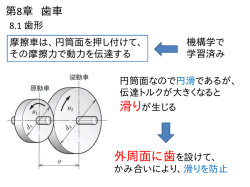
歯車の基礎知識 KHK歯車のABCを参考に作成 1 平歯車(スパーギヤ) 歯スジが軸と平行な円筒歯車。 製作が容易で一番よく使われる 2 1 はすば歯車(ヘリカルギヤ) 歯すじをつる巻き状にした歯車。 平歯車と比べて,歯のかみ合いが滑らか 騒音が少ない 軸方向にスラスト荷重が生じる。 3 やまば歯車(ダブルヘリカル) はすば歯車で発生すスラスト力を打ち消すために はすば歯車を2枚組み合わせた歯車。 通常回転方向を山より噛み合いに入るようにします。 正逆転の場合は、中央に油の逃げ溝をつけます 4 2 内歯車(インターナルギヤ) 遊星歯車機構 円筒の内側に歯を取り付けた歯車。 2軸の中心距離を短くしたい場合などに用いる。 遊星歯車機構は,小型で大きな減速比が得られる。 5 ラックとピニオン 電動スライダ オリエンタルモータ 直線状に歯を取り付けたもの。 平歯車(ピニオンギヤ)と組み合わせて使われる。 回転運動を直線運動に変換する場合などに使われる。 6 3 かさ歯車(ベベルギヤ) すぐはかさ歯車 曲がりばかさ歯車 円すい状の面に歯を取り付けた歯車。 主に直交した2軸の間の動力伝達に使われる 曲がりばかさ歯車は、高速回転・低騒音 7 ギヤボックス 曲がりばかさ歯車を組み込んである減速機(椿本製) 速比が1:1のかさ歯車をマイターといいます 8 4 ねじ歯車(スパイラルギヤ) 2軸が平行でなく、交わらない 噛み合いのすべりが大きいので低荷重用 9 ウオーム歯車 ウォーム ウォームホイール 大きな減速比を得られる。 ウォームホイール側からは回転が出来ない(逆転防止可能)。 摩擦損失が大きいが滑らかな回転をする 適切な潤滑が必要である。 ウォームには,軸方向の大きなスラスト荷重が生じる。 10 5 非円形ギヤ 楕円歯車とも言われ1回転の中で速度が変わる。 回転変動により慣性力が掛かるが、一回転中に 速度の速い部分と遅い部分が出来るので、組合せに よっては、有益な機構が可能です。 11 歯車加工方法(ホブ切り) ホブカッター ホブカッターで切削加工 12 6 研削盤(ライサファー製) 砥石 歯車形状の砥石で研削加工 13 研削盤(マーグ製) インボリュート形状で歯車が動いて研削。 歯面がうろこ状で高周波音が出にくい 14 7 歯車の基本用語 1.モジュール ・・・ 歯の大きさを表し記号は m 基準ピッチ円直径(PCD) m= 歯数(Z) P(円ピッチ)=m×兀 DP(ダイヤメトラルピッチ)=m×25.4 (海外) 15 2.圧力角 ・・・ 歯の傾きで記号は α 標準は20° 円ピッチ 歯先 その他14.5°があるが歯の強度が 弱いのであまり使用されてない 歯底 3.歯数 ・・・ 歯車の歯の数で記号は Z 1 2 3 12 4 11 5 10 6 9 8 7 16 8 4.歯たけ 記号は h 歯末のたけ(ha)=m 歯元のたけ(hf)=1.25m 歯先と歯元が当たらない様に歯元の 高さが、歯末より高くなっています 5.歯厚 記号は S 兀m 歯厚(s)= 歯厚はピッチの半分から バックラッシュを引いたもの 2 6.歯車のピッチ円直径(PCD) 記号 d 基準円直径 ( d = z m ) 歯先円直径( da = d + 2m ) 17 歯厚の測定① 歯厚はバックラッシュを決める重要な寸法です 弦歯厚法 歯型キャリパー ノギスを2個組合してある 歯末の寸法haを設定して歯厚Sを測定します。 18 正確に歯厚を計測できないため、特殊なとき以外は使用されません 9 歯厚の測定② またぎ歯厚法 歯厚マイクロメータ 歯厚マイクロメータにより 数枚の歯をはさんで 歯厚マイクロメータで歯厚Sを測定します 一般にまたぎ歯厚を計測します。 