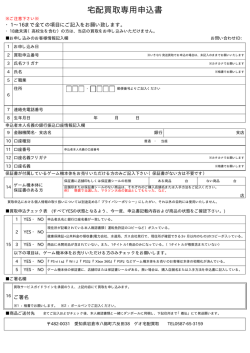
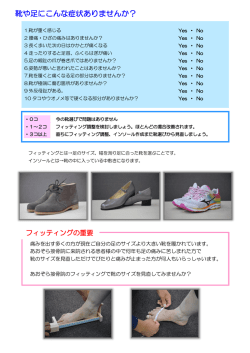
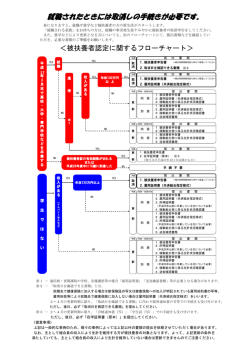
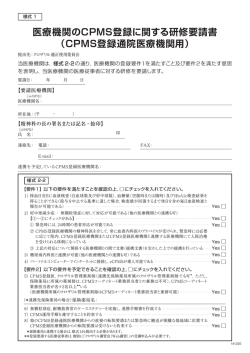
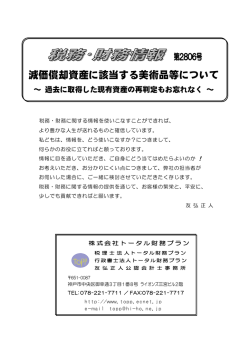
超音波自動探傷装置の開発 千葉県機械金属試験場 東京理科大学基礎工学部 立川 克美 羽田野 甫 ㈱ジャスト研究所 ○名取 孝夫 湘菱電子㈱ 岡本 実 駒井鉄工㈱ 横山 幸夫 1.はじめに 近年の構造物巨大化に伴い,適用される各種非破壊検査のなかでも超音波探傷試験の使 用される比率は高まっている。その一方で,超音波探傷試験は技術者により試験結果に差 違が生じること,記録性に乏しいことが弱点とされている。これをカバーする方法として 超音波探傷の自動化がある。 製造工程での鋼板や鉄道レールの超音波自動探傷は約35年前から適用され,溶接部の 自動探傷も製造工程では約30年前から適用されている。これに対し現場や加工工場での 溶接部への超音波自動探傷の適用は27年ほど前から試みられたが,実際に普及始めたの は20年ほど前からである。これまでの溶接部の超音波自動探傷の位置付けは低く,超音 波自動探傷でエコーが検出された部分を手探傷で再度探傷し,手探傷の結果で溶接部の評 価 を 行 う と い う も の で あ っ た 。本 来 ,手 探 傷 の 弱 点 を カ バ ー す る は ず の 超 音 波 自 動 探 傷 は , その信頼性が低く,手探傷の主に対して従としての立場に甘んじていた。 ここ約10年の電子技術の急速な進歩と普及,特にパソコンとその周辺技術の進歩と廉 価 化 は ,溶 接 部 の 超 音 波 自 動 探 傷 に そ れ 以 前 の も の と は 比 べ よ う も な い 進 歩 を も た ら し た 。 そ う し た 新 し い 超 音 波 自 動 探 傷 は , 従 か ら 主 の 立 場 に 転 じ よ う と し て い る 。 JIS Z 3070 -1 998 「 鋼 溶 接 部 の 超 音 波 自 動 探 傷 方 法 」 は , こ う し た 状 況 を 反 映 し て 超 音 波 自 動 探 傷 が 各 分野で取り入れやすい状況を作り出すために制定されたものである。本報告は,筆者ら産 学官5者により研究開発した新しい超音波自動探傷装置についての説明と紹介を行う。 2.超音波自動探傷装置の必要性 従来より手動探傷による超音波探傷試験の短所に,①記録性に乏しいこと,②技術者に よる試験結果の差違があることが言われる。 超音波探傷試験に①の記録性を持たせるには,自動探傷で収録されたデータから平面及 び断面画像を表示及び探傷条件のデータ記録で,放射線透過試験のフイルムと同等な記録 性を持つことができる。また,超音波自動探傷では探触子の自動走査,カップリングチェ ック機能,自動判定機能などにより②の探傷技術者の技量差の排除ができ,信頼性向上を 図ることができる。 3.建築鉄骨溶接部で求められる超音波自動探傷装置 本装置は,突合せ継手,T継手,角継手を対象として開発し,また開先形状は,JUを 除くほとんど全てを対象としている。従って本装置は,全ての分野の溶接継手に使用可能 - 1 - であるが,装置を構成する超音波探傷器の部分をデジタル探傷器とすること及び小型軽量 とすることから,探傷器を1チャンネルとしているため,片面片側探傷のケースが多い建 築鉄骨溶接部を特に意識して開発している。また建築鉄骨溶接部の探傷環境は,次の特徴 があり他の分野に比較して,より多くの解決すべき課題がある。