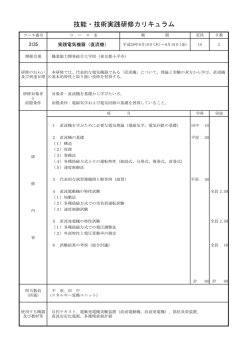
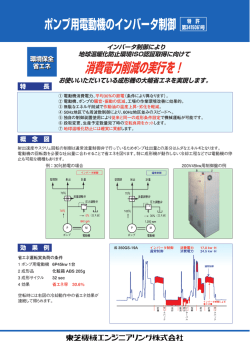
北九州市 産業技術史調査研究 北九州市における 設備診断技術の歴史と発展 MARCH 2015 (History and Development of Condition Diagnostic Technology in Kitakyushu) 北九州産業技術保存継承センターKIGS (KITAKYUSHUU INNOVATION GALLERY & STUDIO) 1 企画編集担当者 北九州産業技術保存継承センターKIGS 調査研究室長 園田 澄利 氏 北九州メンテナンス研究会KME 事務局 青井澤海 元八幡製鉄所 設備部 前川健二 元八幡製鉄所 設備部 & 九州工業大学教授 氏 氏 豊田 利夫 氏 2 各章の執筆担当者 第1~5章 第6章 第7章 7.1 7.2 7.3 7.4 7.5 7.6 日本診断工学研究所 代表研究者 豊田 利夫 氏 計測検査株式会社 検査部 樋口 睦男 氏 北九州の鉄鋼業における設備診断技術 豊田 利夫 氏 三菱化学 黒崎事業所 設備技術部 宮崎 修治 氏 日鉄住友テックスエンジ 電計.システム事業本部 村山 恒美 氏 桑原電工(株) 平井 優征 氏、古吉 弘知 氏 安川エンジニヤリング(株) 笠原 智樹 氏 岡野バルブ製造株式会社 技術研究所 岩永 慶一郎 氏 高田工業所 技術本部 技術部 劉 信芳 氏 3 第1章 北九州における設備診断技術の歴史と現状 北九州市における設備診断技術の歴史の概要 設備診断技術は小職が入社当時の八幡製鉄株式会社 八幡製鉄所 設備部では米 国より導入された予防保全PM(Predictive Maintenance)の最盛期であった。八幡 製鉄所では米国に浅野予防保全調査団を派遣し、その調査報告書が設備部図書室 に保管され、保全担当技術者の実務教育資料として活用されていた。 当時は、保全だけでなく、自動制御装置などの高度で精密な施設は国内メーカで なく、海外メーカより導入されていた。なかでも熱間圧延ラインの自動板厚制御 装置AGC(Automatic Gauge Control)などは米国の製造社から輸入され、導入 調整時には製造社のWH社の技術者が指導にあたっていた。 設備診断技術は小職 豊田利夫が八幡製鉄株式会社に入社して7年目の1968 年に世界で初めて開発を開始した北九州発の重要かつ有効な保全技術である。 現時点では保全技術者の常用語となっている、設備診断技術CDT(Condition Diagnostic Technology),予知保全CBM(Condition Based Maintenance)も、筆者が 当時の上司と相談して創作した用語である。 4 八幡製鉄所における設備診断技術の開発の歴史 5 八幡製鉄所の設備診断技術の基本機能 劣化反応型保全 (Reactive Maintenance) 事前防止型保全 (Proactive Maintenance) ストレス S(t) 劣化・欠陥 F(t) 故障メカニズム M(t) 伝達メカニズム H(t) 性能・強度・効率 P(t) 設 備 ストレスの検出評価 (1)ストレス検出技術 (2)ストレス加工評価技術 劣化.異常検出評価 性能・効率・強度の検出評価 (1)劣化.異常の検出技術 (2)劣化.異常の解析評価 (1)性能・効率・強度の検出技術 (2)性能・効率・強度の解析評価 総合診断 (1)劣化・欠陥の原因、過酷度 (2)信頼性・残存寿命の予測 (3)修復および改良法の決定 6 設備診断技術の基本ステップ 7 設備診断技術の基本的構成図 8 簡易診断用ハードウエアーの構成 ( 2 ) ワイ ヤレスセンサによる遠隔監視 ( 1 ) 人による定期診断 ・ 人が近寄るこ と が可能な設備 ・ 人が近寄るこ と ができない設備 ・ 劣化速度の遅い設備 ・ 劣化速度の遅い設備 受信装置PC LAN マシンチェ ッ カ ( 3 ) 常設モニタ -による方式 遠 隔 診 断LAN ・ 非常に重要な設備 ・ 劣化速度の速い設備 マシンモニタ - アラ -ム コ ンピュ-タ 9 八幡製鉄所勤務時代に作成した回転機械の振動判定基準 28 不 可 not 18 permi ssi bl e 不 可 not permi ssi bl e 不 可 not permi ssi bl e 耐える 実 耐える 7. 