19 歯厚の測定③ オーバーピン法 歯溝に、ピン又はボールを入れて 外側の寸法を測定します。 ハスバ歯車などでまたぎ歯厚を 測定できないときに使用します。 20 10 7.頂げき(c) 歯先と歯元のすきま c=1.25m-1.00m=0.25m 8.中心距離 噛み合う歯車のピッチ円径を足して2で割った寸法 中心距離 ( d1 + d2 ) 中心距離(a)= 2 d1 d2 9.バックラッシュ 歯と歯の円周方向のすきま 21 バックラッシはなぜ必要か! バックラッシュの目的 ・熱膨張 ・取り付け誤差の吸収 ・運転中のたわみによる誤差吸収 ・油膜の形成 小さすぎると,潤滑が不十分になりやすく,歯面同士の摩擦が大きくなる。 大きすぎると,歯のかみ合いが悪くなり,歯車が破損しやすくなる。 バックラッシュ量 0.03~0.05M ・・・ 通常歯厚の2倍 中心距離とバックラッシュの関係 Jr=Jt/2tanα・・・・中心距離が変化の70%が バックラッシュとして影響します 22 11 10.はすば歯車のモジュール 1)軸直角基準 ・・・ 正面モジュール( mt ) 2)歯直角基準 ・・・ 歯直角モジュール( mn ) の2種類があります。歯切り時の工具は、平歯車もはすば歯車も 共通で使用するため、歯直角モジールが整数となり、軸直角モ ジュールは歯直角モジュールより大きく小数点がついています 軸直角・歯直角モジュールの関係 mn mt = cosβ 23 11.噛み合い率 abの長さを噛み合い長さといいます この噛み合い長さの間に歯が何枚 有るかを表したのが噛み合い率です 滑らかな回転をするためには、噛み 合い率が1.4以上必要です 噛み合い率= 噛み合い長さ 法線ピッチ 24 12 インボリュート歯型 インボリュート歯型とは 基礎円筒に糸を巻きつけて引きほどいていったときに糸の先端が 描く曲線 ・・・・ この曲線が歯型の形です 特長 工具が作りやすい 中心距離が多少変化してもOK 工具が兼用できる 基礎円:インボリュート曲線の 基礎となる円 25 インボリュート歯車の製作 一対のインボリュート歯車を作図して製作して 歯面の動きを観察しよう。 1.接触点の動き 2.歯面の動きは 転がり接触 滑り接触 がわかります 26 13 1.直径Φ100程度の筒(基礎円)に糸を巻いて、 インボリュートカーブを両方向から描きます。(赤線) 2.この形状のものを2個製作します。 3.基礎円を2個描き、基礎円の接線を引きます。 4.基礎円の中心に製作した左図の歯車を回転 できるようにします。 5.歯車を回転すると、この接線上を歯車の接触点が 動くのが判ると同時に、歯車は滑り摩擦だと言う ことが判ります。 圧力角 実物 27 サイクロイド曲線 円が直線上を滑らないで転がるとき、その円周上の定点が描く 軌跡を「サイクロイド」という 中心距離が正確でないと円滑に回らないが、歯面のすべりが小さ いので損失がすくない。 時計など高精度のものに使用されています。 28 14 歯車の単体精度 歯車の精度 1.歯形(インボリュート曲線) ・・・ 歯形誤差 2.歯面の歯すじ ・・・・・・・・・・・・・ 歯すじ誤差 3.歯・歯溝の位置 ・割り出し精度 ・・・・・・・・・・・・ 単一ピッチ誤差 ・・・・・・・・・・・・ 累積ピッチ誤差 ・半径方向の位置 ・・・・・・・・・ 歯溝の振れ オーバーピン 単一ピッチ 29 歯車の組立精度 1.バックラッシュ 歯面に直角に2箇所取付け 2.歯溝の振れ 歯と歯のスキマを計ります。 スキミ・ヒューズで方法もある (歯の同芯度) 3.側面振れ (端面の振れ) 4.歯当たり オーバーピン 5.