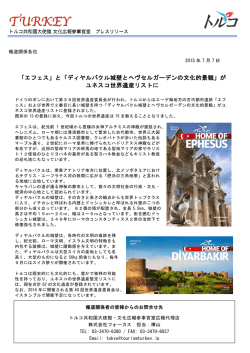
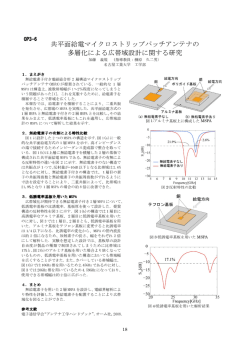
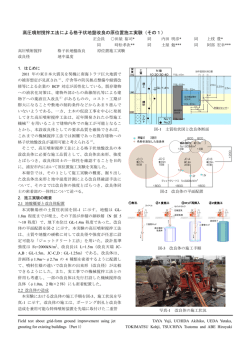
技 術 報 告 高クロム耐熱鋳鋼 COST-CB2 の特性 高クロム耐熱鋳鋼 COST-CB2 の特性 Mechanical and Creep Rupture Properties of a High Cr Heat Resistant Steel Casting COST-CB3 萩沢 武仁 * 博士(工学) Dr. Takehito Hagisawa 田中 慎二 * 神成 純 ** Shinji Tanaka Jun Kannari 沖野 美佐雄 ** 福眞 吉直 ** Misao Okino Yoshinao Fukuma 概 要 火力発電プラントの高効率化に向け、高温強度に優れた鋳鋼材料の開発が求められている。これまで、国内では Co、 W、B を含む 12Cr 鋳鋼(新 12Cr 鋳鋼)、欧州では COST(Co-operation in the field of Science and Technology)プ ログラムにおいて Co、Mo、B を含む 12Cr 鋳鋼である COST-CB2 が開発された。本報告では実験室で溶製した 50kg 鋳 塊を用いて COST-CB2 の機械的特性及びクリープ破断特性を評価した結果を報告する。基礎調査結果に基づき、COSTCB2 製中圧内部車室の実機製品を製造し、十分な溶接性と機械的特性を有することが確認できた。また、同程度の室温 強度、室温衝撃特性で比較した場合、過去に東芝殿と共同開発した新 12Cr 鋳鋼の方が優れたクリープ破断強度を有す ることが分かった。 Synopsis Heat resistant steel castings with enhanced high temperature strength are required for improving the efficiency of thermal power plants. In Japan, 12% Cr steel casting containing Co, W and B (new 12%Cr steel casting) has been developed, while in Europe, COST- CB2, which is a high Cr heat resistant steel casting containing Co, Mo and B, has been developed in COST(Co-operation in the field of Science and Technology)program. In this study, the mechanical properties and creep rupture properties of COST-CB2 were examined using 50kg cast ingots. Based on these results, we succeeded in the production of intermediate pressure inner casings with sufficient mechanical properties and weldability from COST-CB2. Furthermore, it was confirmed that the new 12%Cr steel casting developed by Toshiba and JSW showed higher creep rupture strength than COST- CB2 when compared on the similar level of mechanical properties at room temperature. *:室蘭研究所 Muroran Research Laboratory (82) **:室蘭製作所 Muroran Plant 日本製鋼所技報 No.65(2014.10) 高クロム耐熱鋳鋼 COST-CB2 の特性 1. 緒 言 2. 