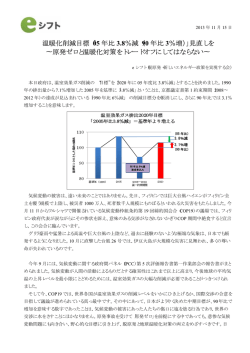
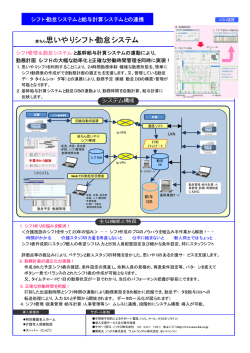
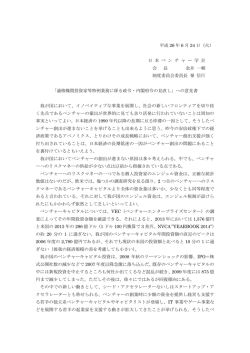
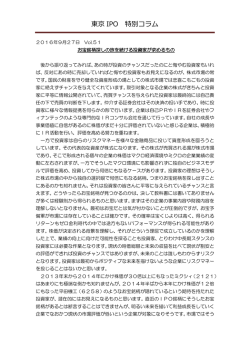
つるさき-14 号 循環型社会と木材利用 北欧の製材事情 1.前書き 1990 年頃まで国際化の渦中にあったわが国木材業界にとっても、北欧はまだ 極めて縁の遠い国であった。この地域からの本格的な木材輸入は 1990 年を境に スタートしたと言ってよい。北米に於ける天然林の伐採を規制する法律の制定 が直接の契機であった。熱帯雨林の過伐に端を発し環境問題、特に森林の環境 破壊に対する関心が世界的にクローズアップされる中で、北米でも環境保護運 動の嵐が吹き荒れ、当時の運動の象徴でもあったマダラフクロウ等絶滅危惧種 に指定された動植物の保護を目的に、これらの動植物の生息する天然林を対象 にオールドグロス材の伐採が厳しく規制されることになったのである。その結 果これまで資源の供給不安など毛頭考えもしなかった米材原木に供給不安が急 速に台頭し、米松並材のFAS価格が 2~3 年の間に 3 倍から 4 倍に高騰する異 常事態を招いた。連動して南洋材をはじめ全ての材種に影響が及び大パニック を引き起こした。 こうした世界的な木材の供給不安の中で登場したのが北欧材(ホワイトウッ ド)であった。当初は丸太で輸入されたが、遠隔地ゆえ輸送コストが嵩む上に、 丸太では輸送中にブルーステンに侵されるという事件もあり、すぐに製品輸入 (乾燥材)に切り換るのであるが、北米材の突出した高値に対し、低価格と乾 燥材という特異性を生かし急速に日本市場への浸透を果たした。その後も安定 して急速にシェアを伸ばし,2003 年には北米材に並ぶ(北米材は後退)年間 360 万㎥に伸張するまでになった。 一体北欧製材に如何にしてこれ程の低価格で乾燥材製品を大量供給する能力 が備わったのであろうか。 2.製材革命(技術革新) 製材は世界的に送材車付き帯鋸装置の開発によって飛躍的な進歩を遂げた。 しかるに北欧はじめヨーロッパでは最近まで「オサ鋸」が使われており、今も なお現役で活躍している地域さえある。しかしながら、北米、北欧等針葉樹製 材の世界の主要産地では、製材用原木の小径木化、低質化が急速に進む中で、 低質小径木資源を有効利用しつつ生産性を高め、コストダウンを追及するため 1 の技術革新が急速に進められ、その結果製材革命と言われるほどの劇的な技術 革新が行われた。 1980 年代の終わり頃を境に、北米では自然環境保護を目的に天然林の伐採が 厳しく規制される気運が強まり、製材用原木は天然林材から二次林材へ急速な 資源転換を余儀なくされた。それ故、環境規制の影響を受けることなく利用出 来る原料の確保が、木材工業にとっての最大の課題となった。この時期未利用 樹種(ポプラ・アスペン等の広葉樹)或いは未利用低質材等を原料とする OSB、 MDF、PSL 等々が、世界的に急速に台頭して来たのもこうした資源事情の変化 が背景にあった。 オールドグロスの大径材資源の利用を断たれた北米の製材には、南部松を求 めての南部への製材移設、或いは製材からの撤退等が相次ぐ中で、従来製材用 の対象外であり、主としてパルプ原料とされていた小径木、或いは曲り材等低 質材を原料とする、全く新しいタイプのしかも大規模製材の台頭が見られ、こ うしたタイプの製材が急速に勢力を拡大して行った。北米に広がる広大な針葉 樹林では、ダグラスファーのセカンドグロス材が伐期を迎えようとする時期で もあり、二次林の小径木低質材を原料とする効率的な大規模製材の実現は、正 に原料の大転換期に於ける製材革命と言うに相応しい改革であった。この製材 の革新を可能にしたのが、精度を高めた「曲り/カーブ製材システム」に象徴さ れる技術革新に他ならなかった。3次元的に丸太の形状を計測し、最も価値歩 留りを高める木取り寸法を瞬時に設定するスキャナー・オプチマイザーの進歩 は、製材の歩留り向上とスピードアップに計り知れない貢献をした。 チッパーキャンターと帯鋸、或いは丸鋸、プロファイルユニット、ロータリ ーギャング等の組み合わせによる一体化した製材装置では、丸太は送材車に固 定する従来の方式と異なり、チェーンで上下から押さえて連続的に送材するシ ステムに変わり、この方式によって丸太の処理能力が飛躍的に向上すると同時 に、大幅な省人化をももたらせた。機械メーカー或いは機種によって多少異な るが、チッパーキャンターによる曲り挽き対応能力は、矢高で 1.5%~2.0%と 通常の丸太の曲りには十分対応可能な能力を備えている。 