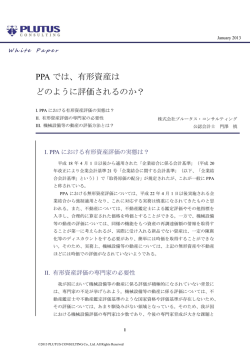
® アモデル アモデル® PPA 成形加工ガイド SPECIALTY POLYMERS 目次 はじめに . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 アモデル ポリフタルアミド(PPA)樹脂 . . . . . . . . . . . 1 表記方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 樹脂の乾燥 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 乾燥装置. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 乾燥時間と温度. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 樹脂の乾燥状態保持. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 水分含量の不適切なコントロールがもたらす結果. . . . 4 成形加工装置 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 射出成形機についての注意事項. . . . . . . . . . . . . . . . . . . . 5 金型温度のコントロール. . . . . . . . . . . . . . . . . . . . . . . . . . 5 成形条件 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 スタート時の設定. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 シリンダー温度. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 成形サイクル設定. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 射出または充填. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 充填および保持. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 冷却. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 金型温度とコントロール. . . . . . . . . . . . . . . . . . . . . . . . . . 8 インサート成形. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 離型 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 再生材 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 粉砕再生に適した材料 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 再生材の量 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 成形プロセスの影響. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 再生材の使用方法. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 再生材の連続添加 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 再生材のカスケード法による使用. . . . . . . . . . . . . . . 部品の仕様と適格性確認. . . . . . . . . . . . . . . . . . . . . . . . . . 再生材使用の最適化. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 汚れの除去. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . サイズによる分類 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 乾燥. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . バージン樹脂との完全な混合 . . . . . . . . . . . . . . . . . . . 一定量を使用. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 11 12 12 12 12 12 13 13 13 13 13 13 パージ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 定常の環境におけるパージ. . . . . . . . . . . . . . . . . . . . . . . . 14 サイクル中断時のパージ手順 . . . . . . . . . . . . . . . . . . . 14 定常のシャットダウン手順. . . . . . . . . . . . . . . . . . . . . . 14 切換え手順. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 非定常時のパージ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 成形機の停電. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 シリンダー/ノズルのヒーターバンド故障. . . . . . 15 ヒーターバンドの熱電対コントロール不良. . . . . . 15 ノズルの詰まり. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 成形機の動作不良 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 金型設計 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 金型鋼材と表面処理. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 金型のタイプ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 二枚構成金型. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 三枚構成金型. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 ホットランナーシステム. . . . . . . . . . . . . . . . . . . . . . . . . . 17 バランスの良いキャビティ配置 . . . . . . . . . . . . . . . . . . . 17 熱管理 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 ランナー . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 ゲート . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 ダイレクトゲート. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 サイドゲート. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 ダイアフラムゲート. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 トンネル(サブマリン)ゲート . . . . . . . . . . . . . . . . . . . 19 ホットランナー金型. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 ゲートの寸法. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 ゲート位置 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 ベント . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 成形寸法公差 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 部品の突き出し. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 抜き勾配. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 金型の研磨 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 突き出しピン. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 ストリッパープレート . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 固定側突き出し板. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 折り畳み式コア. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 金型のメンテナンス. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 トラブルシューティング. . . . . . . . . . . . . . . . . . . . 23 索引 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 目次 アモデル® PPA 成形加工ガイド i 表 図 表 1:アモデル製品ファミリー. . . . . . . . . . . . . . . . . . . . . . 1 図 1:吸湿した樹脂の乾燥時間. . . . . . . . . . . . . . . . . . . . . . 3 表 2:アモデル樹脂の表記方法. . . . . . . . . . . . . . . . . . . . . . 2 図 2:溶融粘度に対する水分の影響. . . . . . . . . . . . . . . . . . 4 表 3:乾燥時間と温度. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 図 3:射出容量の使用割合とサイクル タイムが. 滞留時間に与える影響 . . . . . . . . . . . . . . . . . . . . . . . . 5 表 4:開始時の成形条件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 表 5:金型メンテナンスの推奨事項. . . . . . . . . . . . . . . . . 21 表 6:アモデル PPA トラブルシューティング. ガイド. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 図 4:25% の再生材添加がアモデル AS-1133 HS . 樹脂の引張強さに与える影響. . . . . . . . . . . . . . . . . 11 図 5:25% の再生材添加がアモデル AF-1145 V0 . 樹脂の引張強さに与える影響. . . . . . . . . . . . . . . . . 11 図 6:25% の再生材添加がアモデル AS-1133 HS . 樹脂のアイゾット衝撃強度に与える影響 . . . . . 11 図 7:再生材使用システム概念図. . . . . . . . . . . . . . . . . . . 13 図 8:トンネルゲート. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 図 9:ベント. