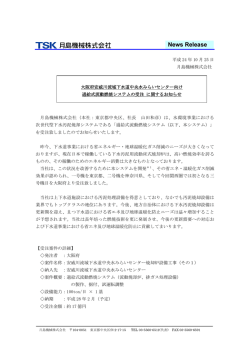
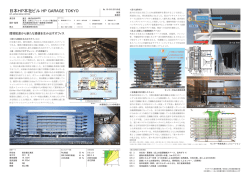
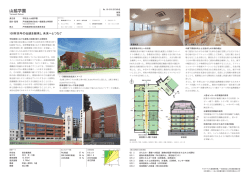
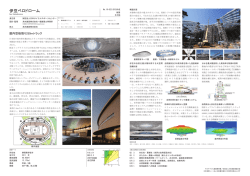
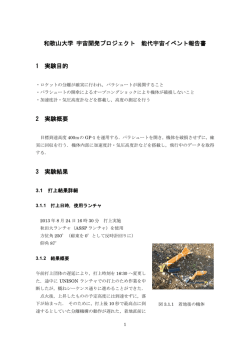
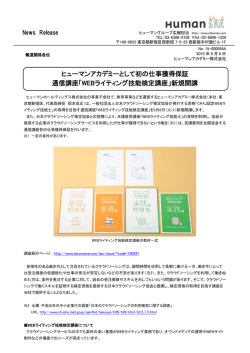
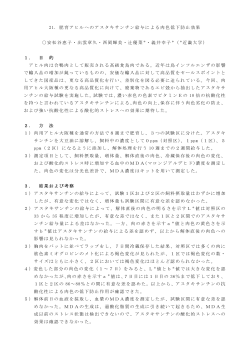
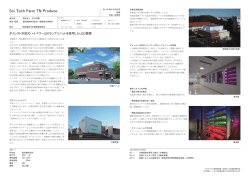
の ペ ー ジ 汚泥熱分解燃料化システム 技術マニュアルの概要 ㈶下水道新技術推進機構 資源循環研究部長 石 田 1 はじめに 貴 また、資料編では実証試験の詳細データを示す とともに、設計例や積算資料などの補足資料を添 付した。 近年の地球温暖化問題を受け、下水処理場や電 なお、本研究は㈱東芝 社会システム社と㈶下 気事業者、大口エネルギー消費者においては温室 水道新技術推進機構の2者で実施したものであ 効果ガス削減対策が急務となってきている。この る。 両者のニーズを繋ぐ事業として、従来の焼却処分 に代え下水汚泥をエネルギーとして利用する燃料 3 技術の概要 化技術の重要性が高まってきている。 本研究では、より高いエネルギー効率と低環境 負荷で固形燃料を製造する汚泥熱分解燃料化シス 3.1 技術の概要 テムの導入検討に関する技術的事項についてマ 本システムは、熱分解炉および燃焼炉の2つの ニュアルとしてまとめることを目的とし、実証実 要素技術を含み、蒸気間接加熱式の乾燥機と廃熱 験による検証や製造した炭化汚泥の性状および製 ボイラとを組み合わせて熱効率を高めたものであ 造過程における環境負荷等の評価を行った。 る。システムの概略フローを図-1に示す。 2 マニュアルの概要 熱分解炉に投入する脱水汚泥は、蒸気間接加熱 式の乾燥機により処理された含水率約 20%の乾 燥汚泥であり、乾燥機から排出される乾燥排ガス 技術マニュアルは本編と資料編から構成されて は、スクラバで水分と粉塵等を凝縮除去した後、 燃焼炉用の燃焼空気の一部として使用する。乾燥 いる。 本編は、汚泥燃料化システムおよび製造された 汚泥は熱分解炉に投入し、約 400 ~ 600℃の中温 炭化汚泥の特徴について記載した上で、本システ 域の温度帯において低酸素状態で熱分解し、炭化 ムの計画、設計、施工および維持管理を支援する 汚泥を製造する。熱分解時に発生する熱分解ガス ための技術的事項について整理している。 は燃焼炉の燃料とし、熱量が不足する場合は、熱 月刊下水道 Vol. 33 No. 14 77 分解ガスに加えて 図-1 補助燃料を燃焼さ システム概略フロー 乾燥排ガス せ る。燃 焼 炉 で 生 乾燥排ガス スクラバ 成 し た 熱 風 は、熱 燃料 分解炉の加熱に使 用 し た 後、廃 熱 ボ 脱水汚泥 蒸気 ラで発生した蒸気 は乾燥機の熱源と 燃料 ボイラ 乾燥汚泥 熱分解炉 熱分解ガス サイクロン を 行 う。廃 熱 ボ イ 乾燥機 蒸気 廃熱ボイラ 熱風 し て 利 用 す る。