1 値 j ust tol erabl e 4. 5 2. 8 1. 8 j ust tol erabl e 許 容 0. 71 0. 45 ( al l owabl e) 良 好 ( al l owabl e) 良 好 ( al l owabl e) 良 好 ( good) ( good) 好 ( al l owabl e) 許 容 許 容 許 容 良 1. 12 耐える j ust tol erabl e 3倍以上 効 耐える j ust tol erabl e 注意 11. 2 ( mm/s) 不 可 not permi ssi bl e 3倍以上 危険 45 ( good) 良 好 ( good) 0. 28 0. 18 小型機械 中型機械 大型機械( A ) 大型機械( B) 1 5 KWまで の小型機械 ( 1) 1 5 -7 5 KW の中型機械 ( 2) 特殊基礎上の 3 0 0 KWまで の機械 基礎の固有振動 数以下で運転 される大型機械 基礎の固有振動 数以上で運転 される大型機械 K G T M 10 機械要素の劣化特性の例 (民間航空機部品の劣化特性(米国)) 11% の 部品 が 定 期予 防保 全 可 能な 劣化 特性 4% 2% 5% 7% 14% 89% の 部 品 は 定期予防保全 (TBM)で は効果のない 劣化特性 A B C D 68% E F 11 プラントの設備管理システム (ERP, EAM/CMMS,PAM) 企業資源計画システム 資産管理・保全管理 プラント資産管理システム (Enterprise Resource (Enterprise Asset (Plant Asset Management Planning System(ERP) Management (EAM/CMMS) PAMSystem) プラント情報監視システム(操業品質、制御系、設備、デバイス、潤滑系統、油圧系統、作動油系統の情報 操業情報 品質情報 制御系情報 オンライン監視 過度現象モニタ サンプリング情報 1.ライン速度 1.製品寸法 1.流量情報 1.振動 1.軸振動 1.潤滑油汚染度 2.電力量 2.製品精度 2.温度情報 2.温度 2.潤滑情報 2.作動油汚染度 3.環境情報 3.製品性能 3.バルブ情報 3.電流 3.プロセス情報 3.冷却水汚染度 12 第2章 設備診断のための計測御術と診断アルゴリズム 設備診断のための計測技術の特徴 設備診断技術(Condition Monitoring & Diagnostic Technology:略称CDT) において、計測技術はその正否を決める基盤技術といえる。設備診断は、機械の 内部状態の情報を運ぶ振動や音響などの状態変数(Condition variableという)の 計測から始まり、状態変数の計測―>信号処理―>信号の特徴抽出―>異常の識別 の5ステップで実施される。むしろ、設備診断の発展は計測技術の発展に依存す るといっても過言ではない。その意味で計測技術は設備診断を支える基盤技術で あるとともに重要なニーズ分野であり、かつ広範なマーケットでもある。 設備診断のための計測技術だけでなく、計測技術一般にいえる特徴は、計測目標 領域が雑多で一貫した取り扱いが困難なことである。たとえば、設備の異常状態 を運ぶ情報キャリヤーは可視光、赤外線、磁気、圧力、変位、電磁波、放射線、 粒子数、圧力、流量、振動、熱、音響、超音波など50種類にもおよぶ。しかも 、圧力といっても気体、液体、固体の圧力があり高真空から超高圧まである。