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 ii アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com はじめに アモデル ポリフタルアミド (PPA)樹脂 アモデル® ポリフタルアミド(PPA)は半結晶性エン ジニアリングポリマーのファミリーで、従来からの熱 可塑性エンジニアリングプラスチック(ポリカーボ. ネート、ポリアミド、ポリエステル、アセタールな ど)と高価格の特殊ポリマー(液晶ポリマー、ポリ. フェニレンサルフィド、ポリエーテルイミドなど)の 間のコストパフォーマンスのギャップを埋めるものと なります。 アモデル樹脂は広い温度範囲において、強度、剛性、 耐疲労性、耐クリープ性などの優れた機械特性を示し ます。ガラス繊維強化したグレードは高温領域におけ る剛性と強度、耐クリープ特性がさらに優れているの で、構造材としての用途に適しています。ミネラル強 化された樹脂は、寸法安定性と平滑性の面でより優れ た特性を示します。これらのグレードの何種類かにつ いてはメッキやエポキシコーティングを施すことがで きます。耐衝撃性改良グレードでは強靭性が著しく改 善され、この面では超高靭性ナイロンにも匹敵する特 性を示し、さらに強度と剛性では広い温度・湿度範囲 にわたってはるかに優れた特性を示します。 非強化グレードのアモデル樹脂は、一般用途の射出成 形、および高温領域での高い機械特性、表面光沢、潤 滑性、低そり性、強靭性などが要求される押出成形の 用途用に配合されています。アモデル樹脂の一般特性 を表 1 に示します。 はじめに 表 1:アモデル製品ファミリー 製品ファミリー 概要 ガラス繊維強化 高いコストパフォーマンスで強度と 剛性が最大限に生かされ、高温でも 構造的な総合性能を保つ必要のある 用途に使用されます。 ミネラル/ガラス. 繊維強化 ガラス繊維強化した樹脂に近い剛性 と熱特性を示し、より優れた寸法安 定性と低価格という利点がありま す。 難燃 難燃性を高めるために特別に配合さ れたこれらのグレードは、0.8 mm で UL 94 V-0、1.6 mm で UL 94 5V に 適合します。これらのグレードは気 相/IR リフローソルダリングを使用 できます。ガラス繊維強化とミネラ ル/ガラス繊維強化タイプがありま す。 非強化、耐衝撃 特に強靭性に優れたこれらの樹脂の ノッチ付きアイゾッド値は 800 J/m を超え、低温と高温の両方で優れた 耐衝撃性、強度、剛性を兼ね備えて います。 耐衝撃、ガラス. 繊維強化 剛性、強靭性と伸び、耐熱性、およ び良好な寸法安定性を調和させた製 品です。同時に優れた耐薬品性と良 好な摩擦・摩耗特性も備えていま す。 ミネラル強化 ミネラル強化グレードは表面性に優 れ、真空蒸着や塗装、クロムメッキ などのアプリケーションに対応しま す。 アモデル® PPA 成形加工ガイド 1 表記方法 表 2 に概略を示すように、アモデル® PPA のグレードは 重要な組成情報が一見して分かるような表記方法を採 用しています。ただし、超高靭性の ET グレードや高流 動性の HFZ グレードのように、この表記方法にも例外 がいくつかあります。 ひとつの例として、アモデル AFA-6133 V0 BK324 を考 えてみます。この名称は A-600x ベース樹脂にガラス 繊維を重量比で 33% 加えて(6133)難燃性を付加し た製品(AFA)であることを示しています。この樹脂 は 0.8 mm で UL94 の V0 規格を満たし、着色剤 324 に よって黒色に着色されています。 表 2:アモデル樹脂の表記方法 位置 特性 意味/例 第 1 文字 製品ファミリー A = アモデル E = エキストラ 次の文字(複数あり) オプション E = 電気/電子 F = 難燃 P = 塗装/メッキ S = 肉厚部品(>3 mm) T = 耐衝撃 - ハイフン 第 1 数字 ベースポリマー 1 = A-100x ベースポリマー 4 = A-400x ベースポリマー 5 = A-500x ベースポリマー 6 = A-600x ベースポリマー 9 = A-900x ベースポリマー 第 2 数字 充填材/強化材 0 = 無充填 1 = ガラス繊維 2 = ミネラル A 3 = ミネラル A + ガラス繊維 4 = ミネラル B 5 = ミネラル B + ガラス繊維 6 = 炭素/グラファイト繊維 9 = 耐グリコール性 第 3、第 4 数字 充填材/強化材の量 33 = 33%(重量比) 45 = 45%(重量比)など 接尾辞 HN = 熱安定剤添加、潤滑剤無添加 HS = 熱安定剤添加 HSL = 熱安定剤添加 + 潤滑剤添加 L = 潤滑剤添加、熱安定剤無添加 NL = 潤滑剤無添加、熱安定剤無添加 V0 Z = UL 94 V-0(0.8 mm において) カラーコード NT = ナチュラル(無着色) BK = 黒 WH = 白、その他 スペース 次の文字(複数あり) スペース 次の 2 文字 2 アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com 樹脂の乾燥 アモデル樹脂は吸湿性を持っています。湿度のある空 気に曝されると水分を吸収します。吸湿による成形部 品の特性や寸法への影響はほとんどありませんが、成 形プロセスには顕著な影響を及ぼすことがあります。 アモデル樹脂は 1,500 ppm(0.15%)またはそれ以下 の水分レベルまで乾燥されてから防湿パッケージに封 入されて出荷されます。加工の種類によってはこのレ ベルの水分でも十分ですが、一般的にはさらに乾燥さ せて 1,000 ppm(0.10%)以下のレベルに下げるのが 望ましいとされています。単に水分レベルが低いこと だけではなく、成形条件と部品特性が安定するように 成形中の水分レベルが相対的に一定であることが重要 です。 表 3:乾燥時間と温度 乾燥時間(時間) 8 以上 80 6 95 4 110 2 120 図 1:吸湿した樹脂の乾燥時間 1.2 乾燥装置 乾燥時間と温度 乾燥時間と温度は、納品時の樹脂水分、使用するホッ パードライヤーの大きさ、および成形時の樹脂使用量 に依存します。適正な乾燥温度を決定するためには、 ホッパードライヤーの容量(kg)を樹脂消費量(1 時 間あたりの kg)で除算した値を計算します。これによ り乾燥時間(時間)が得られます。次に表 3 を使用し てアモデル樹脂に適用する乾燥温度を決定します。ア モデル樹脂は密封された袋から取り出し、そのまま直 接乾燥機に投入します。 95°C 110°C 1.0 水分(%) 標準的な方法としては、成形機の上に取り付けたホッ パードライヤーで樹脂を乾燥します。乾燥システムは 完全に除湿されて露点 -30°C を維持する能力を持つ必 要があります。必要に応じて乾燥剤が交換されていれ ば、通常は一槽の乾燥剤でかまいません。もちろん、 二槽システムなら一方を再生中に他方で乾燥を行うこ とができるため、信頼性がより高くなります。更に優 れているのは新鮮な乾燥剤を連続的に供給できるロー テーションシステムです。空気循環オーブン中のトレ イに乗せて乾燥させる方法は少数生産に対してのみ有 効です。 乾燥温度(°C) 120°C 0.8 0.6 0.4 露点 <-30°C 0.2 0.0 0 2 4 6 8 10 12 14 16 18 20 乾燥時間(時間) 吸湿したアモデル樹脂を様々な温度で乾燥させるため の所要時間を図 1 に示します。グラフから分るとお り、95°C では効率が悪いため、通常は 110°C または 120°C が選択されます。ただし、120°C を超える温度 での乾燥は、自然色樹脂の変色の原因になることがあ ります。 水分レベルは標準的な重量分析装置で測定することが できます。測定時の試験条件は 170°C で 10 分間とし てください。 アモデル樹脂を開封後 24 時間以上放置した場合には 多量の水分を吸収していますから、120°C で少なくと も 8 時間の乾燥が必要となります。 樹脂の乾燥 アモデル® PPA 成形加工ガイド 3 密閉された袋から樹脂をホッパードライヤーに投入す るときは、袋をひとつずつ開封して時間を置かずに投 入してください。ホッパーに投入可能な状態になるま では袋を密閉状態に保ってください。複数の袋を同時 に開けて空気コンベアシステムが樹脂をホッパーへ随 時運ぶという方法は避けてください。この方法では樹 脂が吸湿し、加工上の問題が生ずる原因になります。 樹脂を 500 kg ボックスから吸引するときは、内袋に 小さな切り欠きを開けてそこから吸引パイプを挿入し ます。挿入したパイプの根元の周りをシールしてくだ さい。樹脂の一部のみを使用する場合は内袋を再び. しっかりとシールしてください。 樹脂搬送には乾燥した空気を使用してください。現場 の空気をそのまま使用すると樹脂に水分が入り込む原 因になります。 水分含量の不適切なコントロールがもたらす結果 過剰な水分を含むアモデル樹脂を成形しようとする と、成形加工と成形部品の特性に影響を与えます。ど の程度の影響が生ずるかは水分レベルや樹脂グレー ド、使用する金型や部品に依存します。 成形中の樹脂に含まれる水分量が溶融粘度を決定しま す。図 2 が示すように、水分含量が多いほどポリマー の分子量が小さくなり、それだけ溶融粘度が低下しま す。 また同時に揮発成分が発生することによってベントへ の負荷が増大します。極端なケースでは成形部品に焼 けが残ったり、機械特性が低下することがあります。 相対的に小さな水分含量変動であっても寸法や外観上 の問題を生ずるのに十分な粘度変化を引き起こしま す。 水分含量が厳格な管理下に置かれなければ、安定した 成形加工の実現は困難です。一定の保圧と保圧時間を 適用して成形しても、水分含量が変動すれば部品密度 が変動します。部品密度の変動は部品の寸法と重量 の変化として現われます。極端なケースではバリや. ショートショットが発生することがあります。 4 アモデル® PPA 成形加工ガイド 図 2:溶融粘度に対する水分の影響 10,000 8,000 粘度(Poise) 樹脂の乾燥状態保持 6,000 4,000 2,000 0 0 500 1,000 1,500 2,000 2,500 水分(ppm) 成形機のモニター等を観察していれば、粘度(水分レ ベル)の変化を知ることができますから、多くの場合 は実際に不良成形部品が発生する前に予知することが できます。次の項目が指標として使用できます。 •• 圧力切り替え位置における射出圧 . この圧力が低下した場合は樹脂粘度が減少したこと を表します。設定された射出速度を維持するには、 低い圧力で済みます。この現象は水分レベルの増加 を意味しています。 •• 最終クッション量. 一定の保圧でクッションが減少したときは樹脂の粘 度も低下しています。その原因として最も可能性が 大きいのは水分含量の増加です。 多くの成形機はこれらのパラメータのひとつまたは両 方をモニターする機能を備えています。ほとんどの成 形機ではパラメータにリミットを設定できますから、 設定値からの乖離が大きくなったときにアラーム信号 を発生させることができます。 www.SolvaySpecialtyPolymers.com 成形加工装置 図 3:射 出容量の使用割合とサイクルタイムが滞留 時間に与える影響(1) 10 推定滞留時間(分) アモデル樹脂は標準的な射出成形機で成形することが できます。アモデル樹脂には吸湿性がありますから、 射出成形機はホッパードライヤーを備えている必要 があります。乾燥装置の具体的な推奨事項について は、3 ページの「乾燥装置」の説明をご覧くださ い。 射出成形機についての注意 事項 射出成形機は、射出部を速度とスクリュー位置でコ ントロールできる機能を備えている必要がありま す。1980 年以降に製造されたほとんどの機械はこの 機能を備えています。旧式の機械であっても、リニア トランスデューサーと電子式コントローラーを追加で きる場合があります。さらに望ましいのは、プレスコ ントロールが以下のプロセス変数をモニターして設定 値を超えたときにアラームを発生する機能を備えてい ることです: •• 射出時間 •• クッション •• 圧力切り替え位置における射出圧 2.5~3.5:1 の圧縮比と 18~22 程度の長さ/直径 (L/D)比を持つスクリューの使用をお奨めします。 逆テーパー付きノズルの使用もお奨めします。 部品投影面積で、平方センチあたり少なくとも 0.6 ト ンの型締め力(55 MPa)を持ち、ショットサイズの. 1.5~3.3 倍の射出容量を持つ射出成形機を選定してく ださい。このサイズの射出成形機は 1 回の射出で射出 容量の 30~70% を使用しますから、滞留時間を最短 にすることができます。図 3 に示す図表では、使用す るサイクル タイムと射出容量の使用割合から滞留時間 を推定することができます。一般的には、推定滞留時 間が 6 分を超えないような設定をお勧めします。