蒸 燃焼炉 イラにより熱回収 熱風 熱風 気量が不足する場 合、別 途 ボ イ ラ を 炭化汚泥 排気 排水 用いて不足する蒸 気 を 補 充 す る。熱 回収した後の熱風 は、一 部 を 燃 焼 炉 に戻し循環利用し て熱効率を高める。 図-2 熱分解炉の構造 原料 入口側シール (乾燥汚泥) 熱風 熱風 投入ホッパ 出口側シール 熱分解ガス 出口 余剰の熱風は環境 対策を施して排気 し、ス ク ラ バ の 排 水は下水の処理過 程 に 返 流 す る。構 成機器の特徴を次 に示す。 ⑴ 回転部(本体) 炭化汚泥排出 蒸気間接加熱 式乾燥機 水蒸気の凝縮潜熱を加熱に利用するため、熱媒 部の高温域のシールは、キルンの径方向および軸 の熱容量が大きく、熱風加熱式乾燥機に比べて低 方向の伸びにそれぞれ対応した複合型のシールを 温の熱源が利用できる。 採用している。熱分解炉の構造を図-2に示す。 また、 臭気を伴う乾燥排ガスが熱源と隔離され、 ⑶ 燃焼炉 さらにスクラバで水分と粉塵他を凝縮除去するた 熱分解炉にて発生した熱分解ガスを燃焼炉に導 め、排気量を抑えられるという特徴を持ち、燃焼 入し、950℃の高温条件で炉内に2秒間以上滞留 炉での脱臭に要する熱負荷が小さい。 させることにより、ダイオキシンと同時に亜酸化 ⑵ 熱分解炉 外熱式キルン熱分解炉における回転部と固定部 窒素(以下、N2O と記す)の生成を抑制するこ とを目的とする。 の接続箇所のシール性を高め、炉内の無酸素状態 を確保して、 炉内の異常燃焼を防止するとともに、 外気流入による熱効率低下抑制を実現する。出口 78 月刊下水道 Vol. 33 No. 14 下水道機構のページ 図-3 技術の特徴 50 N2O 濃度(ppm) 4 4.1 温室効果ガス削減効果 中温域で汚泥を熱分解し、熱分解ガ スを、燃焼温度を変えながら燃焼さ 30 20 10 燃焼温度を 950℃とすれば N2O 濃度 0 を 20ppm 程度以下にできると期待され 実測値 40 せた予備試験の結果を図-3に示す。 850 900 950 1,000 熱分解ガス燃焼炉内温度(℃) る。 4.2 エネルギー削減効果 本システムと高温焼却方式 50 t/ 日(1系列)における分流式消化脱水 図-4 利用することにより、重油を不要とす ることが可能となる。本システムでは 炭化汚泥が燃料として製造されるた 本システムと高温焼却方式の比較 2,000 消費エネルギー削減量 966 MJ /t 1,500 エネルギー使用量 分流式消化汚泥の場合、消化ガスを 1,050 (MJ /t- 脱水汚泥) 汚泥1t当たりのエネルギー収支の試 算結果を図-4に示す。 燃焼炉内温度と N2O 濃度の関係 1,000 500 消費エネルギー 0 −500 −1,000 め、それを差分したエネルギー収支は −1,500 − 606 MJ /t - 脱水汚泥となり、高 −2,000 温焼却処理の 360 MJ /t - 脱水汚泥 に対し 966 MJ /tの削減効果がある 消費エネルギー 421 0 360 0 −606 −1,027 電力 A 重油 炭化汚泥有効利用量 合計 有効利用 エネルギー 汚泥熱分解 汚泥熱分解 燃料化システム 燃料化システム (合計) 高温焼却処理 と算出された。 