設 備診断用の計測技術(またはセンサ技術)の特徴をあげれば(1)ほとんどすべ ての計測技術の分野のセンサが対象となり(2)一般センサに比較して使用環境 が格段に過酷であり,(3)高い信頼性と経済性が要求される点にある. 13 発電所の吸水ポンプの設備監視用センサーの例 14 電流測定による軸受の潤滑状態監視診断 15 油中の金属摩耗粉の分析による異常診断 診断技術者 摩耗粒子補足クーポン 被診断機械 直接粒子 検出センサ サンプル油採取 診断レポート 表示装置 機械の オペレータ 設備劣化情報 分解修理の要否 16 フェログラフイー法による潤滑油汚染の測定原理 分析装置 油入口 試料油 フェログラム スライド 排油管 磁石 17 第3章 機械設備の状態監視の診断技術 X方向振動センサ Y方向振動センサ モ-タ ロ-タ FFT解析装置 時間領域の診断 X(t) 周波数領域の診断 X(f) 空間領域の診断 Y方向 時間 t X方向 周波数f 18 一般回転機械の主な異常種類と振動特性 顕著な周波数 異常の種類 1. 回転アンバランス 2. 往復動アンバランス n 振動方向 (振動位置) R n,2n,3n, R n/2,n/3,etc B 3. 軸の曲がり n R,B 4. ミスアライメント 2n または n,3n,4n. R,A B 5. 機械的緩み n,2n,3n,etc R,A B 6.回転軸はめあい緩み, (ヒステリシスワール) 回転軸の固有振動数 その高調波 R B 7. 軸受け緩み n/2,n/3 R,B 8. オイルフィルムワール 0.4 to 0.5n その高調波 R B 9. 軸受の潤滑不良 金属接触による高周波 R B 10. 非対称軸またはクラック n,2n,3n など . R,B R-半径方向;A'-軸方向 ; B-軸受ハウジング ;n-回転周波数 19 アンバランスの振動特性と測定法 異常現象 スペク ト ラム の特徴 1× 半径方向 振動特性 (1)両センサの振動の位相は同相 波形は安定 (2)振幅値は回転速度Nの二乗で増大 静的アンバランス 1× 半径方向 動的アンバランス オーバハング アンバランス 左右センサの 位相関係 (1)ロータ両端の振動は 180 ゜ 位相が異なる (2)振幅値は回転速度Nの二乗で増大 (3)半径方向とともに軸方向振動も増加 1× 軸方向 & (1)軸方向と半径方向ともに 1X RPM 成分が 増加 (2)軸方向成分は同位相で安定している . 半径方向成分は位相が不安定 半径方向 20 一般回転機械の共振とルーズネス発生時の振動特性 スペク ト ラムの 特徴 異常現象 振動の特徴 共振 AMPLITUDE (2)バランシングで修正することは不可能 180゚ (1)外部緩み ( looseness ) 取り付けボルトの緩み, フレームのクラック 軸受ペデスタルのクラック (2)内部緩み ( internal looseness ) 組み込みの不良,かんごうの緩み 切り取られた波形が現れる. (3)軸受け緩み,軸受のクリヤランス過大 インペラの取り付け緩み 2× . 5× 1× 半径方向L 10× 9× 8× 7× 6× 5× 4× 3× 2× 内部緩み 1 . 5× (ルーズネス) 90゚ 外部緩み . 5× 機械的緩み (1)外力の周波数が部品またはシステムの 固有振動数に一致したとき発生 PHASE 21 部品の緩み(ルーズネス)発生時の振動特性例 22 高速回転機械 に発生する異常と回転速度と危険速度の関係 ( 3 *R e v ) ( 4 *R e v ) ( 2 *R e v ) 振動周波数 c p m /危険速度 r p m ロータのアンバラ ンス ( 1 *R e v ) 非対称軸 , ミ スアラ イ メ ン ト 高調波共振 2.0 ( 1 / 2 *R e v ) ( 4 5 ~ 4 8 %*R e v ) ヒ ステ リ シスワール 1.0 ( 1 / 3 *R e v ) ( 