こうした技術革新によって生まれた全く新しい製材システムによって、末口 径 10cm 程度の小径木から更には矢高 1.5~2.0%程度までの曲り材まで、歩留 り良く高速での製材が可能となり、二次林低質材の有効利用に道が付けられ、 資源の大量調達に於ける環境問題を見事に解決することに成功したのである。 北欧の厳しい自然環境では、樹木の生長は極めて緩慢であり、セカンドグロ ス材でも伐期は 80~100 年と言われるが、近年は資源不足から伐期も 10~15 年短縮され、小径木化、或いは曲り材が増える等の低質化が顕著になるにつれ、 北米同様小径木製材に威力を発揮する「カーブ製材システム」への転換が焦眉 2 の急となって来た。特に新しい機械装置では、過去にはパルプ用であった末口 径 15cm 以下の安い(通常の製材用材の二分の一)小径木も、素性の良いもの は製材用に利用が可能となり(価格は通常の製材用材の 70%程度)、原料の低コ スト化にも威力を発揮する事になり、装置の普及に拍車を掛けることとなった。 写真-1 原木ヤード 2-1 代表的機械メーカー及び特徴 「カーブ製材」機能を持つ機械の代表的なメーカーは、ほぼ次の 5 社である。 1) USNR(アメリカ) 2) LINCK(ドイツ) 3) HEINOLA(スエーデン) 4) SODERHAMN(フィンランド) 5) HEWSAW(フィンランド) これらの装置に共通する特徴は、何れも丸太の送材が、わが国で一般的に見 られる、送材車に固定して送るシステムではなく、全てチッパーキャンターを ヘッドに据え、丸太はチェーンに乗せ上下で押さえながら連続して送るシステ ムを採っていることである。 1)USSR の方式は、日本では久万広域森林組合に設置されている装置が、海外 で稼動しているものと全く同様の装置であり、自由に見学が出来る。この方式 は、欧州のその他の装置と若干異なり、ヘッドのチッパーキャンターにはカー ブ製材機能は付いておらず、続くツインバンドソーとセットになって、両側で 側板二枚を取って曲の太鼓材を作る機能を果たし、側板はボードエッジャーで 耳を落とし、太鼓材は続くカーブ製材機能を持つチッパーキャンターで太鼓材 の形状(曲がり)に沿って両側に面をつけたキャンツとし、このキャンツが続 くシフィティングエッジャーにて定規に沿って製材されるシステムになってい る(図-1 製材フローシート)。最近では曲り製材チッパーキャンターとシフティン 3 グエッジャーがコンパクトに一体化された装置が普及し始めている。例えばカ ナダのトルコ社等には最近このタイプの装置が設置されている。 曲がり/カーブ製材フローシート 原木位置決め装置 スキャナー 原木 チップキャンター ツインバンドソー 横バンド ボードエッジャー チップキャンター 製品 カーブソー スタッカー ビンソーター トリマー チップ 図-1 USNR 社製曲がり/カーブ製材装置フローシート (久万広域森林組合・父野川事業所) 2)これに対し HEWSOW タイプは、バンドソーを組み込まないシステムに徹 している。ヘッドのチッパーキャンター自体にカーブ製材機能が付いており(直 線挽き機能への変換も自由)、ここで左右に加え上下も同時に削り、USNR 方式 ではサイドボードはボードエッジャーで両耳を落としたが、この装置ではプロ ファイルユニット(写真)がボードエッジャーの働きをし、シフティングエッジャ ーに代わってダブルアーバー方式の丸鋸(写真)が使われている。極めてコンパク トであり、その典型的な装置がミサワホームのフィンランド工場で活躍してい る R-250 タイプである。 4 図-2 HEWSOW R200 タイプ 模式図 ただしこの装置では、USNR 方式と異なり、丸太の大きさの変化に対して木 取りパターンを自在に変換出来ない制約を受ける。従って一定の末口径に対し て木取りパターンを決め鋸やプロファイルユニットをセットすれば、決められ た大きさの丸太のみを継続して供給しなければならず、そのためにこのタイプ の装置を採用した工場では、末口径を 1cm 間隔でソーティングした丸太の貯木 場と広大なヤードが必要になる。しかし切削工具の交換に要する時間は極めて 短時間で、十数分で完了する。それでもある程度多様な丸太の大きさの変化に 対応可能な装置になると、高額にはなるがこうしたタイプも多く見られる。機 械の減価償却費負担は増えるが歩留り向上のメリットが大きいからだ。何れに しても、こうしたタイプの装置が採用されるには、土地が極めて安いと言う背 景が無視出来ない。フィンランドでは1㎡=1 ユーロと聞く。 