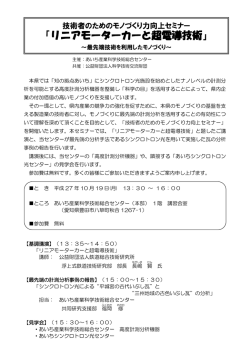
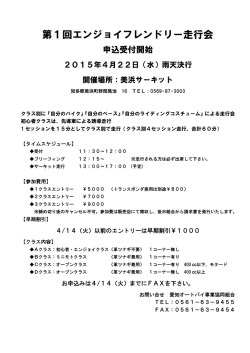
Werkstatt und Betriebに掲載される ドイツでもっとも有名な工作機械関連雑誌 “Werkstatt und Betrieb”誌の2002年9月号に ハードターニングでのネジ切削加工について 掲載されました。 著者:HEMBRUG技術者 Martin Huijbers ,Imre Meszaros ハードターニングでのネジ切削加工の工程削減 サイクルタイムの短縮、加工精度の向上、ドライ 加工による環境改善など適応性を高める加工方 法である高精度ハードターニングを導入する金属 加工会社が増え続けています。 特に焼入したボールスクリューナットやボールス クリューのような複雑形状の加工には高精度ハー ドターニングは従来の研削加工よりも多くの利点 があります。 向上し続ける加工方法は終わることのない管理 と工程の最適化が要求されます。研削に対する 高精度ハードターニングの利点については、これ までに多くの人たちが研究、論議してきました。 高精度旋盤、CNCコントロール、切削工具の進 歩により高精度ハードターニングは新しい分野の ネジ加工を可能にしました。 1回のクランプで粗・仕上げ加工が可能 オランダのハーレムにあるHEMBRUG社製 Slantbed-Mikroturn 100CNC(図1)は油静圧軸 受(Hydrostatic)の主軸とスライドからなります。 繰返し位置決め精度は±0.1μmで、温度対する 高安定設計により稼動中も長時間にわたり維持 されます。そのため同社の機械は特に高精度ハー ドターニングに適していると言えます。機械の構造 に加えて新しいアプリケーション技術とハードター ニング技術は常に進歩しています。特に注目すべ き進歩は、ネジ付部品の完全加工です。従来の加 工工程は、フライス・旋盤加工→熱処理→研削が 一般的です。ハードターニング技術では加工工程 を大幅に削減するこができます。高精度ハードター ニングでは1回のクランプで粗・仕上げ加工が可能 です。特にボールスクリューナット(図2)の加工例で は、高精度ハードターニングのネジ切削加工の経 済的な利点がわかります。 表1にボールスクリューナットの幾何データを示します。 図2 ボールスクリューナット この加工で高精度ハードターニング の経済性がわかります 図1 Slantbed−Mikroturn 100CNC 高剛度は工程の高安定性:HEMBRUG社製 Slantbed-Mikroturnシリーズは高精度ハード ターニングの分野に最適です ネジ研削の短所 特に内径の特殊形状のネジやピッチの粗いネジ の研削加工はとても面倒です。砥石と砥石ホルダー (クイル)の形状は、ネジ部の内径、全長、ネジ溝の 深さ(谷径)、ピッチにより制限されます。 砥石の接触角度の大きさによりビビリが発生し 大きなリスクがあります。ビビリの発生により砥石の 磨耗と表面仕上げ精度は低下します。これらの欠 点を解決するためには切込量を少なくしなければな りません。言い換えれば送り速度と切込量を 抑えることにより、サイクルタイムがより長くなります。 図3にネジ研削加工の様子を示します。 砥石はネジのピッチに合わせて調整し、砥石の 回転軸はネジピッチ角度に合わせてネジの回転 軸方向に傾けます。ネジのピッチ角度が大きいと クイルの軸径は必然的に小さくなります。 図2の場合のクイル最大径はφ18mm、クイルの 静剛性(たわみ)は超硬製:8N/μm、鉄製:2.8 N/μmで、この場合の理想的な研削条件において は平均で28kN/mm2の研削力が得られ、研削量は 10∼30mm3/minとなります。 砥石のプロファイルとドレッシング成形でサイクル タイムが長くなります。 図2のデータ ハードターニングでは切粉量の増加と切削抵抗の低下 ハードターニングでは、研削と違い標準的な解決が可能です。 表1に示しているようなタイプのネジは標準チャックとボーリングバー1本で旋削ができます。ピッチ 角度は主軸側にて設定し、ボーリングバーとネジは平行です。 図4にハードターニングでのネジ切削加工の様子を示します。 超硬製のボーリングバー径はφ28.5mm、静剛性は50.3N/μmとなり研削クイルの6倍で、粗切削 (切込量:ap=0.1∼0.2mm、切削速度:f=0.05∼0.1mm/rev)と仕上切削に最適な条件です。 よって要求される表面仕上げの面粗度はネジ形状の仕上切削に最適な切込量を目安に算出する ことができます。研削と比較した場合の切削力は1/3∼1/2の8∼14kN/mm3となります。 最高切削速度と最高送り速度は ネジピッチによって制限があります が、この例では60∼150m/minです。 図3 ネジ研削 砥石の回転軸はネジピッチ角度 切削量は、粗切削で1500mm3/min の回転軸以内 3 仕上切削で150mm /minです。 ハードターニングでのネジ切削に おいては粗切削の段階でネジ山間 の切粉を多量に除去できるため、 プロファイル(輪郭形状)加工は必要 ありません。 硬質材のネジの完全切削加工は ネジ山の小さいものに有効です。 図4 ハードターニングネジ切削 理論的には、硬質材のネジ切削 ボーリングバーとネジ軸は平行 加工と柔軟材のネジ切削加工には 違いはありません。 ハードターニングでは切込量が少 ないため切削目は様々異なります。 しかし、実際には要求される加工 精度により異なります。 (例えば熱による影響) 短所、長所は表2の通りです。 ハードターニングのネジ切削ボーリングバーは研削のクイルよりもはるかに剛性があります。 刃具による切粉の除去が高率になるほど切削力は低下します。重要なことは刃具の先端 形状がネジの輪郭形状曲線と同一であるということです。そのため、真正の幾何学的ネジ 形状が理論的に作り出せます。 しかしネジ研削では研削中に砥石の微粒子が中に押し込まれるために幾何学的ネジ形状 のエラーが発生します。このエラーを減らす為に頻度にドレッシングを行ったり、角度を変え たりしなければなりません。 これによりサイクルタイムが長くなります。 日本総代理店 STC 株式会社 エス・ティ・シー (Swiss Technology Company Limited) ・本 社 〒105−0004 東京都港区新橋2−20−15 新橋駅前ビル1号館7階 TEL 03−5537−0050 FAX 03−5537−0052 E-mail [email protected] Internet http://www.stctokyo.co.jp www.hembrug.com ・名古屋事務所 〒489−0963 愛知県瀬戸市宮地町104番地66 TEL 0561−89−2666 FAX 0561−89−2667
© Copyright 2026 Paperzz