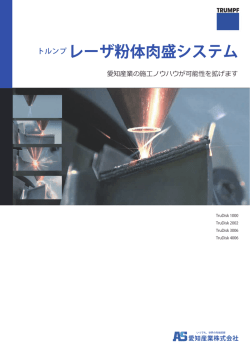
【経営学論集第 83 集】自由論題 (54)リーン生産の管理組織に関する 国際比較の試み ――スウェーデンと日本を比較する―― 愛知東邦大学 田 村 豊 【 キ ー ワ ー ド 】 リ ー ン生 産 シ ス テ ム (Lean Production System) 、 標 準 作 業 (Standard Operation) 、製造技術者(Manufacturing Engineer) 分業構造 (Division Structure of tasks) 、階層的管理構造(Hierarchical management structure) 【要約】日本企業の生産の管理手法はトヨタ生産方式、1990 年代以降はリーン生産として広 がった。本論は標準作業に注目し、スウェーデン自動車企業における標準作業管理の管理を 誰が行うのかを検討し、日本とスウェーデンとの比較を行った。調査から、スウェーデンで もリーン生産の管理手法を入れている企業では、スウェーデン企業の特徴であるチーム内で 保持されてきた標準作業の設定→実施→修正の過程が修正され、標準作業の設定や修正、ま た教育などについては生産エンジニアが担当するようになった。このエンジニアの役割の変 化は、日本企業の独自な生産管理構造を人的に示す「製造エンジニア」の登場を示唆し、エ ンジニアの役割が日本的管理の影響により転換したことを示す。本論の特徴は、日本企業の 生産の管理プロセスを、エンジニアの行動と管理ポジションに焦点を当てて比較し、「日本 的管理」の特質を示したことにある。 1. はじめに 日本企業をモデルとした LPS(リーン生産方式:Lean Production System: LPS)や TPS(ト ヨタ生産方式:Toyota Production System)は今日、広く海外企業へと様々な形で導入され、 その影響を強めてきている。本報告が取り上げるスウェーデンでは、2000 年に入り、スウ ェーデンの自動車産業の競争力強化の一環として、日本企業をモデルとした生産の管理手 法の導入が進んできている1。導入の結果、5S、カイゼン、アンドン、JIT、カンバンな ど、さまざまな生産過程を管理する手法、などさまざまな日本的管理手法が導入され、他 方、生産を進める機械技術システムでも変更が生じ、ベルトコンベアを利用した生産ライ ンの導入が進んできている。 本報告は、スウェーデンでの自動車完成車工場でのヒアリングをもとにして、日本的生 産方式の導入によってどのような変化が生じるのか。また TPS に代表される日本的生産方 式が、なぜスウェーデンでは受け入れられようとしているのか。さらに、スウェーデンで (54)-1 の導入事例を踏まえ、日本的生産方式の特質とはどのような点にあるのか。以上を「標準 作業」と「分業」に焦点を当て比較検討を行っていく。 2. 本研究の検討視角と課題設定の背景 2-1. 検討視角-標準作業と分業 LPS、TPS など日本的生産方式を導入する場合、既存の技術条件と社会的条件の2つの 領域で軋轢が生じることが多い。その背景には、日本企業での技術管理が欧米にはない独 自の特徴を備えていることによると考えられる。本論は「標準作業」と「分業」に焦点を 当て、日本企業の技術と労働の管理方式における独自性と問題点を示すことを課題とする。 標準作業を分析の視点に据える理由は、まず、標準作業が現代産業での作業管理の基礎 部分に当たるからである。また標準作業には、標準作業の設定→実施→修正=改善の過程 が存在し、それぞれのスッテプには生産職場のさまざまな職種が関わっている。そのため 標準作業を分析することで生産の管理状況が把握できる。さらに標準作業およびその管理 を分析基準とすることで、世界の工場、企業が一定の基準で評価できることもメリットで ある。標準内容の修正を意味する改善も、標準作業と同様にプロセスを追って比較できよ う(田村[2011]参照)。 つぎに「分業」である。先に指摘した標準作業の設定→遂行→修正の一連のプロセスに おいて、標準作業を誰がどのように設定し、誰が遂行し、誰がどのように修正するのか。 従来の議論では内外を問わず、作業者側がチーム(作業集団)を利用して自分たちの経験を もとづき、作業を遂行し管理する印象を強く与えてきた(小池和男[2008])。だが、実際に は多くの場合、作業者も含め、工場の技術者らも標準作業の管理に関わっており、標準作 業と分業の関係が問題となる(中岡哲郎、浅生卯一、田村豊、藤田栄史[2005]) 。