写真-2 チッパーユニット 写真-3 プロファイルユニット 写真-4 ダブルアーバー丸鋸 3)HEINOLA や SODERHAMN も基本的には HEWSOW タイプと代わらない が、工場設計に於いては、ダブルアーバーの丸鋸に代わってバンドソー(Quad Saw:Twin Saw×2)を利用するケース(一般的に丸鋸ではアサリ巾が 3.2~ 3.8mm 前後であるが、バンドソーでは 17 ゲージの帯鋸が一般的で、アサリ幅 は 2.7~2.9mm が多く、歩留りの改善が重視されている) 、或いは側板処理にボ ードエッジャーをセットするケース、或いはヘッドのチッパーキャンターをメ リ-ゴーラウンド方式で繰り返し利用するコンパクトタイプ(この場合は機械 台数が減り設備費が抑えられるが、同じ機械を二度、三度繰り返し使用するた め、処理量は低下する)等、状況に応じて様々な工場設計が見られる。 曲り挽き機能を持つチッパーキャンターをヘッドに据え、メリーゴーラウン ド方式を採り、バンドソートと組み合わせるシステム等は、1 シフトの原木消費 量 6~7 万㎥を目標とする国産材製材には、取り組み易い装置ではないかと考え られる。小径木から中目大径材まで、更に直材、曲り材と広範囲の丸太仕様と 多様な製品需要に対応出来る小売製材に対しては、今も根強いニーズがある。 5 しかし高い生産コストがネックとなり今最も厳しい淘汰の波に曝されているの もこのタイプの製材である。 (Chipper Canter + Quad Bandmill + Optimizing Edger) (8 時間 1 シフト年間生産能力 4 万㎥・・製品ベース) 図-3 メリ-ゴーラウンド式製材ライン 写真-5 カーブ製材チッパーキャンター このメリーゴーラウンド・タイプの装置設計は、柱・梁桁製材から間柱等の 板製材、或いは小径木からの母屋角等の小角製材等、多様な製品に対応する小 売タイプの国産材製材には打って付の装置設計であろうと考えられる。ヘッド のチップキャンターを通す回数が増える分生産能率は落ちるが、それでも原木 ベースで 1 シフト年間 6~7 万㎥を達成するには十分な能力を発揮する。勿論多 様な製品ニーズに対する低コスト製材対応が可能とは言え、この場合には大量 生産に対する販売力が基本であることは言うまでもない。 4)LINCK は STORA ENSO TIMBER の TOLKKINEN SAWMILL で見たが、 これは HEW SAW タイプを大型化したタイプと想像すればよい。シュバイホッ ファー社がルーマニアに新設した大型製材も LINCK タイプを採用している。チ ッパーキャンター、キャントターナー(回転装置)、プロファイルユニット、ソ ーセクション、キャントターナー、プロファイルユニト、ソーセクションと材 6 を回転させながらワンパスで最終製品化してゆくシステムである。この工場は 週 5 日制、 1 シフト 8 時間の 2 シフトで年間生産量は原木ベースで 579,000 ㎥、 1 シフトでは 289,500 ㎥(1 シフト 1 日:約 1,200 ㎥)であるが、150~550 ㎜と 比較的大きい丸太が主体である。生産量は、丸太の送り速度によって調整出来 るが、製材施設に続く製品のソーター(仕分け装置)、乾燥施設、乾燥材ソータ ー等の能力は、生産量にマッチするよう設計されている。従って、生産量を上 げるのは簡単であるが、付帯施設のキャパシティーを同時に改善しなければ、 生産量のみを上げる訳には行かない。LINCK タイプの装置を設置する製材は、 生産量が一般的に極めて大規模であり、製品ベースでの生産量は年間 30~40 万 ㎥である。 5)これら全ての装置に共通して言えるのは、連続送材システムによる時間当た りの高い生産性である。原木ベースで 1 シフト年間生産量 150,000 ㎥程度の所 謂中規模工場では、送材速度は大体 70m/分前後であるが、量産する大規模工場 では 90~120m/分程度まで上げている。最近チリやニュージーランドには 150 m/分の装置も据えられていると言う。日本では一世を風靡し、現在も柱製材の 主力装置として活躍中の全自動ツインバンドソーでも、1 分間の処理本数は 2.5 ~3 本であるが、例えば 3m材の場合、90m/分では丸太間隔を 1m で送るとして も 1 分間の処理本数は 22 本と言う驚異的な数値になる。70m/分でも 17~18 本 になる。しかもこの処理量で鋸の交換時間は 8 時間(工場によっては 16 時間) である。欧米の製材の競争力を高めた大きな要因の一つが、この丸太の送り装 置の改革にあったと言って差しつかえない。 6)次に今ひとつの革命的な技術革新は、高性能なスキャナー・オプチマイザー の進歩であろう。これだけ処理量が増えれば、先ず丸太のソーティング、剥皮 にしても 1 日数万本になるが、これほど大量の丸太を夫々1 基で処理せねばなら ないが、これは高性能なスキャナー無くしては不可能であったと言えよう。 製材用原木は小径木化に加え曲り材の混入率が増え、全体として低質化が進 んでいる。こうした丸太を 1 分間に 20 本前後もの本数を、丸太ごとに瞬時にそ の形状と材積を計算し、最も価値歩留りを高める木取りパターンと丸太の位置 決めを決定する技術・装置の開発があって、初めて低質丸太の高速・大量生産 と言う製材の工業化が可能になったと言える。 