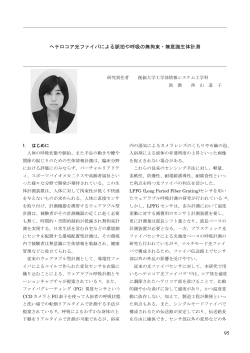
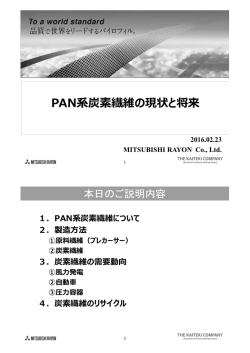
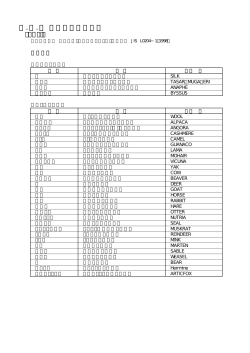
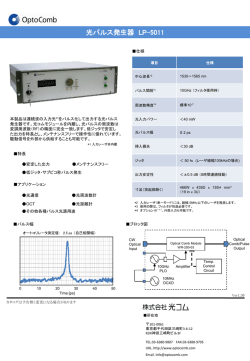
三菱電線工業時報 第 107 号 2010 年 10 月 高出力レーザ用溶融型光ファイババンドルの開発 Development of the Fused Optical Fiber Bundle for High Power Laser 電装 ・ 光部品事業部 光部品開発部 杉原 正久 ■ M. Sugihara 電装 ・ 光部品事業部 光部品開発部 電装 ・ 光部品事業部 光部品開発部 佐々木 茂 ■ S. Sasaki 電装 ・ 光部品事業部 光部品開発部 西沖 達也 水摩 悠司 ■ T. Nishioki ■ Y. Mizuma 電装 ・ 光部品事業部 光部品開発部 八若 正義 ■ M. Hachiwaka 電装 ・ 光部品事業部 光部品開発部 谷口 浩一 ■ H. Taniguchi 近年,数 kW を超える高出力レーザによる加工が自動車製造分野を中心に採用されつつある。また,複数の高出力レー ザから得られた出力を合波結合することで,更に高いレーザ出力を得る方法が開発されている。 本報では,高出力レーザの結合技術の 1 つのアプローチとして,光ファイババンドルの溶融端末技術を用いて開発し た高出力レーザ用溶融型光ファイババンドルについて報告する。 〔キーワード〕高出力レーザ,合波結合,溶融ファイババンドル,トーチ法,ヒータ加熱法 レーザ Recently, process technology with more than several kW high power laser is often utilized to manufacture automobile. And higher output power obtaining methods have been developing by the combining technique of several high power laser outputs. In this paper, as one approach of combining techniques for high power laser, we report on the fused optical fiber bundle for the high power laser fabricated by using the fusion techniques of the fiber end. 〔Key words〕 High Power Laser, Combining, Fused Fiber Bundle, Torch Method, Heater Method 1 まえがき 2 溶融端末技術 近年,数 kW を超える高出力レーザ加工が自動車製造 2 .1 溶融端末技術の特長 分野を中心に採用されつつあり,レーザ発振器に対して 通常の光ファイババンドルでは,複数の光ファイバを は更なる高出力化が望まれている。一方,複数のレーザ 密接するように束ね,それらを筒状の金属体に挿入した 発振器から得られたレーザ出力を 1 つに合波結合するこ のち,光ファイバ同士や光ファイバと金属体の隙間に接 とで,より高出力なレーザ出力を得る試みもなされてい 着剤を充填して,固定することで端末化が行なわれる。 る。 この場合,伝搬するレーザ光の平均パワーが高くなり, 例えば,単一コアから 1 kW を超えるレーザ出力が得 何らかの要因で,端末部から出射されたレーザ光の反射 られるファイバレーザでは,レーザ発振に必要な励起光 光が増加すると,反射光は接着剤(主にエポキシ系接着 を複数の半導体レーザから導くために,マルチモード光 剤)に吸収され,長期的な信頼性が維持できなくなる。 