標準作業 に関与する人員、職位、部署は各企業によって多様性があり、標準作業の管理を分業の側 面から比較することで、各国企業の管理特質を検討することが可能になろう。 2-2. 課題設定の背景-日本的生産の特質と分業構造 本論では標準作業と分業の関係については、日本企業とスウェーデンと比較する。そこ でまず、日本の標準作業の管理と管理分業の特徴を示そう。 標準作業の管理から日本的と考えられる3つの特徴が顕著である。一つは、技術者側で の管理分業が階層的に行われることである。すなわち日本企業では、生産過程で必要とす る生産設備のコンセプト、配置などを検討する生産技術者、技術的な視点から生産上での 作業性の向上を検討する製造技術者という2つの技術者が置かれている。とくに製造技術 は標準作業の基本設計に関わり、技術者でありながら生産労働を技術的側面から把握する 役割を担う。彼らは技術者と作業遂行側の中間に立っている。欧米では製造技術者のポジ (54)-2 ションは未確立であり、製造技術は日本的管理の特質をよく示している。 もう一つは、生産、製造技術者らと、現場作業者側との協力関係が組織的に形成されて いる点である。標準作業の設定を例にとると、生産準備段階までに製造技術者によって原 案が作成され、さらに作業者側の意見を入れて成案となる。量産開始後は作業者側が標準 作業の管理に当たるが、改善なども含め作業の変更、修正があった場合は、製造技術のチ ェックを受ける。製造技術は、日常定期的に作業者側から作業状況、苦情を聞き、問題点 を見つけることを課題とする。製造技術者と作業者側の関係は明確な役割分担を持ちなが ら、両者は協力的関係を維持する。 最後に、したがって日本企業での作業管理を全体としてみると、生産技術―製造技術― チームの技術者と作業遂行者との3階層分業によって生産が管理されている点が3つめの 特徴として指摘できる。とくに製造技術という独自のポジションを置き、作業遂行者側に も技術者側と協力関係を促す組織的仕組みを作り出すことで、作業情報を技術者側へとフ ィードバックする仕組みが作られている。この3層分業構造は、日本企業の生産管理の維 持を保証する組織的土台であると考えられる(田村[2011])。 欧米企業では、技術者と作業遂行者間での協力関係は充分に機能せず、作業情報が技術 者側-作業遂行者間にミゾができるケースが多い。そのため技術者側での作業情報、作業 状況の掌握が不十分になってしまう。これは分業形態の歪みの反映でもある。 2-3. 製品設計情報を具体化するための生産情報と生産組織の構築 藤本[2003]が指摘するように、生産工程を製品設計との関係で見ると、生産工程は設計 図面に示された製品情報が製品へと“転写”される過程である。だが生産工程のノウハウ を検討するためには、転写過程の分析が独自に必要である。なぜなら、製品図面には寸法、 品質スペックの記載はあるが、製品を実際に作り出すための、製造のための情報は製品図 には付随されていないからである。 実際の生産を行うための情報をここでは「生産情報」と総称するが、それらが記載され ているのが「工程能力表」「製造工程表」などであり、作業については「標準作業表」「作 業要領書」が作成され作業を指示する。つまり、製品設計情報の物的製品への転写のため には、製品設計情報を生産実施のための生産情報へと転換させると同時に、生産情報を用 いて QCD に適合する製品を実際に作り出す生産組織の構築が求められる。 2-4. 検討課題―分業構造と管理のノウハウの存在 日本の3階層での生産の管理体系のメリットがもっとも顕著に示されるのは、生産技術 のもつ設備設計の知識、製造技術がもつ作業工程についての知識、さらに作業遂行者のも つ経験などが統合される過程である。例えば、製品情報と生産情報は製品設計の段階で摺 り合わせが行われ、量産開始までの段階でほぼ完成された製品図面が出来上がる。こうし (54)-3 た成熟した製品図面の作成にとって、3階層での情報収集は欠かせない。 量産開始以降も、製造技術が置かれることで、技術者が労働過程への踏み込みが可能に なった。その結果、製品切り替え、新たな生産設備の投入、生産合理化、新たな作業提案 などに際しては、作業情報を技術者の視点から評価でき、変化への対応は迅速かつ容易で ある。もちろん日常的に行われる作業ロスの削減を目指した作業周りでの作業性改善など にも、チームリーダーらと製造技術者の連携は欠かせない。 現実には、生産管理、作業管理のために必要となる生産情報の種類と内容は企業ごとに 異なり、さらに生産情報の収集とその利用もきわめて工場、企業の組織的事情によって左 右されやすい。そのため生産情報の収集と活用の方法自体が、個別企業における生産管理 の組織的ノウハウとして存在し、表面化されにくい。