高性能のスキャナーは、一般に機械装置に匹敵するほど高額であり、それ故 に日本の製材経営者には、高額のスキャナーの採用に対しては強い抵抗があっ たが、今後は国産材製材でも規模拡大に向けた技術革新を進める上では、避け て通れない装置となろう。 7 6)こうした製材革命とも言えるような製材の変革は、前述の通り 1990 年以降 に一気に進んだと言うことである。つい最近まで使用されていたと言うオサ鋸 のコンクリートの基礎が、モニュメントのようにあちこちの製材に見られる。 日本や北米のように送材車付きバンドソーの時代を経ず、つい最近までオサ鋸 製材を続けて来た製材にとっては、実に驚異的な技術的変革であったであろう と推測される。それだけに新しい装置への転換が急ピッチで進められた事情が 目に見えるように理解出来るのである。 例えばフィンランドでは年間製品ベースでの生産量 1 万㎥以上の製材が 200 工場であるが、35 年前には 1 万工場あった製材が徐々に減少して来たものでは なく、過去 10 数年間特に最近の 10 年間で劇的な縮小を見ていることからも技 術革新の影響の大きさが窺える。 2-2 事例 北欧 3 国で代表的な 11 の製材工場を視察したが、その内タイプの異なる数例 を事例として説明する。 フィンランドに於ける、どちらかと言えば非常に遅く、最近になって「オサ 鋸」製材から、チッパーキャンターライン(Heinola Sawmill Machinery Inc. 製)に転向した製材(ER-Saha Sawmill)の場合、チッパーキャンター・ライ ンへの転換によって著しい業績の改善が見られる(前年度は社長夫婦揃って地 域の長者番付けに名を連ねたと評判になっていた)。 1)ER-Saha Sawmill(Viitasaari) a)1992 年までオサ鋸製材装置 b)1992 年 Chipper canter line に改造 primary breakdown・・chipper canter + twin banndmill (+triple bandmill) primary sideboards・・optimizing edger による merry-go-round 方式 c)1998 年に追加改造 secondary breakdown・chipper canter + profiling unit + rotary gang 2)IPO Wood Sawmill(lisalmi) a)2000 年までオサ鋸製材装置 b)2000 年 Chipper canter line に改造 primary breakdown・・chipper canter + circular headrig secondary breakdown・chipper canter + rotary gang primary sideboard ・・optimizing edger 8 IPO Wood Sawmill オサ鋸製材時代には・・オサ鋸 4 機 2 シフト・6 万㎥(乾燥製品ベース) Chipper canter line ・・1 ライン 2シフト・14 万㎥(乾燥製品ベース) (原木ベース 30 万㎥) 工場内作業員・5 名 原木ソーティング・1 名 目立て・1 名:製材総勢 7 名 ER- SAHA sawmill IPO Wood Sawmill と同様の生産規模 Chipper canter line ・1 ライン 2 シフト・14 万㎥ (乾燥製品ベース) (原木ベース 30 万㎥) 従業員総数 50 名・1 シフト 16 名(乾燥以降も含む)×2=32 名 事務・営業 関係=18 名 IPO 製材工場に比べ若干従業員数が多いが、工場内作業員の数には大差は無い。 オサ鋸製材に比べ、生産量は 2.33 倍であるが、労働生産性、歩留り(特に価 値歩留り)が劇的に改善されている上に、低コスト材が利用可能になったメリ ットが経営改善に大きく寄与している。 3)STORA ENSO TIMBER、TOLKKINEN SAWMILL 製材装置:LINCK 生産量 260,000 ㎥(製品ベース) 579,000 ㎥(原木ベース) 従業員 78 名 週 5 日 2 シフト 原木 パイン 55%、スプルース 45% 3.7~6.1m 150~550mm 出荷先 フィンランド(26%)日本(19%)オランダ(12%)フランス(10%) その他(33%) 2-3 北欧製材の競争力 北欧製材の競争力の要因として一般的に挙げられるのは次の二つである。 (1) 安い原木コスト (2)低い生産コスト しかし(1)については、安いのは(a)素材生産コストと(b)育林費であっ て、製材工場着価格は、現状は日本の「スギ」に比べ必ずしも安いとは言えな い状況である(国産材が安いのは間伐補助金によるところが大きい) 。