滞留 時間が長すぎると樹脂が劣化を起こし、その結果とし てドローリング、バリ、汚染、焼けなどの問題が発生 して成形部品の機械的特性が低下します。 射出成形機は適正なメンテナンスを必要とします。シ リンダーとスクリュー間のクリアランスを定期的にモ ニタリングして、成形機メーカーの仕様を満たしてい ることを確認してください。チェックリングについて も摩耗が進まないように日常のチェックが必要です。 成形加工装置 射出容量の 10% 射出容量の 30% 射出容量の 50% 射出容量の 70% 8 6 4 2 0 0 10 20 30 40 50 60 70 80 サイクルタイム(秒) (1) 6 分以下の滞留時間を推奨します。 金型温度のコントロール 加工するアモデル樹脂のグレードによっては、適正な 金型温度を維持するために水またはオイルヒーターが 必要となります。アモデル A-1000 シリーズのグレー ドは 135°C の金型温度を必要とするため、オイル循環 ユニットが必要です。それ以外のすべてのアモデル樹 脂は水を用いたユニットを使用できます。温度コント ローラーは熱伝導流体温度を +/-2°C の範囲に維持す る能力を持つ必要があります。ポンプは金型中で乱流 を発生させるのに十分な容積を持たなければなりませ ん。 ポンプから金型まで適切なサイズのホースで接続し、 金属製編み組みシースで保護してください。ホースに 断熱を施すとシステムからの熱損失を防止することが できます。システム内のシールと O リングには適切な 耐熱性が必要です。 金型温度コントロールシステムは高/低温度アラーム と高圧アラームを備えている必要があります。成形作 業を行う担当者を保護するために自動高圧遮断機能を 備えた装置の使用を推奨します。 アモデル® PPA 成形加工ガイド 5 成形条件 スタート時の設定 成形サイクル設定 表 4 に示すのはアモデル樹脂の各種グレードを成形す るための射出成形機の設定をまとめたものです。 成形サイクルについて検討するには、成形加工を以下 に示す 3 つの独立したステップとして考えることがで きます。 シリンダー温度 •• 射出または充填 標準的なシリンダー温度設定を表に示します。シリン ダー温度を調節することもできますが、目的とするの は表に示す樹脂温度を達成することです。 実際の温度設定は射出容量とショットサイズとの比率 に依存します。1 回のショットでシリンダー内の樹脂 の大部分が使用される場合は、後部の温度を上げる必 要があります。シリンダーの樹脂のほんの一部しか使 用しない場合は、中間部の温度を下げる必要がありま す。シリンダー内の滞留時間が長くなるとポリマーが 分解して成形部品の特性が許容範囲外に低下します。 溶融物を 350°C を超える温度に保つとポリマーの分 解が起こりますから、このような条件は避けてくださ い。 ノズル温度はノズルの固化やドローリングを起こさな いように調節する必要があります。ノズル温度はコー ルドスラグを起こさないためにできるだけ高くする必 要があると同時に、ドローリングを起こさない程度に 低く設定しなければなりません。 金型温度コントローラーは、表 4 に示す最低温度また はそれ以上の温度を保持できるように設定します。よ り高い温度を使用すると表面の外観が改善され、金型 キャビティへの充填も容易になりますが、サイクルタ イムが長くなることがあります。非常に薄い肉厚を持 つ部品の場合は、最高の結晶化度を達成するために金 型温度を上げる必要があります。 •• 充填と保持または部品の高密度化 •• 冷却とスクリュー後退 射出または充填 金型の充填工程はサイクルの中でも高い射出圧で行わ れる工程であり、充填後はより低い保圧に移行してス テップが終了します。この工程は何通りものプロセス 制御法によってコントロールが可能です。その例をい くつか次に示します。 •• 射出圧を一定にして時間をコントロールする •• キャビティ圧センサを使用して圧力をコントロール する •• スクリュー位置が設定点に到達するまで、射出速度 をコントロールする 成形機プレスが該当する機能を備えているのであれ ば、まず射出率(射出速度と表記されます)をコント ロールし、スクリューが設定位置に達した所で保圧に 切換える方法をお奨めします。この方法の利点はコン トロールされた量の樹脂を指定速度でキャビティに充 填できることにあります。一般的には高い射出率の使 用を推奨します。 この方法を使用するためには、射出圧から保圧に切換 えるための適正なスクリュー位置を決定しなければな りません。部品の約 95% までの充填が終わり、部品 の残りの部分を保圧で充填すれば良いというのが適正 な位置です。また、この方法は金型内の残留ガスを燃 焼せずに排出できるものでなければなりません。保圧 へ移行するための適正なスクリュー位置を決定する効 率的な方法は次のとおりです。 1.保圧をゼロに設定します。 2.スクリューの前進(射出)速度を 5~13 cm/秒に設 定します。 3.成形ショットを数回実施して部品を観察します。こ の目的は部品がほぼ完全に充填されるが完全には満 たされていないというスクリュー位置を見つけ出す ことです。 6 アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com 4.部品が完全に充填されているようであれば、切り替 え位置を後方(ショット容積が小さい方)へ動かし ます。 5.充填が不十分であれば、切り替え位置を前方(ショッ ト容積が大きい方)へ動かします。 表 4:開始時の成形条件 A-1000 AS-1000 シリーズ 項目 A-4000 AS-4000 シリーズ ET-1000 AT-5000 AT-1000 シリーズ A-6000 シリーズ HFFR-4000 シリーズ AT-1100 . シリーズ AT-6100 . シリーズ 乾燥方法(1) 乾燥温度(°C) 120 120 120 110(2) 120 110(2) 110(2) 乾燥時間(時間) 4 4 4 4 4 4 4 320~345 330~345 325~340 320~330 330~340 320~330 320~330 後部 310 315 310 300 310 310 310 中部 315 320 315 310 320 315 315 320 325 320 315 325 320 320 ノズル温度 (°C) 320 325 320 315 325 320 320 金型温度(°C) >135 >80 >80 <90 >80 >135 >80 射出速度 中速~高速 高速 高速 中速 高速 中速 中速 充填時間(秒) 1~3 1~2 1~2 2~4 0.5~2 1~3 1~3 射出圧(bar) 700~1,500 700~1,500 700~1,500 700~1,500 600~1,500 600~1,500 600~1,500 保圧(bar) 350~800 350~800 350~800 350~800 350~800 350~800 350~800 保圧時間(4)(秒/mm) 3 1 1.5 3 1 3 1.5 背圧(bar) <5 <5 <5 <5 <5 <5 <5 スクリュー回転数(m/s) <0.3 <0.3 <0.3 <0.3 <0.3 <0.3 <0.3 成形条件 目標溶融 温度(°C) シリンダー温度(°C) 前部 (3) 露点 -30°C 以下の乾燥空気を使用。 これらのグレードを 110°C 以上で乾燥させるとペレットどうしが融着することがあります。 (3) ドローリングが起こる場合は設定を下げてください。 (4) 秒/mm の値に製品厚み(mm)を乗算して秒単位の保圧時間を計算します。 (1) (2) 成形加工装置 アモデル® PPA 成形加工ガイド 7 他に、キャビティ圧を利用して正しい切り替え位置を 決定することも可能です。部品が充填されるとキャビ ティ圧が増加します。したがって、圧力上昇が明らか になるまで位置を上げて行き、続いてキャビティ圧の 増加がもはや観測されなくなるまで位置を徐々に下げ て行くという方法で、切り替え位置を調節することが できます。この方法の成否はキャビティ内の正しい位 置に圧力トランスデューサーが取り付けられるかどう かにかかっています。すなわち、トランスデューサー はキャビティ内で最後に充填される個所に設置しなけ ればなりません。 こうして決定される切り替え位置を使用すると、部品 はほぼ充填が終わっているが完全には満たされていな いという状態になります。一旦適正切り替え位置が決 定されたら、充填圧または保圧を適用して樹脂を流し 込み、部品の充填を完了させます。速度と位置コント ロールが利用できない場合には、射出圧とタイマーを 調節して部品を高速で充填(通常 1~2 秒)してくだ さい。 充填および保持 金型キャビティへのポリマーの充填はプロセス中の充 填/保持で完了します。継続して圧力を加えることに よって部品の密度を最大限に高めます。このときのパ ラメータは保圧と保圧時間です。 射出工程では、アモデル樹脂の特定のグレードに対応 する射出率が表 4 の値を使用して設定されています。 所定の射出率を達成するのに必要な圧力を観察してお き、この圧力の半分の値を保圧の初期値として設定し ます。最適な成形部品密度を達成するためには、キャ ビティからバリが発生しない範囲でできるだけ保圧を 高くする必要があります。 保圧時間は、部品の肉厚やゲートの寸法、金型温度、 樹脂の結晶化速度など何種類もの因子に依存します。 保圧時間初期値を決定するための設定表に記載された 定数を使用し、部品肉厚の最大値に基づく計算によ り、適切な保圧時間の推定値が得られます。実際には 実験的に保圧時間を決定するのが最良の方法です。す なわち、部品を秤量して保圧時間を長くしてもそれ以 上重量が増えなくなる時間を決定します。成形部品が 完全に高密度化されなかった場合は、そりや不均一な 収縮、ひけ、クラックなどの問題が生じることがあり ます。 8 アモデル® PPA 成形加工ガイド 冷却 冷却過程で部品の剛性と強度が増し、そりや変形を起 こさず突き出しピンで押し出せるようになります。 これと同時にスクリューが回転して次のサイクルで 使用する材料を計量します。スクリューの回転速度は. 100~200 rpm の範囲とし、かつ一様なショットサイ ズを確保するのに必要最低限の背圧をかけます。スク リューの回転速度は設定表に記載されています。 冷却時間が長いと、ポリマーのシリンダー内での滞留 時間が長くなり過ぎて分解を起こすことがあります。 計量遅延(充填/保持からスクリュー後退までの間隔 を長くする)が分解を最小限に抑えるために有効な ことがあります。突き出しで問題が起こるようであれ ば、金型の抜き勾配が適切かどうか、また突き出し表 面にアンダーカットや研磨不足がないかチェックして ください。 金型温度とコントロール 金型表面全体にわたって温度は均一でなければなりま せん。温度を均一にするための一般的な方法は、金型 に一連の流路を作りこんで熱伝導流体を循環させるこ とです。通常、金型温度が 100°C 以下である場合は、 水とエチレングリコールの混合液が熱伝導流体として 使用され、金型温度が 100°C を超える場合はオイルが 使用されます。 金型の内部形状についても考慮が必要であり、例えば コアは熱遮断されることが多いので追加的に温度コン トロールを行う必要があります。これらの状況には何 通りかの方法で対応できます。最も簡単な方法は、. キャビティの細部に冷却流路を追加してコアの長さ方 向に沿って冷却媒体が流れるようにすることです。加 工が細かくてこのような流路を追加できない場合に は、ベリリウム銅製の熱伝導ピンをコア内部において 熱伝導を促進するのもひとつの方法です。金型の過熱 部分の発生は、部品の固着やサイクルタイムの延長の 原因になります。 www.SolvaySpecialtyPolymers.com インサート成形 インサート成形が一般的に行われるようになってきま した。このようなインサートには導体やリードフレー ム、ベアリング、ブッシング、トルクリミッター、あ るいは構造部材などが含まれます。インサート成形を 行うには何項目かの検討が必要になります。 まず、インサートは溶けたプラスチックの温度に耐え なければなりません。ベアリング潤滑剤やメッキは高 温に耐えるものでなければなりません。例えば、錫は アモデル樹脂の処理温度以下で溶融しますから、錫. メッキ部材は一般的にはアモデル樹脂へのインサート 成形に適しません。 インサートは何らかの方法でしっかりと固定し、射出 されたプラスチックによって動かないようにしなけれ ばなりません。これを実現するには分割した成形金型 の両方に位置決めピンを取り付けます。部品内部に完 全に埋め込まれるインサートであれば、固定に使用し た位置決めピンを射出工程の途中で抜き出さなければ なりません。位置決めピンを抜き出すタイミングは、 バラツキを起こさないようにスクリューの位置を基準 としながら実験的に決定する必要があります。