1 / 4 *R e v ) 分数調波共振 オイルワール 0.0 1.0 2.0 3.0 4.0 回転速度/危険速度 23 回転軸のクラック発生時の振動特性 24 滑り軸受の オイルウイップとオイルワールの発生機構 25 回転速度と オイルワール/オイルウイップの周波数の関係 26 高速回転機械監視用の 渦電流変位センサーの取り付け位置 (a) 右 周 り 回 転 の と き (b)可逆回転のとき 27 診断モジール 軸方向振動 X-Y 方向振動 X-Y 方向振動 蒸気タービン X-Y 方向振動 X-Y 方向振動 軸方向振動 高速回転機械の振動測定位置と方向 コンプレッサ 端子箱 28 軸振動の中心軌跡(直流分)と リサージュ図(交流分)による診断 29 高速回転機械の主な異常とリサージュ波形 30 往復動機械(コンプレッサー)の監視用センサー配置図 センサインターフェイス 回転検出用 近接キーフェイ ザ フレーム 振動加速度 センサ ロッ ド降下 測定用振動 変位センサ バルブ温度 センサ バルブ温度 センサ 31 転がり軸受の構造図 外輪 内輪 転動体 局部欠陥 保持器 32 転がり軸受のリンギング周波数とパス周波数 f p= 内輪 転動体 外輪 d T p= f r= 1 f 1 Tp 1 Tr = パス周波数 = リ ンギング周波数 p 保持器 D Tr ( a ) 軸受けの構成 Tr ( b ) リ ンギング周波数とパス周波数 33 転がり軸受の異常時の振動スペクトルの例 (リンギング周波数成分が鋭敏に反応) g 振 動 レ ベル リンギング周波数 時間とともに増加 0.1 ベアリング異常 ベアリング正常 0.01 0.001 0 1,000 周波数[Hz] 10,000 34 軸受の異常と振動波形の関係 軸の回転パルス 良好状態 潤滑不良または 均等不良 ミスアライメント ( 組 込 み 不 良) 外輪上の局部欠陥 内輪上の局部欠陥 転動体上の局部欠陥 保持器の欠陥 35 振動測定による 一般回転機械診断時の機器配置図 診断対象転がり軸受 振動 ( 加速度 ) センサー モーター ローター 回転検出器 精密診断 ハイパス フ ィ ルター 振動アンプ 包絡線処理 波形解析装置 ( F F T 装置 ) バン ドパス フ ィ ルター 周波数領域の解析 簡易診断 時間領域の解析 信号の正規化 尖り度の計算 36 無次元特徴パラメーター 歪み度と尖り度の定義と特性 波 β1>0 形 例 歪 み β1=0 t 度 β1<0 計算式 N β1= 1 3 ∑(x i - x) 3 i=1 σ N-1 波 β2>0 形 例 尖 り t β2<0 度 計算式 N β2= 1 4 σ ∑(x i - x) i=1 N-1 4 -3 37 転がり軸受の劣化程度と 振動の実効値、ピーク値、尖り度の関係 38 振動加速度センサー、AEセンサーによる 滑り軸受の診断時の機器配置図 39 電流測定による 滑り軸受の診断原理の解説図 接触棒 オイルフ ィルム チェ ッカ- プロ-ブ ク リ ップ 40 平歯車の構造と主要劣化の構造図 41 歯車診断時の測定診断機器の配置図 (被診断歯車の回転パルスが重要) 42 歯車異常の種類と振動特性の関係 低 時系列波形 正 周 波 振 動 周波数領域波形 高 周 時系列波形 波 振 動 周波数領域波形 常 fm 2fm 3fm fm 偏 心 fm- fr fr fm +fr fm 2fm 3fm fm fm- fr fm +fr ミスアライメント +2fr fm fm fm- 2fr fr 2fr fm 2fm 3fm ピッチ誤差 fm fm-nfr +nfr fm 2fm 3fm fm fm-nfr fm +nfr かみ合い異常 fm 局 部 異 2fm 3fm fm 2fm 3fm 常 fm fm-nfr fm +nfr nfr 43 第4章 電気設備の状態監視と診断技術 診断技術例 簡易診断技術 ①メガ-法 対象機器 全電機設備 (活線メガ-法含む) 