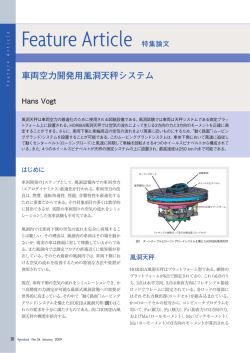
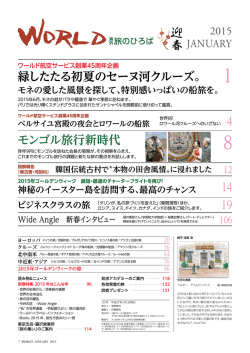
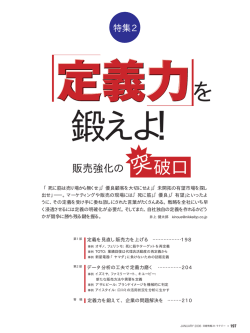
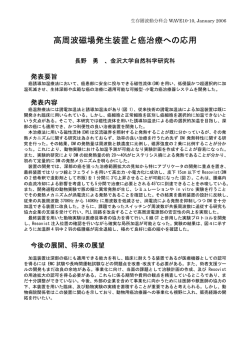
輸送機器の軽量化に向けた軽量金属材料の挑戦 航空機におけるアルミニウム合金の 利用の概況と今後 一般社団法人中部航空宇宙産業技術センター 技術情報部 部長 中沢 隆吉 中菱エンジニアリング株式会社 大江事業部 航空材料試験室 伊原木 幹成 ング社とヨーロッパ・エアバス社の2社が製造し 1.民間旅客機の開発実績 ており、これら2社の主要な旅客機の開発の状況 第2次世界大戦は、著しい航空機の発達を促し を図1に示す。1968年にボーイング社747型機が た。その結果、戦争終了後は船よりも遥かに早い 就航を始めて以来、1982年に767型機が就航し、 速度の大型民間旅客機による人の移動が活発に行 1995年に777型機が就航した。ここまでが20世紀 われるようになった。当初はレシプロエンジン搭 の設計であり、その後21世紀の設計機体として 載のプロペラ機であった旅客機も軍用機の後を追 2012年に787型機が就航した。この間、派生機を うようにガスタービン・エンジン搭載のジェット 除き、ほぼ15年間隔で新型機を開発している。一 機が開発され、より高速化され、20世紀後半は大 方、後発のエアバス社は、1974年に最初の旅客機 型民間旅客機が大洋を横断する長距離旅行の交通 A300が 就 航 を 始 め、 そ の 後A310、A320、 手段として定着した。 A330、A340と20世紀中に5機種の新設計機体を ここでは、民間ジェット旅客機として大量輸送 開発し、短い期間に多くの機種が就航している。 時代の幕を切ったジャンボ・ジェットの愛称で親 更に、21世紀になり、ボーイング社ジャンボ・ しまれている米国・ボーイング社747型機の就航か ジ ェ ッ ト 機 を 上 回 る 大 型 機A380を 就 航 さ せ、 ら今日までの大型民間旅客機の開発を振り返り、 2015年には21世紀になって2機種目の新設計機体 それらの構造材料の移り変わりを確認する。現 となるA350型機を就航させようとして、2013年 在、100席以上の大型民間旅客機は、米国・ボーイ 6月には初飛行に成功している。 運航開始年 図1 大型民間旅客機の開発状況1) J FA 2014 JANUARY No.45 17 輸送機器の軽量化に向けた軽量金属材料の挑戦 2.大型民間旅客機の構造材料比率 10%であり、金属材料全体では45%と構造材料の 半分にも満たなくなっている。それに対して複合 これらのボーイング社及びエアバス社の主要旅 材料は50%に急増しており、金属材料を逆転して 客機の構造材料の使用比率を図2に示す。この図 構造材料全体で最も多量に使用されており、構造 は機体の構造材料を示すもので、エンジン、電装 材料の比率が急変したことが分かる。 品(レーダ、通信機器)や内装品(座席、ギャ エアバス社の場合、A320型機は1988年就航で レー、ラヴァトリィ)は含まない。 あり、ボーイング社の767型機と777型機の就航の まず、ボーイング社の場合、747型機ではアル 中間に位置している。この機体では、金属材料全 ミニウム合金が全体の81%を占めており、最も使 体で83%を占めているが、複合材料も15%と既に 用されており、続いて鉄鋼材料の13%、チタン合 二桁の割合を占めている。21世紀に入って就航し 金の4%であり、これら3種類の金属材料で98% たA380型機の場合、金属材料は全体の71%と更 を占めており、金属材料でできていると言っても に金属材料の割合が減少しており、複合材料は 過言ではない。(但し、旅客機は決して鉄の箱で 22%と2割を超えている。更に2013年に初飛行に はなく、明らかにアルミニウムの箱と言える。) 