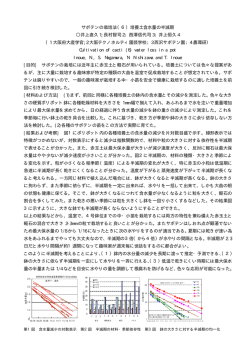
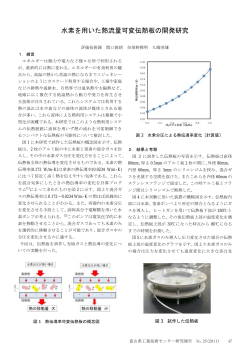
日本塑性加工学会鍛造分科会 第0回実務講座 (2003年2月6・7日) 資料番号 2003・30-2 日本刀の鍛錬と焼入れのシミュレーション 京都大学大学院エネルギー科学研究科 井 上 達 雄 京都市左京区吉田本町 TEL 075-753-5895 E-mail [email protected] 1.はじめに 変態・熱・力学(metallo-thermo-mechanics) 1-6)と称して,塑性力学,金属学,伝熱学の境界領域を 連続体熱力学 7,8)の立場から,熱処理,鍛造,溶接,鋳造,連続鋳造など,相変態を伴う工学過程のコ ンピューターシミュレ−ション 9- 14) を手掛けていた筆者が,その適用例として取り上げたのが,日本 刀の焼入れ 15-23)である. ここでは日本刀の製作過程を簡単に紹介し,そこに見られる技能が如何に現代の科学と技術の理に かなったものであるかを考えることにする.とくに,日本刀の焼入れの微妙な技の科学性・技術性が, コンピュターシミュレーションによって裏付けられる様子を紹介することにしたい. 2.日本刀の鍛錬 日本刀の素材の多くは,砂鉄を用いて“たたら”で作られた和鋼を素材とする 24-30).作刀過程の模 式図を図1に示す.この鋼は種々の炭素含有量をもつが,目的に応じて脱炭や浸炭を施す.この操作 ぢがねおろ ほ ど を地鉄卸 しという.これは,藁灰と木炭粉を敷き詰めためた火床 に木炭を燃料として,木製の手押し ふいご の指し 鞴 からの送風口に近い底のほうでは脱炭が,木炭の燃焼による一酸化炭素ガスに覆われる上部 では浸炭がなされる. 図1 日本刀の製作過程 1 - - (a) 板目肌 すぐ (a) 直 は 刃 (b) 柾目肌 (b) 互ノ目刃 (c) 綾杉肌 (c) 丁字刃 図2. 肌の例 図3. 土置き 図4. 刃文の例 てこてつ つぎに,梃鉄 (梃板)といわれる平板を作り,その上にまんべんなく加熱するために,小割にした 玉鋼や場合によっては古鉄を積み重ねて,和紙でくるみ,藁灰をまぶして,粘土水をかける. 灰や泥 水をかけるのは,空気を遮断して,鋼の表面酸化を防ぐとともに,泥のSiO 2が不純物の鋼滓をぬきと かなどこ るためといわれる.1600℃の火床で130℃まで加熱する[積み沸かし].つぎに,鉄床 (鉄敷ともいう) せん の上で鉄槌を用いて十分鍛えた後,この中央を鏨 で切り込みを入れて折り返す[下鍛え].こうしてで きた素材を拍子木状に積み重ね,再び鍛錬し,何度かの折返しを繰返す [上鍛え].これを折返し鍛錬 という.刀匠によって回数が異なるが,この操作を10回程度繰返す.したって,2 10≒1,000層(15回 では,2 1 5≒33,000層)の積層材となる.この層状模様はそのまま刀に残るから,図2のようないろ いろな細かい模様(肌という)が刀の棟の表面に見られる.また,この層が互いに密接するのは,鍛 練によって不純物が火花となって飛散し,界面が極めて清浄となるから,原子同士が結びつくことに なる(これを,現代の技術ではメカニカルアロイング(mechanical alloying=機械的合金化)という). この鍛錬によって,素材の重量は数分の1にまで減少して,750ー1100グラムの刀となる.炭素量が しんがね かわがね 低い包丁鉄を内部に入れ[心鉄 という],炭素量を制御した玉鋼などをその外にかぶせ[皮鉄 ],さらに はがね 高炭素鋼[刃鉄 ]を刃先にとして組み合わせる[作り込み,合わせ鍛え].この地鉄をおおまかに刀身 の形に素延べし,小槌で適切な形状に整える[火づくり].このとき,切先の成形[打出し]は最も重要 な工程の一つである.ときには,やすりなどで切削し完全な形にすることもある. やきはつち 焼入れに先だって,刀の表面に焼刃土 を塗る[土置き:図3].木節粘土,松炭の粉,砥石の粉(刀 匠によって混合比が異なる.また,朋砂,黒鉛などを入れる人もある)を水で溶いて焼刃土を作る. これを棟には厚く,刃先には薄く塗り[土置き],丁字,互の目などといわれる刃文(図4参照)を出 すために線状の切り込みを入れて,土の厚さを部分的に変える. いよいよ焼入れである.高炭素の備前伝では780℃,低炭素の相州伝では800℃程度と,いずれもA c 変態点(760℃)以上に加熱し,前者では常温から40℃,後者ではやや高めで80℃以下(温度を測ろう 1 として腕を切られた話は有名である)の水に焼入れる.この水温や冷媒としての特性は後述のように, 伝熱特性上重要である.かっては,塩水,尿,血,油を混ぜた水を使ったという記録が中国やヨーロ ッパにはあるし,奴隷の腹に突き刺したという恐ろしい話もある 31). 低炭素でできた内部はフェライト+パーライトで延性や靭性が大きく,急冷される刃先はマルテン サイトから内部にいくに従って,トルースタイト,ソルバイトとなっている.マルテンサイト部は光 はもん の乱反射で白く見えるため,図4のような刃文 ができる. 100℃ またはそれ以上で焼きもどしの後,棟に加熱した銅のブロックをあてがって形状を整える[銅 なかごじた かぶせ].