精密診断技術 技術分類 ②接地線コロナ法 トランス、PT ③接地線電流法 電動機 ④振動音響法 電動機、トランス 診断技術例 対象機器 ①電気的診断技術 ①直流高圧法 ②高圧電流法 ③tanδ法 ④部分放電法 ⑤直流分法 電動機、ケ-ブル 全高圧機器 全高圧機器 全高圧機器 電動機、ケ-ブル ②化学的診断技術 ①絶縁油分析法 トランス、PT ③機械的診断技術 ①振動法 ②音響法 電動機 電動機、トランス 44 実用中の電気設備の主要診断技術一覧表 実用中の電気設備の主要診断技術( 実例) 機器分類 回転電機 機械 主要機器 直流電動機 ( 産業用) 誘導電動機 ( 産業用) 実用中の診断技術の名称 1 2 3 4 整流異常監視診断技術 接地電流法に よ る 回路異常診断 サ-ジ 波形に よ る 回路異常診断 電磁ハン マ -に よ る 絶縁摩耗の診断 1 電気的兆候変数に よ る 絶縁劣化診断 ( 直流高圧法, 高圧電流法ほか) 電磁ハン マ -に よ る 絶縁劣化診断 電流法に よ る 回路異常の診断 電磁振動・ 音響に よ る 異常診断 2 3 4 タ -ビ ン 発電機 1 2 3 4 5 6 7 発電用タ -ビ ン 送電配電 機器 制御系統 管理 システム 電気的絶縁劣化診断 ( 高圧電流法, 部分放電法, t an δ法) 発電機G C M に よ る 監視・ 診断 軸振動に よ る 異常監視・ 診断技術 A E 法に よ る 回転子状態監視・ 診断 ( ラ ビ ン グ , 軸ク ラ ッ ク , 軸受異常) コ イ ルエ ン ド 振動監視技術 接地電流監視技術 ラ ジ オ 周波数電波に よ る 異常監視 実用性 有益な 技術 ◎ き わめて 有益 ◎ 発電設備で 有 益に 実用中 1 2 3 4 軸振動監視・ 診断シ ス テ ム 性能診断技術 タ -ビ ン ロ -タ -予寿命評価技術 電界強 度に よ る 異常監視技術 ○ 重要大型設備 に 実用中 1 2 3 4 絶縁油中の可燃性ガ ス 分析法 ラ ジ オ 周波数電波に よ る 異常監視 中性点接地電流に よ る 異常監視 気中超音波に よ る 部分放電監視 ◎ き わめて 実用 性の高い技術 し ゃ 断機類 1 2 3 開閉時間監視に よ る 性能劣化診断 振動音響に よ る 異常監視 温度に よ る 通電性能診断 電力用ケ -ブ ル 1 2 3 4 直流高圧法に よ る 絶縁劣化診断 交流高圧法( t an δ法, コ ロ ナ 法) 直流分法に よ る 絶縁監視 直流畳複法に よ る オ ン ラ イ ン メ ガ - 必須の技術で ある 電動機制御系 ( ア ナ ロ グ 回路 含む) 1 2 3 ス テ ッ プ 応答法 伝達関数法 現代制御理論法 △ 有益で あ る が実 用例は少な い デジ タ ル機器 1 2 3 ス キャ ン イ ン ・ ス キャ ン ア ウ ト 診断方式 ロ グ ア ウ ト 解析診断方式 エ ラ -検出・ 訂正技術 ◎ C P U の内部 診断に 実用中 設備管理( P M ) システム 1 2 プ ラ ン ト 設備保全シ ス テ ム プ ラ ン ト 建設工程管理 シ ス テ ム ◎ 実用的で 有益 予知保全( C B M ) デ-タ シ ス テム 1 2 3 4 5 オ ン ラ イ ン 設備診断シ ス テ ム C B M デ-タ 管理シ ス テ ム 遠隔設備診断シ ス テ ム 絶縁診断エ キス パ-ト シ ス テ ム 発電機軸振動診断エ キス パ-ト シ ス テ ム 電力用変圧器類 ( P T , C T 含む) ○ 実用が望ま し い ◎ ◎ 実用的で 有益 45 高圧ケーブルの絶縁診断時の機器配置図 (直流高圧法) 46 接地電流解析法による 直流電動機の回路異常の診断法の紹介 47 高圧自動絶縁診断装置の構成図 48 誘導電動機の異常と電流波形の関係 49 振動測定による回転電気機械の診断法 チャージアンプ チャージアンプ チャージアンプ FFT解析装置 ① 周波数解析 ② モーダル解析 回転パルス アンプ 50 油入り変圧器の診断用センサーの配置図 ブッシング 側壁 気中超音波 マイクロホン 鉄心 高圧巻き線 低圧巻き線 低圧巻き線 高圧巻き線 温度センサ- タンク接地線 コロナセンサ- 中性点接線 油中ガス センサ- 超音波 ( AE ) センサ- R F センサ- 51 変圧器の絶縁油の試料採取法の例 ド レンコ ッ ク キャ ッ プ ( プ ロ テ ク タ -付き ) 変圧器 5 0 0CC程度 の試料缶 変圧器のド レ ン コ ッ ク から の試料油の採取 52 絶縁油のガスクロマトグラフによる分析例 減圧弁 ガキ スャ ボリ ンア ベ 排気 検 出 器 O2 N2 C H4 カ ラ ム CO 5 10 時 間( 分) 自動記録計 試 導 料 入 ガ 口 ス 絶縁油の溶解ガス のガス ク ロ マ ト グラ フ によ る 分析 表 1.2 E.Dornenburg に よ る ガ ス 成 分 の 正 常 限 界 ガス成分 水 素(H2 ) メ タ ン(CH4 ) エ タ ン(C2 H6 ) エチレン (C2 H4 ) アセチレン(C2 H2 ) 一酸化炭素(CO) 炭酸ガス (CO2 ) 正常界値 ppm(v/v) 200 50 15 60 15 1000 11000 53 ガス成分比率法による 油入り変圧器の診断原理 2 [CH4 ]/[H2 ] 10 10 1 部分過熱 領域 ア-ク 領域 -1 10 部分放電領域 -2 10 -2 10 図4 . 1 5 -1 1 10 10 [C2H2]/[C2H4] 2 10 ガス成分比率法による変圧器故 54 実用中の変圧器の監視技術と診断技術 実用中の変圧器の監視技術・診断技術 診断技術名 検出パラメ-タ 診 断 原 理 油中ガス分析法 絶縁油中溶存ガス成分 ガス成分のパタ-ンにより故障分 離が可能 部分放電法 接地線電流の高周波成分 高周波CTにより数100kHz ~ 数MHz の高周波パルスの大きさの の数を検出 超音波(AE)法 タンク側壁でAE信号を測定 数10~数100kHz の部分放電 によって発生する超音波振動を計 測する 気中超音波法 部分放電により発生する気中 油中部分放電だけでなくブッシン 超音波を超音波マイクで測定 グなどの沿面放電も検出できる ラジオ電界法 接地線よりラジオ周波数の電 部分放電やア-ク,接触不良など 界強度を測定できる が検出可能 過熱検出法 巻き線内部の高電圧充電部分 過負荷,部分放電,接触不良など の温度 による局部過熱を検出 55 電流測定による誘導電動機の診断技術 FFT分析器 電流プローブ 図4.17 誘導電動機の電流信号の検出 56 篭型誘導電動機の原理図 回転磁界の方向 固定子 損傷した回転子バー 回転子 短絡環 図4.。18 4極の誘導電動機の模式図 57 回転子バー損傷時の電流スペクトラム (側帯波サイドバンドに注目) fL 0dB +2.68Hz -2.68Hz -40dB fL(1+2s) fL(1-2s) fL:60Hz 図4.19 損傷した回転子バーの側帯波の例 58 回転子の動的偏心時の電流スペクトラム +60Hz -60Hz -180Hz +180Hz ±29.33Hz ±29.33Hz fC:1378.5Hz ±29.33Hz 図4.20(a) 回転子の動的偏心 ±29.33Hz 図4.2b(b) 動的偏心のスペクトラム 59 回転子の巻き線異常時の電流スペクトラム +29.33Hz -29.33Hz fC:1231.9Hz 図4。