成 功 し たA350型 機 は、 ア ル ミ ニ ウ ム 合 金 が 次の767型機においてもその状況はあまり変化な 20%、チタン合金が14%、鉄鋼材料が7%で、金 いが、777型機の場合、アルミニウム合金は最も 属材料は全体の構造材料の41%に減少している。 多く使用されてはいるものの70%と減少し、金属 一方、複合材料は52%であり、ボーイング社787 材料全体では88%に減少している。一方、複合材 型機と同様に、金属を逆転している。元々、エア 料は11%と二桁の割合に増加している。21世紀に バス社の機体は複合材料を積極的に使用していた 設計された787型機においては、アルミニウム合 が、新設計機になる度に着実に増加し、A350型 金は金属材料の中では多いが、その割合は20%と 機では金属材料を抜いて最も使用される構造材料 急減しており、2番目に多い金属材料は鉄鋼材料 に成長した。 を逆転してチタン合金が15%であり、鉄鋼材料は 図3に20世紀中に設計された金属材料が主体の 2) 図2 大型民間旅客機の構造材料の使用比率(重量比) 18 J FA 2014 JANUARY No.45 輸送機器の軽量化に向けた軽量金属材料の挑戦 大型旅客機の胴体パネルの構造例を示す。通常、 トリンガクリップと呼ばれるT断面の小物部品で 胴体は複数のパネルに分割され円筒状に組み立て ストリンガと結合される。これらの部品は全てア られている。夫々のパネルは大きな1枚の外板に ルミニウム合金でできており、外板は疲労特性に 機軸方向にある間隔を持って平行に縦通材(スト 優れる2024系統の合金が使用され、他の4つの部 リンガ)が直接取り付けられ、その上に窓の間隔 品は静強度が高い7075合金を中心とした7000番台 を持って円周方向にフレームがストリンガに直角 合金が使用される。胴体を構成するパネルは基本 に取り付けられる。従って、ストリンガとフレー 的に図3に示す5部品を全て使用し、その他には ムは所謂井桁状になる。フレームはストリンガの 各パネルの位置に従って、乗客扉口がある場合 上に乗るので、シャータイと呼ばれるアングル状 は、扉口周りにダブラや、エッジメンバとよばれる の小物部品によりリベットで外板と結合され、ス 補強材が取り付けられたり、窓の周りは、窓枠と呼 ばれる補強部品が取り付けられるが、通常これら の部品も7000番台アルミニウム合金が使用される。 外 板 3.複合材料の適用拡大 後 胴 板厚変化 を図4に示す。まず、A300型機では、フェアリ 縦通材(ストリンガ) ングとレドームが複合材であり、これらは飛行中 背切り 板厚変化 (外板) GFRPで製造されている。次のA310〜A320型機 舵面と呼ばれる組立品が複合材化された。これら ストリンガクリップ フレーム の荷重を殆ど受けない部品であるため、低強度の では、ラダー、スポイラ、フラップ等のいわゆる フレーム シャータイ エアバス機における複合材料の着実な拡大実績 板厚変化 の組立品は航空機の機体の一次構造材料には分類 されないものの、飛行荷重を受けるため強度の高 図3 大型民間機の胴体パネルの構造例 図4 エアバス機体の複合材料部品の適用拡大実績3) J FA 2014 JANUARY No.45 19 輸送機器の軽量化に向けた軽量金属材料の挑戦 いCFRPで製造されている。更に派生機におい て、機体の一次構造部材に分類される尾翼の垂直 4.アルミニウム合金の開発状況 安定板及び水平安定板が複合材化されている。こ 1980年代から複合材料は高強度高靱性の先進 れらの部材から高強度炭素繊維と高靱性エポキシ CFRPが実用化され、航空機の一次構造材料とし 樹脂の組合せから成る先進複合材料の使用が本格 て使用できる特性を持ち、複合材料化による機体 化した。次のA330/A340型機にて所謂舵面と呼 重量の軽減が進んだ。この情勢にアルミニウム会 ばれる全部品(ラダー、エレベータ、フラップ、 社も危機感を持ち、各種のアルミニウム合金を開 エルロン、スポイラ)がCFRP化された。