あとは,刀匠自身が鍛冶研をして,樋を切ったり,茎仕立 てといって束に入る部分にやすり で目たてや銘をいれ,目釘穴をあける.専門の研師が研磨をして刀に命を与えた後,刀匠自身または 専門家が刀身彫刻をして完成する. 3.変態・熱・力学の概要 多くの工学過程では,材料の組織や構造変化とくに相変態が起きると,これに関連して種々の現象 2 - - が惹起することが多い.すなわち,このような相変態が起きるのは,多くの場合,その材料または構 造物の温度や温度分布が変化することに起因する.このとき,熱 応 力 (thermal stress)が生じるが, 相変態の発生が不均一な場合には,変態によって生じる応力=変 態 応 力 (transformation stress)が 普通は熱応力と同程度であって,無視できなくなる.逆に,相変態(実際的には1次相変態)が生じると 潜熱の発生・吸収が起こり,温度分布に影響を与える.また,相変態の挙動は,そこに生じる応力/ ひずみに影響を受けるし,応力がひずみに対する仕事は,とくに非弾性変形の場合,散逸のために温 度の変化をもたらす. このように,組織,温度,応力/ひずみは,互いに相互作用=連成するため,その効果が無視でき ないことが多い.すなわち,これらの3種の場の連成が無視できる場合は,それぞれ,変態のカイネ ティックス,熱伝導方程式,普通の応力の解析を行うことによって,比較的容易に解析的に温度,組 織,応力/変形を決定することができるが,連成を考慮すると基礎式は,他の未知変数を含むため,解 析が極めて困難となる. 熱応力 温 度 応力/ひずみ 力学仕事による発熱 変態応力 /変態塑性 炭素濃度 相変態の 変態組織の応力, 温度依存性 (ひずみ)依存性 潜熱 組 図5 織 図6 温度―伸び線図の例 ((a),(b), (c)の順に冷却速度が大きい) 組織・温度・力学場の連成と炭素濃度依存 そこで,これらを連続体熱力学の立場から,統一的にとらえ,3種の連成を考慮した支配方程式を導 出し,これを理論体系として構築した 1-6).これを変態・熱・力学 (metallo-thermo-mechanics)と呼び, 国際的な慣用語として定着している(図5参照). 3.1 理論の基礎 ところで,弾性体の熱ひずみは ε T = α T − T0 (1) であるが,弾塑性のひずみ増分理論に適用するに際して,線膨張係数αが一定として増分表示すると, dε T = αdT (2) となる.しかし,図6の温度―伸び線図に見られるように線膨張係数は,一般には,温度とくに変態 ( ) 点以上の温度では大きく変化するし,また,冷却する速度によってする.すなわち, α = α (T , T& ・・・ , ) (3) となる.したがって,一般には dε T = αdT + T( ∂α ∂α dT+ dT&+⋅ ⋅ ⋅ ) ∂T ∂T& (4) となる 31,32). 3.2 変 態 ・ 熱 ・ 力 学 に 基 づ く 基 礎 方 程 式 熱処理過程の相変態による組織を巨視的立場から見た場合,ある時刻においてはいくつかの組織が 混在していると考える.これを表現するために,物体中の任意の物質点は,体積分率 ξ I (I = 1, 2, ⋅ ⋅⋅ ⋅ ⋅ , N) をもつ N個の相からなる混合体(mixture)であるとする.また,その力学的,物理的性質 x はN個の成 分の性質 χ I ( I = 1, 2, ⋅ ⋅ ⋅ ⋅ ⋅ , N ) によって, 3 - - N χ = ∑ χ Iξ I = ∑ χ Iξ I , ∑ξ ただし I =1 =1 I (5) のような混合則(mixture law) 33)で表現できるとする.相変態による組織変化に伴って,任意の物質点 の組織は時間と共に変化するから,式(5)を適用することによって組織に依存する各種の性質の変化を 表すことが可能となる. 以下では,この考え方を用いて,図5の破線で示す炭素濃度を求めるための拡散方程式および35 類の物理量の支配方程式,すなわち,組織変化のカイティックス,温度場を決める熱伝導方程式およ び応力−ひずみの構成式に対する連成効果を考慮した表示を与えることにする. 6.2.1 浸炭過程における炭素の拡散方程式 一般に,浸炭は熱処理に先だって行われるため,図5の破線で示すように,それ自身は他の効果と 連成しないと考えてよいから,炭素濃度Cは普通の拡散方程式 ∂C ∂ ∂C = (D ) ∂t ∂xi ∂xi によって記述できる.ここに, (6) D は拡散係数であり,一般に温度と炭素濃度の関数となる. 3.2.2 相変態のカイネティックス 相変態によって生じる組織は,温度や冷却速度に依存することは,状態図,等温変態図線(T-T-T di agram),連続冷却変態図線(C-C-T diagram)からも明らかであるが,このほかにも応力の存在によって 影響を受ける 35-38). 焼入れ過程における加熱によって,物体は,例えばフェライト,パーライトからオーステナイトへ, 逆に冷却によって,オーステナイトからフェライト,パーライト,ベイライト,さらにはマルテンサ イトなどの組織変化をもたらす.