これらの課題が解決でき ればすべての分野で使い勝手のよい超音波自動探傷装置が得られるとの判断から建築鉄骨 溶接部の特徴を考慮した開発を行うとした。 【建築鉄骨溶接部の特徴=探傷の自動化で解決すべき課題】 ①鉄骨溶接部は比較的短い溶接線である。 ②探傷は高所作業もあり,探傷姿勢も異なる。 ③構造はH形鋼,角形鋼管,箱形断面,遠心力鋳鋼管など多品種である。 ④裏当て金付きT継手溶接部が多い。 ⑤初層の裏当て金付近からたれ込みの妨害エコーが発生する。 特に⑤の課題は,建築鉄骨溶接部の探傷現場で常に付きまとうトラブルである。建築鉄 骨の裏当て金付き溶接部の初層に発生する溶込不良とこれに類似の妨害エコー(通称,た れ込みエコーと言う)は,表示器上では類似のエコーで,この判別は技術的に困難な問題 を含んでいる。 筆 者 ら は , 202指 針 と 呼 ば れ て 斜角 判別 法の探 触子 によ り判 別スタ ート 継手ルート部からのエコー判別 に 関 す る 指 針 」 1)の 改 正 作 業 を (社)日本非破壊検査協会超音 Bエコー対象 いた「裏当て金付完全溶込みT 波分科会の溶接部の超音波探傷 判別のフローチャートを作成し た。このフローチャートは超音 波探傷の日本建築学会規準 2) に YES 欠陥エコ ー 超 すか NO d≦ to+1.0 *1 Aエコー対象 研究委員会で行い,図1に示す 最 大エコー 高さ がH線 +6dBを YES 定 め た領 域 以上 か YES 欠陥エコ ー *2 NO NO 先 端エ コ ーが 検出 され る か *3 YES ビーム 路 程が0.5S NO YES 欠陥エ コー 以内か NO も盛込まれているものである。 た れ込 みエ コー 鉄骨工場の社内検査では疑わ *1 しきエコーが検出されると,た とえそれが探傷技術者の経験的 A:先端エコー B:最大エコー な見地からたれ込みと判別して B いても受け入れ検査時のトラブ t o: 実 測 板 厚 Aのエコー高さを 50%に調整した とき,エコーの切 込みが5%以上あ ること *2 エコー高さの領域 9≦ t ≦40 Ⅲ 以 上 40< t ≦100 Ⅳ 以 上 エコーの 切込み に手直しをしておくのが社内検 *3 査では通例となっている。自動 探傷装置により取得したデータを (+1.0㎜ は判別のための範囲) A ルを避けるため,念のため事前 d:最大エコーのビーム路程から 計算した深さ 図1 先端エコーは1/2L線を超える ものを評価の対象とする 指針による斜角判別法のフローチャート NDI指針に基づき定量的に欠陥 エコーと妨害エコーとを自動判別することで,鉄骨製作現場でのトラブルを解消し,生産 効率と超音波探傷試験の信頼性を高めることができる。 - 2 - 4.超音波自動探傷装置の方式 現在,超音波自動探傷装置は,旧来からの方式をとるものと,最新の電子技術を駆使し た新しい方式のものが混在している。表1にその方式の相違を示す。 表1 機能項目 旧来方式と新方式の相違 旧来からの方式のもの 新しい方式のもの ゲート方式 アナログ方式のゲート機能 AD変換器を使用したゲートレス 収録データ ゲート出力(hとW) Aスコープ(全波形) ダイナミックレンジ リニアアンプ使 用 , -26dB ログアンプ使 用 , -60dB 画像表示 ゲート出力による画像 Aスコープによる画像 カップリングチェック CCデ ー タ を 収 録 し な い CCデ ー タ を 収 録 , 保 存 す る CC結 果 の 表 示 CC結 果 を 表 示 し な い CC結 果 を 画 像 表 示 す る 収録条件 限られた探傷条件の保存 すべての探傷条件を保存閲覧可能 こうした新旧両方式が混在する状況には,以下の問題点が存在する。 ①使用者が機種を選択する際に,どちらの方式に属するものか分かり難くい。 ②1ゲート1エコー方式の機器では,妨害エコーが存在する溶接部に使用できない。 ③ A ス コ ー プ を 保 存 し な い 方 式 は , レ 形 裏 当 て 金 付 溶 接 部 に 使 用 し た 場 合 , JSNDI指 針 によるルート部の妨害エコーの判別ができない。 ④カップリングデータを収録しない方式は,探傷結果の正当性が確認できない。 5.開発した自動超音波探傷装置の構成 今回開発した超音波自動探傷装置は,機動性を重視することから本体とスキャナの2点 構成とした。図1に構成ブロック図を,写真1に装置外観を示す。スキャナは,探触子と 探触子を保持するホルダーを有し,これを走査させるY軸走査機構を備える。また,この スキャナ全体を溶接線方向に走査させる機構とケーブルを接続するコネクタを有する。 スキャナと本体は,探触子ケーブルと制御ケーブルで接続される。特に制御ケーブルは, 専 用 に 製 作 し た も の で 1 m 当 た り 170gの 軽 量 で 柔 軟 な 線 材 を 使 用 し て い る 。 本 体 は , 市 販 のデジタル探傷器と走査制御部とからなり,この二つを改造することなく背面で一体化し ている。 探 触 子 ケーブル 一体化 スキャナ モータ 制御部 専 用 探 触 子 inホルダ デジタル探 傷 器 自 動 化 ソフト DC電 源 供 給 モータ&エンコーダ&リミット信 号 RS232C エンコーダ&パラレル信 号 図1 構成ブロック図 - 3 - 6.システムの特徴 システムの開発には,先進的な 技術を有する関係者の支援を求め, ㈱ジャスト研究所,湘菱電子㈱, 駒井鉄工㈱,東京理科大学基礎工 学部羽田野研究室及び千葉県機械 金属試験場の産学官5者による共 同研究体制で実施し,その成果を 元に商品化開発を行った。本シス テ ム は , 現 在 市 場 に あ る 大 型 AUT装 置と同等の必要十分な機能を有し て お り ,こ れ ら の 特 徴 を 次 に 示 す 。 1)超 音 波 探 傷 器 及 び 制 御 部 写真1 装置外観 本システムでは低価格の商品化を実現するため,市販のデジタル型探傷器をログアンプ 化した。スキャナーのコントローラは最新のモータ制御素子を使用し,新たに設計開発を することにより,コンパクトな制御部とした。さらにデジタル探傷器とコントローラとを 背 面 で 接 合 し , 一 体 構 造 と し た た め 重 量 は 約 5.5Kgと な っ た 。 2)ス キ ャ ナ の 新 規 設 計 試 作 ス キ ャ ナ の 小 型 軽 量 化 , 容 易 な ス キ ャ ナ の セ ッ ト , 溶 接 線 直 角 方 向 の ス キ ャ ン 範 囲 を 25 0mm確 保 す る こ と , さ ら に 溶 接 線 方 向 の 走 査 の デ ッ ド ゾ ー ン の 極 小 化 を 図 る た め , 構 造 を 基本から見直した。これによりレールレスとするマグネットローラーを採用し,探触子の 安 定 走 行 を 確 保 す る た め , 特 殊 な 探 触 子 保 持 構 造 に よ る ギ ャ ッ プ 法 を 採 用 し た 結 果 , 800 g の 超 軽 量 ス キ ャ ナ ー を 開 発 し た 。 な お , 本 構 造 は コ ラ ム 柱 や パ イ プ 構 造 な ど の R 部 (半 径 40mm以 下 )に も 対 応 す る 。 3)探 触 子 走 査 速 度 デ ジ タ ル 探 傷 器 は 画 面 更 新 が 60Hz固 定 で あ る た め , 手 探 傷 で 使 用 す る の で あ れ ば , 内 部 での波形データ書き換えはこれより速ければ問題ない。本システムでは,デジタル探傷器 の CPUや 波 形 処 理 に 関 係 す る ハ ー ド 及 び ソ フ ト の 最 大 処 理 性 能 を 引 き 出 し た 結 果 , 1 秒 間 に 100mmの 探 触 子 走 査 速 度 が 可 能 と な っ た 。 