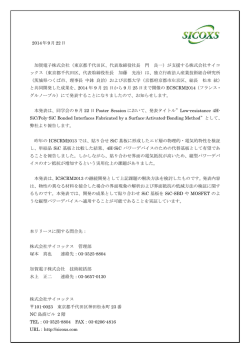
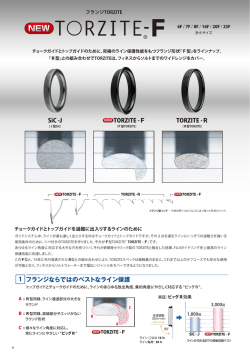
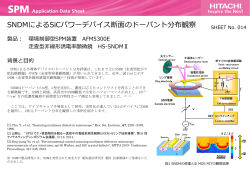
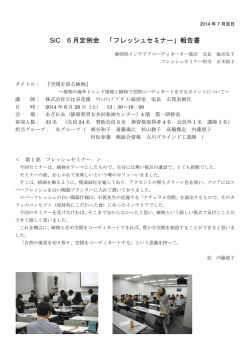
ダイカストの複合化技術による 新たな用途開拓 西 直 美 ㈳ 日本ダイカスト協会 ダイカストは、主としてアルミニウムや亜鉛などの非鉄合金を素材に用い て、薄肉で高精度な鋳物を短時間に生産するプロセスである。その生産上 の特徴は、100 ms 以下の短時間に金型キャビティに充填し、20 ∼ 70 MPa 場合によっては 100 MPa を超える圧力を付加して凝固させることである。 このプロセスを利用してダイカスト素材では得られない特性を得る方法に 複合化技術があるが、その実用例は少ない。ここでは、新たなダイカスト の用途開発の参考となることを期待してダイカスト法による複合化技術の 事例を紹介する。 1.はじめに ダイカストは、溶融合金を精密な金型の中に充填・ や繊維状の異種材料を溶湯に添加、あるいはプリ 加圧凝固させ、高精度で鋳肌の優れた鋳物を短時間 フォーム(予備成形体)として金型キャビティに設 に大量生産する鋳造方式で、優れた寸法精度、美麗 置し溶湯を浸透させることでダイカスト素材より優 で滑らかな鋳肌、高い生産性、薄肉で高強度、など れた硬さ、強度、耐摩耗性を備えた複合化技術が開 の特徴を有している。ダイカストには、アルミニウ 発されてきた。しかし、期待される効果が高い割に ム合金、亜鉛合金、マグネシウム合金などの非鉄金 は実用化例が少ない。今後、ダイカストが新たな市 属が使用される。これらの非鉄金属は、鉄系金属に 場を開拓していくには、この複合化技術は重要な技 比べて硬さ、強度などの機械的性質が劣ることから、 術と位置づけられる。ここでは、これらのダイカス ダイカストの用途には限界がある。そこで、粒子状 ト法による複合化技術について紹介する。 2.複合化技術 複合材料は、「異質で異形の材料を組み合わせて よって、金属基複合材料(MMC: Metal Matrix Com- 合成することによって、単体では持ち合わせなかっ posites)、プラスチック基複合材料(FRP: Fiber Rein- た特性を実現し、要求に適合する優れた性質を持つ forced Plastics) 、セラミックス基複合材料(FRC: Fiber 材料を創造する方法を材料の複合法といい、こうし Reinforced Ceramics) 、ガラス基複合材料 (FRP: Fiber 1) 36 て作られた材料が複合材料」と定義されている 。 Reinforced Glasses)などがある。また、強化材の形態 複数の個別材料を複合化して高度な特性を実現する によって、粒子を強化材として分散させた粒子分散 材料で、航空機産業、自動車産業など多くの産業分 型複合材料(Particulate Reinforced Composites) 、長繊 野で実用化されている。 維を強化材とする連続繊維強化型複合材(Continuous 複合材料には基地(以後、マトリックスと呼ぶ)に Fiber Reinforced Composites) 、短繊維を強化材とする 特集 ダイカストの新しい用途開拓を探る 短繊維強化型複合材(Discontinuous Fiber Reinforced 別して粒子分散型と繊維強化型の 2 種類があり、主 Composites)やウィスカーを強化材として分散させた に鋳造プロセスを利用して製造される。その複合化 ウ ィ ス カ ー 強 化 型 複 合 材 料(Whisker Reinforced 方法には、溶湯撹拌法、コンポキャスティング法、 Composites)などがある。 溶浸法(加圧溶浸法、無加圧溶浸法)などがある。 金属をマトリックスとする金属基複合材料には大 3.ダイカスト法による複合材料 ダイカスト法による複合材料の種類は、表 1 に 3.1 溶湯撹拌法 示すように強化材料により粒子分散型、繊維強化 溶湯撹拌法の基本原理図を図 1 に示す。溶湯を撹 型、ハイブリッド型がある。粒子分散型複合材料 拌して発生させた渦の中に強化材を添加して溶湯中 は、SiC や Al2O3 などのセラミックス粒子をダイカ に分散させる方法である。