このうち,マルテンサイトへの変態は,無拡散変態(またはマルテン サイト型変態)といわれ,その他は拡散型変態と呼ばれる. まず,拡散型変態については多くの研究があるが,ここでは上のような応力依存性をあらわすもの として,Johnson-Mehlの関係 39)に静水圧応力 σ m を導入した関係を用いる 10).すなわち,変態開始から の時刻 t におけるパーライトの体積分率を ξ p とするとき ξ p = 1 − exp( − ve ) , ve = ∫ f (T ,σ t 0 m )(t − τ )3 dτ , f (T ,σ m ) = f (T ,0 ) exp( Aσ m ) (7) とおくと,は無応力下の T-T-T線図または C-C-T線図などから決めることができる. また,マルテンサイト変態については,熱力学的考察からMageeの速度式 40)を修正して ξ M = 1 − exp[φ (M s − T ) + ψσ kk ] の形で応力依存性を考慮すればよい (8) 10) .さらに,焼きもどし過程の炭化物の析出を含めた組織変化に ついても,基本的には式(7)の関係を用いる. 3.2.3 熱伝導方程式 図5のような応力仕事や潜熱による発熱がある場合には,熱力学第1法則すなわち全エネルギーの 保存則を考える必要がある 7,8).熱流束 hi については,Fourierの法則 hi = − k ∂T ∂xi を用いると,次の 一般化した熱伝導方程式を得る. ∂ ∂T ρ c T& + ρ ∑ l I ξ& I + ρσ ij ε& ijp = (k ) ∂ xi ∂x i (9) ここに,cは比熱であり,? Iは第Ⅰ成分の組織が生じるとき発生する潜熱である. 3.2.4 非弾性構成式 詳しくは省略するが,このとき,熱力学第2法則 (Clausius-Duhem の不等式) の要請から,弾性ひ ずみ ε ij は Gibbsの自由エネルギー e g によって, ε e ij = − ρ ∂g ∂σ ij となるから結局次を得る. 4 - - ε ije = ∑ T 1 + vI v ξIσ ij − ∑ I ξIσ kkδij + ∑ξI ∫ αI δij dT + ∑ β IξIδij T0 EI EI (10) ここに,αは第Ⅰ成分の線膨張係数, 3β I はⅠ成分の組織が生じたときの体積膨張率を表す. 一方,非弾性変形を支配する内部変数については次のように考える. ~ ∂F ∂F & ∂F & ∂F & ∂F ε&ijp = G[ σ& + T+ C+∑ ξ ] ∂σ mn mn ∂T ∂C ∂ξ I I ∂σ ij (11) クリープひずみ速度 については,式(11)と基本的には同じ形の関係を用いる. 前述したように,変態中に応力を加えると著しい塑性変形が生じるが,これを変 態 塑 性 現 象 (transformation plasticity)という 41-45). ε&ijto = 3 ∑ [ K I h (ξ I )ξ&I ]s ij 2 (12) を用いる.ここに, K I は第Ⅰ相が生じるときの変態塑性係数である. 3.3 CAEソフトの構築 筆者らは,それまでの基礎研究を基に,CRC総合研究所と共同して,上で展開した理論を基に,199 2年に熱処理専用のCAEシステムHEARTS(HEAt tReatment Simulation system)を完成し,公表した 11-13). これが契機になって,日本では,小松製作所が,コマツソフトと共同して,差分法と有限要素法を用 いたやや簡易なソフトGRANTAS 46,47)をリリースている.住友金属は社内向けではあるが,汎用有限要素 ソフトABAQUSに相変態の効果を組み込んでQUESSを構築した 48,49).また,ヨーロッパではフランスの溶 接専門であったSYSWELDを熱処理向きに改良した 50,51).汎用有限要素法ソフトABAQUSに相変態の効果を 取り込んだり,塑性加工シミュレーターDEFORMに熱処理機能を持たせたDEFORM-HTが開発された 52,53). さらに,アメリカ政府の肝煎りでNSCMでは,DANTEを開発中である 54-56).その他,十分な調査が出来て いないが,社内使用のもの,現在開発中のものなどもある. さらに,これらのシミュレーション結果のみならず,熱処理現場や減少しつつある熟練工が得たノ ウハウを蓄積しこれをデータベース化するいわゆる知識データベースシステム(knowledge based database system, KBS)さらにそれによる意志決定支援システム(decision support system, DSS)の 構築に対する国際共同研究(NEDO支援によるIMS国際共同研究=VHT)が開始された 57).なお,このよ うなシミュレーションCAE技術の現状については,(財)素形材センターによる資料 58) が参考になる. 4.刀の焼入れのコンピューターシミュレーション 焼入れ過程では,焼刃土の置き方,刀の断面形状によって,温度分布が変化するための熱収縮とと もに,相変態による膨張・収縮の複雑な時間的遅れによって,反りや逆反りが生じる.