21(a) 固定子の異常 図4.21(b) 固定子スロット通過周波数 60 第5章 潤滑油分析による設備診断技術 油圧潤滑装置 油質管理 <対象> 大型オ イ ルバス ( 1 ) 摩耗粉の管理 <対象> 重要循環給油装置 ( 1 ) ( 2 ) ( 1 ) ( 2 ) 全油圧装置 ( 2 ) 低速回転機械 ( 3 ) 大型循環給油装置 ( 3 ) 往復動機械 油質検査技術 ( 粘度, 酸化価他) ( 2 ) 汚染検査 ( 水分等コ ン タ ミ ナ ン ト ) ( 2000 件/年) <対象> 重要回転機械 主要診断技術 主要診断技術 ( 1 ) 振動音響等の管理 回転電気機械 主要診断技術 ( 1 ) チッ プコ レク タ ー ( 1 ) 簡易診断 2200 台 ( 2 ) チッ プ デテ ク タ ー ( 2 ) 精密診断 250 台 ( 3 ) S OA P 法 ( 3 ) 五感点検 47000 台 フ エログラ フ 法 ( 640 件/年) ( 対象総数: 50, 000 台) 61 潤滑油状態と金属摩耗粉の形状 1 正 常 摩 耗 粒 薄 3 5 球 重 状 摩 摩 耗 子 片 2 切 削 型 摩 耗 粒 子 カ ール状 状 表面平滑 砂等混入 0. 5 ~5 μ 25 ~100 μ 耗 粒 粒 子 4 平 板 状 摩 耗 粒 子 ボール状 表面、 周粗い 軸受疲労 歯車疲労 1 ~5 μ 20 μ以上 子 6 そ の 他 の 粒 子 直線状エ ッ ジ ス ト ラ イ エ ーシ ョ ン 20 μ以上 砂 ポリ マ ー 錆 62 潤滑油の摩耗粉径と測定技術の関係 ( 摩耗粉の粒子径と 測定効率) 発光分光分析 ( S OA P ) ) 100 % ( 率 50 効 定 測 0 0. 01 0. 1 フェ ロ グラ フ ィ ー 1 10 チッ プ ディ テ ク タ ー 100 1000 10000 粒子径( μm ) 63 発光分光分析装置(SOAP)の原理と構成 64 フェログラフィー法の原理と構造 65 第7-1章 製鉄所における設備診断技術 66 最近の設備診断装置の事例 音響診断機能搭載チェッカー(エレスマート) 67 八幡製鉄所で開発した 滑り軸受の診断技術の種類と原理 68 八幡製鉄所で開発した設備の劣化傾向管理の例 (転がり軸受の状態と振動の実効値、尖度の関係) 69 まとめ 第1章で述べたように「北九州における設備診断技術」の開発開始は筆者 豊田利夫が当時の八幡製鉄株式会社(現新日鉄住金株式会社)に入社後7年 経過した1968年6月であった。当時の八幡製鉄所 設備部で主に製鉄設 備の回転機械と電気機械を対象に「設備診断技術と予知保全」の研究開発に 専念した。 この開発成果に対し1971年に日本発明協会より優秀発明賞、1976 年に計測自動制御学会より技術賞、1982年に通商産業大臣発明賞を受賞 している。 また、海外での調査研究もおこない、1984年には英国のサザンプトン大 学などを訪門し技術交流をおこない、海外への技術指導に関し1987年 韓国標準協会より功労感謝状、台湾政府より技術感謝状を頂いた。 また 1980年代には日本プラントメンテナンス協会JIPMにより筆者執 筆の「回転機械診断の進め方」、「電気設備診断の進め方」ほか8冊の書籍 を出版している。中国では中国語に翻訳した「回転機械診断の進め方」が出 版外販されている。 70 まとめ 今回、このような八幡製鉄所の発祥技術である「設備診断技術と予知保全」に 関する調査報告書を地元 北九州市の北九州産業技術保存継承センタKIGS に て出版保存頂くこととなり大変うれしく思います。 「北九州における設備診断技術の歴史と発展」の調査報告書の出版に関し、 本件を企画、立案された企画編集者、具体的に北九州の企業における「設備診 断技術の現状と事例」を執筆頂いた執筆者各位に深く感謝申し上げます。 前述したように本調査研究報告書が北九州における産業プラントの保全担当 技術者の実務上の参考資料として、また、若手技術者の訓練資料やテキストと して御役立て頂ければ幸甚に存じます。 最後に、本調査研究報告書を企画、編集、査読を担当いただいた 北九州産業技術保存継承センターKIGS 調査研究室長 北九州メンテナンス研究会KME 事務局 元 八幡製鉄所株式会社 八幡製鉄所 設備部 園田 澄利 様 青井 澤海 様 前川 健二 様 に厚くお礼申しあげます。 71
© Copyright 2026 Paperzz