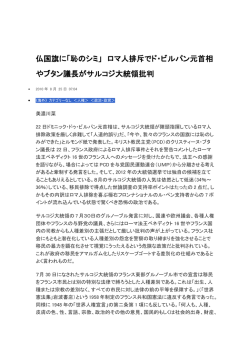
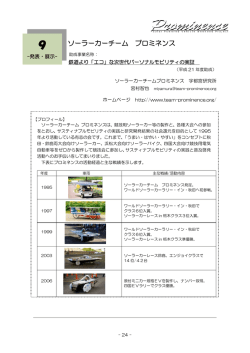
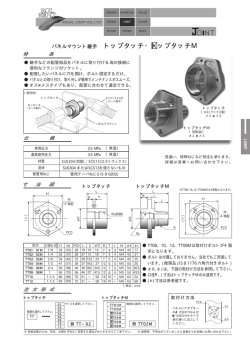
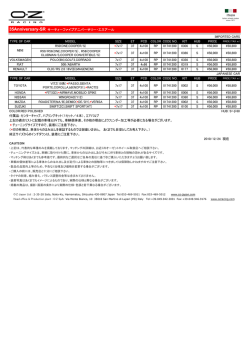
I64 PCD 電極による超硬合金の放電加工特性 (ナイフエッジ状電極による加工特性) ○ハン イリ*,岩井学**,板垣健二*,佐野定男+,植松哲太郎**, 二ノ宮進一++,鈴木清* (*日本工業大学,**富山県立大学,+㈱ソディック,++北陸職業能力開発大学校) EDM characteristics for cemented carbide with PCD electrode (EDM characteristics with knife-edge electrode) Nippon Inst. of Tech.: Wei Li PAN, Kenji ITAGAKI, Kiyoshi SUZUKI, Toyama Pref. Univ.: Manabu IWAI, Tetsutaro UEMATSU Hokuriku Polytechnic College, Shinichi NINOMIYA, Sodick Co., Ltd.: Sadao SANO EDM of tungsten carbide was performed using a V-shaped PCD electrode with inclined angle of 45°. Compared to a 50µm wear of the presently used Cu-W electrode, the PCD electrode showed zero electrode wear under particular EDM conditions. 1.はじめに 表1 供試 PCD の仕様および物性値 (*は計算値) 微細放電加工を実現するためには,極短パルス領域での電極消耗を PCD 電極材(Element Six) 抑制することが重要である.著者らは,この問題に対処するため,高い 導電性 CVD 既存電極材料 CTB‐010 CTH‐025 ダイヤモンド Cu-W ダイヤ粒子径:µm 10 25 - - - 密度:g/cm3 4.08 3.95 3.5 14 9.0 らかにしている1,2).続いて,高価な導電性 CVD ダイヤモンド厚膜の代 バインダ種類 Cobalt Cobalt - - - 替として,これに近い熱伝導率を有する PCD 素材(ダイヤモンド焼結 バインダ wt % 22.6 17.9 0 - - 体)を電極とする方法を提案し,導電性 CVD ダイヤモンドと同等の耐消 バインダ vol %* 10.3 7.9 0 - - ダイヤ wt % * 77.4 82.1 100 - - 熱伝導率を有する導電性 CVD ダイヤモンド素材に着目し,放電加工用 電極とすることで,無消耗あるいは極低消耗加工を実現できることを明 3) 耗特性を示した .本研究では,PCD 素材を微細加工用電極として実用 することを目的に 45°の頂角を有するナイフエッジ状 PCD 電極による ダイヤ vol % * 89.7 92.1 100 - - 熱伝導率:W/mK 459 501 500-600 188~295 400 比抵抗:Ω·m 1.4×10-4 - 0.4~1×10-3 6.8×10-9 17×10-9 電極(+) 加工深さ 0.2mm 微細溝放電加工を行った. 2.実験条件および装置 2.1 PCD 電極の形状 PCD部 PCD層 0.5mm ダイヤモンド粒径 10,25µm の2種類の PCD 素材(表1)を,ワイヤカ 50µm ット放電加工で 45°の V 形状(ナイフエッジ形状)に成形した.図1に電 45度 極形状の外観と斜面部表面性状を示す.エッジ先端 R はいずれも約 10µm 以下である. 2.2 微細溝加工条件 ナイフエッジ状電極を用いて,幅 2mm の超硬合金に 0.2mm の深さ (a) 外観 電極消耗量 図1 ワイヤカット放電加工によって 成形された PCD 電極 (CTB-010) 放電加工性能の評価は,特に電極消耗量に着目して行った.