日本企業の生産管理は、3階層型管 理を事実上の組織前提とし、こうした組織ノウハウを掌握する。 TPS と LPS など日本的生産の導入は、 生産組織の分業構造と運用原理の変更を意味する。 日本企業では生産能力を、技術者と作業遂行者を一体化させることで可能としていると考 えられる。本報告では、以上の理論的仮説を基本にしながら、スウェーデン工場での分業 構造を明らかにし、生産管理機能における製造技術的役割の所在を評価することで、LPS、 TPS 導入の評価軸とした。 3. 分析方法 標準作業と分業の関係を明らかにするために、本論では表1に示されている調査票をも とにして、ヒアリングと合わせ検討する方法をとった2。 表1 表1 調査票 調査票 管理の項目 職務階層 表は、タテ軸に職場で利用される職層を示している。これらの職層は、大量生産を指向 する生産職場では、一般に共通して用いられる階層である。標準作業の管理との関係で見 れば、これらの職務階層を利用して生産と労働情報を収集し文字情報へと転換し、標準作 業の管理帳票が作成される。これに対して、ヨコ軸は管理項目を示している。すなわち、 標準作業の作成、執行、カイゼン=修正に必要なプロセスであり、どの職位がどの職務に 関与しているかが理解できよう3。 (54)-4 4. 調査結果―標準作業管理の比較 調査の結果は表2~表5に示されている。ヒアリングの対象となったサンプル工場の特 質を示せば、A 工場と B 工場はスウェーデンのチーム方式の影響を強く残しており、C 工 場と J 工場はリーン生産方式の影響を強く受けている工場である4。 4-1. 標準作業の管理と分業 4-1-1. スウェーデン企業での標準管理の状況 標準作業の管理状況から見ていこう。表の横軸である標準作業管理の項目がどの職層表に よって担当されているかに注目しよう。 スウェーデン企業でのマネジメントを踏襲する A、B 工場を見ると、標準作業に関する 設計から遂行までの過程でのチーム、チームリーダー(TL)など、作業遂行者側の関 表2 表4 スウェーデン乗用車 A 工場 表3 スウェーデン機械組立 C 工場 ※表記の記号について ○ 参加者、◎ スウェーデン商用車B工場 表5 主要な参加者、▽ 日系輸送機械J工場 決定者、を示す。 Operator=オペレーター、TL=チームリーダー、ATL=アシスタント・チームリーダー、SV=スーパーバイザー、 TPS Team=TPS チーム、Manufacturing Engineer=製造技術者、Production Engineer=生産技術者、Process. Engineer=プロセス・エンジニア、Manager=マネージャー が大きい。それは A 工場と B 工場では○と◎の分布が TL に集中していることから推測さ れる(表2、表3)。とくに A、B 工場とも Evaluation と Feed Back の役割を TL が担うこ (54)-5 とから、スウェーデンの工場では、標準作業の設定と遂行において、TL クラスの裁量の幅 が大きいのではないかと推測できる。とりわけ B 工場では、標準作業の作成から遂行、評 価までをチームが関与することから見て、TL とチームの標準作業管理における判断の余地 がまだ残っている可能性が高いことが推測できる。 それに対して、LPS を導入している C 工場と日系 J 工場では◎と▽の分布が TL を越え て、技術者サイドにも広がっている。このことは、標準作業の内容決定などを指す管理権 限が、組織的権能の高いクラスを含め管理されていることを推測させる(表4、表5)。日 系 J 工場での標準作業設定と遂行は、〈チーム+技術者〉の連携によって維持されている、 と評価できる。したがって、作業を自分たちで設計できる権能、および管理権限でのチー ム側の幅は、A、B 工場よりは狭い。 したがって、標準作業管理においては、スウェーデンのチームの影響を受けている工場 では、チーム側に大きく依拠し、スウェーデンでも LPS の影響を受けている企業では、技 術者の関与が増している可能性を示している。 4-1-2. エンジニアの役割 まず LPS の導入されていない A 工場でのエンジニアは、プロセス・エンジニアらが生産 計画(Planning)、テスト(Testing)、生産分析(Analyzing)を担当している。同じく B 工 場でも、プロセス・エンジニアが生産計画(Production Planning)からほとんどの標準作業 の項目を担当すると答えている。A 工場と比べて B 工場でのプロセス・エンジニアの役割 の広さは目を引く。