小型試験鋳塊を用いた材料特性の評価 近年の地球温暖化問題を受けて、火力発電の高効率化 2.1. 試験方法 による CO2 排出量の削減が強く求められている。火力発 供試材は高周波真空誘導溶解炉で溶解し、Y ブロック 電プラントの発電効率は蒸気条件が高温、高圧になるほど 砂型に鋳造して作製した 50kg 鋳塊を使用した。COST- 高くなる。蒸気条件の高温、高圧化に伴い、発電プラント CB2 の 50kg 試験材の化学組成を表 2 に、熱処理条件を に使用する部材には優れた材料特性が求められる。そこ 表 3 に示す。過去に B の添加によって長時間クリープ破断 、改良 12Cr 鋼(W 含有) 、新 強度が向上することが報告されている 15-16)ことから COST- 12Cr 鋼(W、Co、B 含有)11-13)と高温強度の高い素材への CB2 の試験材 1 と試験材 2 では B 量を変えている。試験 成分改良を実施し、積極的に実機ロータ、ケーシングなど 材 1 と試験 材 2 は焼ならしの温度を 1100℃、1130℃の 2 への適用が進められてきた。特に、新 12Cr 鋼は蒸気温度 条件とし、また、試験材 1 のみ補修溶接後の応力除去焼 が最高 630℃までの火力発電プラントへの適用を目指して 鈍を模擬した 730℃× 8h の熱処理を施した。熱処理後の 開発が行われてきた。 試験材から各種機械試験片を採取した。引張試験は JIS4 で、国内では 12Cr 鋼 1,2) 3-10) 一方、ヨーロッパでは国レベルの共同研究形式である 号試 験片(φ 14mm、標点間距離 50mm)を用いて、室 COST(Co-operation in the field of Science and Technology) 温で実施した。シャルピー衝撃試験は JIS4 号(2mmVノッ プロジェクトを採用し、これまでに COST501(1983-1997年) 、 チ)試験片を用いて室温で実施した。 COST522(1998-2003 年) 、COST536(2004-2009 年)を実施 COST-CB2 のクリープ破断試験はシングル型およびマ してきた。例えば、COST501 では鋳造部材の耐用温度の ルチプル型レバー式クリープ試験機を使用し、625、650、 目標を 620℃に設定し、COST-CB2 の開発に成功した 14)。 680 及び 700℃で実施した。ミクロ組織および析出物の分 COST-CB2 14) 及び過去に当社で東芝殿と共同で開発した 13) 布状況は鏡面研磨後に 15%塩酸を加えた 1%ピクリン酸ア の代表的な化学組成を表 1 に示す。COST- ルコール溶液で腐食したサンプルを、光学顕微鏡及び電界 CB2 は Co、B を含有し、新 12Cr 鋳鋼と比較的近い成分系 放出型走査型電子顕微鏡(FE-SEM)を用いて観察した。調 ではあるが、W を使わず Mo のみを強化元素としている点 質後、クリープ破断後のネジ部、平行部から薄膜サンプルを が大きく異なっている。本報では実験室で溶製した COST- 作製し、透過型電子顕微鏡(TEM)を用いて高倍率での組 CB2 相当の 50kg 小型鋳塊における機械的特性及びクリー 織観察を行った。薄膜は 100μm 以下まで機械研磨した後 プ破断特性を報告する。さらに、小型鋳塊を用いた基礎試 に、5 % 過塩素酸ブトキシエタノール溶液でツインジェット研 験結果に基づき COST-CB2 実機製品の製造を行っており、 磨を施して作製した。 新 12Cr 鋳鋼 その特性を過去に当社で東芝殿と共同で開発した新 12Cr 鋳鋼の試験結果 13)と比較して報告する。 表 1 COST-CB214)及び新 12Cr 鋳鋼 13)の代表的な化学組成(mass%) 表 2 COST-CB2 の 50kg 試験材の化学組成(mass%) 表 3 COST-CB2 50kg 試験材の熱処理条件 (83) 高クロム耐熱鋳鋼 COST-CB2 の特性 また、COST-CB2 の車室や弁といった厚肉の実機製品 COST-CB2 の 50kg 試験材のクリープ破断試験結果を を製造する上で、補修溶接や構造溶接が必要となるため、 過去の COST-CB2 の報告値 14)と比較して図 6 に示す。図 溶接性(低温割れおよび再熱割れ)も重要な評価項目であ の横軸は定数を 25 としたラーソンミラーパラメータ(L.M.P る。