また、 インサートは金型を閉じたときに位置がずれないよう に何らかの方法で保持しなければなりません。垂直方 向よりも水平方向へクランプする機械の場合に特にこ れが問題となります。 一般的にはインサート周りのプラスチックの収縮に. よってインサートが所定の位置に安定に保持されます が、インサート表面に凹凸を作りこむことにより機械 的接合を強化するのが望ましいという状況もしばしば 発生します。導体(ピンや端子など)の場合はロー. レット加工がこの役割を果たし、直線的なインサート の場合は表面に刻み加工することにより強固な固着が 得られます。大型金属インサートを使用する成形で は、インサートを予熱しておくのが有効なことがあり ます。インサートを加熱して熱膨張させておくことに より、インサートと樹脂が冷えるときに同じような速 度で収縮するため、部品のクラックを防止する効果が 得られます。 成形加工装置 アモデル® PPA 成形加工ガイド 9 離型 アモデル樹脂への離型スプレーや添加剤の使用はお奨 めできません。離型剤は部品表面の傷、接着剤が効か ない、電気特性の低下、金型へのデポジットの蓄積、 プロセスのバラツキなどの様々な問題を引き起こす可 能性があります。離型剤の使用は本来、新しい金型を 使い始める時以外は不要であるべきです。 部品の突き出しに困難が生じた場合は、金型の設計と 加工条件を再検討してください。十分な面積を持った 十分な数の突き出しピンがあることを確認してくださ い。また、金型の抜き勾配が十分であるか確認してく ださい。金型を検査してアンダーカットの原因となる 損傷がないか確認してください。サイクルの設定項目 に十分な冷却時間が設定されていることを確かめてく ださい。 10 アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com 再生材 一般的には、再生材の原料となるのはほとんどが成形 プロセスで発生したスプルーやランナーです。規格外 れの成形部品を再利用することもありますが、その場 合には成形インサートなどの異物を含んでいたり、オ イルやグリース、その他異物で汚れた部品は使用でき ません。また、分解した成形品や、焼けのついたスプ ルーやランナーも使用できません。 再生材の量 40 250 引張強さ(kpsi) 粉砕再生に適した材料 図 4:25% の再生材添加がアモデル AS-1133 HS 樹脂 の引張強さに与える影響 100 10 樹脂温度 332°C 樹脂温度 343°C 50 滞留時間 10 分 0 0 0 1 2 3 4 再生回数 図 5:25% の再生材添加がアモデル AF-1145 V0 樹脂 の引張強さに与える影響 35 引張強さ(kpsi) 30 200 25 150 20 15 100 10 50 樹脂温度 332°C 5 絶乾状態で試験 滞留時間 3 分 0 0 1 2 3 4 0 再生材を 25% とした再生回数 ノッチ付きアイゾット(ft-lb/in) 図 6:25% の再生材添加がアモデル AS-1133 HS 樹脂 のアイゾット衝撃強度に与える影響 2.0 ノッチ付きアイゾット(J/m) 再生材の使用については研究がなされており、適度な レベルの使用量であれば十分に使用可能な品質の部品 を製造できることが示されています。これらの研究の 結果をまとめて図 4~6 に示します。これらのグラフ から分るように、構造部材用のガラス繊維強化グレー ドと難燃性グレードのアモデル樹脂では、25% の再生 材を使用した場合であっても引張強さと耐衝撃性につ いて本来の値が維持されています。 150 20 引張強さ(MPa) 一般的には 25% の再生材利用は十分に許容可能なレ ベルです。場合によっては更に高いレベルを使用して も使用可能な部品を作ることができます。しかし、実 際上の問題として再生材レベルは 50% を超えないよ うにしてください。極端に高い再生材レベルは成形部 品の品質に問題を引き起こします。 200 絶乾状態で試験 再生材の使用量は成形プロセスで発生した量と同量に するのが理想的です。また、再生材の使用量レベルに 一貫性を持たせることも重要です。 例えばスプルーとランナーの量が成形ショット重量の 20% であるならば、再生材使用量は 20% とするべき です。それよりも高い、例えば 25% を使用しても実 用的な部品を作ることはできますが、プロセスは 25% を維持するのに十分な再生材を作り出すことができま せん。再生材のレベルが変動すれば、当然ながら成形 プロセスと成形部品の品質も変動します。 30 引張強さ(MPa) アモデル樹脂は熱可塑性樹脂であるため、スプルーや ランナーなどを粉砕して未使用(バージン)樹脂と混 合して再利用することにより有用な成形品を作り出す ことができます。このように粉砕された材料を一般に 再生材(リグラインド)と呼びます。適切に処理され る限りにおいて、再生材の利用は経済的であるばかり でなく環境面からも問題はありません。もちろん、再 生材を加工に導入するにあたってはエンドユーザー要 件と仕様を十分に考慮する必要があります。 100 1.5 80 60 1.0 40 0.5 樹脂温度 332°C 樹脂温度 343°C 20 絶乾状態で試験 滞留時間 10 分 0.0 0 1 2 3 4 0 再生回数 再生材 アモデル® PPA 成形加工ガイド 11 成形プロセスの影響 •• 第 1 パスでは、75% のバージンと 25% の再生材が 混合されますから、樹脂の 25% がすでに 1 回は成 形機を通っています。 再生材は一度成形機を通して処理されているため、再 生材の分子量はやや小さくなっていることがありま す。これは成形プロセスの過程での溶融粘度の低下と なって現われます。この影響は常にはっきり分るとは 限りませんが、それを打ち消すために成形条件を調整 する必要があることもあります。このようなケースで は保圧を少し下げるのが適当です。 •• 第 2 パスでは、75% のバージンと第 1 パスを通っ た再生材が 25% 混合されますから、樹脂の 6.25% が成形機を 2 回通ったことになります。 溶融粘度低下の可能性があるため、再生材使用量を一 定に保つ必要があります。再生材レベルが時間ととも に変化すると溶融粘度も変化する可能性があり、成形 品の品質を保つために成形機を何箇所も調整しなけれ ばなりません。 •• 第 4 パスでは、75% のバージンと第 3 パスを通っ た再生材が 25% 混合されますから、樹脂の僅かに 0.39% が成形機を 4 回通ったことになります。 粉砕前または粉砕後の再生材が空気中の湿度を吸収 し、それが十分に乾燥されていないと、コントロール できないほど顕著な溶融粘度低下が起こります。再生 材もバージン樹脂と同様な取扱いと乾燥が必要です。 部品のバリ、ノズルのドローリング、あるいは過剰な ガス発生は、樹脂または再生材が水を含んでいること の徴候です。 再生材の使用方法 再生材の連続添加 成形業者によっては、成形機を規定回数通って処理さ れた再生材は廃棄するべきと考えているようです。こ れはある種の材料については妥当な考え方ですが、ア モデル樹脂を適切な再生材利用計画に従って使用され る限りにおいては廃棄の必要はありません。このプロ セスの解析には二通りのアプローチ、すなわち実験に よる方法と理論的な解析による方法があります。実験 的な観点から見ると、25% レベルの再生材を連続的に 使用しても、部品の特性に顕著な悪影響は現れないこ とが研究によって示されています(図 4~6 参照)。 理論的観点から考えても、前回に発生した再生材の量 は再生材使用率の分だけバージンで希釈されているこ とを考慮しなければなりません。例として、再生材を 25% 使用するケースを考えてみます。 12 アモデル® PPA 成形加工ガイド •• 第 3 パスでは、75% のバージンと第 2 パスを通っ た再生材が 25% 混合されますから、樹脂の 1.56% が成形機を 3 回通ったことになります。 •• 第 5 パスで 5 回目の成形処理を受ける再生材の量は 0.1% 未満です。 このようにバージン樹脂によって常に希釈を受けるこ とで、再生材の連続的な使用が可能になります。 再生材のカスケード法による使用 カスケード法は使用しないでください。この方法は再 生材を全部集めて 100% で使用します。この成形から 得られた再生材を再び 100% で使用して、そこから 発生した再生材を廃棄します。この方法では 3 種類の 部品(バージン樹脂、第 1 世代、第 2 世代)が生成さ れ、それぞれの特性が異なります。さらに材料の粘性 も異なるため、成形条件も 3 種類が必要となります。 このような理由から、この処理方法はお奨めできませ ん。 部品の仕様と適格性確認 部品設計図に「100% バージン樹脂使用」、「再生材 使用不可」などの指定がされていることがあります。 このようなケースでは再生材利用の経済的利点をエン ドユーザーに十分説明されるようにお奨めします。部 品試作の段階で、希望するレベルの再生材を使用した サンプルを成形してみるのが良い方法です。これによ り顧客は実際の製品を代表する部品で試験を行うこと が可能になります。部品の適格性確認が完了するまで 再生材を混入した部品が用意されないとすれば、時間 と費用のかかる試験を再生材使用部品の検証のために 再実行しなければなりません。 www.SolvaySpecialtyPolymers.com 再生材使用の最適化 図 7:再生材使用システム概念図 汚れの除去 定量 ローダー オイルやグリース、汚れの付着した部品が再生材プロ セスに混じることは許されません。また、異物が混入 して再生材を汚すことも許されません。素性の分らな い材料は使用しないでください。好ましくない材料が ほんの僅かであっても大量のバージン樹脂を汚染して しまいます。材料を変更するときは粉砕機を完全にク リーニングしてください。成形機の供給口上部に磁石 を取り付けておけば、粉砕機ブレードの破片などの鉄 類を取り除くことができます。 磁石 粉砕機 スクリーナー サイズによる分類 再生材とバージン樹脂をうまく混合するためには、再 生材粒子のサイズをバージン樹脂のペレットサイズに できる限り近づける必要があります。再生材の破片が 大き過ぎると供給がうまく行われずホッパー内でブ. リッジを形成してしまいます。また、粉砕機から粉塵 が発生するとホッパーの側面に付着して真空ローダー フィルターに高度なメンテナンスが必要になります。 粒子サイズをコントロールする優れた方法のひとつは 振動二重スクリーンユニット(上側が 4 メッシュスク リーン、下側が 40 メッシュスクリーン)を使用する 方法です。4 メッシュを通り抜けられない粒子は粉砕 機へリサイクルされます。40 メッシュスクリーンを通 り抜ける微細粒子は廃棄されます。二つのスクリーン の中間に残る部分が再生材として適した材料です。 乾燥 前述のように、適正な成形を行うためには再生材が乾 燥している必要があります。特別な乾燥を必要とし ない取扱い方法としては、例えば図 7 に示すクロー ズドループシステムで再生材を使用する方法がありま す。このようなシステムでは、スプルーとランナーは 発生と同時に粉砕機に運ばれ、サイズにより分類され ます。続いて、再生材は空気中の湿度を吸収する前に. ホッパードライヤーに戻されます。 再生材 ホッパー ドライヤー スプルー ピッカー 再生材 金型 シリンダー オーバーサイズリサイクル バージン 樹脂 ダスト バージン樹脂との完全な混合 ショット間(および部品間)のバラツキを起こさない ために、再生材とバージン樹脂を効率的に混合する必 要があります。オフラインで混合する場合は、ドラム タンブラーや類似の装置が有効です。図 7 に示すのは ホッパードライヤー上に取り付けた定量ローダーであ り、この装置はバージン樹脂と再生材の重量を計量し ながら供給します。このローダーはそれぞれの材料を 取り出す時間を変更できるコントローラーを備えてお り、これにより再生材の比率を必要に応じて調節しま す。 例えば 75kg のバージン樹脂をホッパーに入れてから 25kg の再生材をその上に入れるという方法では、再 生材レベル 25% を実現することはできません。この 方法では、製品の 75% が 100% バージンで作られ、 残りの 25% は 100% 再生材で作られることになりま す。 一定量を使用 プロセスを安定に維持するためには、常に同じ量の再 生材を使用することが重要です。理想的には発生する 再生材と同量の再生材を使用するべきです。前に説明 したとおり、再生材レベルが経時変化するとプロセス と成形部品の品質も変化します。定量ローダーを利用 すれば再生材とバージン樹脂両方の材料源から材料を 取り出して、再生材の量を希望する比率にコントロー ルしてくれます。 