渦(Vortex)を発生させ スト中に均一に分散させたものである。繊維強化型 ることからボルテックス法とも呼ばれる。Al 合金溶 複合材料は、セラミックスや金属などの長繊維ある 湯とセラミックス粒子は濡れ性が悪いため、溶湯中 いは短繊維を強化が必要な製品部分に配置したもの に濡れ性を改善する元素(Mg、Ca など)を添加し である。ハイブリッド型は、Al2O3 や炭素などの短 たり、強化材表面に金属(Cu や Ni など)をコーティ 繊維と SiC などのセラミックス粒子を組み合わせて ングして濡れ性を改善したりする方法がある。また、 プリフォームを作製して強化が必要な製品部分に配 超音波を溶湯に負荷しながら溶湯を撹拌すること 置したものである。ハイブリッド化することでプリ で、セラミックス粒子(Al2O3)との濡れ性が改善さ フォームの強度を増加させ、溶浸過程で作用する高 れる報告もある 。 い鋳造圧力によるプリフォームの変形を防止するこ 溶湯を固液共存状態の温度範囲に保ち、撹拌を加 とができる。その他、発泡体金属や焼結金属を強化 えながら粒状の初晶を晶出させてある程度の粘度を 材として使用する場合もある。 与え、そこに強化材を添加するコンポキャスティン ダイカスト法による複合材料の製造方法は、大別 グ法が開発されている。初晶が粒状なので、固相率 2) して溶湯撹拌法と加圧溶浸法がある。前者は、溶湯 あるいは半凝固状態の溶湯を撹拌しながらセラミッ クス粒子や短繊維、ウィスカーを添加して均一に分 散させ、金型キャビティに射出、充填させる方法で ある。後者は、SiC、Al2O3、C などの繊維でプリフォー ムを作製し、金型キャビティに設置して溶湯を射出、 充填してプリフォーム内に溶湯を浸透させる方法で ある。 以下に、ダイカストにおける複合材料技術につい て製法別に紹介する。 図 1 粒子強化複合材料の作製に用いられる 溶湯撹拌法の原理図 表 1 ダイカスト法を利用した複合材料の種類 種類 内容 粒子分散型 SiC や Al2O3 などのセラミックス粒子を溶湯中に添加して複合化し、金 型キャビティに射出・充填させる方法。 繊維強化型 SiC や炭素などの繊維でプリフォームを作製し、金型キャビティに設置 して溶湯を射出・充填してプリフォーム内に溶湯を溶浸させて複合化さ せる方法、粒子の代わりに短繊維やウィスカーを溶湯中に添加して複合 化し、金型キャビティに射出・充填する方法もある。 ハイブリッド型 繊維と粒子を組み合わせてプリフォームを作製し、金型キャビティに設 置して溶湯を射出・充填してプリフォーム内に溶湯を溶浸させて複合化 する方法。 37 が 60 % 程度と高くなってもチクソトロピー性が発現 して流動性が確保され、かつ液体状態よりも粘性が 高いので強化材を添加しても容易に混入させること 3) が可能である 。 リョービは、1982 年に図 2(a)のような複合材作 製装置を作製し、B 短繊維を ADC 10 に分散させた 4) 複合材料を開発した 。撹拌装置は 2 枚羽根を有し ており、それぞれの羽の回転が逆方向でかつ回転数 を変えることで B 短繊維を溶湯中に均一に分散でき た。この複合材により図 2(b)に示すようなレコー ドプレーヤーのピックアップ部品(4 個取り)を生産 した。図 2(c)に複合材のミクロ組織を示す。 写真 1 ダイカストした SiC 粒子添加複合材 (体積率 20%)のミクロ組織 (a) と ブレーキキャリパーの製品例 (b) 6) 来の鋳鉄品に比較して耐摩耗性は 2 倍、軽量化率は 61 % であった。 強化材にセラミックス粒子を使用した場合に、複 合化過程においてマトリックスと粒子間に脆性層が 図 2 溶湯撹拌装置 (a) とレコードプレーヤーの ピックアップ部品(4 個取り)(b) 及び B 短繊維 4) 複合材組織 (c)(リョービ提供) 9) 形成されたり 、界面での結合不良などで機械的性 質特に延性、靭性を低下させたり 10) することがある。 そこで、リョービでは金属間化合物粒子をアルミニ ウム合金溶湯に添加し、ダイカストすることで均一 1990 年代には、DURALCAN. USA によって SiC 粒子を分散させた MMC が開発された 5) ,6) 。