図-5 4.3 温室効果ガス排出量削減効果 本システムおよび高温焼却方式 50 (㎏ -CO2 /t- 脱水汚泥) 300 t/日(1系列)における脱水汚泥1 結果を図-5に示す。なお、本システ ムにおいて生成される炭化汚泥につい ては、同等の発熱量を得るために必要 な石炭(一般炭:0.0247㎏ - C/ MJ) に換算し、その石炭分の CO2 発生量 を削減可能と考えた。この結果、高温 焼却処理では 256㎏ - CO2 /t発生す るのに対し、275㎏ - CO2 /tの削減 効果があると算出された。 月刊下水道 Vol. 33 No. 14 温室効果ガス排出量 t当たりの温室効果ガス排出量の試算 本システムと高温焼却方式の比較 250 200 温室効果ガス排出削減量 275 ㎏ - CO2 /t 56 150 200 100 50 0 −50 65 −93 9 −19 −100 −150 汚泥熱分解 汚泥熱分解 燃料化システム 燃料化システム (合計) 電力 A重油 熱風中の N2O 石炭代替分による削減分 合計 高温焼却処理 79 表-1 試験項目 炭化汚泥 熱分析(TG-DTA) 開始温度 DTA(℃) 250.1 100℃での減量率 TG(%) 4.8 自然発火性試験(SIT) 発熱開始設定温度(℃) 130 誘導時間(min) 263 自己発熱性試験(ワイヤー バスケット) 120 発熱開始設定温度(℃) ASTM 式発火点試験 最低発火点温度(℃) 681 粉塵爆発試験 爆発下限界濃度(㎎/ℓ) 発火なし 改質乾燥 造粒乾燥 低温炭化 高温炭化 309.8 10.5 121.0 2.4 123.0 2.5 283.1 4.4 140 153 80 1,244 130 378.4 250 593.8 140 130 140 250 458 ─ ─ ─ 790 ─ ─ ─ 表-2 ダスト(g / m3N) Sox(ppm) Nox(ppm) HCl(ppm) N2O(ppm) 安全性の評価 備考 加熱時の挙動を評価 消防法危険物(第5類) SIT 型試験機 国連勧告/ 試験マニュアル準拠 発火危険性の評価 JIS K1474 4.8 JIS Z8818 準拠 排ガス中の大気汚染物質濃度 '08 冬 0.044 ~ 0.084 24 ~ 120 530 ~ 680 1.6 ~ 9.7 0.6 ~ 15 '09 春 0.071 100 580 5.9 0.7 '09 夏 0.086 140 630 9.5 0.6 図-6 4.4 炭化汚泥の安全性 安全性の評価として、熱分析・発火性試 24 時間後 果を表-1に示す。燃料製品の安全性は、 12 時間後 既存技術である高温・低温炭化や改質乾燥 技術と同程度の結果となった。 乾燥汚泥と炭化汚泥の臭気濃度分析結果 40(アルコール臭) 72 時間後 験・発熱性試験・粉塵爆発試験を行った結 160,000 (発酵臭、酸味臭) 0(無臭) 40,000(糞尿臭、堆肥臭) 16(特定できず) 0(無臭) 1 時間後 0 50,000 4.5 運転性調査 ⑴ 燃焼排ガスの環境性評価 大気汚染防止法規制値 0.04 K値 250 ~ 700 80 ~ 700 ─ 炭化汚泥 100,000(糞尿臭、堆肥臭) 79,000(し尿臭、堆肥臭) 100,000 150,000 臭気濃度 乾燥汚泥 ( 200,000 )内は臭質 表 - 2 に 熱 風 中 の 煤 塵、SOx、NOx、 N2O の調査結果を示す。