 11 - 2) Kainer, Karl U.(ed), Metal Matrix Composites. Wiley, 2006, p16-20. - M 12 -
© Copyright 2026 Paperzz