実験装置 放電電流,放電持続時間)が電極消耗量に及ぼす影響を調査した. 図2 ナイフエッジ電極による V 溝創成実験模式図 放電機械 形彫放電加工機 (AQ35L,ソディック) 3.1 銅タングステン電極による放電加工特性 まず比較のため,ナイフエッジ形状にした銅タングステン電極を用い を図3に示す.銅タングステン電極の消耗は比較的多く,加工後の電極 エッジ部の消耗量は 50µm であった.V 溝の先端 R も大きくなった. 2mm 2mm 表2 実験装置および条件 3.ナイフエッジ電極による微細溝放電加工実験 て,メーカ推奨放電条件で超硬合金の微細溝加工を行った.実験結果 超硬合金 (‐) (b) 斜面部 まで油中で彫り込んで,微細溝の創成を試みた(図2).本実験における の仕様および条件を表2に示す.各種放電条件(設定放電電圧,設定 銅 加工液 油 (Vitol 2,ソディック) 電極材 ・PCD 電極 (CTB-010, CTH-025, Element Six, 6×10×t2mm) ・銅タングステン電極 (5×10×t3mm) ナイフエッジ形状:頂角 45°,先端 R≒10µm 被加工材 超硬合金 (G5, 幅 2mm) 加工幅:2mm×加工深さ:0.2mm,電極[+],油中 放電条件 ・PCD 電極:ui=60~120V, iP=0.5~4A, te=2~50µs, t0=15µs ・銅タングステン電極:メーカ推奨条件 3.2 PCD 電極による放電加工特性 2種類の PCD 電極による微細溝放電加工実験を行った.各種放電条 電極消耗状況 溝形状 件と電極消耗量の関係を図4に,電極消耗と加工された溝の SEM 観察 ← 電極消耗量=50µm 結果を図5に示す. Cu-W (1) 設定放電電圧の影響 (図4a,図5a) 消耗 100µm 設定(無負荷)電圧を ui=60~120V に変化させて,無消耗加工が可能 となる条件の選定を試みた.その他の放電条件は,設定電流 ip=2A,パ ルス条件te=15µs,to=15µsの比較的長い条件を用いた.本報では,加工 2006 年度精密工学会春季大会学術講演会講演論文集 −703− 図3 銅タングステン電極による電極消耗状況 及び微細溝形状の観察(メーカ推奨条件) I64 50 設定電圧が120Vのとき,CTH-025および CTB-010 のいずれの電極消耗量は大きく 15 ~20µm となる.しかし,60V に低く設定する u i =60V, i p =2A, t o =15µs u i =60V, t e /t o =15/15µs 電極消耗量 (µm) 工時間は短くなり,ip≧2A の時は 5 分間以内 で加工が完了した. 電極消耗量 (µm) いないが,電圧および電流値が高いほど加 50 100 i p =2A, t e /t o =15/15µs 40 CTH‐025 CTB-010 30 20 10 0 電極消耗量 (µm) に要した時間や加工能率については論じて CTH‐025 CTB-010 50 0 30 60 90 電圧u i (V) 120 150 30 20 10 0 0 (a) 設定電圧の影響 ことで,電極消耗量を大幅に減ずることがで CTH-025 CTB-010 40 1 2 3 電流i p (A) 4 2 15 50 パルスオンタイムt e (µs) 5 (b) 設定電流の影響 (c) パルスオンタイムの影響 図4 各種放電条件と電極消耗量の関係 きた.特に,CTH-025の60Vでは,ほぼ無消 CTH-025 耗で加工できた.2つの PCD 電極を比較すると,ダイヤモンド粒径の大 電極消耗状況 きい CTH-025 電極は CTB-010 電極に比べて電極消耗量が少なくなる ui =60V 傾向があることがわかった. (2) 設定放電電流の影響 (図4b,図5b) 電極消耗量の少ない放電条件を調査するため,設定放電電圧を CTB-010 溝形状 電極消耗状況 溝形状 100µm 設定放電電流が 0.5A と小さい時,2種の PCD 電極は,どちらも,電極 ip =2A 放電パルス条件は,te/to=15/15µs とした. ui =90V ui=60V に固定し,設定放電電流を ip=0.5~4A に変化させて実験した. 