煤塵、SOx、NOx につ よるものと想定される臭気濃度の上昇が観測され いては生成特性を把握するために除塵・汚染物質 たものの、炭化汚泥の臭気は乾燥汚泥に対し非常 除去前の測定結果を記載した。この結果より、選 に小さいといえる。 択還元などの脱硝およびバグフィルタによる除塵 が必要である。また、 対象汚泥の性状によっては、 洗煙設備など脱硫設備の設置検討が必要である。 ⑶ 付着物調査 熱風中の灰や、熱分解ガス中のタール等は、機 器や配管に付着し成長すると、時間経過とともに ⑵ 炭化汚泥臭気調査 乾燥汚泥と炭化汚泥の臭気についての比較結果 を図-6に示す。72 時間経過後において発酵に 80 配管閉塞等の問題を生じる。 ここでは、付着対策のうちヒータ加熱と機械的 掻き取りの効果検証を示す。 月刊下水道 Vol. 33 No. 14 下水道機構のページ 1)ヒータ加熱によるタール付着対策 図- 7 実証実験終了後、各部の開放点検を 加熱方法の違いによるタール付着状況 リボンヒータ リボンヒータ 行い、煤塵等の堆積や付着状況を確認 電気ヒータ した結果、熱分解炉と燃焼炉間の配管 エアー にタールの凝縮が認められた。タール 付着状況を図-7に示す。特に、保温 配管径: φ50㎜ 施工のみ(リボンヒータなし)だった フランジ部は、凝縮量が多く、実証試 験設備の場合、17 時間の運転で閉塞気 燃焼炉 熱分解炉 味となった。一方、リボンヒータを設 置して、全面を 500℃で加温したケース ではタールの付着は認められなかった。 2)機械的掻き取り 全面を 500℃で加温したケースでは、 タール凝縮は認められなかったが、配 管中に粉塵が堆積していた。これは熱 分解ガスとともに運ばれた炭化汚泥の 【300℃に加熱した場合】 リボンヒータなし 17時間運転後 【500℃に加熱した場合】 リボンヒータあり 40時間運転後 一部が堆積したものと考えられる。加 温方法や温度の調節によりタール凝縮は防止でき 高温燃焼させて熱回収した際の排ガスを再循 ると考えられるが、粉塵の堆積が認められたこと 環する等、システム全体の所要エネルギーを から、機械的掻き取り等との組み合わせが有効と 思われる。 熱分解ガスを燃焼させた際の燃焼温度を 950℃程度にすることで温室効果ガスである まとめ 5 低減させることが可能である。 ③ N2O の発生を抑制できる。 汚泥熱分解燃料化システム技術について実証実 本研究では、これらの研究結果をもとに、概要、 験等による研究を行った結果、本技術は次の特徴 特徴を整理するとともに、適用範囲・施設の計 を有しているといえる。 画・設計・施工および維持管理等に関する技術 ① 的事項について『汚泥熱分解燃料化システム技術 マニュアル』にとりまとめている。今後、各自治 固形燃料製品からの尿臭および汚泥臭を無く 体等において本技術の導入検討を行う際に、本マ すことができる。 ニュアルがその一助となることを願う次第であ ② 約 400 ~ 600℃の温度条件で燃料化を行う ことにより、汚泥中の揮発分が低減するため、 乾燥処理方式として高圧水蒸気を熱源とし る。 た間接加熱式乾燥機の導入や、熱分解ガスを 月刊下水道 Vol. 33 No. 14 81
© Copyright 2026 Paperzz