この逆反りが 起きることは多くの刀匠が知っているが,ここでは,これが2度生じること,刃文が出来る様子,内 部の応力などを,シミュレーションで明らかにする. 4.1 断熱材と焼刃土 高温の金属の表面に土などの断熱材を塗ると,冷えにくくなることはよく知っている.刀の表面に 塗る焼刃土の厚さによって,水で冷却したときの熱伝達率がどのように変わるかを知るために,冷却 実験を行った.このとき得られた冷却曲線を図7に示す 15- 23,59).焼刃土を塗布することによって冷却 曲線の形が大きく変化し,厚さが薄い場合には焼刃土を塗布しなかった場合に比べて非常に早く冷却 されることがわかった.これは,膜沸騰と核沸騰の微妙なバランスによるものであり 60,61),これを刀 匠が経験で知っていたのは驚異である 62).図7の結果から求めた熱伝達率は図8のようになる 13,59). 焼入れ直後の温度に相当する500℃以上の領域では,焼刃土を薄く塗布することによって熱伝達係数が 大きく向上することがわかる. 4.2 日本刀の焼入れシミュレーションの条件 筆者らが開発した有限要素法による熱処理シミュレーションCAEシステム"HEARTS" を用いた.日本 刀のモデルとしては脇差"因州藤原兼先"を対象とした.有限要素分割は図9のとおりである. 4.3 焼入れ後の組織分布に及ぼす焼刃土の影響 まず,焼刃土の置き方の影響をみるために,焼刃土を塗布しない場合,全体に薄く塗布した場合,刃 先側には薄く,棟側には厚く塗布した場合について,表面におけるマルテンサイトの体積分率の分布 5 - - 図7. 焼刃土の厚さに依存する冷却曲線 図9 (a) 全面に厚い場合 図8. 熱伝達率の変化 要素分割 (b) 全面に薄い場合 (c) 棟に厚く刃先に薄い場合 0 図10 Volume fraction ξ, % 100 焼入れ後のマルテンサイト分布に及ぼす焼刃土の効果 を図10に示す. 4.4 焼入れ過程における反りの変化 実際の日本刀に近い材料分布と焼刃土の条件を与えてシミュレーションを行った結果を図11から13 に示す.図11には表面温度の変化とともに反りが現れる様子を表している.焼入れを開始すると,ま ず鋭い角度をもつ刃先から急激な冷却が始まる.そのため刃先側のみが熱収縮し,焼入れ開始1s後に は,日本刀が本来もっている反りとは逆向きの反り(逆反り,逆伏せ)が生じる. このときには図12に示すように,刃先にわずかのマルテンサイトが生じているだけで,ほとんどの 部分はオーステナイトのままである.この後,冷却は刃先側から進み,棟側は焼刃土が厚く塗ってあ るために冷却はかなり遅れる.図 12(a)に示すように,焼入れ開始2s後までに刃先側ではマルテンサイ ト変態が起こるが,棟側ではまだマルテンサイトもパーライトも生じず,オーステナイトのままであ る.このときの刃先側のマルテンサイト変態による体積膨張のために,先ほど現れていた逆反りが緩 和され,反りがほとんどない状態となる. 焼入れ開始 4s後までには図12(b)に示すように,棟側のオーステナイトがパーライト+フェライト に変態する.この変態も体積膨張を伴うため,再び大きな逆反りが生じる.この後,棟側の冷却がさ らに進むにしたがって熱収縮が生じ,最終的にはマルテンサイト変態時の膨張がパーライト変態に比 べてかなり大きいために,日本刀の本来の反りが得られるという結果になる. 4.5 焼 入 れ 過 程 に お け る 応 力 の 変 化 図13(a)および(b)は焼入れ過程における表面および内部の長さ方向の応力の変化を表したものであ る.1s後には表面の熱収縮のために,表面では引張り,内部では圧縮となるが,その値はあまり大き くはない.ただし,表面の刃先部ではすでにマルテンサイト変態が生じ始めており,その体積膨張の ために圧縮となっている.2s後までには刃先側は完全にマルテンサイトに変態し,体積膨張を起こす. ことから圧縮の応力が生じ,その影響で棟側は引張りを受ける.4s後までには棟側がパーライト変態 を起こし,その膨張によって棟側も圧縮を受け,内部では強い引張応力が生じる.内部でもパーライ ト変態が生じて膨張するとその強い引張応力は緩和されていき,さらに棟側で冷却が進むとその熱収 縮によって棟側は引張りを受け,刃先側は強い圧縮の応力が生じるようになる.なお,この過程で 6 - - (a) 0 s (i) 1 s (i) 1 s (ii) 2 s (ii) 2 s (iii) 3 s (iii) 3 s (iv) 4 s (iv) 4 s (v) 5 s (v) 5 s (b) 1 s (c) 2 s (d) 3 s (e) 4 s (f) 5 s (g) 10 s 40 Temperature T, 850 C (vi) 10 s 図11.温度と反りの変化 (a) Martensite 0 (vi) 10 s (b) Pearlite Volume fraction ξ, % 100 図12.