消耗量が大きく,50µm 以上となった.しかし,1A より大きい条件では電 ui =120V 極消耗が少ない加工ができることがわかった.この実験の場合も, CTH-025 電極が CTB‐010 電極より消耗が少なくなることがわかった. (3) 放電持続時間の影響 (図4c,図5c) 設定放電電圧 ui=60V,設定放電電流 ip=2A,休止時間 to=15µs とし, (a) 設定電圧との関係 (te/to=15/15µs) 放電持続時間(パルスオンタイム)の影響を調査した.一般に良好な加 CTH-025 工面を得るために使用されるショートパルス領域 te=2µs では,両者の 電極消耗状況 PCD 電極の消耗量は 20~30µm だった.一方,te=15µs 以上の領域では 電極消耗状況 溝形状 ip=0.5A CTH-025 電極がほぼ無消耗となることがわかった.また,CTB-010 電極 CTB-010 溝形状 についても,te=50µs では消耗がほとんどみられなかった. 以上の結果より,超硬合金の微細溝放電加工において,銅タングス テン電極を用いても改善できなかった電極消耗量の問題を,提案した ip =1A PCD 電極によって,ほぼ無消耗で放電加工できることを明らかにした. ui =60V 今後は,加工能率や溝形状精度についても検討していく予定である. 4.おわりに ip =2A 超硬合金への微細溝加工に2種類の PCD 電極を適用し,その加工 特性を調査した結果,以下のことがわかった. 100µm (1).PCD 電極は,銅タングステン電極より電極消耗が極めて少なく, ip =4A 電極無消耗加工が放電条件を最適化(ui=60V, ip=2A, te>15µs)す ることで達成できた. (2).PCD 電極でもダイヤモンド粒径の大きさにより熱伝導率が異なる. 本研究では熱伝導率の大きいほうが電極消耗量は少なくなると予 (b) 設定電流との関係 (te/to=15/15µs) 想されたが,予想通り CTH-025 の方が CTB-010 より電極消耗量が CTH-025 少ない結果となった. 電極消耗状況 (3).絶縁物であるダイヤモンド粒径の影響で放電が不安定になり,そ te=2µs のことが電極消耗量にどのように影響を与えるかを調べるために 放電条件パラメータを変化させた.しかし不安定になりやすい CTH-025 が全般的に CTB-010 より消耗量が少ない結果となった. CTB-010 溝形状 電極消耗状況 溝形状 100µm to=15µs te=15µs 本研究にご協力いただいたエレメントシックス(株)および(財)大澤科学 技術振興財団に厚く御礼申し上げます. 2006 年度精密工学会春季大会学術講演会講演論文集 te=50µs [ 参考文献 ] 1) K. Suzuki et.al,: 7th Applied Diamond Conference / Third Frontier Carbon Technology Joint Conference (ADC/FCT2003), (2003) pp.222-227. 2) K.Suzuki, A.Sharma, M.Iwai, T.Uemastu, K.Shoda, M.Kunieda: Electrical Discharge Machining Using Electrically Condutive CVD Diamond as an Electrode, NDFCT443.Vol.14, No.1 (2004) pp.35-44. 3) 鈴木清他:放電加工用ダイヤモンド基複合電極の開発-第 1~3 報,精密工 学会春季大会講演論文集 (2005) pp.1339-1344. (c) パルスオンタイムとの関係 (ui=60V,ip=2A) 図5 各種放電条件による電極消耗状況及び微細溝形状の観察 −704−
© Copyright 2026 Paperzz