更に、 発してきた。航空機構造用アルミニウム合金の 水平安定板は燃料を貯蔵する構造に変更され、低 内、最も高強度な7000番台アルミニウム合金と、 いながらも内部から圧力が加わる構造部位に初め 疲労強度に優れる2000番台合金にリチウムを添加 て適用されている。21世紀になりA340-600型機 した軽量アルミ・リチウム合金の開発実績を図5 において後方圧力隔壁、キール・ビームなどの胴 に示す。 体の一次構造部材が複合材化され、本格的な与圧 4.1 アルミニウム・リチウム合金 構造部位に適用が拡大された。次のA380では中 ⑴ 第2世代アルミニウム・リチウム合金: 央翼、主翼リブ、非与圧の尾胴、床桁が複合材化 1980年台半ば頃、アルミニウム会社は複合材の され、非与圧ながら胴体最後方の尾胴が複合材料 適用拡大に危機感を強く持ち、いわゆる第2世代 化され、胴体の一部にまで拡大された。最新鋭の アルミ・リチウム合金の開発競争に突入する。こ A350型機では、主翼と胴体外板が新たに複合材 の合金の狙いは、もっとも軽量な金属であるリチ 化され、機体の主要な一次構造部材の大部分が複 ウムを添加してアルミニウム合金の密度を低く 合材化された。 し、航空機の構造重量を10%以上軽量化すること にある。この合金は基本的に2000番台のAl-Cu- レーガン大統領プロパテント政策 特許有効期間:20年 合金の登録年/機体の運航開始年 図5 航空機構造用高強度アルミニウム合金の開発実績4) 20 J FA 2014 JANUARY No.45 輸送機器の軽量化に向けた軽量金属材料の挑戦 Mg系合金をベースとして、それにリチウムを添 値で2.0〜2.5%の範囲にあり、従来の7075合金と 加した合金であり、その合金は2000番合金の特徴 比較して密度が7〜10%低くなっている。このよ とリチウムを添加した特徴の両者を併せ持つ合金 うにリチウムを添加することにより確実にアルミ となった。今までに開発された代表的なアルミニ ニウム合金の密度は低下し、もし、合金を置き換 ウム・リチウム合金の化学成分の内、添加元素を えるだけで航空機の機体重量を10%低減できるな 表1に示す。 らば、全く夢のような材料であり、その実用化が 第2世代アルミ・リチウム合金は、最も比重の 期待された。 軽い金属元素であるリチウム(比重0.53)をアル アルミ・リチウム合金の引張強さを図7に示 ミニウム(比重2.70)に添加して、その合金の密 す。ここでは話を簡単にするため、強度のみを議 度を従来の合金よりも10%弱低くすることを目標 論する。第2世代のアルミ・リチウム合金の内、 としていた。合金の密度を縦軸にとり、リチウム 8090-T6は7075-T6よ り も 引 張 強 度 が 低 い が、 の添加量を横軸にとった関係を図6に示す。 2090-T83合 金 は7075-T6並 み の 強 度 を 示 し て お 第2世代アルミ・リチウム合金として、アルコ り、このまま7075-T6合金を置き換えることが出 ア社は2090合金を、ペシネー社は2091合金を、そ 来れば、密度が低下した分だけ、機体の重量低減 してブリティッシュ・アルキャン社は8090合金を が実現する。しかし、現実にはなかなかそのまま 登録した。これらの合金はリチウム含有量が公称 置換えることはできない。2090-T83はアルコア 5) 表1 アルミニウム・リチウム合金の化学成分(添加元素) 社工場で焼き入れ後に冷間加工を十分行った後に 人工時効を実施している材料であり、そのまま切 断して部品になれば全く問題ない。しかし、薄板 から部品を製造する場合、部品の展開形状に薄板 を切断後、ブレーキ・プレスで曲げたり、スト レッチャーで引張成形して部品形状を作る。この ような板金成形加工を行うには2090-T83は強度 が高く伸びが少な過ぎる材料であった。7075合金 は、焼き鈍し材を購入後、部品展開形状に板から 切り出して板金成形加工後に熱処理を行うと所定 の強度が得られた。