マルテンサイト(a)とパーライト+フェライト(b) 1 s 1 s 2 s 2 s 4 s 4 s 10s 10 s (a) Surface (b) Middle -1500 750 Stress σz, MPa 図13 長さ方向の応力の変化 図14 断面内の残留応力分布とX線による測定結果 生じる最大の引張応力は4s後に内部及び表面の一部に現れ,その値はかなり大きな値となっている. また,圧縮の最大値は最終状態において,刃先から少し内部に入った部分に現れ,この値はかなり大 きな圧縮値となっている.また,4s後の切先付近の表面では強い引張りから強い圧縮へと大きな勾配 をもつ分布となっている.このことから表面の傷や凹凸,焼刃土の厚みや剥離,気泡の生じ具合など の条件によっては焼割れが起こり得ることが考えられる. 図14は,断面内での残留応力分布と,表面での計測結果である.シミュレーションの結果が実際の 測定値とよく一致している. 5.むすび 日本刀とその材料としての和鋼は,伝承によって作られてきた.村下や刀匠のなかには,金属学の かなりの知識をもっておられる方もあるが,それは良い製品をつくるのには無縁であり,現代科学の 手をもってしても優れた鋼や刀ができるとはいえない.また,日本刀の美術的な評価を科学で説明す ることは不可能に近い.しかし,刀の製造過程を科学の立場から行うことは,有意義であろう. 筆者らが行ったコンピューターシミュレーションによって,日本刀を焼入れする際に,刀匠は適切 な厚さに焼刃土を塗ることによって焼入れ後の組織,ひいては応力を巧みに制御していたということ がわかった.焼刃土を薄く塗ると焼入れ性が向上することから,焼きの入りにくい低炭素鋼にも,焼 7 - - 刃土を薄く塗って焼入れすればマルテンサイト組織が得られることが,シミュレーションによって確 認された.また,日本刀の焼入れ過程では2度にわたって逆反りが生じるという興味深い結果を得る ことができた. このように,科学の目から伝統工芸を見て言えることは,長い年月の間,脈々と培われ今なお伝承 されている技能,技術は,誠に科学の理にかなったものであり,むしろそれに反する技能は,自然に 消滅したものであると考えるのが自然であろう.これは,和鋼や刀のみでなく,あらゆる伝統工芸に ついても言えるのではなかろうか. 謝辞 本稿を草するにあたって,多くの方の助言,協力を得た.木原明村下,河内国平匠,真鍋純平匠に は,たたらや鍛錬について多くのご教示をいただき,同僚上原拓也氏と研究室の学生諸君にはシミュ レーションの実際とデータの整理をお願いした.記して謝意を表するものである. 参考文献 1. T. Inoue, S. Nagaki, T. Kishino and M. Monkawa,Description of Transformation Kinetics, Heat Conduction and Elastic-plastic Stresses in the Course of Quenching and Tempering of Some Steels,Ingenieur-Archiv, Vol. 50, No. 5 (1981) pp. 315-327 2. 3. 井上達雄,変態・熱・力学? 高温変形のコンピュータシミュレーション;その1,材料,44-502(1995) pp.974-980 T. Inoue and Z.-G. Wang,Coupling Phenomena between Stress, Temperature and Metallic Structures in the Process with Phase Transformation,Proceedings of the International Symposium on Calculation of Internal Stresses in Heat 4. Treatment of Metallic Materials, 1984, pp. 298-310 T. Inoue, Metallo-thermo-mechanical Coupling --- Application to the Analysis of Quenching, Welding and Continuous Casting Processes, Berg- und Huttenmannische Monatshefte, Vol.132, No.3, 1987, 5. T. Inoue, Inelastic Constitutive Relationships and Applications to Some Thermomechanical Processes involving Phase Transformation, Thermal Stresses Ⅲ (Ed. 6. pp.63-71 by Richard B.Hetnarski), 1988, North-Holland T. Inoue, Metallo-Thermo-Mechanics -- Application to Phase Transformation incorporated Processes, Transactions of JWRI, Special Issue on Theoretical Prediction in Joining and Welding, Vol.25, No.2(1996) pp.69-87 7. 