従って林 業の収益性(利回り相当率)は 8%と極めて高く、林業経営に対する関心は極め て高い。為替レートによって円換算価格は大きく変動するが、北欧に於ける「ホ ワイトウッド、レッドウッド、以降 WW, RW と表示」の工場着値は、製材工 9 場での聞き取り調査では ノルエー・・・WW:400NOK(1NOK=17 円) 6800 円/㎥ RW :450NOK 7650 円/㎥ スエーデン・・WW+RW:500~550SEK(1SEK=15.2 円) 7,600 円~8,360 円/㎥ フィンランド・WW+RW:55~60 ユーロ(1 ユーロ=136 円) 7,480 円~8,160 円/㎥ (ノルエーの原木価格が若干安いのは、ノルエーにはスエーデン、フィンラン ドに比べ、比較的 1 シフト操業の小規模製材が多いことが、丸太価格の差に現 れているものと思われる。同時に地質的な要因によるものかスエーデン、フィ ンランドに比べ丸太が多少細く感じられる。 ) この数値から見れば、スギの価格に比べまだかなり安いと見られるかもしれ ないが、丸太の検量方法を比較すれば、この差異はかなり接近してくる。2cm とびに寸検され、末口の最小径の 2 乗に材長を掛けるスギの検量に対し、北欧 の検量は、皮が付いた状態の実材積で表される。皮は平均 8%を占めると言われ ている。この検量方法によると、スギの検量方法に比べ最低でも 12~13%高く 購入している計算になる。従って、北欧の製材の原木コストは、スギと比較す る場合約 9,000 円/㎥と言うことになる。その内容を見ると、一般的に材長は 2.4 ~6.0M まで込み、末口径は 10~45cm 程度までの込み、直・曲り込みという状 態である。わが国の原木市場でもこういう状態でのスギの価格は、平均 10,000 円/㎥か或いは地域によってはそれ以下という実情であり、殆んど大差ない状況 にあると言えるのではないか。更に北欧からの輸送費(製品 1 ㎥当り 5,000 円 以上)を原木価格に乗せるならば、既に原木価格差に於ける WW・RW のスギ に対する優位性は失われていると言って差しつかえない。 写真-6 製材原木 ソーティング前の状態 (曲り材も目立つ。ホワイトウッドは、節は大きくはないが、節の数は多い) 10 (2)の生産コストの差異は如何であろうか。生産コストに関しては、何処まで の経費を含めるかによって異なり、製材所によって聞き取り調査の数値に大き な開きがあるため正確を期しがたいが、次のデータは製造直接費と間接費に分 けて報告された、スエーデンに於ける標準的な製材のコストとして提供された 資料である。 製材直接費・・・・・・・・ SEK250/㎥(4,250 円) 乾燥加工費・・・・・・・・ SEK90/㎥(1530 円) 減価償却費、利息等・・・・ SEK90/㎥(1530 円) 一般管理・販売費・・・・・ SEK72/㎥(1224 円) Total cost(乾燥製品ベース)SEK502/㎥(8534 円) STORA ENSO TIMBER、TOLKKINEN SAWMILL では 40~45 ユー ロ/㎥(5,440~6,120 円/㎥)(製品ベース)と言うことであったが、この工場の生 産量は 2 シフト週 5 日操業体制で、消費原木ベースで 579,000 ㎥、乾燥製品ベ ースで 260,000 ㎥(フィンランド国内にある同社の 7 製材工場の内最小規模の 製材)であり、2 シフトで年間生産量 140,000 ㎥(乾燥製品ベース)と言う平均 的な製材の約 2 倍の生産量である。スエーデンの標準的な製材との製材コスト の差は、この生産性の違いによるものと推測される。対日輸出に意欲的な製材 は、概して大規模であり(製品ベースで年産30万㎥以上の工場が多い)この ような大規模製材では、製材から乾燥・加工までの直接経費、それに減価償却 費、一般管理販売費、営業外費用までを含むトータルの製造コストは、STORA ENSO TIMBER 社 TOLKKINEN 工場に置ける乾燥製品ベースでの 40~45 ユ ーロ、大体 6,000 円/㎥前後の数値が一般的ではないかと推測される。 歩留りについては、スギ中目材程度の大きさの丸太を中心に製材する工場で 47~48%と言う回答が多かったので、48%に置けば注)乾燥製品ベースで 6,000 円/㎥の製造コストは、日本式に原木ベースで見れば 2,880 円/㎥となる。スエー デンの事例による製材直接費と乾燥コストの比率 73.5:26.5 で一応分けると 乾燥製品ベース 6,000 円/㎥は・・・・製材 4,410 円/㎥:乾燥 1,590 円/㎥ (原木ベース製材コスト:2,116 円/㎥) (注)皮付き実材積に対する乾燥製品ベースの歩留りとすれば決して悪くはない歩留りと 考えられる。