しかし、2090合金の焼き鈍し 図6 リチウム含有量と合金密度の関係6) 材を7075合金と同じ工程で部品製造すると、強度 J FA 2014 JANUARY No.45 21 輸送機器の軽量化に向けた軽量金属材料の挑戦 図7 アルミニウム・リチウム合金の引張強さ7) が-T83材の60%程度にしかならない。その理由 間化合物相が疲労荷重によって運動した転位によ は、形状を持った部品に対して焼き入れ後に均一 り直線的に上下に分割されており、非常に直線的 な冷間加工を加えることができないからである。 な辷りが生じていることが明らかとされた。 そのため、2090合金は7075-T6の板金成形部品を ⑵ Ag含有アルミニウム・リチウム合金: そのまま置換えることはできない。 ボーイング社777の開発後、暫く米国での新型 次に第2世代アルミ・リチウム合金の弱点とし 民間旅客機の開発は空白になるが、この間に2195 て挙げられたのが、本質的に低靱性であるとの指 合金が開発された。この材料は第2世代アルミ・ 摘であった。この論旨は、次のようになる。アル リチウム合金とその後の第3世代アルミ・リチウ ミニウム中のリチウムは、母相であるアルミニウム ム合金の中間にあり、その特徴は、表1の化学成 と整合なδ' -Al3Li金属間化合物を形成している。 分表に示すように、Liの添加量は公称で1.0wt% アルミ・リチウム合金が変形する時は、結晶粒内を と第2世代合金と比較してほぼ半分に抑えて、更 走る転位が、母相に整合に析出しているδ' -Al3Li金 にAgを添加したことによる。Li添加量を低く抑 属間化合物相を横切る時に超転位となるため、直 えたことにより密度低下は5%前後と少なくなっ 線的な辷りが生じ、かつ、同じ辷り面を後続の超 たが、Li添加特有の脆性的な傾向は減少した。更 転位が通過する傾向になり、その結果、転位が同 にAgの添加によりAgに基づくω-相が結晶粒内 一辷り面上に集中して結晶粒界に堆積して粒界割 に均一析出し、このω-相を転位の代わりの析出 れを生じ易くすることにより、本質的に低靱性と サイトとして析出物が形成されることにより、図 なると説明した。その証拠として示された例が、 7に示すように焼入れ処理後に冷間加工を付与し 図8に示す透過電子顕微鏡写真である。この試験 なくても大きな強度向上が得られた。 片は8090合金に相当する化学成分を持っており、 2195合金は、図9に示す米国スペースシャトル 溶体化処理後人工時効処理まで実施している。右 の外部燃料タンクに使用されたことで広く知られ 側の写真は疲労試験前の状態であり、白色に見え ている。当初、国際宇宙ステーション(ISS: る球状のδ' -Al3Li金属間化合物が密に析出してい International Space Station)計画は旧西側諸国 る。一方左側の写真は、疲労試験終了後の試験片 だけが参加していたが、計画が大幅に遅れ、その の内部組織であり、本来は球形状のδ'-Al3Li金属 間にソビエト連邦がロシアになり、ISS計画に 22 J FA 2014 JANUARY No.45 輸送機器の軽量化に向けた軽量金属材料の挑戦 図8 8090合金相当材料の透過電子顕微鏡写真8) 図9 スペースシャトル外部燃料タンク9) 参加することになった。そのためにISSの打ち ミ・リチウム合金は第2世代合金の失敗を受け 上げ軌道が変更になり、軌道上まで各国のISS て、Li含有量を低く抑えるのはアルコア社もコン 製造部分を運搬する役割を担っていたスペース ステリウム社も共通した傾向である。更に2195合 シャトルのペイロードを向上する必要に迫られ、 金の成功を受けてコンステリウム社の合金には スペースシャトルの構造重量削減が行われた。そ Ag添加を行うようになった。また、アルコア社 こでNASAは2195合金に目を付けて、外部燃料 ではAg添加を継続する合金に加えて第2世代合 タンクの材料を従来の2219合金から2195合金に変 金では添加されなかったZnを添加する合金も現 更することを実施した。