井上達雄,熱力学第二法則と固体力学,伝熱研究,33巻,128号(1994),pp.22-29 8. 井上達雄,水野衛訳,塑性変形と破壊の熱・力学(Gerard M. Maugin, The Termo-mechanics of Plasticity and Fracture)(2002)現代工学社 9. 門河昌弘, 長岐 滋, 井上達雄,鋼の焼入れと低温焼もどしにおける組織変化と応力の解析,材料, 29巻, 327号 (昭和55年12月) 1173-1179頁 10. 王 志剛, 井上達雄,相変態の応力依存性を考慮した鋼の焼入れにおける温度,組織および応力の解析,材料, 32巻, 360号 (昭和58年 9月) 991-996頁 11. Tatsuo Inoue, Kyozo Arimoto and Dong-ying Ju,Metallo-thermo-mechanical Simulation of Quenching Process --Theory, and Implementation of Computer Code "HEARTS" --- Proceedings of the first International Conference on Quenching and Control of Distorsion, Chicago, September, 1992, pp.205-212 12.Tatsuo Inoue and Kyozo Arimoto,Development and Implementation of CAE System "HEARTS" for Heat Treatment Simulation based on Metallo-thermo-mechanics,J.Materials Engineering and Performance, ASM International, Vol.6, No.1(1997-1) pp.51-60 13.井上達雄,有本享三,変態・熱.力学に基づいた熱処理シミュレーション用CAEシステム”HEARTS”の開発と応用, 材料,44巻,496号,(1995ー1)pp.103-109 14. Fumiaki Ikuta and Tatsuo Inoue, Simulation of residual Streses/distortion and Structural Change in the Course of Stationary and Scanning Induction Hardening Processes for Steel Rings and Cylinders, Proceedings of the 17th Heat Treating Society Conference and Exposition and the1st International Induction Heat TreatIng Symposium, Indianapolis, (1998-3) pp.541-550 15. 上原拓也,井上達雄,日本刀の焼入れにおける焼刃土の効果,材料,44巻,498号, (1995-3) pp.309-315 16. 井上達雄,たたらと日本刀---伝承技能における先進科学と技術---,機械学会誌,97巻,903号 (平成6年2月) 132ー135頁 17. 井上達雄,日本刀にみる科学と技術----焼入れのコンピューターシミュレーションを通して,日本舶用機関学会 8 - - 第54回学術講演会講演予稿集[特別講演],(1994) pp.26ー35 18. 井上達雄, 日本刀にみる科学と技術----焼入れのコンピューターシミュレーションを通して, バウンダリー, 11-11 (1995),pp.36ー41 19. 井上達雄,日本刀----その材料,鍛錬および熱処理のシミュレーション, まてりあ,35-2(1996), pp.174-178 20. Tatsuo Inoue, The Japanese Sword ---- the Material, Manufacturing and Computer Simulation of Quenching Process, Materials Science Research International, 3-4(1997), pp.193-203 21. Tatsuo Inoue, The Japanese Sword ---- the Material, Manufacturing and Computer Simulation of Quenching Process, [ Reproduce d from Materials Science Research International, Vol.3, No.4, pp.193-203 (1997-12)] , 2002 Journal of the South African Arms and Armour Society, 