アモデル® PPA 成形加工ガイド 13 パージ パージは射出成形機のシリンダーから樹脂を取り除く 操作です。ある樹脂から別な樹脂に切換えるときに は、新しい樹脂に移る前にシリンダー内に残っている 樹脂をパージします。成形機のスタート時とシャット ダウン時に樹脂が比較的長時間高温に曝される可能性 があることからも、パージを行うことが重要です。標 準的には、成形機のシャットダウン時に熱分解しやす い樹脂をパージしてより安定性の良い樹脂に置換しま す。シリンダーやスクリューに残っている分解した樹 脂を取り除くためにパージを行うこともあります。ア モデル樹脂の定常時および非定常時におけるパージ方 法を説明します。 定常の環境におけるパージ 成形作業の最後、もしくは成形プロセスが 10 分以上 中断される場合は、成形機シリンダーからアモデル樹 脂を取り除くことを推奨します。プロセスが中断され たにも拘わらず樹脂を除去せずにおくと、樹脂が分解 してそれ以後の成形品を汚染する可能性があります。 常に正しい安全処置に従うようにしてください。パー ジ実行時には、成形機のガードとカバーはすべて所定 の位置に装着されている必要があります。担当者は必 ず必要な保護具を着用してください。パージ除去さ れた材料は非常に高温になっているため、作業には適 切な保護具が必要です。また、金型保護のためにスプ. ルー ブッシュに対面させてパージバリアを置くことを 推奨します。このパージバリアは、パージ条件に耐え 得る材料で作られているものにしてください。パージ された材料はそれぞれの地域に適用される安全規制に 従って廃棄してください。 サイクル中断時のパージ手順 サイクルが 10 分間以上にわたって中断されるときは、 次の手順に従ってワンステップパージを行います。 1.ホ ッ パ ー の 供 給 口 部 分 で 樹 脂 の 供 給 を 停 止 し ま す。 定常のシャットダウン手順 一日の成形作業が終了したら、または数時間にわたっ て成形を停止させる場合、その後同じグレードのアモ デル樹脂を使用して作業を開始するのであれば、以下 に説明する「サイクル中断時のパージ手順」を実行し てください。 1.前の項で説明したステップ 1~5 を繰り返します。 2.シリンダーのヒーターを切ります。 切換え手順 成形が完了して別のグレードの材料へ変更するとき は、以下の手順を実行してください。 1.ホ ッ パ ー の 供 給 口 部 分 で 樹 脂 の 供 給 を 停 止 し ま す。 2.シリンダーユニットをスプルー ブッシュから引き離 します。 3.シリンダー内にアモデル樹脂が残らなくなるまでス クリューをパージします。 4.適当な高温パージ材料を供給口へ追加します。市販 されているパージ材料の何種類か*はここで使用す る温度への耐性を持っています。使用するパージ材 料は少なくとも 400°C での使用に耐えるものでなけ ればなりません。具体的な使用法についてはパージ 材料メーカーの指示に従ってください。 5.パージショット中のアモデル樹脂が目視では分らな くなるまで高温パージ材料でパージを行います。 6.ホッパー供給口に HDPE を追加します。 7.混じり気のない HDPE が流れ出すまでシリンダーを パージします。 8.シリンダーのヒーターを切ります。 * 使用に適切な高温パージ材料は、標準的には高粘度高密度ポリエ チレンとアクリル樹脂(PMMA)で構成されています。しかし、 それ以外にも問題なく使用できる材料があります。 2.シリンダーユニットをスプルー ブッシュから引き離 します。 3.シリンダー内にアモデル樹脂が残らなくなるまでス クリューをパージします。 4.供給口に高密度ポリエチレン(HDPE)を追加しま す。 5.混じり気のない HDPE が流れ出すまでシリンダーを パージします。成形プロセスを再開するときは、許 容できるショットが得られるまでアモデル樹脂で. パージしてください。 14 アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com 非定常時のパージ ヒーターバンドの熱電対コントロール不良 状況によっては何の警告もなしに成形プロセスが中断 されることがあります。サイクルの中断によってしば しば樹脂の分解が起こり部品の品質に影響を与えます から、通常このようなケースではパージが必要となり ます。 熱電対が故障するとオーバーヒートが起こります。 成形機の停電 停電時は次のように処置してください。 1.シリンダーとノズルのヒーターのスイッチを全部 「OFF」にします。 2.電源が復旧したときは、シリンダーユニットを金型 から離す方向へ後退させ、シリンダーとノズルの. ヒーターを「ON」にします。ヒーターが加熱を始 めてシリンダーがプロセス温度まで昇温すると、 多くの場合アモデル樹脂の部分的な分解が始まりま す。この分解の結果としてノズルからのドローリン グやガス発生が起こることがあります。 3.換気を十分にしてください。加熱された樹脂との接 触を避けるために保護シールドを取り付けてくださ い。 4.シリンダーが十分に加熱されたら、前述の「サイク ル中断時のパージ手順」に従ってシリンダー内のア モデル樹脂を完全に除去してください。このとき、 手順を加速するために推奨樹脂温度を超えないよう にしてください。 5.樹脂が完全にパージされたら、それ以後は希望のタ イミングで成形プロセスを再スタートすることがで きます。 シリンダー/ノズルのヒーターバンド故障 ヒーターバンドの故障はシリンダー内樹脂の部分的な 固化を引き起こします。 1.ヒーターバンドが故障した場合は、すべてのヒー. ターバンドの電源を切ってください。 2.手動操作でスクリューの圧力を抜いてシリンダーが 冷えるのを待ちます。 3.シリンダーが冷えたら、故障したヒーターバンドを 交換して再びヒーター電源を入れます。 4.シリンダーが規定温度に達したら、前述の「サイク ル中断時のパージ手順」に従ってパージを行いま す。 5.成形プロセスを再スタートします。 1.これが起こったときは故障したゾーンの電源を切 り、前述の「サイクル中断時のパージ手順」に従っ てください。 2.シリンダーのすべてのヒーター電源を切ってくださ い。 3.冷えるのを待ってから、故障した熱電対を交換しま す。 4.成形プロセスを再スタートします。 ノズルの詰まり 成形機のノズルは次の二つの原因によって流れが阻害 されることがあります。ひとつは樹脂がノズル内で固 化する場合、もうひとつはスクリューチップの破片や チェックリングその他の物体によって物理的な詰まり が生ずる場合です。起こる可能性が高いのは樹脂の固 化の方ですから、まず以下のステップ 1 と 2 を試みて ください。 1.ノズルヒーターと熱電対が正常な動作状態にあるこ とを確認します。 2.両者が正常であれば、樹脂が自由に流れ出すまで 5°C 刻みでノズル温度を上げて行きます。ただし、ノ ズル温度が 350°C を超えないようにしてください。 ノズル温度が十分に上昇しない場合は、より大容量 のヒーターバンドを取り付けるか、またはノズルを 断熱する必要があります。外部の熱源(例えばトー チ)による加熱は行わないでください。局部的な過 熱は危険な圧力上昇を招きます。この圧力の解放と 共に加熱された樹脂が噴出することがあります。 3.温度を 350°C まで上昇させても詰まりが解消しない ときは、ノズルが物理的に閉塞している可能性があ ります。シリンダーのすべてのヒーター電源を切っ てください。 4.シリンダーが冷えるのを待ち、ノズルを取り外して 阻害物を除去します。樹脂が溶解している間はノズ ルを取り外そうとしないでください。内部に蓄積し た圧力が開放される恐れがあります。 5.詰まりの原因を取り除いたら、ノズルを元の位置に 取り付け、シリンダーヒーターの電源を入れます。 シリンダー温度が設定点に達したら、前述の「サイ クル中断時のパージ手順」に従ってパージを実行し てください。 成形機の動作不良 一般的に、成形機のいずれかの機能(クランプ動作や 油圧、その他の機械としての機能)が正常な動作状態 にない場合は、成形プロセスを継続する前に、安全上 の観点からまず不良個所を完全に修理してください。 このような修理のために成形が 10 分以上中断する場 合は、「サイクル中断時のパージ手順」に従って処置 を行う必要があります。 再生材 アモデル® PPA 成形加工ガイド 15 金型設計 金型鋼材と表面処理 どのようなエンジニアリングポリマーの場合でも、金 型鋼材は製造する部品の品質と数量を考慮して選定し てください。大量生産をする場合には高品質金型を初 期に選定することを推奨いたします。 一般的な金型鋼材(H-13、S-7、P-20 など)が射出成 形金型用として十分に使用できます。ガラス繊維やミ ネラルで強化した樹脂のように摩耗抵抗が必要となる 場合は H-13 が最高の性能を発揮します。アルミニウ ムのような柔らかい金属は、たとえ試作用であっても 使用するべきではありません。実際の製造前には金型 鋼材を焼入硬化させなければなりませんが、最終的な 寸法調整が容易になるように硬化処理の前にサンプル を成形してみるのが良い方法です。 使用を予定している樹脂グレードの公表収縮率データ を使用して全体の金型寸法を決定したら、次に全部の 金型寸法を「鋼材の安全率」を考慮し、調整加工分の 余裕を少し残して切削するのが賢明です。すなわち、 部品内部(コア)へ向かって彫り込みのある部分は大 きめにサイズを決定し、部品外部へ向かって彫り込み のある部分は予定の寸法よりもやや小さめに寸法を決 定します。最初に行う使用材料の検討が終了したら、 それを使用した成形部品の寸法を実測して最終的な金 型寸法の調節を行うことにより希望する部品寸法を実 現します。 部品によっては表面の美観が特に要求されない場合も ありますが、部品の突き出しが滑らかに行われるため には機械加工の痕跡をすべて除去する必要がありま す。すべての表面を突き出しの方向に沿って研磨して ください。シボのある表面仕上げはできますが、アン ダーカットはできません。この点について更に詳し くは、21 ページの「抜き勾配」のセクションにあ る、抜き勾配を使用した部品の突き出しに関する説明 部分をご覧ください。 金型鋼材のメッキ処理は通常必要ありません。しか し、表面に高光沢性と耐久性が必要なケースでは、高 密度クロムメッキや窒化チタン処理などの表面処理が 一般的に有効です。それ以外にも様々な種類の金型表 面コーティング処理が一般的に利用可能です。すべて の手法を網羅して調査した訳ではありませんが、弊社 の現在の知見によれば高密度クロムメッキと窒化チタ ン処理以上に長期的な性能を維持できる方法は他にあ りません。 16 アモデル® PPA 成形加工ガイド アモデル樹脂は金型鋼材に対して化学的な腐食性はあ りませんが、特にガラス繊維やミネラルで強化したグ レードの場合は摩耗や摩滅が起こることがあります。 摩耗が特に起こり易いのは金型の中で特に高いせん 断応力のかかる領域(ゲートやコーナー)と、キャビ. ティの内部で充填した樹脂が最初に接触する領域で す。金型を設計するときは、摩耗の起こり易さを考慮 してゲートやキャビティの配置を決定してください。 摩耗が予期される部分にゲートインサートや簡単に交 換できる入れ子を使用することで、修理のための時間 を最短に抑えることができます。 金型のタイプ アモデル樹脂の成形に使用できる金型には何通りもの タイプがあります。二枚構成や三枚構成金型、ホット ランナーシステムもこれらのタイプに含まれます。こ れらの金型はすべてが手動または油圧スライドとその 他必要とされる機能を備えています。アモデル樹脂は 一般的には圧縮成形やトランスファ成形、ブロー成形 には適しません。 二枚構成金型 二枚構成金型(A-B 金型)はすべての金型のタイプの 中で最も単純で最も一般的に用いられています。この 金型は固定側の A 面と可動側の B 面で構成されます。 溶融樹脂は A 面に開けられたスプルーを通り、パー. ティング面のランナーに沿って金型のキャビティ(通 常は B 面に彫り込まれています)に充填されます。 一般的には成形部品を可動側(B 面)から突き出すよ うに設計されますから、金型を開いたときに部品とス プルーおよびランナーは B 面に残っていなければな りません。このため、コールドスラグウェルとラン. ナー、およびキャビティの大部分を B 面に作りこむの が一般的な設計です。 コールドスラグウェルは通常スプルーに対面して B 面 に加工され、次の二つの機能があります。第一の機能 は注入されたショットの先端部分(通常はノズル先端 から出てくる樹脂の「コールドスラグ」を含みます) を受け止めて材料が金型のキャビティに入るのを防止 します。第二の機能として、このコールドスラグウェ ルは微妙なアンダーカットを利用して金型が開いたと きにスプルーを A 面から引き出します。突き出しピン を B 面のコールドスラグウェルに当てることによって スプルーを突き出します。 