この材料変更により外部 れた。 燃料タンクの重量は30トンから26.5トンと3.5トン アルミニウム・リチウム合金のリチウム含有量 の軽量化が達成されたと発表されている。これは を縦軸に、銅の含有量を横軸にとった図を、図10 単純な密度の低下分の寄与と同時に2219合金の強 に示す。第2世代アルミ・リチウム合金の8090、 度よりも2195合金の強度が十分高く、強度向上に 2090、2091合金に比べて第3世代アルミ・リチウ よる肉厚減少分も含んだ効果と考えられる。この ム合金はリチウム含有量を削減し、その代わりに 材料変更のみにより、スペースシャトルの重量削 銅の含有量を増加していることが明瞭である。リ 減目標の50%が達成されたと言われている。この チウムの含有量を減少したのは、第2世代合金で 2195合金で製造された外部燃料タンクは超軽量タ 指摘された本質的に脆性である点を少しでも改善 ンクと呼ばれており、スペースシャトルの第91回 するために、軽量化効果も減少するもののリチウ 目の打ち上げのディスカヴァリーに初めて使用さ ム添加量を減少して脆性の改善を優先した結果と れ、その後、第134回の最終打ち上げまでの間、 2回を除いた41回の打ち上げで超軽量タンクが使 用されている。外部燃料タンクには重いエンジン 等は無く殆どがタンクの外皮重量であるので、タ ンク材料の歩留まりを仮に20%と仮定すると、1 基の超軽量タンクの製造に必要な2195合金の素材 重量は132.5トンになる。超軽量タンクを製造す るには多量の2195合金が必要であり、工業的に成 功した初めてのアルミ・リチウム合金と考えられる。 ⑶ 第3世代アルミニウム・リチウム合金: 2195合金の成功の後を受けて第3世代アルミ・ リチウム合金が開発された。この第3世代アル 図10 アルミニウム・リチウム合金のリチウム及び銅 の含有範囲10) J FA 2014 JANUARY No.45 23 輸送機器の軽量化に向けた軽量金属材料の挑戦 考えられる。また、2195合金の成功によりAg添 金では、ピーク時効した-T6処理材の肉厚部品 加は特に耐力の向上に有効なことが判明したの は応力腐食割れが頻発することが判明しており、 で、リチウムを削減したことによる強度低下分を その防止対策として強度を落とした過時効処理: 銅を増加することで補おうとしたことが窺える。 -T7材が使用されている。折角高い強度を発揮で このような化学成分構成としたことにより、第3 きる7000番台合金を、良好な応力腐食割れ性を維 世代アルミ・リチウム合金の銅含有量は増加し、 持したまま、高い強度で使用することを目的に開 2024合金の銅含有量に接近してきている。また、 発が行われ、復元再時効処理と呼ばれる3段時効 上記2195合金のリチウムと銅の成分範囲を見る 処理により実現された。 と、実質的には第3世代アルミ・リチウム合金に ボーイング社777型機でこの復元再時効処理 入れても良い範囲にあり、いわば第3世代アルミ (-T77処理)を適用した7150、7055合金が新規に ・リチウム合金を先取りした合金とも言える。 採用された。これらの合金は、押出し形材として エアバス社A380型機の客室の床構造には、第 重要な強度部材である胴体ストリンガーやビーム 3世代アルミ・リチウム合金であるコンステリウ に適用された。 ム 社 の2196-T8 押 出 し 材、 及 び ア ル コ ア 社 の 図5に示すように、1985年、米国のレーガン大 2099-T8押出し材が使用された。この全2階建 統領は米国企業の工業所有権を守るためにプロパ て構造の巨大な機体は、図11に示すように1階 テ ン ト 政 策 を 打 ち 出 し た。 こ の 政 策 に 従 っ て 部分の床構造を第3世代アルミ・リチウム合金押 ニューヨーク州でコーニング社が住友電工社を相 出し材で製造し、2階部分の床構造はCFRPで製 手に光ファイバーの特許紛争を起こした。