な お , デ ー タ 収 録 ピ ッ チ を 厳 密 に 考 慮 し な い 予 備 探 傷 的 使 用 で は , 180mm/秒 で 走 査 可 能 で あ る 。 4)デ ー タ 記 憶 個 所 数 板 厚 25mm探 傷 長 300mmの 場 合 , 波 形 デ ー タ 量 は 約 7MBと な る 。 搭 載 す る 記 憶 媒 体 の 記 憶 容 量 に よ り 異 な る が 現 時 点 で 入 手 可 能 な 最 大 容 量 の 192MBコ ン パ ク ト フ ラ ッ シ ュ デ イ ス ク の 場 合 , 22個 所 の 記 憶 が 可 能 で あ っ た 。 今 後 の 高 性 能 化 の 可 能 性 か ら 近 い 将 来 に 100個 所 程 度の記憶も実現すると思われる。 5)探 傷 条 件 設 定 と 常 時 操 作 機 能 の 簡 略 化 探傷ソフトで表示される画面は,全体で六十数画面で構成されている。図2∼図6に探 傷条件設定画面の一部を紹介するが,すべての探傷条件を任意に設定可能な従来的使用が 可能なほか,類似の継手種類,開先形状を連続して探傷する場合に,設定変更項目を最小 限度に限定して使用可能な簡略化機能を付加した。 - 4 - 6)妨 害 エ コ ー の 判 別 本システムで採用した妨害エコーの除去方法は,レ形裏当て金付き溶接部とその他の継 手形状で異なる手法を用いた。前者を可能としたのは全波形収録方式を採用したことによ る。その結果,NDI指針によるフローチャートに基づいた判別が可能となった。 図2 探触子の設定 図4 図3 開先条件設定 図5 試験材の設定 データ処理画面 7)欠 陥 画 像 の 表 示 本 シ ス テ ム で 採 用 し た デ ジ タ ル 探 傷 器 の デ イ ス プ レ イ の 表 示 画 素 数 は , 横 640縦 480の VG A表 示 と 呼 ば れ る 一 般 的 DOS/V機 の 表 示 密 度 で あ る 。 こ の 表 示 密 度 は , こ れ ま で の デ ジ タ ル 探傷器の約4倍に当たり,欠陥画像を広い範囲で精密に表示することが可能となった。探 傷画像は探傷結果の項で紹介する。 8)カ ッ プ リ ン グ チ ェ ッ ク 機 能 本 シ ス テ ム で 採 用 し た 全 波 形 収 録 と ロ グ ア ン プ に よ り JIS Z 3070「 鋼 溶 接 部 の 超 音 波 自 動 探 傷 方 法 」で 規 定 さ れ る 林 状 エ コ ー の 監 視 に よ る カ ッ プ リ ン グ チ ェ ッ ク が 可 能 と な っ た 。 9)探 傷 記 録 表 の 自 動 作 成 本探傷システムでの適用範囲を日本建築学会規準に基づく自動的評価・合否判定までと し,図7に示す探傷記録表を表示することができる。報告書の自動作成については別置き のパソコンにデータを転送・保存する。別置きのパソコンでは,手探傷での報告書作成に - 5 - も使用可能とし,建築学会規準に基づいて自動的に合否判定と検査報告書作成ができる。 なお,パソコン上では欠陥画像に対応するAスコープ波形の表示により探傷作業を再現を することもできる。 図7 探傷記録表 7.探傷結果 7.1 自 動 探 傷 装 置 に よ る 探 傷 結 果 裏 当 て 金 付 き T 継 手 溶 接 部 , 板 厚 14㎜ , 19 ㎜ 及 び 28㎜ の 試 験 体 に 溶 込 不 良 と た れ 込 み を 含む試験体を作製した。これらの継手に対し て自動探傷装置の有効性を実験したところ, 3者とも同様の結果が得られた。今回は紙面 の 都 合 上 板 厚 14㎜ に つ い て 報 告 す る 。 