北欧、北米を問わず一般的に丸み付き製品を非常に積極的に取っているのが 注目されるが、これが高い歩留りの一つの大きな要因と考えられる。わが国の木材利用に おいて、今後の重要な検討課題であろうと考えられる。) これに対して、国産材製材(合理化された中・大規模専門製材)では 11 製材コストは(乾燥後のプレナー加工まで含めると)、原木ベースで 柱専門製材・・6,000 円/㎥、板専門製材・・8,000 円/㎥ 乾燥コストは、乾燥製品ベースで 6,000~8,000 円/㎥ 即ち、国産材製材には、製材コストでは 3 倍、乾燥では約 4~5 倍の格差がある。 以上見て来た通り、欧州材との価格競争力の格差を生み出している最大の要 因は、実に製造コスト、特に乾燥コストの驚異的な格差にあることが分かる。 過去には原木価格の格差が埋めがたい決定的な要因のように言われて来た。し かし前述の通り、為替の要因もあるが、国内の丸太の一方的な下落と、欧州域 内に於ける原木高要因も加わり、現状では殆んど大差ない状況になって来てい る。スギの曲り材(B 材)等の場合、曲り/カーブ製材装置を駆使して板挽きに 利用するなら、既にホワイトウッド以下の価格水準である。従って国産材製材 にとっては、製造コストの格差の解消が最大の課題であると言えよう。 2-4 北欧製材の特徴 1、スキャナー・オプチマイザー 製材の大規模な工業化を可能にした技術として挙げられるのが、先ず第一に スキャナー・オプチマイザーであろう。1 日 2~3 万本の丸太の仕分けや検量が 自動化されなければ、小径木を原料とする大規模工場の実現は考えられなかっ たであろう。更に製品の価値歩留りを最大化させる、高速且つ高性能なスキャ ナナーの力を借りねば、曲り材の有効利用は実現しなかったであろう。 2、カーブ製材技術 カーブ製材は、日本でもテーブル式バンドソーを使い、 「腹押し」と「端取り」 がペアとなって熟練の技術者が現在でも行っている技術である。一度丸太の曲 りに沿って面を付ければ,後は定規に押し付けて挽くだけである。しかし手作業 では極めて能率が悪く、余程付加価値の高い製品が対象でなければ、コスト高 で採算が合わない。従ってスギ並材をカーブ製材する需要などは日本では起こ り得なかった。 しかしながら、欧米では板を主体とする製材であり、しかも製材用原木の低 質化(丸太が細くなり、曲った丸太の混入率が増える傾向は、北米でも欧州で も製材を悩ませている)が進む中では、歩留りを上げることは大きな関心事で あった。繊維が切断されていない長尺で、且つ強度が高い板製品は、曲り材を 直線挽きして得られる板に比べ、当然高く評価される。従って製材歩留り(計 12 量歩留り)の向上は勿論であるが、付加価値の高い製品の収率、即ち価値歩留 りを上げることに関しては、特に強い関心が持たれていた。その願望に添う技 術が、丸太の形状に沿って製材する「曲り/カーブ」製材であり、正確でしかも 高速での処理を可能にしたカーブ製材装置であった。しかも日本とは大きく異 なり、製材が板製材主体であるために、柱・桁等と異なり、多少の「反り」は 是認されると言う条件も、曲り材の有効利用、即ち高性能な「カーブ製材」が 開発される背景にあったと言えるだろう。 詳細な技術上の解説は省くが、カーブ製材機能を発揮するのはチッパーキャ ンターであり(同時に直線挽き機能も持つ)、チッパーキャンターによって曲っ た形状に沿って平行な面が付けられたキャンツに加工される。面が付けられた キャンツが丸鋸ギャングソー或いはバンドソーで定規に添って製材されるシス テムである。日本の製材関係者には、従来の方式ならば製品が取れる部分まで チップにしてしまい、歩留りが大きく犠牲になると言う、チッパーキャンター に対する根強い誤解があり、チッパーキャンターには感覚的に馴染み難い傾向 が強い。しかしこれは大きな誤解であり、実際には高性能なスキャナー・オプ チマイザーで、価値歩留りを最大化する精密な計測に基づいた木取りパターン を設定して製材する訳であるから、むしろ人の目に頼る以上に確かであると言 って差しつかえない。挽き肌は非常に滑らかであり、チップの形状も良い。乾 燥製品 1 ㎥を得る原木材積は 2.1~2.3 ㎥(製材する原木の大きさ等で開きが出 るが、歩留り 48%~44%)と聞くが、これは皮付きの実材積に対する歩留りで ある点を考慮すれば(8%の皮部分の調整のみで 52%~47%になる)、国産材製 材の現状に比べむしろ高い歩留りと言えるのではないだろうか。 カーブ製材装置の対応出来る曲の大きさ(矢高)は、機械の機種によって異 なる。久万に設置した USNR 社の装置では、2%程度まで(太鼓材の厚み 21cm) 正確に対応するが、北欧で稼動中の装置は概して 1.5%程度までである。勿論改 良の余地はあると言っている。