今まで 造されている。 の常識では負けるとは想像できない状況であった が、目を疑うような判決文によって住友電工社が CFRP床構造 敗訴し、莫大な罰金の支払いを命じられ、住友電 工社は米国の光ファイバー事業から撤退を余儀な くされた。 実際には復元現象は古くから知られており、金 属学の教科書にも掲載されている。更に復元再時 効処理は1970年代にイスラエルにて最初の特許が 成立していた。それにもかかわらず、このような 米国政府方針に基づき、アルコア社は7000番台合 アルミ・リチウム合金床構造 図11 エアバスA380型機の床構造材料11) 金の復元再時効処理の製造特許を取得し、同業他 社を排除し独占供給体制を確立した。 そこでヨーロッパのアルミニウム会社は、アル コア社の復元再時効処理を行わなくても、従来の 2段時効処理で復元再時効処理と同等の高強度・ 4. 2 7000番Al-Zn-Mg-Cu系合金 高耐SCC性を持つ合金の開発に取り組んだ。その 7000番台合金の開発の狙いは大きく二つあり、 結果、鋳造技術の進歩にも助けられ、更に高Zn 一つは応力腐食割れ(SCC)性を良好に保ったま 含有量の合金の開発を行い、高強度・高耐SCC性 ま強度を高くすることであり、もう一つは機械加 の合金を実用化した。7075を基準として7050合金 工用部品のための厚い材料を製造することである。 以降に開発された主要な7000番台合金の化学成分 ⑴ 高強度・高耐応力腐食割れ(SCC)性合金: の内、添加元素の範囲を表2に示す。 まず、応力腐食割れ性を保ったまま高強度化し 7000番台合金の重要な指標であるZn/Mg比を た材料について説明する。強度の高い7000番台合 図12に 示 す。 こ の 図 は、 縦 軸 がZn/Mg比 で あ 24 J FA 2014 JANUARY No.45 輸送機器の軽量化に向けた軽量金属材料の挑戦 12) 表2 7000番Al-Zn-Mg-Cu系新合金(添加元素) (wt%) いるものの、アルコア社の場合ほど顕著には高く なっていない。このことは、全体的にZn含有量 が増えていることを考慮すると、アルコア社は Mg含有量を7075合金の含有量から殆ど増加させ ていないことを意味する。 それに対してヨーロッパの合金は、Zn含有量 を増加させると共にMg含有量もそれなりに増加 させていることが分かる。7000番台合金でZn/ 図12 7000番台Al-Zn-Mg-Cu系合金のZn/Mg比 13) Mg比が合金の特性を左右する重要なパラメータ の一つと考えられている理由は、Al-Zn-Mg系3 り、横軸は合金の登録年を示す。この図を見る 元合金状態図から、この比により析出物の形態が と、アルコア社開発合金は、年次が進むほどに 変化すると考えられることによる。従って、アル Zn/Mg比が高くなっている。一方、ヨーロッパ コ ア 社 合 金 と ヨ ー ロ ッ パ 合 金 でZn/Mg比 が 異 の開発合金を見るとZn/Mg比は少し高くなって なってきたことにより、時効処理後の析出物の組 図13 代表的な航空機構造用7000番台合金の引張強度及び耐力14) J FA 2014 JANUARY No.45 25 輸送機器の軽量化に向けた軽量金属材料の挑戦 成が変化していると推定される。出発点となる7075 合金では、電子顕微鏡観察の結果、T’ -Al2Zn3Mg3 相と呼ばれる析出物の形成が確認されているが、 Zn/Mg比が高いアルコア社合金ではT’ -Al2Zn3Mg3相 ではなく、恐らくη’ -Zn2Mg相が析出するように なっていると推定される。析出物のT’ -Al2Zn3Mg3 相とη’ -Zn2Mg相のどちらが強度向上に有効かは 今後の研究で明らかになると思われる。 図14 ビルドアップ構造例15) 表2に掲載された7000番台合金の引張強さ及び 耐力を図13に示す。 7000番台合金として使用される代表的な部品は 胴体のストリンガとフレームである。