異音(打ちキズ) 歯面に傷があると運転中に異音がでます 30 15 ウオームの歯当たり 回転方向 回転方向 入口側に当りがある と油が入りません 油入口側 出口側 歯すじ方向歯当たりの中心が、多少 出口側によっていて入口側には油膜 形成に必要な入口すき間をつける 31 かさ歯車の歯当たり 理想的な歯当たりは、歯幅中央小端寄りです。 かさ歯車においては、負荷が大きくなるにしたが この歯当たりは歯幅中央へ移動していきます。 かさ歯車使用時の全負荷がかかったときに、 歯当たりが歯幅中央にくるのが理想的です 小原歯車HP 32 16 歯車箱のオフセット 歯車箱のオフセット 誤差による歯当たり 歯車箱の軸角度誤差に よる歯当たり 小原歯車HP 33 4. かさ歯車組立上の注意 ①かさ歯車の組立順序は、まず小歯車(ピニオンギア)を正しい位置に取付け、次に 規定のバックラッシュの位置に大歯車(ベベルギア)を取り付ける ②一般的には、バックラッシ調整は、大歯車を出入りさせる事で調整し、歯当り調整は 小歯車を出入りさせることで調整する ③傘歯車の取付位置と歯当りの関係は、下図のようになります (a) 中心 (b) 小歯車が外へ移動している場合 (正しい) G=大歯車(ベベルギア) (c) 小歯車が内へ移動している場合 P=小歯車(ピニオンギア) (d) 小歯車が下へ移動している場合 (e) 小歯車が上へ0移動している場合 (f) 小歯車が下へと内へ移動している場合 (g) 小歯車上へ0.038mmと外へ0.038mm移動 34 17 曲がり歯かさ歯車の組立 歯当りとバックラッシュを同時に調整していきます 35 基準歯形 歯形修正(歯当たり改善) 修正歯形 歯型修正 クラウニング エンドレリーフ 歯に力が加わり、歯がたわんでも、相手の歯 に干渉するのを避けられますから、騒音の低 下・寿命の延長などに効果 歯すじ方向に適当なふくらみをつける加工を して、歯当たりが歯の中央になるようにします クラウニングの簡易方法で、歯幅両端部 だけを逃がす方法 36 18 歯車の材料 代表的な歯車の材料 1.S45C(機械構造用炭素鋼) 2.SCM440(クロムモリブデン鋼) 3.SCM415(クロムモリブデン鋼) ・・・ 浸炭 4.SUS303(ステンレススチィール) 5.銅合金(リン青銅、アルミ青銅) ・・・ ウオームホイール 硬い材料と組合わせ滑りによるかじり・焼きつき防止 6.FCD(ダクタイル鋳鉄) ・・・ 吸振性がある 37 歯車の熱処理 歯面の硬度を上げて耐久性を上げる処理 1.焼入れ焼き戻し 2.高周波焼入れ・・・電磁誘導で表面を加熱後急冷 3.浸炭焼入れ ・・・低炭素鋼の表面に炭素を浸透後焼入れ 4.窒化 ・・・・・・・・・表面に硬い窒素化合物(FeN)を作る 5.タフトライド(軟窒化) 38 19 ナイロン歯車 1.特徴(MCナイロン) 1)錆びない 2)低速の場合自己潤滑性があり無給油で使える 3)騒音が少ない 2.使用上の注意事項 温度上昇・吸湿による変形が大きい 線膨張係数 鉄 :1.2×10-5/℃ MCナイロン:9×10-5/℃ 39 速度伝達比 Z=24枚 Z=12枚 駆動歯車 被動歯車 駆動動歯車の歯数 12 = 被動歯車の歯数動 駆動歯車の回転数 = 24 駆動歯車の回転数 回転数は歯数の逆比となります 40 20 ウオームの速度比 ウオームホイール ウオーム 歯数 25枚 条数:1 ウオームの条数が1の場合の減速比は 1 25 条数が2の場合の減速比は 2 25 41 21
© Copyright 2026 Paperzz
![九島大橋パンフレット [PDFファイル/4.2MB]](http://s3.paperzz.com/store/data/005821654_1-cc01a22f3d1e8de33444cab9bd42870d-250x500.png)