2002, pp.108-142 22. Tatsuo Inoue, Japanese Sword in Comparison with Others, Proceedings o f 8th International Conference on Mechanical Behaviour of Materials, Victoria, Canada, (1 9 9 9 ) ,pp.458-468 23. Tatsuo Inoue, Science of Tatara and Japanese Sword-----Traditional Technology viewed from Modern Science ? , Proceedings of 1st International Conference of Business and Technology Transfer, ICBTT2002, Kyoto, 2002-10 pp.133-138 24. 日本鉄鋼協会たたら製鉄復元計画委員編,たたら製鉄の復元とその鉧についてーーー たたら製鉄復元計画委員会報告,鉄 鋼協会 (1971) 25.鈴木卓夫,たたら製鉄と日本刀の科学,雄山閣 (1993) 26.鈴木卓夫,作刀の伝統技法,理工学社 (1996) 27.司馬遼太郎,砂鉄のみち,新潮社 (1979) 28. 俵 国一,日本刀の科学的研究,日立評論社(1953) 29.大野正,技法と作品----刀工編,青雲書院 (1978) 30.今井勇之進,話題源・化学,123,ほうとう社 (1987) 31. 井上達雄, 田中喜久昭,変態を考慮した焼入れの解析,材料, 第22巻, 第 234号 (昭和48年 3月) 218-223 32. T. Inoue and K. Tanaka, An Elastic-plastic Stress Analysis of Quenching when Considering a Transformation, Internat. J. Mech. Sci. 17, 1975, pp. 361-367 33. R.M. Bowen,Theory of Mixture, A.C. Eringen, ed., Continuum Physics (Academic Press, New York,1976, Vol. 3, pp. 2-129 34. Fujita and M.Suzuki,The Effect of High Pressure on the Isothermal Transformation in High Purity Fe-C Alloys and Commercial Steels, Trans. ISIJ 14, 1974, pp. 44-53 35. Bhattacharyya and G.L. Kehl, Isothermal Transformation of Austenite under Externally Applied Tensile Stress, Trans. ASM 47, 1955, pp. 351-379 36. H. Onodera, H. Gotoh and I. Tamura, Effect of Volume Change on Martensitic Transformation Induced by Tensile or Compressive Stress in Polycrystalline lron Alloys, Proceedings 1st JIM International Symposium on New Aspects of Martensitic Transformation, 1976, pp. 327-332 37. J.P. Patel and M. Cohen, Criterion for the Action of Applied Stress in the Martensiti c Transformation, Acta Metal. 1, 1953, pp. 531-538 38. SV. Radcliffe and M. Schatz, The Effect of High Pressure on the Martensitic Reaction in lron-carbon Alloys, Acta Metal. 10, 1962, pp. 201-207 39. W.A. Johnson and R.F. Mehl, Reaction Kinetics in Processes of Nucleation and Growth, Trans. AIME 135,1939, pp. 416-458 40. C.L. Magee, The Nucleation of Martensite (ASM, New York, 1968) Ch. 3. 41. G.W. Greenwood and R.H. Johnson, The Deformation of Metals under Small Stresses during Phase Transforation, Proc. Roy. Soc. London 283A, 1965, pp.403-422, 42. 