溶接性評価試験の概略図を図 1 に示す。板厚 30mm = T(25+logt) , T : K, t : h)で整理した。COST-CB2 の の COST-CB2 試験材中央に V 開先を製作し、所定の条 試験材で比較すると、焼ならし温度が高いほどクリープ破 件で 2 層 3 パスのシールドメタルアーク溶 接を実施した。 断時間が高 L.M.P 側、すなわち長時間側へとシフトしてい 溶 接材料は COST-CB2 に適した耐クリープ特 性に優れ た。また、同じ焼ならし温度(1130℃)で比較すると、B る 9Cr 系溶接棒である Voestalpine Bohler Welding 社製 量の高い試験材1のクリープ破断寿命が長時間であり、過 MTS 5Co1(φ 4mm)を使用した。その後、脱水素熱処 去の COST-CB2 の報告値 14)と同程度の破断寿命を有する 理および 730℃で 8h の応力除去焼鈍を実施した後に、溶 ことが確認された。 接ビード方向に垂直な断面の浸透探傷試験(PT)を行い、 割れの有無を調査した。 図 1 溶接性評価試験の概略図 図 2 調質後の 50kg 試験材の光学顕微鏡組織 (a)試験材 1 焼ならし 1100℃ (b)試験材 1 焼ならし 1130℃ (c)試験材 2 焼ならし 1130℃ 2.2. 試験結果 調質後の各試験材の光学顕微鏡によるミクロ組織を図 2 に示す。いずれの試験材も焼戻しマルテンサイト組織であ り、素材間での差は認められなかった。また、いずれの試 験材においてもδフェライトは観察されなかった。 調質後の各試験材の FE-SEM 組織を図 3 に示す。試験 材 1 及び試験材 2 では旧オーステナイト粒界や粒内のラス 境界と推測される箇所に析出物が存在していた。また、い ずれの試験材でも析出物の分布状況には大きな差は認め られなかった。 調質後の各試験材の TEM 組織を図 4 に示す。全ての 試験材において微細なラス組織が観察された。試験材 1 及 び試験材 2 では B 量や焼ならし温度の違いはあるが、目 立った差は認められなかった。ラス内には多量の転位が存 在し、ラス境界には析出物が観察された。 COST-CB2 の 50kg 試験材の室温引張試験結果を図 5 図 3 調質後の 50kg 試験材の FE-SEM 組織 (a)試験材 1 焼ならし 1100℃ (b)試験材 1 焼ならし 1130℃ (c)試験材 2 焼ならし 1130℃ 注)図中矢印は旧γ粒界を示す に示す。試験材 1 と試験材 2 では 0.2%耐力引張強さ及び 伸び、絞りには大きな差が認められなかった。過去の報告 値 14) である 0.2%耐力:547MPa と比較すると、若干低め であったが、焼戻し温度の違いによるものと考えられる。 (84) 日本製鋼所技報 No.65(2014.10) 高クロム耐熱鋳鋼 COST-CB2 の特性 クリープ破断試験後(625℃、145MPa)の試験片ネジ部 の FE-SEM 組織を図 7 に示す。図 3 の調質後と比較して、 明らかに析出物が粗大化していた。クリープ破断寿命が優 れていた 1130℃での焼ならしを施した試験材 1 の析出物が その他の条件と比べ、粗大化しているようにも見受けられ るが、破断時間には 2 倍程度の差があり、単純に比較は できないと考えられる。 各試験材のクリープ破断後(625℃、145MPa)の試験 片平行部及びネジ部における TEM 組織を図 8 に示す。平 行部の組織はどれも転位が調質後と比較して大幅に減少 し、サブグレイン化が進んでいた。一方、変形を受けてい ないネジ部の組織には多少違いが認められた。B 量が高い 試験材 1 は B 量が低い試験材 2 よりもラス幅が狭かった。 