ダイカ スト用としては、マトリックス合金として Al -10 Si - な分散を可能にし、耐摩耗性、靭性に優れた粒子分 11) 散型複合材料を開発した 。写真 2 に Al - 5 Mg - 3 Ni 合金に NiAl 粉末を 10 vol % 添加した粒子分散型複合 3 Cu -1 Ni を基本の組成とし、溶湯撹拌法により粒径 材料のミクロ組織を示す。溶湯との濡れ性が良いこ 9 m の SiC 粒子を 10±1 vol % 添加したものと粒径 とと高速射出充填により均一に粒子が分散できる。 14 m の SiC 粒子が 20±2 vol % 添加したものが提供 粒子とマトリックス界面には Ni3Al2 や NiAl3 といっ されている。複合材はインゴットの状態で提供され、 た反応層が形成され、粒子とマトリックスの密着性 通常のダイカスト用合金と同様に溶解し、ダイカス が良好で、セラミックスなどの粒子に比べて脱落が トが可能である。ただし、SiC 粒子はアルミニウム 少ない。また、金属間化合物粒子を使用しているた 合金溶湯に比べ密度が大きいため、溶解保持中に沈 め溶解することでリサイクルが極めて容易である特 降する可能性があり、DURALCAN.USA では機械撹 徴を有する。 6) 拌を行うことを推奨している 。また、ランナー等 の返り材は、通常のダイカスト用合金と同様に、溶 解炉に再投入して利用することが可能である。この 複合材料の実用化例としては、ブレーキロータ、ブ レーキシステム(ディスク、ドラム、キャリパー等) に使用されている。写真 1 にダイカストした同複合 材のミクロ組織(a)とブレーキキャリパーの製品例 6) (b)を 示 す 。1997 年 に ト ヨ タ 自 動 車 は、20 % SiC 粒子を添加した粒子分散型複合材料を電気自動車の 7) フロントブレーキロータに採用した 。生産はアイ 8) シン高丘で、鋳造法は重力金型鋳造法である 。従 38 写真 2 Al-5Mg-3Ni 合金に NiAl 粉末を 10vol% 添加した 粒子分散型複合材料のミクロ組織 11) 特集 ダイカストの新しい用途開拓を探る 3.2 加圧溶浸法 加圧力は 100 MPa 以上で加圧溶浸させた。マトリッ 加圧溶浸法の基本原理図を図 3 に示す。加圧溶浸 クス合金は AC 8 C 合金を使用した 。1986 年にホ 法では、長繊維あるいは短繊維でプリフォームと呼 ンダエンジニアリングでは Al2O3 繊維と炭素繊維か ばれる成形体を作製し、これを金型キャビティに挿 らなる筒状のプリフォームに中圧ダイカスト法の一 12) 15) 入し、溶湯を加圧浸透させる 。加圧浸透法は、溶 種である NDC(New Die Casting)法で ADC 12 を加 湯との濡れ性が悪い強化材を複合化できる、ひけ 圧溶浸させたシリンダブロックを開発した 巣などの欠陥を防止できる、部分的な複合化ができ 3 に(a)ライナープリフォーム、(b)プリフォーム るなどの利点がある。しかし、溶湯がプリフォーム SEM 写真、 (c)複合部のミクロ組織を示す。その後、 内に浸透する場合、溶湯の浸透圧力によってプリ ホンダエンジニアリングでは、製造法を通常のダイ フォームが変形しやすいので、十分な強度を与える カスト法に転換し生産性向上を図るとともに、低コ 必要がある。また、プリフォーム内を溶湯が浸透し スト化を実現した 。 16) 。写真 17) ている間にプリフォームで溶湯が冷却されて凝固を 開始して溶湯の浸透が不完全になったり、場合に よってはプリフォームの変形や破壊が起きたりする ので鋳造温度の適正化やプリフォームの予熱が必要 13) である 。 図 3 繊維強化型複合材料の製造に用いられる 加圧溶浸法の原理図 連続繊維強化型複合材料としては、1985 年に本田 写真 3 FRM ライナシリンダーブロック (a) ライナープリフォーム、(b) プリフォーム SEM 写真、 (c) 複合部界面近傍のミクロ組織 (㈱アクトコーポレーション提供) 技研工業がステンレス系長繊維を自動車エンジン用 のアルミニウム製コネクティングロッドにおいて複 1990 年にスズキでは、ヘッドを SiC のウィスカー 合化した事例がある。中圧ダイカスト法の一種であ で強化した船外機のピストンを開発・実用化した 。 