この差は北米と北欧の原木事情の違いによるも のではなかろうかと推測される。WW・RW は元来通直であって大きな曲がりが 少ない。従って、1.5%まで許容すれば殆んどの丸太は、2.4~6.1mまでの長さ で切断すれば、この曲の範囲内に収まって来ると見られる。これに対し、米材 の場合には、米スギや米松の小径木には、造材する中間ヤードではかなり曲の 大きい丸太が多く目に付いた強い印象がある。特にワシントン州シアトルの近 くに立地する米スギ専門製材(ウエルコランバー)のヤードに積まれた米スギ セカンドグロス材は、かなり曲がりがきつい材であった事が思い出される。 カーブ製材の精度は非常に高く、対応可能な曲り(矢高)の範囲では、机 上で行うシミュレーションと殆んど代わらない結果が得られる。 (株)カナダ森 林研究所によるデータでも、曲の程度によって大きく異なるが、3.5~20.6%の 13 歩留り向上が見られる。 曲り挽きと直線挽きの比較シミュレーション 直線挽きに対しての歩留まりの増加率% 曲り 1 吋 曲り 1-2 吋 曲り 2-3 吋 価値歩留り 2.7 6.2 14.8 形量歩留り 3.5 5.9 20.6 (カナダ森林研究所のデータとして機械メーカーより提供) 更に、愛媛県林業技術センターに於ける曲り材に関する試験(直材間柱と曲り 材間柱の乾燥性状および材質の比較 1999)でも、試験材 3m中目材 12 本、矢 高 17~65 ㎜(平均 36 ㎜)の曲り材丸太の太鼓材からは、直材丸太の太鼓材か らと全く同じ枚数の 3mの板(間柱)が得られており、3mの太鼓材からは 3m の製品が得られると言う性能が実証されている。乾燥による(反り)の矯正で も、15%以下の割合は生材の 27.33%から乾燥後 69%に矯正されている。乾燥 条件次第では更に改善の余地が有るのではないか。 3、多様な製品サイズ 建築材、家具材、建具材、外構資材、梱包材、箱材、土木資材等々実に広範 な用途に対して、製品のサイズは極めて多く、日本の瓦桟程度の非常に小さな 製品まで含まれている。丸み付き製品規格があり、意図的に大きな丸み付き製 品を積極的に採っており、歩留まり追求には極めてシビアである。 4、多様な丸太の利用 一つの製材ラインで「末口径は 9~60cm 程度まで、長さも 2.5~6.1mまで、 直・曲り込み」と言う多様な丸太を一工場で製材するシステムが、日本の現状 の製材システムとの根本的な相違である。製材機械装置は、角物製品が混入す る場合でも、製品の仕分け装置を増強しさえすれば、能率を落す恐れはない。 従って板、角を同時に挽きたい国産材製材には、非常に効率的な装置である。 欧米で普及する製材装置がわが国でも普及してくれば、素材生産の合理化は勿 論、素材流通の簡素化が一気に進むのではないかと期待される。このシステム は、丸太の安定確保(量と価格)を図る上で、今後の国産材の重要な検討課題 と考える。 3.北欧製材の対日戦略 14 03 年の欧州材(ロシアを含む)の輸入量は約 360 万㎥にも達した。前年に比べ 約 12%も伸びている。その内ストラエンソ社 1 社で 100 万㎥と言う数量からも 分るように、一部の大規模製材によって対日輸出の大半が占められているのが 現状である。それを代表するのがストラエンソ、フィンフォレスト、UPM、シ ュバイフォッファー等である。シュバイフォッファー以外のこれら大手は、全 て製紙が主体の会社である。ストラエンソの場合、製材は僅かに 12~13%に過 ぎない。こうした状況から、特に最近は製紙の好況を反映して、丸太が製紙に 流れる比率が上がり、原木は強含みに推移しており、製材専門の工場には厳し い原木事情と聞く。そのためロシアはじめ近隣諸国からの丸太輸入が急増して いる。さらにロシア北西部、バルト諸国への製材工場進出が増えている。こう した事情から、対日輸出は大手製材の世界戦略に組み込まれており、特にスト ラエンソ等製紙部門の比率の高い会社は、戦略的にシェア維持の為に製材製品 価格を維持する余裕があり、最近の大幅なユーロ高が続いても、現状の輸出量 は維持するものと推測される。 然し強含みの原木コスト、限界まで合理化された製材コスト、過剰設備によ る供給過剰等を考慮すれば、欧州材の低コスト対日輸出戦略も限界に来ている と考えられ,今後これ以上に安値攻勢が続くとは考え難い。 北欧材の 50%は集成材ラミナ(ホワイトウッド主体、最近レッドウッドが増 えている)で占められており、ストラエンソでも同様である。日本の集成材メ ーカーの厳しい要望に対して新たな戦略を考慮していると見られる。それは最 近相次いで表明されている集成材工場の新・増設計画からも窺える。ストラエ ンソ社はオーストリアにあるラムコに加え、ブランドでの柱の増産、イプスで の柱に加え梁・桁の生産、エストニアでの工場建設等、これまでのラミナ主体 の供給に加え集成材完成品の増量によって、ラミナ価格の支配力を高めようと する意図が窺える。 