747型機、 767型機では、これらの部品は薄板から板金成形 図15 インテグラル部品例16) 加工により成形した7075-T6材が使用されてい た。777型機では、ストリンガやビームの強度部 うに上下の押出し形材から製造したフランジの間 材を復元再時効処理した7150-T77より製造して に薄板から製造したウェブを張り、更に所定の間 いる。強度は7075-T6よりも10%程度向上してい 隔を持って押出し形材か薄板の板金成形で作った る。一方、A380型機に採用されているヨーロッ スティフナをリベットで取り付けて桁が完成して パ合金である7449-T79押出し材は従来の2段時 いた。機体の大きさに依存するが、例えば数㎜の 効処理であるが、復元再時効処理材と比べてほぼ 肉厚の押出し型材から作った上下のフランジを各 同じ強度を示しており、ヨーロッパのアルミニウム 1本、1〜3㎜の肉厚の薄板から作った数枚の 会社が復元再時効処理に匹敵する強度の材料を従 ウェブ、更に同様の肉厚から作った多数のスティ 来の2段時効処理で目標を達成したことが分かる。 フナが必要であり、更にそれらを組み立てる冶具 ⑵ 高強度厚肉合金: に乗せてリベットで組み立てる必要があった。し 次に機械加工用部品のための厚い材料の開発結 かし、厚板からの機械加工法によって削り出すこ 果を説明する。最近のNC機械加工装置の発達は とにより一体形状で製作すると、部品は1個に集 目を見張るものがあり、板金成形部品よりも1桁 約され、組立作業も不要である。このような工法 寸法精度が良い機械加工部品は組立時の基準とし が成立するためには、高性能なNC機械と共に、 ても利用し易く、航空機部品に厚い素材から削り 材料も肉厚が100㎜を超すような厚板が必要にな 出す機械加工部品の割合が急増している。以前の る。材料会社にとっても多数の薄板よりも厚板を 航空機組立は、例えば図14に示す桁組立のよう 少数生産する方が効率が良く、材料会社と機体会 に多数の板金成形した小さな部品をリベットなど 社の利害が一致し、厚肉材料が開発されている。 で組み立てる、いわゆるビルドアップ工法が中心 当初は、厚板の中心部に材料欠陥が発生するこ であった。しかし、現在ではNC機械加工により とが多かったが、材料会社における超音波を利用 多くの小部品を一体化して削り出した、いわゆる した新鋳造技術の開発や、コンピュータによる凝 インテグラル部品を中心に組み立てる方向に転換 固解析の応用等により鋳塊の品質も向上し、信頼 している。これにより軽量化と共に、部品点数の 性も上がってきている。また、冷却速度に敏感な 削減、組立工数の削減が実現し、機体会社におけ Crを鈍感なZrに変更するなどの成分からの検討 る製造費用のコストダウンが行われている。 も進み、厚板でも強度が低下しない材料が開発さ 図15は 主 翼 桁 の イ ン テ グ ラ ル 部 品 の 例 を 示 れている。 す。従来のビルドアップ工法では図14に示すよ 747型 機、767型 機 で は7075-T73厚 板 が 主 に 使 26 J FA 2014 JANUARY No.45 輸送機器の軽量化に向けた軽量金属材料の挑戦 用されているが、777型機では7050-T74厚板が多 CFRP部品にボルト穴などの穴があり、隙間が空 量に使用され、強度は若干ながら向上している。 いていたら、雷電流は隙間で放電して流れてい 最 近 の 厚 肉 用 材 料 と し て は、 図13に 示 す7040- く。民間旅客機の主翼は内部が燃料タンクになっ T74、7140-T74厚板、及び7085鍛造品があり、強 ているので、もし主翼のボルト穴で放電現象が起 度の向上は殆どないが、肉厚の向上が著しく、よ こったら、燃料は一瞬にして爆発して、旅客機は り厚い部品の切削加工が可能となっており、機体 墜落してしまう。そのためにCFRPを使用する場 製造会社には大変好ましい。 合は耐雷対策を金属材料以上に厳しく実施しなけ 5.21世紀の航空機用アルミニウム合金 ればならない。