www.SolvaySpecialtyPolymers.com ランナーも通常は金型の可動側に作り込まれます。 ランナーの突き出しピン(サッカーピンとも呼ばれ ます)は表面からやや奥へ入った位置に作られ、ラン. ナーを確実に可動側に留める働きをします。これらの サッカーピンは軽度のアンダーカットを含むことがあ ります。 金型を開いたときに成形部品自体が可動側に残ってい るようにするため、部品のほとんどの部分は可動側で 成形するのが普通です。このため、固定側での細工は 最小限に止めます。A 面にかなりの形状を作り込む必 要がある場合は、A 面から部品を容易に突き出せるよ うにするためにスプリング式の突き出しシステムなど を組み込むようにお奨めします。 三枚構成金型 三枚構成の金型は二枚構成システムを修正したシステ ムであり、固定側と可動側プレートの中間に 1 枚のプ レートが追加されます。この中間プレートがスプルー とランナーを部品から隔離します。ランナーは固定側 プレートと中間プレートの間に形成され、成形部品は 中間プレートと可動側プレートの間に形成されます。 金型を開いた段階では部品は可動側プレートに残って おり、ここから突き出されます。一方、ランナーとス プルーは成形部品から折り取られて中間プレートと固 定側プレート間に残ります。中間プレートのスプリン グ式の突き出しシステムがランナーを突き出します。 このシステムは二枚構成システムと比較していくつか の利点を備えています。第一に、ゲートカットを二次 加工としてではなく、部品の突き出しプロセスの一環 として実行できます。第二に、中間プレートにゲート ドロップを配置することにより、ゲートの数と位置 についての自由度がはるかに大きくなります。複数の. ゲートを使用することで大型部品の充填が容易になり ます。 ホットランナーシステム ホットランナーシステムは、コールドスプルーとラン ナーを電気加熱されたマニホールドで置き換えて、. ショットの該当部位を溶融状態に保つためのシステム です。樹脂はマニホールドのドロップから直接 B 面 のキャビティに射出されます。ホットランナーシステ ムの最大の利点は材料使用効率が良いことです。スプ. ルーやランナーは成形されませんから、樹脂の 100% が部品用として利用されます。 ただし、アモデル樹脂のような結晶性材料を使用する 場合は、ホットランナーシステムの熱管理が非常に重 要になります。マニホールド中での滞留時間が長すぎ ると材料の分解が起こりますから、長い滞留時間は避 ける必要があります。マニホールド上のそれぞれの ドロップごとに独立した温度コントローラーが必要に なります。マニホールドとドロップに取り付けたそれ ぞれの熱源をコントロールする熱電対の位置は樹脂に 近く、かつ熱源と樹脂の中間に位置する必要がありま す。 再生材 一般的に、金型の設計はできる限りシンプルにするべ きです。キャビティ位置を決定する際には、ゲートの 位置ばかりではなく部品の突き出しについても考慮す る必要があります。金型の熱管理も極めて重要です。 熱伝導媒体の循環方法についても、キャビティ温度を 一様に保つことを考慮して設計しなければなりませ ん。これらの問題に適切に対処できないと部品の突き 出しがうまく行きません。 バランスの良いキャビティ配置 複数のキャビティを持つ金型の場合、高品質部品を成 形するためにはキャビティ配置のバランスをうまくと ることが必須です。そのためにはすべてのキャビティ が同じ容積を持ち、同時に充填されなければなりませ ん。バランスがとれていない金型では幾つかのキャビ ティが過充填され、他のキャビティが充填不足になり ます。これに対してバランスのとれた金型ではすべて のキャビティが同じ速度と圧力で充填されるため、均 一な部品が成形されます。通常これを実現するため に、キャビティをスプルーから等距離に配置して同一 サイズのランナーで接続します。それぞれのキャビ. ティに至る流路の長さを同一にします。 形状の異なる 2 個以上の部品をひとつの金型で成形す るためにファミリー金型が作られることもあります。 しかし、バランスをとることが不可能である場合があ るため、本来はこのタイプの金型を避けるべきです。 経済的理由から異なるキャビティをひとつの金型ベー スに作らざるを得ない場合は、ランナーにキャビティ への樹脂の流れを遮断する機能を取り付けるべきで す。こうしておけば、良品を同時に成形できない場合 でも個々の部品を独立して成形することができます。 熱管理 熱可塑性樹脂を射出成形するプロセスは基本的に、溶 融樹脂をキャビティに充填してそれを固化させてから 突き出すという操作から構成されていますから、金型 温度を適正に管理することが非常に重要です。一般的 には金型に作りこんだ流路に熱伝導媒体を循環させる 方法で金型温度を管理します。金型温度が 100°C まで であれば水を使用できますが、それ以上の高温ではオ イルが必要となります。どの程度の金型温度が必要と なるかは、成形の対象となる樹脂グレードにより異な ります。 電気式のカートリッジヒーターは推奨しません。この 種のヒーターは金型を加熱することはできますが、金 型から熱を逃がすことができないからです。金型内に 充填されるポリマーの温度はキャビティよりも相当に 高温になっていますから、余剰な熱を取り除く必要が あります。熱的に遮断された例えばコアピンなどでは これが特に重要であり、熱が蓄積すると部品の突き出 しで問題が起こります。このような部分に熱伝導性の 良いベリリウム銅ピンを挿入して熱伝導を促進するの もひとつの方法です。 アモデル® PPA 成形加工ガイド 17 金型の熱伝導流路をそれぞれのキャビティから等距離 となるように配置して、各キャビティが同温・同量の 流体に接触するように流れを設計する必要がありま す。流体がキャビティ周りを直列的というよりは並列 的に流れるように流路パターンを設計してください。 熱伝導の効率を良くするため、熱伝導流体を流す内部 ラインは使用できる流速の範囲内で乱流が発生するよ うにサイズを決定します。 ランナー ランナーの目的は、スプルーとキャビティを接続する 流路を提供することです。材料を無駄にしないため、 スプルーとランナーは一般に粉砕して再使用されま す。一般的にはスプルーとランナーを粉砕した材料 25% を 75% のバージン樹脂と混合して使用すること が可能です。したがって、スプルーとランナー部の重 量が全ショット重量の 25% を超えないように金型を 設計するのが材料使用効率の観点からは最も優れてい ます。 ランナーの長さとランナーの表面積対容積比の両方を 小さくすることによってランナー部の重量を減少でき ます。表面積対容積比が最小となるのは完全円形断面 のランナーです。これが最も効率的なランナーです が、一方で製造が難しいという難点があります。10% の勾配を持つ台形断面ランナーを使用するとランナー の重量が約 25% 増加しますが、機械加工はかなり容 易になります。 ランナーのサイズは流路の長さと使用する樹脂グレー ドに依存します。どのような場合であっても、ラン. ナーの太さを部品の最大肉厚部よりも大きく設計し て、部品が完全に高密度化される前にランナー部で固 化が起こらないようにする必要があります。 複数のキャビティに充填するためにランナーを分岐さ せる必要がある場合は、二次ランナーの総容積が一次 ランナーの容積を超えないようにしてください。これ により、溶融物の先端速度が途中で低下しないことが 確保されます。 ランナーが向きを変える位置全部とスプルーのベース 部分にはコールドスラグウェルを設けてください。こ れらは前進する溶融物の先端を取り去る働きをして、 冷えた材料がキャビティに入るのを防止します。 通常、ランナー内の材料は再使用されますから、焼け が付かないように十分にベントを設ける必要がありま す。ベントを設けることにより、ランナー内のガスを キャビティからだけではなく、ランナーの途中で排出 することが可能になります。 金型を開くときにランナーが正しくプレート側に残る ようにするには、スプループラーとサッカーピンで若 干のアンダーカットを与えるようにします。ランナー に十分な数の突き出しピンを設けることにより、金型 から容易に突き出すことができます。 18 アモデル® PPA 成形加工ガイド ゲート アモデル樹脂の成形には、ホットランナーシステムを 含むあらゆる標準タイプのゲートを使用することがで きます。 ゲートを設計するにあたっては、高密度化を最適化で きるゲート位置、ゲートカット方法、再生材の発生と 使用、および外見上の観点からの要求などを考慮しな ければなりません。 ダイレクトゲート ダイレクトゲートはホットランナーシステムと併用さ れることが最も多く、また試作品成形の目的にも頻繁 に使用されます。この方法では成形キャビティをスプ ルーからのラインに直結するか、またはホットラン. ナードロップの下に配置します。この方法の利点は. システムが単純になること、およびランナー容積と. フロー長を最小にできることです。ただしダイレクト ゲートでは、コールドスラグが部品表面から見える可 能性があり、スプルー/ホットランナーの痕跡を除去 する必要があるため、後工程で機械加工が必要であっ たりオペレーターが成形機のそばで手作業しなければ ならないなどの不利な点もあります。 サイドゲート ゲートのタイプとして圧倒的に一般的なのがサイド. ゲ ー ト で す 。 こ の タ イ プ の ゲ ー ト は 標 準 的 な ス プ. ルー、ランナーと組み合わせて使用されます。ラン. ナーはパーティング面に沿って樹脂を成形キャビティ に導入します。ランナーにはコールドスラグウェルを 配置して、コールドスラグが部品に入り込まないよう にします。一般的に金型の可動側にアンダーカット を設けてスプループラーとして機能させます。ラン. ナー/部品の分離を容易にするため、部品と接触する 部分のゲートにも若干のアンダーカットを設けること があります。 サイドゲートの利点は製造、改造、メンテナンスが容 易で操作上のトラブルが起こり難いことです。コール ドスラグウェルがあるため、部品にコールドスラグが 入り込むこともありません。このゲートの問題点はス クラップの発生ですが、その一部は粉砕して再使用が 可能です。ゲートインサートを使用すれば過度の摩耗 が発生したときに簡単に交換できますから、インサー トの使用を強くお奨めします。 ダイアフラムゲート ダイアフラムゲートはほとんどの場合、ウェルドライ ンを持たない円形部品の成形専用に使用されます。他 のゲートを使用するとそりを起こしやすい繊維強化グ レードであっても、この方法を使用すると優れた平滑 性が得られます。ダイレクトゲートと同様に、ゲート カットのために後工程で機械加工が必要になります。 www.SolvaySpecialtyPolymers.com ホットランナー金型では温度のコントロールが極めて 重要です。金型のそれぞれのドロップに個別の熱電対 と熱源を設ける必要があります。樹脂を分解させるこ となく正確な温度管理を行えるように、熱電対は熱源 と溶融樹脂流路の中間に設置してください。 図 8:トンネルゲート 30° 60° パーティング面 突き出し ピン トンネル(サブマリン)ゲート ゲートカットが自動的に行われるトンネル(サブマリ ン)ゲートも好んで使用される方法です。トンネル. ゲートは、標準的なサイドゲートに似た通常のパー. ティング面ランナーシステムを使用します。しかし、 金型キャビティのすぐ近くではランナーがパーティン グ面の下のトンネルにもぐり、金型のパーティング 面の下側にゲートを設けます(図 8 参照)。突き出 し後は成形された部品とランナー/ゲートが金型鋼材 自体によって切り離されます。ランナーが金型に固着 せずに正しく突き出せるようにするには、ドロップの 角度が非常に重要です。アモデル樹脂の強化グレード は高い弾性率を持つため、このようなグレードを使用 するときは金型パーティング面の垂直線に対して最大 30° の角度をつけるようにお奨めします。より小さな 弾性率を持つ非強化グレードの場合は、このように鋭 い角度を設定する必要はありません。 トンネルゲートの最大の利点は、ゲートが自動的に除 去されることです。その一方で、ゲートの痕跡が不規 則な形状で残る可能性があります。トンネルゲートの 場合にもゲートインサートの使用を強くお奨めしま す。 ホットランナー金型 ゲートの寸法 ゲートの寸法は、部品の大きさや厚み、使用するゲー トのタイプ、樹脂のグレードなど、何種類かの要素に よって決まります。十分な高密度化を可能にするた め、一般的には流れ込む部位の肉厚の最小でも 50% の大きさのゲートを使用するべきです。ゲートが小さ 過ぎると部品の充填不良や不規則な収縮、気泡やひけ などが発生して満足な機械的性能が得られません。 矩形サイドゲートの場合は幅を深さ方向の 1.5~2 倍と し、上に説明したように部品肉厚に比例して寸法を設 定します。 