日本の業界にとっては、こうした北欧の動向に加え、最近のロシアの台頭が 不気味である。現実に中国から輸入されるロシア赤松による集成材(積層)間 柱が、ホワイトウッド KD 間柱のシェアを侵食し始めている。 日本の集成材メーカーは、ホワイトウッド、レッドウッドの集成材ラミナの 低価格、量的供給力に支えられて規模拡大を果たし、世界に類を見ない集成材 時代を築いて来たのであるが、ストラエンソの前述の動向等を見ても、北欧一 辺倒のラミナ調達は極めて危険な状況と言わざるを得ない。現実に戦後のその 他の外材輸入の歴史を見ても、丸太から始まり現地挽き製品に変わり、更に一 15 段と加工度を高めた最終製品化へと確実に推移して来た。北欧材のみが例外的 に中間製品であるラミナ輸出を続けるとは考え難いと言わざるを得ない。 4.結び スエーデンやフィンランドの森林は、確かに平坦で日本の急峻な森林とは大 きく異なり、素材生産も容易であろうと想像に難くない。しかしフィンランド だけでも 18 万もあると言われる湖の周辺は湿地帯が多く、こうした地域の伐採 は必ずしも容易ではない事情も抱えている。 写真-7 フィンランドの森林風景 特に最近は温暖化の影響か、夏期には雨が多く、冬季は凍結の時期が遅れ湖 の周辺がぬかるみ、湿地に多いホワイトウッドの出材が停滞気味と言われる。 それでも日本に比べ異常に安い素材生産コストや育林コストは、単に地形的条 件によるだけではなく、400 年掛けて充実したインフラと、完全にデータベース 化された徹底した森林管理によるところが大きい。安定した原木価格に対して、 素材生産や育林のコストは安く、林業収入は 8%と極めて高い。従って林業経営 に対する関心も極めて高い。要するに林業は儲かる魅力的な産業なのである。 製材も近年の技術革新によって急速にコスト競争力を高め、輸出競争力を増し て来た。製材に対する設備投資は引き続き活発である。その結果原木需要が増 え、価格は強含みに推移しており、ロシアはじめ近隣諸国からの丸太の輸入増、 或いは近隣諸国への製材進出も盛んである。総じて林業、製材をはじめ製材関 連の機械メーカーを含め、自信に漲っている様子が窺えるが、その背景にある のは高い収益性であろうと思われる。 北欧の林業や製材システムは、わが国の林業・製材産業の活性化にとって多 くの示唆に富んでいる。特に製材では、製材用原木はスギ間伐材とほぼ類似し た内容であり、欧米で製材革命を巻き起こした高性能な製材機械装置の導入に は、危惧すべき問題は無いと考えられる。現実にわが国でも久万広域森林組合 で、具体的な事例として技術革新の威力を目にすることが出来る。 現在は儲からないと言う理由で生産放棄が進む人工林も、時代の変遷と共に 16 評価、価値観が大きく変わり、儲からない状況になって来たとは言え、元々は 戦後復興期の資源不足の状況下で、林業や製材が異常な程の高収益を挙げた時 代に、将来とも儲かる林業を目指して針葉樹への一斉拡大造林が行われ、現在 の広大な針葉樹人工林の誕生を見たのである。今では想像も出来ない急傾斜地 等にまで、隈なく植えられた植林活動のエネルギーも、高収益への期待感であ ったであろうと考えられる。 今日森林の自然環境的、資源的重要性は一段と高まっているが、林業生産活 動を活発化させるには、林業経営にも儲かると言う展望が無ければならない。 更に林業生産活動を旺盛にするには、原木消費の受け皿である国産材製材の拡 大が必須であることは言うまでも無い。製材の大規模化には、原木の大量安定 供給システムの確立が不可避であるが、林業インフラの整備が立ち遅れている わが国の現状でも、スギの大量消費地では、既に素材の低コスト大量供給体制 が確立されつつある。即ち大量消費の安定した受け皿が整備されさえすれば、 供給体制は併行して育つことを裏付けている。従って先ずは製材の改革に着手 すべきであろう。製材の改革にとっても最大の動機は採算性であろう。それに は欧州材に勝てる製材で無ければならぬ。製材の国際競争力確保は、技術的に は不可能ではないが、相応の高額な高性能機械の装備が不可欠である。従って 林業の活性化にとって今わが国で最も必要とされるのは、国際競争力を持つ製 材加工施設への集中的な政策支援であろう。これまで必要性が叫ばれながら抜 本的な製材改革が阻まれて来た最大の要因が資金問題であった。この問題を解 決しない限り製材の根本的な改革は前進しない。林業・製材ともに対症的対策 から脱皮し、儲かる林業・製材の構築に向けた、攻撃的政策の実行への転換が 必要ではないだろうか。北欧の事例を見ても、国産材産業の展望は決して暗く は無い。対応如何に掛かっている。林業、林産ともに官民挙げて自信を持って、 改革に臨むべきであろうと考える。 17
© Copyright 2026 Paperzz