即ち、CFRPを使用した主翼は、 金属を使用する場合以上に耐雷対策を厳重に行う 民間航空機の構造部材は、20世紀は金属、その 必要があるために余分な重量を使用することにな 中でもアルミニウム合金が中心であり、言わばア る。大型機の場合は、それでも金属製主翼より複 ルミニウム合金の黄金期と見られた。21世紀にな 合材製主翼が軽量になるが、100席以下のリー り、構造材料は金属中心からCFRPに代表される ジョナル機の場合、金属製主翼とCFRP製主翼で 複合材料に交替したことは明らかであり、その結 は重量はそれほど変わらなくなり、むしろCFRP 果、アルミニウム合金の使用比率は大きく低下し の材料費の高さが目立つようになる。リージョナ た。しかし、アルミニウム合金の特徴は、安定し ル機の販売価格は、100席以上の機体よりもかな た大量供給が可能で、かつ、安価である。複合材 り安価であるので、元々高価な材料は使用するの 料会社も増産体制を整え、量産効果で価格の低減 が難しい状況にあり、小型の機体になる程、アル を目指しているが、一朝一夕には実現できない。 ミニウム合金は価格競争力があると考えられる。 そこで、777型機に採用された新アルミニウム合 以上、大型民間機においては、今後CFRPがど 金の特許も有効期間が終了を迎えており、これら こまで航空機構造材料として需要を伸ばすかは、 の新合金の安価な供給等、地道な特性改善と価格 量の安定供給と価格が問題であり、アルミニウム 低減を積み重ねていけば、未だCFRPに対抗でき 合金がそれに対抗できるかが焦点になろう。一 る余地はあると考える。 方、リージョナル機のような小型旅客機において 更に航空機構造に適用するに当たり複合材料の は、耐雷問題のような一部技術的な問題もある 問題点として耐雷問題がある。CFRPは炭素繊維 が、それでも詰まる所は、CFRPの価格がどこま と樹脂から構成されており、強度を持つ炭素繊維 で下がるかにより、アルミニウム合金がそれに対 は良導体であるが、繊維を固めて形状を保持して 抗できなくなった時点でCFRP化の勢いが増すと いる樹脂は絶縁体である。機体に雷が落ちた場 考えられる。 合、雷電流は炭素繊維を伝って流れるが、もし <参考文献> 1)、2)、4)インターネット・ウィキペディアより情報を収集し、整理して作図。飛行機の絵はボーイング社、エア バス社:11)の資料から作成。 2)“Composite Structures: The First 100 Years”16th International Conference on Composite Materials 3)“Airbus Composite Training”VPD Conference,Frankfurt,Oct. 2007 5)、12)Aluminum Association発行 “Teal Sheet”より抜粋。 6)MMPDS(Metallic Materials Properties and Standardization) 、及び5)のデータから作図。 7)、14)MMPDS(Metallic Materials Properties Development and Standardization) 、及びAMS規格のデータから作図。 8)軽金属 Vol.36(’ 86)No.7 P.436-P.444 9)インターネット・ウィキペディアより写真を転用。 10)、13)Aluminum Association発行 “Teal Sheet”より作図。 11)“Metal Materials in Airbus A380”IZMIR Grobal Aerospace & Offset Cinference,Oct. 2010 15)「航空学入門(上)」木村秀政監修、酣燈社(1975年) 16)今井航空機器工業株式会社のホーム・ページによる。 J FA 2014 JANUARY No.45 27
© Copyright 2026 Paperzz