ファイバコンバイナが用いられており ,またファイバ 特にレーザ光の波長が短くなり,光子エネルギーが高く レーザ自身においても,複数のファイバレーザ出力を回 なると,有機材料である接着剤の劣化も懸念される。 折格子などにより,コヒーレント加算する研究も進んで いる 。 一方,本開発で採用している溶融端末技術は,複数の 光ファイバを束ねた後,石英ガラス製のキャピラリに挿 これらの高出力レーザの出力結合技術においては,レ 入し,キャピラリ全体を加熱することで,光ファイバ同 ンズやミラーなどの個別の光学部品を配置した光学系と 士や光ファイバとキャピラリを互いに溶融させて融着さ は異なり,空間的な配置に制限を受けず,必要に応じて せるものである。この溶融端末構造では,光ファイバと 出力を加算できる光ファイバを用いた出力結合技術が有 材質が同じ石英ガラスのみで構成され,接着剤を一切使 望と考えられる。 用しないため,端末部の信頼性は光ファイバと同等に優 そこで我々は,高出力レーザの出力結合技術の 1 つの れている。 アプローチとして,光ファイババンドルの溶融端末技術 に注目した製品開発を行なっている。本報では光ファイ 2 .2 溶融端末方法 ババンドルの溶融端末技術を用いた高出力レーザ用溶融 型光ファイババンドルについて報告する。 光ファイバを挿入したキャピラリを溶融させる方法と しては,①トーチ法,②アーク放電法,③ヒータ加熱法 などがある。 −1− 高出力レーザ,合波結合,溶融バンドル,トーチ法,ヒータ加熱法 High Power Laser, Combining, Fused Fiber Bundle, Torch Method, Heater Method 高出力レーザ用溶融型光ファイババンドルの開発 トーチ法はガストーチなどの炎を使って,キャピラリ に,図 2 に示すように溶融部分で無数の気泡が生じる場 を加熱溶融させる方法である。この方法は,溶融装置の 合がある。この気泡は,溶融部分の光ファイバを著しく 構成が簡単であり,容易にキャピラリを溶融させること 変形させ,コアを伝搬する光を外部に漏洩させるため, ができる。炎の調整に熟練度は要するが,さまざまな形 光ファイバの光透過率を低下させる要因となる。 状の溶融端末部の作製が可能である。 アーク放電法は,光ファイバ通信分野では,光ファイバ 同士の接続に広く使われている方法である。この方法で は,放電時間や放電強度を調整することで,加熱温度を正 確に制御することができる。しかし,一般的に放電エネル ギーに限界があり,溶融する光ファイバの心線数が多い場 合,あるいは断面サイズが大きいキャピラリなどの場合に は,加熱温度が上がらないため,溶融加工が不可能となる。 ヒータ加熱法は,通電により発熱する高温発熱体を用 いて,キャピラリを加熱,溶融させる方法である。この 図2 方法は,発熱体に供給する電力の調整により,加熱温度 溶融部分に発生する気泡 Bubbles in fused area が容易に制御できるため,再現性と形状精度に優れると この気泡の発生は,光ファイバやキャピラリの内壁に付 いう点が特長である。 そこで本開発では,さまざまな形状の溶融端末部の作 着した異物が原因と考えられる。そこで溶融前の光ファイ 製が可能なトーチ法と形状精度に優れるヒータ加熱法の バとキャピラリの表面清浄度を管理した製造プロセスを 双方を用いて,各種の溶融型光ファイババンドルの開発 開発した。その結果,図 3 に示すような気泡の発生が無い を行った。 溶融端末構造が作製可能となった。 2 .3 溶融端末工程 溶融端末工程の概念図を図 1 に示す。複数の光ファイ バを溶融して一体化させるために,まずはこれらの光フ ァイバをキャピラリに密接させて挿通する。次にキャピ ラリを石英の軟化温度(1600℃)近くまで加熱し,キャ ピラリ自身を延伸することで,キャピラリと光ファイバ を互いに密接した状態で溶融して一体化させる。このと き,加熱温度,加熱時間,延伸量や延伸速度を変えること により,溶融端末部の形状を制御することが可能となる。 