開発システムにより得られた探傷結果の基 本 画 像 の う ち , 試 験 体 左 端 55㎜ か ら 185㎜ ま で 図8 BCスコープ基本画像 を図8に示す。探傷長が長い場合はスクロールにて順次表示する。図9は検出されたエコ ーを各々一つの欠陥としてグループ別に表示し,それぞれ欠陥番号を付記する。 建築学会規準では溶込不良とたれ込みの判別について,NDI指針のフローチャートを 採用している一方で,幾何学的手法(板厚内かつ溶接部内から検出されたエコーを欠陥と する方法で「板厚法」とも呼ばれている)も用いられており,何れの手法を採用するかは 関係者間で協議し,工事に先立って作成される超音波検査要領書に明記することが望まし い と さ れ て い る 。 本 シ ス テ ム に よ る 両 手 法 の 妨 害 エ コ ー 除 去 の フ ロ ー を 図 10 に 示 す 。 板 厚 14㎜ 試 験 体 の 探 傷 デ ー タ を 幾 何 学 的 手 法 に よ り 判 別 し た 結 果 の 画 像 表 示 を 図 11 に 示 す 。 こ れ に 対 し て , 図 12 は 同 探 傷 デ ー タ を N D I 指 針 に よ り 判 別 し た も の で あ る 。 こ の 結 果,幾何学的手法では開先面の融合不良は検出されたものの,柱フランジ側の溶込不良は ごく一部が検出されたにすぎない。 - 6 - 通 常 探傷 基 本画 像 作成 グ ルー プ 処理 精細Aスコープ探傷 妨害 エ コー 除 去 (A ) 妨 害エ コ ー除 去 (B ) 図9 グループ別表示 ( A ) 幾 何 学 的 手法 に よ る 妨 害 エ コー の 除 去 ( B ) N D I 指 針に よ る 妨 害 エ コ ーの 除 去 図10 図11 幾何学的手法により判別した結果 図12 妨害エコー除去のフロー NDI指針により判別した結果 N D I 指 針 法 に よ る 結 果 は , X = 120㎜ か ら 試 験 体 右 端 ま で 連 続 的 に 溶 込 不 良 が 検 出 さ れ た 。 ま た , X = 68㎜ か ら 84㎜ の 位 置 に も 溶 込 不 良 が 検 出 さ れ た 。 両 手 法 の 判 別 に 差 異 が 生じた原因として次の項目が考えられる。 (1)幾 何 学 的 手 法 は , エ コ ー の ビ ー ム 路 程 か ら 計 算 さ れ た 反 射 源 位 置 が 実 測 板 厚 よ り も 深 いときは,全て妨害エコーとして判断される。 (2)N D I 指 針 で は , 図 1 に 示 し た フ ロ ー チ ャ ー ト の B エ コ ー 位 置 が , 実 測 板 厚 プ ラ ス 1 ㎜までを判断対象とし,これにエコー高さや先端エコーの情報を加味して最終的な判断を 行うものである。 これらは,NDI指針作成時に数百ヶ所の溶込不良及びたれ込み部の探傷とマクロ試験 結果から,溶込不良の最大エコーを示す反射源位置は,板厚よりも若干深い裏当て金の溶 融境界部付近にあるという結果に基づいている。 7.2 マ ク ロ 試 験 結 果 と の 整 合 性 板 厚 14㎜ 試 験 体 の 断 面 マ ク ロ 試 験 結 果 を 次 に 示 す 。 - 7 - 写 真 2 は 左 端 よ り 60㎜ の 位 置 で , N D I 指 針 法 で は た れ 込 み に よ る 妨 害 エ コ ー と 判 別 さ れ た も の で , マ ク ロ 写 真 結 果 か ら も 板 厚 よ り も 0.7㎜ 程 度 深 い 位 置 に た れ 込 み 部 が 確 認 さ れ た。なお,この部分のエコー高さは領域Ⅱであった。また,幾何学的手法では妨害エコー と判断された。 写 真 3 は X = 80㎜ の 位 置 で 欠 陥 高 さ 1.5㎜ が 確 認 さ れ た , N D I 指 針 法 で は 溶 込 不 良 と 判 別されたが,幾何学的手法では妨害エコーと判別された。 