る NDC(New Die Casting)法と局部加圧を組み合 スクイズダイカスト法により、SiC ウィスカーのプ わせた局部加圧鋳造法を用いて、直径 25 m ステン リ フ ォ ー ム に A 390 合 金 を 加 圧 溶 浸 し た。 従 来 の レス繊維 50,000 本を束ねてロッド連結部に取り付け AC 9 A に比べて大幅に強度が向上し、エンジン出力 て耐熱アルミニウム合金を溶浸させたもので、繊維 を 12.5 % 向上させた。その後、強化材として SiC ウィ の体積率は 20 % であり、約 27 % の軽量化に成功し スカーからより安価なほう酸アルミニウムウィス 14) 18) た 。しかし、長繊維はプリフォームの成形が容易 カーに変更された。その他にも、短繊維やウィスカー ではなく、扱いにくいためかこの事例以降ほとんど を強化材に使用した例は国内外を問わず比較的多く 実用化されていない。 報告されている。製造プロセスとしてはスクイズダ 短繊維複合材料の事例としては、1982 年にトヨ イカストがほとんどを占める。 タ自動車が Al2O3 と SiC の短繊維を組み合わせたプ 加圧溶浸法では、上記のような繊維を用いるだけ リフォーム(体積率はそれぞれ 4 %、6 %)を用いて でなく、短繊維と粒子を組み合わせてプリフォーム ディーゼルエンジン用のピストントップリングの耐 を作製するハイブリッド型複合材料も製造可能で 摩環を開発した。鋳造法は縦型高圧鋳造法を用い、 ある。短繊維単独で成形したプリフォームに比べ 39 て粒子が繊維同士を支えることから強度の高いプリ 20) ド型のプリフォームを使用した 。強化材は、Al2O3 フォームが得られる。 と SiC の短繊維(体積率 5 %)にムライト(3Al2O3・ リョービでは、Al2O3 短繊維と SiC 粒子からなる 2 SiO2)粒子(体積率 10 %)を添加したもので、溶湯 ハイブリッド型のプリフォームに層流ダイカストで には ADC 12 を用いて層流充填により加圧溶浸して ADC 12 合金を加圧溶浸して複合化したベルトコン いる。 19) ベアのローラーを開発した 。写真 4 にローラーの スズキでは 2002 年に直列 4 気筒 2 L エンジンのク 外観(a) (灰色の部分が複合部)と複合部のミクロ組 ランクロアケースのジャーナル部に Al2O3 短繊維と 織(b)を示す。Al2O3 短繊維と SiC 粒子の体積率は Al2O3 粒子のハイブリッド型のプリフォームを部分 約 30 % で、プリフォームの予熱温度は 500℃以上、 的に複合化した 。鋼製のクランクシャフトとアル 溶 湯 温 度(ADC 12)710 ℃、 鋳 造 圧 力 40 ∼ 60 MPa、 ミニウム製ジャーナル部との熱膨張差を解消し、振 射出速度 1.0 m/s 以下の範囲で溶浸が可能であった。 動・騒音低減を目的としている。体積率は鋼とアル ローラーの特性は、摩耗量で従来の圧延鋼に比較し ミニウムの中間値となるように約 25 % とした。 て 1/10 程度と小さく、1 個あたりの 2.8 kg の軽量化 粒子、繊維あるいはそのハイブリッドといった強 が可能であった。 化材以外に、発泡体金属や焼結金属などの多孔質金 トヨタ自動車でも 1999 年に 4 L ガソリンエンジン 属を強化材として用いる場合がある。 用のシリンダブロックのシリンダボアにハイブリッ マツダでは、1987 年に、Ni 発泡材を強化材とし 21) 22) てピストンの耐摩環を開発した 。Ni 発泡材は、三 角柱状の骨格が 3 次元に連なった連続気孔を持つ金 属多孔体で、複合過程で発泡材とアルミニウム合金 (AC 8 A)との間に Al - Ni 系の金属間化合物が形成さ れ、耐摩耗性を向上させる効果がある。また、富士 重工では、2003 年に水平 4 気筒エンジンのジャーナ ルブロックのメインジャーナル部にクランクの打撃 音を低減する目的で、MMC 複合材料の鋳ぐるみ法 23) を開発した 。体積率が 75 ∼ 80 % のステンレス系 合金を焼結してプリフォームを作製し、スクイズダ イカスト法で ADC 12 合金を加圧溶浸させて複合材 を鋳造する。さらに、ジャーナルブロックをダイカ 写真 4 Al2O3 短繊維と SiC 粒子からなるハイブリッド型 複合材料 (a) ベルトコンベア用ローラ外観と (b) 複合部のミクロ組織 19) ストする際に予め作製した複合材をインサートとし てジャーナル部に設置して鋳ぐるんで一体化するも のである。 