図3 一方,複数の光ファイバを溶融して一体化させたとき キャピラリ 気泡の無い溶融端末部 Improved process without bubbles 光ファイバ 挿入 キャピラリ 延伸 キャピラリ 光ファイバ 延伸 延伸 炎 光ファイバ 延伸 発熱体 トーチ ヒータ加熱法 トーチ法 図1 溶融端末方法 Fabrication method of fused optical fiber bundle −2− 第 107 号 三菱電線工業時報 2010 年 10 月 3 溶融型光ファイババンドルの作製 溶融テーパ端末部側 光ファイバ芯線数:19芯 3 .1 19 芯溶融テーパ型光ファイババンドル ポリエステルチューブ SCフェルール D80Pコネクタ 4 mm レーザによる微細加工では,小さな加工点に対して単 位面積当たりの照射パワー(パワー密度)を上げる必要 がある。そこでトーチ法を用いて 19 芯の光ファイバを 500 mm テーパ状に溶融した光ファイババンドルの作製を行なっ 5000 mm た。 図5 使用した光ファイバは,コア径 115 μ m ,クラッド径 125 μ m ,開口数(NA)0 .22 である。溶融時の延伸量を最 適化することで,外径 φ 700 μ m からテーパ状に溶融加工 19 芯溶融テーパ型光ファイババンドルの外観図 Schematic view of fused tapered optical fiber bundle 3 .2 31 芯溶融空隙型光ファイババンドル を行い,先端外径 φ 50 ∼ 160 μ m の光ファイババンドル 光ファイバの溶融一体化においては,光ファイバ自身 の作製が可能となった。図 4(1)は溶融テーパ型光ファ に加工歪みを与えると,出射されるレーザのビームパタ イババンドルの外観,図 4(2)は先端外径 φ 50 μ m での光 ーンに歪みが生じ,また出射 NA が増大する可能性があ ファイバの配列の様子,また図 5 は溶融テーパ部をコネ る。この影響は,溶融部分の発熱を引き起こすだけでな クタ(D80P)に組み込み,入射光ファイバに SC フェル く,レーザ加工時の加工品質の劣化を招くことになる。 ールを取り付けたバンドルの外観図を示す。 そこでコアへの加工歪みを極力抑えるため,各光ファ 先端外径 50 μ m の 19 芯溶融テーパ型光ファイババン イバ間に空隙を有する溶融空隙型光ファイババンドルの ドルの各入射光ファイバに波長 405 nm の半導体レーザ 作製を行った。作製した光ファイババンドルの概略図を 図 6 に示す。光ファイバには,コア径 800 μ m ,クラッド (LD)を接続し,先端からの光出力特性を評価した。 その結果,各 LD 出力が 150 mW のときに,先端より 径 840 μ m ,NA0 .22 を用いており,31 芯を溶融一体化 1 .8 W の光出力が得られることを確認した。この値はパ している。ヒータ加熱法を用い,加熱温度,加熱時間,延 2 ワー密度にして 92 kW/cm という非常に大きな値に相 伸量を最適な状態に制御することにより,光ファイバ同 当しており,微細なレーザ加工や医療分野での応用に期 士,あるいは光ファイバとキャピラリにおいて,相互の 待される。 溶融部分を最小限に留めながら,融着させることに成功 している。 図 7 に 31 芯溶融空隙型光ファイババンドルの出射端 面の顕微鏡写真を示す。これより各光ファイバ間,光ファ イバとキャピラリ間に空隙が存在し,溶融部分が光ファ イバの最外層にのみ形成されていることが確認できる。 50 m 700 m 保護チューブ (1)外観写真 キャピラリ コネクタ (31個) キャピラリ コア(19芯) 溶融端末部 金属スリーブ 光ファイバ (31芯) 図6 31 芯溶融空隙型光ファイババンドル Air gap type fused optical fiber bundle with 31 fiber cores 50 m (2)端面写真 図4 19 芯溶融テーパ型光ファイババンドルの構造 Fused tapered optical fiber bundle with 19 fiber cores −3− 高出力レーザ用溶融型光ファイババンドルの開発 キャピラリ できる。 