写真2 左 端 よ り 60㎜ の 位 置 の マ ク ロ 結 果 写真3 ( 板 厚 よ り 0.7㎜ 程 度 深 い 位 置 に た れ 込 み が 確 認 ) 左 端 よ り 80㎜ の 位 置 の マ ク ロ 結 果 ( 欠 陥 高 さ 1.5㎜ が 確 認 ) 写 真 4 は X = 130㎜ の 位 置 で 溶 込 不 良 の 高 さ 2 ㎜ と 開 先 面 に 近 い 位 置 で の 融 合 不 良 が 確 認 された。NDI指針法では溶込不良,融合不良を直射及び一回反射で検出した。一方,幾 何学的手法では融合不良のみを直射及び一回反射で検出しただけである。なお,直射法に よる融合不良の検出は探触子の接近限界によりごく一部しか検出されていない。 写 真 5 は X = 170㎜ の 位 置 で , 溶 込 不 良 の 欠 陥 高 さ は 5.5㎜ が 確 認 さ れ た 。 欠 陥 高 さ が 3 ㎜ を超えると,指針フローチャートに示したAエコーの先端エコー(端部エコーの一種)が 検出され,溶込不良と判別された。幾何学的手法では,反射源位置が板厚を超えたためこ の連続した溶込不良は妨害エコーと判別され,ごく一部の融合不良のみが検出された。 写真4 左 端 よ り 130㎜ の 位 置 の マ ク ロ 結 果 写真5 ( 欠 陥 高 さ 2㎜ と 開 先 面 近 く の 融 合 不 良 が 確 認 ) - 8 - 左 端 よ り 170㎜ の 位 置 の マ ク ロ 結 果 ( 欠 陥 高 さ 5.5㎜ が 確 認 ) 8.まとめ 産学官5者による鉄骨溶接部の超音波自動探傷システムの開発を行い画像表示機能,デ ー タ 処 理 機 能 及 び 欠 陥 と 妨 害 エ コ ー 判 別 の 実 証 実 験 を 行 っ た と こ ろ ,次 の 結 果 が 得 ら れ た 。 1)建 築 鉄 骨 溶 接 部 に 適 用 可 能 な 小 型 軽 量 で 操 作 性 の 良 い 自 動 探 傷 装 置 を 開 発 し た 。 2)市 販 の デ ジ タ ル 探 傷 器 を ロ グ ア ン プ 化 し , 超 小 型 ス キ ャ ナ ー と の 組 み 合 わ せ で , 従 来 型 自動探傷装置の3分の1程度の価格が可能となった。 3)溶 込 不 良 と た れ 込 み の 判 別 は , N D I 指 針 法 と 幾 何 学 的 手 法 の 両 手 法 を 選 択 す る こ と が できる。NDI手法では欠陥と妨害エコーの判別が的確に行えると共に,欠陥の見落と しを防ぐことができる。 4)探 触 子 の 走 査 速 度 は 100㎜ / 秒 で あ る が , 建 築 学 会 規 準 に よ る 自 動 合 否 判 定 及 び 報 告 書 作成システムにより,作業トータルの時間は大幅に短縮される。 以上の結果から開発した鉄骨溶接部超音波自動探傷システムの有効性が確認された。本 システムの持つ数々の機能は,マニュアルで探傷作業を行っている超音波探傷技術者にと って,日常抱いている技術的な夢を実現できる装置であると確信している。なお,本シス テムは平成13年1月に(株)ジャスト研究所と湘菱電子(株)とから市販された。 参考文献 1)溶 接 部 の 超 音 波 探 傷 研 究 委 員 会 : 裏 当 て 金 付 完 全 溶 T 継 ル ー ト 部 か ら の エ コ ー 判 別 に 関 す る 指 針 ( 1995改 正 版 ), 非 破 壊 検 査 , 44(12), p946− 950 ,( 1995) 2)日 本 建 築 学 会 編 :「 鋼 構 造 建 築 溶 接 部 の 超 音 波 探 傷 検 査 規 準 ・ 同 解 説 」 1996 - 9 -
© Copyright 2026 Paperzz