4.今後の期待 40 以上述べてきたように、金属をマトリックスとし いことなどがある。しかし、ダイカスト法はその製 た複合材料(MMC)は、主に鋳造法特にダイカスト 造コストが安価であり、かつニヤネットシェイプな のような加圧鋳造法で開発・実用化されてきた。し 工法であることから、溶湯撹拌法にしろ加圧溶浸法 かし、プラスチックをマトリックスとし、強化材に にしろ複合材料の作製には適した方法である。また、 ガラス繊維を用いた GFRP(Glass Fiber Reinforced 昨今の画像処理・解析技術の進歩は著しいものがあ Plastics)や最近注目されている C 繊維を強化材に用 り、複合化の評価も容易になってきている。したがっ い た CFRP(Carbon Fiber Reinforced Plastics)な て、強度や耐摩耗性などの新たな機能を付加させる どの FRP に比較して実用化例は少ない。その理由 複合化技術をダイカストに適用し、市場の拡大に貢 として、製造工程が複雑であることや切削加工が難 献できる可能性は高いものと思われる。今後、積極 しいことなどから、製造コストが高いことが挙げら 的にダイカストの複合化技術の研究・開発に取り組 れる。また、複合化した製品の信頼性の評価が難し み,新たな市場を切り開くことを期待する。 特集 ダイカストの新しい用途開拓を探る 参考文献 13)長田純夫,松田公扶:鋳物 53(1981)300 1 )林毅:「複合材料工学」 (日科技連出版) (1971)3 14)桜井久之,西崎勝博,近藤拓士:素形材 27, 6(1986) 2 )弦間喜和,恒川好樹,奥宮正洋,棚田優子,毛利尚武: 鋳造工学 68(1996)969 3 )R. Mehrabian, R. G. Riek and M. C. Flemings: Metal. Trans., 5(1974)1899 4 )高橋庸輔:ある,5(2009)6 5 )http://mmc-assess.tuwien.ac.at/data/prm/duralcan/ a359_sic.htm 6 )望月省吾,白井秀友,大代準一,樋野治道,江部陽一: 1992 年日本ダイカスト会議論文集(1992)229 7 )菅沼徹哉:鋳造工学 73(2001)892 8 )初山圭司,山内和実,平岩淳伺:鋳造工学,73(2001) 391 9 )T. Iseki, T. Kodama and T. Maruyama: J. of. Mat. Sci., 19(1984)1992 10)M. Vogelsang, R. J. Arsenault and R. M. Fisher, Met. Trans. A. 17(1984)379 11)大 村 博 幸, 新 井 誠 一, 西 直 美: 鋳 造 工 学 72(2000) 181 12)西田義則:「金属基複合材料入門」 (コロナ社) (2001) 67 17 15)T. Donomoto, N. Miura, K. Fuantani and N. Miyake: SAE Paper, 830252(1983) 16)M. Ebisawa, T. Hara, T. Hayashi and H. Ushio: SAE Paper 910835 17)末永高弘,村田完治:日本鋳造工学会複合加工研究部 会研究報告 75「凝固・鋳造技術を利用した複合化プ ロセスに関する研究」 (1997)68 18)山内利夫:鋳造工学 76(2004)1014 19)大村博幸,新田真,村島泉,高橋庸輔,西直美:鋳造 工学 70(1998)213 20)野崎美紀也,永井秀典,唐木満尋:2000 日本ダイカ スト会議論文集(2000)101 21)小村章吾,山内利夫,永井利典,中村慎 :SUZUKI TECHNICAL REVIEW,129(2003)73 22)占部素臣,高須賀俊蔵,杉本幸弘,湊則男,戸川宏司: 金属学会会報,27(1988)498 23)鈴木徳昭,谷本覚,松本麻貴子,山地敏雄,柳岡寛典, 加 藤 望, 角 田 芳 秋:SUBARU Technical Review 30 (2003)125 41
© Copyright 2026 Paperzz