図 4 調質後の 50㎏試験材の TEM 組織 (a)試験材 1 焼ならし 1100℃ (b)試験材 1 焼ならし 1130℃ (c)試験材 2 焼ならし 1130℃ 図 7 クリープ破断試験後(625℃、145MPa)の COST-CB2 50kg 試験材の FE-SEM 組織 (a)試験材 1 焼ならし 1100℃ (b)試験材 1 焼ならし 1130℃ (c)試験材 2 焼ならし 1100℃ 図 5 COST-CB2 50kg 試験材の室温引張試験結果 図 6 COST-CB2 50kg 試験材のクリープ破断試験結果 図 8 クリープ破断試験後(625℃、145MPa)の COST-CB2 50kg 試験材の TEM 組織 (a) (b)試験材 1 焼ならし 1100℃ (c) (d)試験材 1 焼ならし 1130℃ (e) (f)試験材 2 焼ならし 1130℃ (a) (c) (e)試験片平行部(b) (d) (f)試験片ネジ部 (85) 高クロム耐熱鋳鋼 COST-CB2 の特性 高 B 量の試験材 1 において、クリープ破断寿命が長か った原因は、B がクリープ変形時の組織の回復を抑制す る効果を有するためと推測される。例えば、阿部ら 15)、東 ら 16)や堀内ら 17)は B が粒界近傍の M 23C6 の粗大化を抑制 し、粒界近傍での組織の回復を遅延させる働きを有してい ると報告しており、今回の試験結果も同様の現象が生じて いる可能性が高いと考えられる。一方、焼ならし温度の高 温化によって、析出物の固溶化の状況が変わる可能性があ る。例えば、B や N を含む高 Cr 鋼において熱間加工中や 高温熱処理中に粗大な BN が生成し、固溶 B 量が減少す ることが報告されている 18)。よって、BN のような B を含有 する析出物の析出、固溶の状況が焼ならしの保持温度の 違いによって変化し、焼戻し時またはクリープ試験時にお ける組織の回復や析出物の成長を抑えるために必要な固溶 B 量も変化した可能性も考えらえる。今後、クリープ破断 試験途中での組織や析出物に関する調査を行い、クリープ 特性と成分、組織の関連性を評価していく予定である。 COST-CB2 の 50kg 試験材の室温での吸収エネルギーを 図 9 に示す。B 量の低い試験材 2 が若干吸収エネルギー 図 10 COST-CB2 の溶接性評価試験後の 外観写真と断面 PT 試験結果 が高い傾向にあったが、それほど大きな差は認められなか 3. 製品製造実績と別枠試験材の評価結果 った。 COST-CB2 の溶接性評価試験後の外観写真と断面 PT 試験結果の一例を図 10 に示す。適切な溶接条件であれば 以上の 50kg 小型試験材を用いた試験結果を元に、当社 PT 欠陥は観察されず、COST-CB2 は溶接施工上問題ない では COST-CB2 相当の成分を有する車室の製造を進めて ことが確認できた。 いる。COST-CB2 相当の成分を有する中圧内部車室の外 以上のように、COST-CB2 の機械的特性は過去の報告 観写真を図 11 に示す。実機製品を製造する際に 80㎜厚さ 14) よりも強度レベルが若干低い傾向にはあったが、成分や で 100kg 級の別枠試験材を鋳造し、機械的特性を評価し 熱処理条件を最適化すれば欧州で報告されているものと同 た。表 4 には別枠試験材の化学成分、表 5 には別枠試験 等の材料特性が得られることがわかった。 材の熱処理条件をそれぞれ示す。また、図 12 から図 14 に は COST-CB2 の 50kg 試験材(試験材 1)、別枠試験材及 び新 12Cr 鋳鋼 13)の室温引張試験結果、クリープ破断試 験結果、室温衝撃特性をそれぞれ比較して示す。別枠試 験材では焼戻し温度を低下させたため、前述した 50kg 試 験材(試験材 1)と比較して室温強度が高く、また吸収エ ネルギーが低下していたが、50kg 試験材と同程度のクリー プ破断強度を有することが確認できた。一方、新 12Cr 鋳 鋼と COST-CB2 の別枠試験材は同程度の室温強度、吸収 エネルギーを有していたが、クリープ破断強度は新 12Cr 鋳鋼の方が高かった。よって、同等の室温強度、靱性レベ ルになるよう熱処理条件を調整することで、COST-CB2 に 比べて、新 12Cr 鋳鋼の方が優れたクリープ破断強度が得 られることが確認された。 図 9 COST-CB2 50kg 試験材の室温衝撃特性 (86) 日本製鋼所技報 No.65(2014.10) 高クロム耐熱鋳鋼 COST-CB2 の特性 図 11 COST-CB2 相当の成分を有する 中圧内部車室上下半の外観写真 図 13 COST-CB2 の 50kg 試験材、別枠試験材、 新 12Cr 鋳鋼 13)のクリープ破断試験結果の比較 図 12 COST-CB2 の 50kg 試験材、別枠試験材、 新 12Cr 鋳鋼 13)の室温引張試験結果 注)COST-CB2 の試験結果は全て焼ならし温度 1130℃の 結果を示す 図 14 COST-CB2 の 50kg 試験材、別枠試験材、 新 12Cr 鋳鋼 13)の室温衝撃特性 表 4 COST-CB2 の代表的成分 14)と別枠試験材の化学組成(mass%) 表 5 別枠試験材の熱処理条件 (87) 高クロム耐熱鋳鋼 COST-CB2 の特性 4. 