トンネルゲートは断面短径を少なくとも 0.5 mm を確 保し、部品の大きさにしたがって寸法を大きくしてい きます。 三枚構成金型の場合も部品に比例した大きさのゲート を使用しますが、小型部品であっても直径が 0.5 mm を下回らないように、また大型部品であっても直径が 3.2 mm を超えないようにします。三枚構成金型で非 常に大きなゲートを使用すると樹脂の分解の問題が発 生します。 ゲート位置 ゲートは常に部品の一番厚い部位に設けて、樹脂が厚 い部分から薄い部分に流れるようにしてください。外 見上の考慮からゲート位置を決めなければならないこ ともありますが、その場合であっても薄い部分から厚 い部分への流れはお奨めできません。それ以外にも. ウェルドライン位置、平滑性への要求、あるいは部品 充填に必要なゲート数などの要素がゲートの位置に影 響を与えます。 材料使用効率の優れたホットランナー金型は非常に好 んで使用されます。ホットランナー金型はこれまで説 明したどのゲート方法とも組合せ可能ですが、ほとん どの場合はダイレクトゲートが使用されます。ホット ランナー金型はしばしばターンキーシステムとして提 供されますが、アモデル樹脂を適正に成形するために は設計上の幾つかの点に留意することが必要です。. ホットランナーの流路にはシャープコーナーやデッド スポットがなく、樹脂が自由に流れる構造でなければ なりません。 コーナーやデッドスポットに溶融樹脂が滞留するとそ こで分解が起こるため、やがては溶融樹脂や部品を汚 染することになります。 再生材 アモデル® PPA 成形加工ガイド 19 成形寸法公差 図 9:ベント 標準ベントの寸法: 成形された部品に発生する寸法の変動は、キャビティ の寸法変動と成形プロセスの変動要素、および材料収 縮の変動要素が組み合わされて発生します。 深さ:0.04 mm~0.06 mm 幅:3.2 mm(最小) ランド長:0.8 mm(最小)~1.6 mm 導気溝深さ:1.3 mm(最小) 導気溝は金型の端まで伸びていなければなりません。 ランド長 幅 深さ ベント 導気溝 ベント 図 9 に示すように金型キャビティ内にベントを設ける ことにより、樹脂充填時にキャビティ内に残っている ガス(空気)を外部に逃がすことができます。ベント の設定が不適切であるとキャビティ内でガスが圧縮さ れて非常な高温に達し、部品に焼けマークが発生した. り金型表面にデポジットが残ったりします。これは. ディーゼル現象という名前で知られています。不適切 なベントはこの他にもウェルドラインの強度不足や. キャビティの充填不足などの問題を引き起こします。 アモデルのほとんどのグレードは相対的に速い射出速 度が必要なため、金型には相当な量のベントが必要と なります。 材料の収縮は充填物のタイプと含量に依存します。充 填物の割合が大きくなるほど収縮は小さくなります。 ガラス繊維のようにアスペクト比の異なる充填物を使 用すると、流れ方向とその直角方向とで異なる収縮率 を示します。特定のグレードの収縮率についてはそれ ぞれのデータシートを参照してください。 成形プロセスの変動を最小限に抑えれば、アモデル樹 脂は相対的に優れた寸法公差を実現することができま す。 実際の公差は部品の寸法に依存します。寸法が大きけ ればそれだけ大きな寸法公差を設定しなければなりま せん。一般的には与えられた寸法の +/- 0.2% を公差と 考えます。非常に大きな寸法の場合は 0.2% よりも小 さい公差も可能です。寸法が非常に小さい場合は最良 の公差として +/- 0.05 mm を仮定します。 統計的な公差を考えるのであれば、上に説明した目標 値の二倍を想定するのが妥当です。 ベントの位置はキャビティの配置に依存しますが、流 れのシミュレーションを行うことで正確に予測するこ とができます。ショートショットを利用してベントの 必要な領域を見つけ出すこともできます。一般的な方 針としては、ゲートの対面側、ウェルドラインの発生 が予測される位置、およびパーティング面上の複数の. 位置にベントを設けて、ベントの容積合計がキャビ. ティ外周の約 25% となるようにします。パーティン グ面の下側にベントが必要な場合は、突き出しピン位 置にベントを組み込むことでこれを実現することがで きます。 コアピン上や深彫りキャビティのベントは、内部で形 成された真空状態を解消して部品の突き出しを容易に するばかりでなく、部品のそりを防止する効果もあり ます。 実際の成形が金型へのデポジット除去のために頻繁に 中断されるようであれば、ベントを追加したり深くし たりすることで問題が改善されることがあります。 20 アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com 部品の突き出し 成形キャビティからの部品の突き出し方法を計画する 際には、考慮すべき重要な要素がいくつかあります。 成形に関して起こる問題の大部分は、もとを辿って行 くと本来なら避けうる突き出しの問題に帰着します。 抜き勾配 抜き勾配とは、突き出しピンを少し動かしただけで部 品が金型から抜けるようにするために金型に付ける. テーパーを意味します。このテーパーの角度を一般に 抜き勾配の角度と呼びます。抜き勾配の角度は一般に 突き出しシステムの一部とは見なされませんが、この 角度は突き出しシステムが円滑に機能するための必須 の要素です。アモデル樹脂に適用される最小抜き勾配 角は、外部金型表面では 0.5~1°、内部表面やコアで は 1~1.5° です。 寸法公差のために推奨抜き勾配を実現できない場合 は、成形された部品を金型表面の可動部と固定部で分 割する、あるいはコアピンを分割するなどの別な方法 を検討しなければなりません。これらの二つの方法は 両方とも抜き勾配による寸法変化を半分に低減しま す。 部品表面にシボ加工がある場合は、シボの深さ 0.025 mm につき抜き勾配角を 1° 増加させる必要があ ります。 金型の研磨 金型の突き出し表面を突き出しの方向に沿って研磨し ておくことは非常に重要であり、この操作を引き磨き と呼びます。アンダーカットは離型不良の原因となり ますから使用できません。金型の研磨は金型のメンテ ナンスの一部として定期的に実行してください。 表 5:金型メンテナンスの推奨事項 シフトごと毎回 部品を検査してコア や突き出しピンの折 れ、またはキャビ. ティの損傷を示す傷 の有無を調べます。 毎日 20,000 サイクル. ごと、または、1 回 の成形ロットごと. (どちらか短い方) 100,000 サイクル ごと 保管していた金型の. 再使用を始めるとき 金型を検査して摩 耗、曲がり、突き出 しピンの緩みがない か調べます。 金型を成形機から取 り外します。 すべてのプレートを 分解して安全な溶 媒でクリーニングし ます。 適正な溶媒を使用し て金型防錆剤を除去 します。 ベントをすべてク. リーニングします。 水/オイル等の液体 を抜き出してクリー ニングします。流れ に異常がないことを 確認します。 すべての部品の摩耗 状態をチェックしま す。必要に応じて交 換してください。 保管中に金型に損傷 が発生していないか チェックします。 金型の開閉時に異常 な動きがないか観察 します。 金型をしばらく使用 しない場合は、安全 な溶媒でクリーニン グして防錆スプレー を塗布してから保管 してください。 必要に応じて可動部 品に潤滑剤を塗布し てください。 オイル/水を流すラ インに漏れがないか チェックします。 金型クリーナーで金 型表面(特にベン ト)をクリーニング します。 すべてのクランプと ボルト、プレートに 緩みがなく良好な状 態にあるかチェック してください。 ゲートとベントが適 正な寸法であるか. チェックしてくだ さい。 品質比較のため、前 回成形ロットの最終 ショットをオペレー ターに提供します。 金型を保管するとき は、最後のショット を一緒に保管して製 造していた部品の品 質が分るようにして ください。 すべてのガスケッ ト、シール、O リ ングが正常であるか チェックしてくだ さい。 部品を検査してベン トの詰まりを示す 焼けの有無を調べ ます。 突き出しシステムの 設定をチェックして ください。 再生材 アモデル® PPA 成形加工ガイド 21 突き出しピン 固定側突き出し板 部品を突き出す方法として最も一般的なのは、金型の 可動側の突き出しプレートに取り付けた突き出しピン を使用する方法です。金型を開いたときに突き出しピ ンが前方へ動いて部品を金型キャビティから押し出し ます。安全確実に部品を取り出すためには、突き出し ピンの位置とサイズが非常に重要です。突き出しピン が小さすぎたり数が少なかったりすると、突き出しピ ン跡と呼ばれる成形欠陥や不必要に長いサイクルタイ ムを招きます。 部品形状が複雑で金型の可動側と固定側両方にかなり の細かな彫り込みが行われている場合、金型を開いた ときに部品が固定側に残ってしまうという傾向を示す ことがあります。多くの場合は可動側のスプルーの下 にアンダーカット(スプループラー)を使用すること でこの問題を解決できます。極端なケースでは、スプ リング式突き出しプレートを金型の固定側に取り付け て、部品を強制的に可動側に残すという方法も考えら れます。このケースには可動側の突き出しに関するガ イドラインが適用されます。 バラツキのない部品突き出しを行うためには、突き出 しピンを部品周りに一様に配置します。キャビティの 一番彫りの深い部分にはさらにピンを追加配置しま す。これらの追加ピンにより、部品が一様な力でキャ ビティから突き出されることが容易になります。彫り の深い部分にピンが追加されていないと、部品の浅い 部分に加わった力だけで部品が引き出されることにな るため、部品の変形や割れ発生の原因になります。. キャビティの深い部分にリブ状の形状が彫られている 場合は、ブレード状もしくは矩形断面の突き出しピン を検討してください。突き出し時の単位面積あたりの 力を小さくするため、突き出しピンはできる限り大き くしてください。 ストリッパープレート 多数のコアを必要とする部品設計で、特に抜き勾配角 を小さくしなければならない場合は、ストリッパープ レートを使用して突き出しピンが動作する前にコアを 金型の可動側へ引き込むという方法があります。設計 の複雑化を避けるため、しばしばスプリング式のスト リッパープレートが使用されます。 22 アモデル® PPA 成形加工ガイド 折り畳み式コア 内径部分にアンダーカットが必要なケースでは、折り 畳み式コアを使用する方法が考えられます。しかし、 このタイプのコアは複雑で高度のメンテナンスを必要 とするため、その使用はできる限り避けるべきです。 金型のメンテナンス 金型の適正なメンテナンスは、部品の品質を維持し金 型の寿命を長くするための必須要件です。最低限必要 な推奨メンテナンスプログラムを表 5 に示します。. 個々の金型に応じてこれ以外にもメンテナンス項目が 必要となります。 www.SolvaySpecialtyPolymers.com トラブルシューティング 表 6 は、アモデル樹脂の成形に則してトラブルシュー ティングに役立つ項目をまとめたチャートです。対策 は二つのカテゴリー(成形要因、金型および成形機) にグループ分けされています。成形要因は成形作業中 に適用できるものです。一方、金型および成形機を変 更するには、成形を中断して問題点への対策を施す必 要があります。問題点の解決のために成形を中断する 決心はつき難いものですが、それが最善の手順である ことが多いのです。 トラブルシューティング アモデル® PPA 成形加工ガイド 23 アモデル® PPA 成形加工ガイド 樹脂の乾燥を確認 4+ ボイド www.SolvaySpecialtyPolymers.com 3+ 3+ 5+ 7– 2+ 1+ 3+ 1– 1+ 3– 3+ 2– 3– 3+ 2+ 2– 射出速度 2+ 4– 3+ 3+ 2– 3+ 3– 6+ 1+ 2+ 1+ 2+ 6+ 3– 6± 4+ 5+ 4+ 2– 7– 7+ 金型温度 番号の順番に従って対策を施してください。