宮尾光介, 王志剛, 井上達雄,歯車の浸炭焼入過程における変態塑性を考慮した温度,組織および応力の解析,材料, 第35巻, 第 399号 (昭和61年12月) 1352-1357 43. 大塚貴之,井上達雄,4点曲げによる変態塑性係数の簡易同定法とパーライト変態における結果,材料,(投稿中) 44. 井上達雄,はりの4点曲げのセレンディピティー,機械の研究,54巻,6号(2002-6)pp.628-633 45. 井上達雄,科学的発想と当たり前の話,機械学会論文集(A編),68巻,574号(2002-10)pp.1427-1429 9 - - 46. Y oshiyuki N agasaka, Mathematical Model of Phase Transformations and Elasto-Plastic Stress in the Water sray Quenching of Steel Bars, METALLURGICAL TRANSACTIONS A,1993,VOL.24A,795-808 47. 七野勇人,長坂悦敬,高橋知之,高田徹,建設機械歯車における熱処理シミュレ−ションシステムの 開発,コマツ技報, 1993,VOL.39 NO.131,46-56 48. Kazuo Okamura and Hisakazu Kawashima, Analysis of Residual Deformation of A Gear During Quenching, 32 nd Japan Congress on Material Research, 1989,pp.323-329 49. 福本 学,吉崎正敏,今高秀樹,岡村一男,山本憲司,ヘリカルギアの浸炭焼入れ3次元シミュレーション,材料,50,6 (2001),598-605 50. 両角克之,溶接,熱処理解析ソフトウェアSYSWELD+の適用,事例紹介,機械学会第8回設計工学・システム部門講演会 (1998)pp.124-126 51. H.Porzner, Predictive Simulation of Welding and Heat treatment simulation, Pam User Conference in Asia, PUC A) MM, Vol.2 (2000) pp. 579-613 52. K.Arimoto,G.Li,A.Arvind and W.T.Wu,Proc.18 th ASM Heat Treatment Society Conference and Exposition, 23-30 (1998) 53. K. Arimoto, D. Lambert, G. Li, A. Arvind and W. T. Wu, Development of Heat Treatment Simulation System “Deform-HT”, Proc. 18th Heat Treating Conference, ASM International, (1998) 639-644. 54. B.L. Ferguson, A.M. Freborg and G.J. Petrus, “Software Simulates Quenching”, Heat Treating Progress, ASMI pp H31-H36 August, 2000. 55. B. L. Ferguson, A. M. Freborg, and G. J. Petrus, “Modeling to Investigate Sensitivities to Heat Treat Process Variables”, 21st ASM HTS Conference, Indianapolis, IN, November 5-8, 2001. 56. J.H. Biffle, “Heat Treatment Coupled Mechanics Software”, 21st ASM HTS Conference, Indianapolis, IN, November 5-8, 2001. 57. 井上達雄,熱処理シュミレーションの歴史と現状,熱処理,42巻,5号(2002-11)pp.304-311 58. 井上達雄,熱処理CAEの調査報告書,2001年産業技術基盤強化基礎調査研究(素形材センター)(2002) 59. 金森英夫,内田 均,小山三郎,中村英一,井上達雄,熱処理用冷却剤の熱伝達率の同定,熱処理,36-5 (1996) pp.390-396 60. 菊池義弘,野垣拓也,松本隆一,最小膜沸騰温度に及ぼす被覆材質の影響,機械学会論文集(B)56-527(1990), pp.2038-2043 61. 西尾茂文,芹沢良洋,表面付加層の熱伝導性を利用した極小熱流束点温度の制御,機械学会論文集(B),53-487 (1987) pp.1061-1064 62. 遠藤元男,小口八郎,日本の伝統技術と職人(金属表面技術史),槙書店(1975) 10 - -
© Copyright 2026 Paperzz