光ファイバ(31芯) (1)溶融空隙型光ファイババンドル (2)単芯の光ファイバ Air gap type fused optical fiber 空隙 bundle Un-fused optical fiber [ビーム径 (1 /E^2 ):1 .9 mm] [ビーム径 (1 /E^2 ):1 .8 mm] 図7 31 芯溶融空隙型光ファイババンドルの出射端面 図 10 溶融空隙型光ファイババンドルと単芯ファイバのビームパターン Output face of air gap type fused optical fiber bundle の比較 Beam patterns of air gap type fused optical fiber bundle and 作製した 31 芯溶融空隙型光ファイババンドルのコア un-fused optical fiber 非円率のヒストグラムを図 8 ,光透過率(フレネル損失 を含む)のヒストグラムを図 9 に示す。図 8 より各ファ このように溶融空隙型光ファイババンドルは,溶融時の イバの非円率は非常に小さく,溶融時の影響がほとんど 加工歪みを抑えることで,出射ビームのパターン歪みを抑 無いことが判る。また図 9 より溶融による過剰損失もほ 制することが可能となっている。また各光ファイバや光フ とんど観察されない。 ァイバとキャピラリとの間に形成された多数の空隙に冷 却用エアーを導入することで,高出力レーザ伝搬時の発熱 50 に対しても冷却効果が期待できるものと考えられる。 45 40 頻度(%) 35 30 25 4 まとめ 20 15 高出力レーザの出力結合技術の 1 つのアプローチとし 10 5 て,溶融端末技術を用いた高出力レーザ用溶融型光ファ 0 0∼0.250 イババンドルの開発を行った。 0.251∼0.50 0.51∼0.750 0.751∼1.00 1.01∼1.250 溶融テーパ型光ファイババンドルでは,外径 50 μ mに満 コア非円率(%) 図8 31 芯溶融空隙型光ファイババンドルのコア非円率の分布 たない端面に 19 芯のコアを高密度に配置することが可能 Histogram of non-circularity of 31 fiber cores of air gap type fused であり,波長 405 nmの半導体レーザを用いた評価では, optical fiber bundle 出射端面において 92 kW/cm2 の高いパワー密度が得られ 90 た。また溶融空隙型光ファイババンドルでは,溶融した 31 80 頻度(%) 70 芯の全光ファイバの非円率,光透過率は非常に良好であり, 60 50 出射ビームのパターン歪みはほとんど観測されず,その形 40 状は単芯の光ファイバと遜色が無いことを確認した。 30 20 今回開発した高出力レーザ用溶融型光ファイババンド 10 ルは,出射端面において高パワー密度を実現し,また多 0 80.0∼85.0 図9 85.1∼90.0 光透過率(%) 芯配列でも低損失,かつ出射パターン歪みを低く抑えら 90.1∼95.0 れるなどの優れた特長があり,今後のレーザ加工分野や 31 芯溶融空隙型光ファイババンドルの光透過率の分布 医療分野での展開に非常に期待されるものである。 Histogram for transmittance of air gap type fused optical fiber bundle 参考文献 図 10(1)には 31 芯溶融空隙型光ファイババンドルの 1 芯から出射されたレーザ(波長 632 .8 nm)の出射パタ ーンを示す。通常の単芯の光ファイバから得られるビー ムパターン(図 10(2) )と比較しても,パターン歪みは 八若正義他.レーザ加工学会講演論文集.72( 134), 2009 Oleksiy Andrusyak et al. IEEE J.Sel.Topics ほとんど観察されず,その形状に遜色が無いことが確認 −4− Quantum Electron.15(2),2009,p.344-353.
© Copyright 2026 Paperzz