結 言 欧州で開発された高クロム耐熱鋳鋼 COST-CB2 の性能 参 考 文 献 1)岩渕 , 村田 , 土原 : 日本製鋼所技報 , 43(1998) ,115 評価を 50㎏小型鋳塊を用いて行った。また、同結果を元 2)岩渕 , 村田 , 山畔 , 山田,渡辺 : 鉄と鋼 , 76(1990) ,1060 に実機中圧内車の製造を行い、その特性を新 12Cr 鋳鋼と 3)高橋,藤田:鉄と鋼,60(1974) ,1506 比較した。以下に、結果を纏める。 4)藤田 , 山田,高橋:鉄と鋼 , 61(1975) ,357 5)劉,藤田:鉄と鋼 , 73(1987) , 1034 (1)COST-CB2 は従来報告されている成分範囲であれば焼戻 しマルテンサイト単一組織が得られることが分かった。 (2)COST-CB2 の機械的性質に及ぼす B 量と焼ならし温度 の影響を調査した結果、B 量の増量、焼ならし温度の高 温化により、クリープ破断寿命を長寿命化できることが分 かった。 (3)クリープ破断試験後の試験片平行部では調質後と比較 して転位が減少し、サブグレイン化が進んでいた。一方、 試験片ネジ部では低 B 量の試験材においてラス幅が広 がっていた。 (4)COST-CB2 は適切な溶接条件を選択すれば溶接施工上 問題ないことが確認できた。 (5)COST-CB2 の実機製品を製造し、製品として問題ないレ ベルの機械的特性を有することが確認できた。 6)劉,藤田:鉄と鋼 , 74(1988) , 513 7)藤田:鉄と鋼 , 76(1990) , 1053 8)山田,渡辺 , 吉岡 , 宮崎:鉄と鋼 , 76(1990) , 1084 9)志賀,福井,桐原,金子,伊藤,菅井:鉄と鋼 , 76 (199 0) , 1092 10)沖野,宮本,山畔,津 村,津田,山田:鋳造 工学, 68(1996) , 1119 11)金子,中村,渡辺,田中,藤田:火力原子力発電 , 46 (1995) , 968 12)Y. Tsuda, M. Yamada, R. Ishii, Y. Tanaka, T. Azuma, Y. Ikeda : Steel Forgings Second Volume, ASTM, 1259(1997), 267. 13)沖野 , 田中 , 宮本 , 福田 , 山畔 , 津村 : 日本製鋼所技報 , 54(1998) , 54 (6)同等の強度、室温衝撃特性で比較すると、過去に当社 14)K. H. Mayer, H. Cerjak, T. U. Kerm, M. Staubli, D. V. が東芝殿と共同開発した新 12Cr 鋳鋼の方が COST-CB2 Thornton: Int. Workshop on the Innovation Structural よりも優れたクリープ破断強度を有することが分かった。 Materials and Infrastructure in the 21 century, ULTRA STEEL 2000, 11-14. Jan. 2000, Tsukuba, Japan. 以上のように、欧州で開発された COST-CB2 の製造条 15)F. Abe : Int. J. Mat. Research, 99(2008),387. 件を最適化することにより、実機製品の製造に成功した。 16)東 , 三木,田中 , 石黒 : 鉄と鋼 , 88(2002), 678. 今後も世の中からのニーズに応えながら、各種耐熱鋳造部 17)T. Horiuchi, M. Igarashi and F. Abe : ISIJ int., 42(2002), 材の研究開発や製造を通じて、発電プラントの高効率化に 貢献していきたい。 (88) 67. 18)櫻谷,岡田,阿部 : 鉄と鋼 , 90(2004), 819. 日本製鋼所技報 No.65(2014.10)
© Copyright 2026 Paperzz