+ 増加、– 減少、 ± 増加または減少 そり 4+ 1+ 外観不良 スプルー取られ スプレー、銀条 4+ 4± ひけ 2± 4– 4+ 1+ スクリュー後退 5– 3+ ショート ショット 2+ 金型、ベントの汚染 離型不良 ノズルの固化 4– ノズルのドローリング 8– 2+ 2+ 2– 3– 4+ 6+ 3– 4– 2– 5+ ウェルドライン 7– 1+ 5– クッション 3– 5– 冷却時間 4– 保圧と保圧時間 1+ 射出圧 ジェッティング 1+ 5+ フロー マーク 5– 4– 2+ 4+ バリ 突き出しピン痕 焼け 1– 成形品が脆い - 樹脂分解 2– 背圧 2+ 1+ シリンダー温度 成形品が脆い - 溶融不足 成形品が脆い - 樹脂吸湿 トラブル ノズル温度 4+ 1+ 1– 6– 3+ スクリュー回転数 3± 6– 6– 3– ショットサイズ 4+ 1+ キャビティのベント 7+ 1+ 5– 1+ 型締め力の増加 1 7 5 抜き勾配の増加 金型および成形機 5 5 2 5 5 8 4 ゲートサイズの拡大 成形要因 4 1 1 9 ゲート位置の変更 表 6:アモデル PPA トラブルシューティングガイド 6 1 6 金型のクリーニングと研磨 24 ノズルの断熱 2 逆テーパー ノズルの使用 5 6 5 3 5 スプルー ブッシュの研磨 過充填を避ける スクリューの摩耗をチェック 過充填を避ける 射出ユニットの後退 ベント 0.03~0.06 mm 滞留時間の短縮 水分の下限値 0.03% 水分の上限値 0.10% コメント 索引 あ し アモデル ポリフタルアミド(PPA)樹脂 . . . . . . . 1 射出成形機の注意事項 . . . . . . . . . . . . . . . . . . . 5 射出または充填 . . . . . . . . . . . . . . . . . . . . . . . . 6 充填および保持 . . . . . . . . . . . . . . . . . . . . . . . . 8 樹脂の乾燥 . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 樹脂の乾燥状態保持 . . . . . . . . . . . . . . . . . . . . . 4 シリンダー温度 . . . . . . . . . . . . . . . . . . . . . . . . 6 シリンダー/ノズルのヒーターバンド故障 . . . . . 15 い 一定量を使用 . . . . . . . . . . . . . . . . . . . . . . . . 13 インサート成形 . . . . . . . . . . . . . . . . . . . . . . . . 9 お 折り畳み式コア . . . . . . . . . . . . . . . . . . . . . . . 22 か 金型温度とコントロール . . . . . . . . . . . . . . . . . . 8 金型温度のコントロール . . . . . . . . . . . . . . . . . . 5 金型鋼材と表面処理 . . . . . . . . . . . . . . . . . . . . 16 金型設計 . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 金型の研磨 . . . . . . . . . . . . . . . . . . . . . . . . . . 21 金型のタイプ . . . . . . . . . . . . . . . . . . . . . . . . 16 金型のメンテナンス . . . . . . . . . . . . . . . . . . . . 22 乾燥 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 乾燥時間と温度 . . . . . . . . . . . . . . . . . . . . . . . . 3 乾燥装置 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 き 切換え手順 . . . . . . . . . . . . . . . . . . . . . . . . . . 14 け ゲート . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 ゲート位置 . . . . . . . . . . . . . . . . . . . . . . . . . . 19 ゲートの寸法 . . . . . . . . . . . . . . . . . . . . . . . . 19 こ 固定側突き出し板 . . . . . . . . . . . . . . . . . . . . . 22 さ サイクル中断時のパージ手順 . . . . . . . . . . . . . . 14 サイズによる分類 . . . . . . . . . . . . . . . . . . . . . 13 再生材 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 再生材使用の最適化 . . . . . . . . . . . . . . . . . . . . 13 再生材のカスケード法による使用 . . . . . . . . . . . 12 再生材の使用方法 . . . . . . . . . . . . . . . . . . . . . 12 再生材の量 . . . . . . . . . . . . . . . . . . . . . . . . . . 11 再生材の連続添加 . . . . . . . . . . . . . . . . . . . . . 12 サイドゲート . . . . . . . . . . . . . . . . . . . . . . . . 18 三枚構成金型 . . . . . . . . . . . . . . . . . . . . . . . . 17 索引 す 水分含量の不適切なコントロールが. もたらす結果 . . . . . . . . . . . . . . . . . . . . . . . 4 スタート時の機械設定 . . . . . . . . . . . . . . . . . . . 6 ストリッパープレート . . . . . . . . . . . . . . . . . . 22 せ 成形加工装置 . . . . . . . . . . . . . . . . . . . . . . . . . 5 成形機の停電 . . . . . . . . . . . . . . . . . . . . . . . . 15 成形機の動作不良 . . . . . . . . . . . . . . . . . . . . . 15 成形サイクル設定 . . . . . . . . . . . . . . . . . . . . . . 6 成形条件 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 成形寸法公差 . . . . . . . . . . . . . . . . . . . . . . . . 20 成形プロセスの影響 . . . . . . . . . . . . . . . . . . . . 12 た ダイアフラムゲート . . . . . . . . . . . . . . . . . . . . 18 ダイレクトゲート . . . . . . . . . . . . . . . . . . . . . 18 つ 突き出しピン . . . . . . . . . . . . . . . . . . . . . . . . 22 て 定常の環境におけるパージ . . . . . . . . . . . . . . . 14 定常のシャットダウン手順 . . . . . . . . . . . . . . . 14 と トラブルシューティング . . . . . . . . . . . . . . . . . 23 トンネル(サブマリン)ゲート . . . . . . . . . . . . 19 に 二枚構成金型 . . . . . . . . . . . . . . . . . . . . . . . . 16 ね 熱管理 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 アモデル® PPA 成形加工ガイド 25 の ノズルの詰まり . . . . . . . . . . . . . . . . . . . . . . . 15 は パージ . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 バージン樹脂との完全な混合 . . . . . . . . . . . . . . 13 バランスの良いキャビティ配置 . . . . . . . . . . 17, 21 ひ ヒーターバンドの熱電対コントロール不良 . . . . . 15 非定常時のパージ . . . . . . . . . . . . . . . . . . . . . 15 表記方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 ふ 部品の仕様と適格性確認 . . . . . . . . . . . . . . . . . 12 部品の突き出し . . . . . . . . . . . . . . . . . . . . . . . 21 粉砕再生に適した材料 . . . . . . . . . . . . . . . . . . 11 へ ベント . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 ほ ホットランナー金型 . . . . . . . . . . . . . . . . . . . . 19 ホットランナーシステム . . . . . . . . . . . . . . . . . 17 よ 汚れの除去 . . . . . . . . . . . . . . . . . . . . . . . . . . 13 ら ランナー . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 り 離型 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 れ 冷却 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 26 アモデル® PPA 成形加工ガイド www.SolvaySpecialtyPolymers.com 特殊ポリマー 本社 [email protected] Viale Lombardia, 20 20021 Bollate (MI), Italy 米州本部 [email protected] 4500 McGinnis Ferry Road Alpharetta, GA 30005, USA アジア本部 [email protected] No.3966 Jindu Road Shanghai, China 201108 日本事務所 ソルベイスペシャルティポリマーズジャパン株式会社 Solvay Specialty Polymers Japan K.K. 〒105-6207 東京都港区愛宕二丁目5番1号 愛宕グリーンヒルズMORIタワー7階 Tel: + 81-3-5425-4320 ( 大代表 ) + 81-3-5425-4300 / +81-3-5425-4330( 営業代表 ) Fax: + 81-3-5425-4321 www.solvay.com SDS(製品安全データシート)をご希望のお客様は電子メールでご請求いただくか、または弊社の営業担当者へご連絡ください。弊社製品をご使用になられる場合は必ず事前に該当の SDS をお取り 寄せの上、ご検討ください。 弊社または関係会社は本製品および関連情報につき、明示または黙示を問わず、いかなる権利を許諾するものでもなく、またそれらの市場適応性および使用適合性を含め、いかなる責任も負いかねま す。ソルベイグループの製品が、食用、水処理、医療用、薬用および介護等の用途に用いられる場合、かかる使用が関係法令もしくは国内外の基準またはソルベイグループの推奨に基づいて制限または 禁止される可能性があることにご留意ください。埋め込み型医療機器としてお使いいただけるのは、Solviva の生体材料群として指定された製品だけです。本情報および製品の使用につきましては、 あくまでもお客様ご自身の判断と責任において、かかる情報および製品が特定の用途に適しており、関係法令に適合していることをご確認頂き、使用方法や知的財産権の侵害のリスクなどをご検討の うえ、ご使用くださるようお願い申し上げます。本情報および製品は専門家の慎重な判断および責任において利用すべきものであり、他の製品や工程と組み合わせて利用することを想定しておりませ ん。本文書は特許権その他の財産権に基づく実施権をお客様に付与するものではありません。本情報はあくまでも標準的な特性を説明したものであり、仕様を述べるものではありません。 ® すべての商標および登録商標は、ソルベイグループまたは他の該当する所有権者に帰属します。 © 2014, Solvay Specialty Polymers. All rights reserved. D 2003 | R 01/2014 | Version 2.4
© Copyright 2026 Paperzz