B 工場でのインタビューでは、チームが標準作業のほとんど必要な事 柄をチーム側で行うため、エンジニア側は、チームへのサポートを務めている。 次に、LPS が導入されている C、J 工場である。まず、C 工場でのエンジニアの役割は、 エンジニアがほとんどの標準作業に関する管理項目を網羅する。それも「◎=主要参加者」 として、である。管理項目の最終決済は SV が担うものの、C 工場でのエンジニアの役割は 設備、労働の広範囲に及んでいることが注目される。チームの役割は TPS チームが結成さ れていることで、主要には作業遂行面に特化している。 では日系 J 工場ではどうであろうか。J 工場では、LPS を導入する以前は、チームが定置 式に近い状況で作業が管理されていたため、チームの機能は計画、分析、評価にも及んで いた。こうした経過からエンジニアの役割は計画、分析、評価、フィードバックという項 目に限定されている。そのなかでは作業状況をエンジニア側に取り込むフィードバックの 役割が重視されていた。 4-1-3. チームのサポートでの差異 つぎに、エンジニアとチームの関係を見てみよう。A 工場では、プロセス・エンジニア の役割として、チームがかかえている問題を解きほぐし、助言を与えて問題解決に当たる (54)-6 ということが主要な役割となっていると答えている。B 工場でも、表には直接示されてい ないが、プロセス・エンジニアらは、チームへのサポートを重視していることを強調して いる。 B 工場でのインタビューからは、 「サポート」活動がエンジニアとチームの関係での社会 的な上下関係を意味するタテの関係ではなく、両者の対等性を基礎とする。チームと技術 者の両者の関係はけっして対立的、かつ職制による上下関係が両者の関係の軸にはなって いない印象を受けた。エンジニア側の指示を一方的に受け入れるのではない。その理由と して、エンジニアがオペレーターサイドからも供給されていくことから、両者の関係構築 は良好さを維持している可能性が高い。 これに対して、C 工場、日系 J 工場のエンジニアらの活動も A、B 工場と同じく、エン ジニアは現場チームへのサポートを行っている。だが、各表の項目からうかがえるように、 彼らエンジニアの役割は、プランニング、評価など管理機能を強く帯びる役割が大きくな っている。標準作業の内容、標準作業表の作成やチェックには、ほぼ TL→エンジニアの承 認を受ける管理構造が存在すると推測される。 4-1-4. エンジニアのキャリア スウェーデンでのエンジニアのポジションへと進む場合、どのようキャリアが必要なの だろうか。日系 J 工場をのぞき、スウェーデン企業の4人のプロセス・エンジニアは、3 人が入職して数年はオペレーターとして働き、その後、自らの意志でエンジニアのポジシ ョンへと進んでいた。A 工場、B 工場でのヒアリングでは、プロセス・エンジニアがエン ジニア職として初発のポジションであることがわかった。エンジニア職は、プロダクショ ン(生産)、マニュファクチャ(製造)、プロダクト(製品)、プロセス(工程)などであり、 その種類が多様である。彼らは各ポジションに最大4年留まり移動する5。 プロセス・エンジニアの担当範囲を見ると、ほとんどが組み付け工程内を細かく生産内 容で区分し、管理対象がライン上のある工程での、一連の作業を基礎とするまとまりによ って構成されている。工程内にはほぼチーム数にして3つほどのチームが置かれている。 したがって彼らの管理領域は日本より狭い。 日本の工場の製造技術者の一定数は、生産現場からの出身者で占められるおり6、スウ ェーデンでの工場でも工場内でのエンジニアのキャリアは内部昇進の傾向が比較的強いと いえるだろう。スウェーデンでも、内部昇進型での工場エンジニアのポジション形成の傾 向は認められるのではなかろうか。 4-1-5. SV クラスの役割 管理職層の最上位に位置する SV クラスの役割について見てみよう。SV クラスは大学卒 業後、すぐさま採用されるケースが多く、外部労働市場からの直接供給であることが多い。 (54)-7 SV の業務として、マネジメント側への生産管理、経営状況などの報告文書の作成が多く、 ほとんど実際の生産活動にはタッチしていない。SV のポジションは長期的安定性が十分 でない状況がある。これは内部昇進のメリットである社内的経験が得られず、SV の役割は 多くの問題を抱えていることを意味している可能性が高い。内部昇進型のキャリアは SV とプロセス・エンジニアとの間で断絶していると想定できる。 5 検討と評価 5-1. スウェーデンでの労働の管理 今回の比較で判明したことは、A、B 工場、なかでも B 工場のチームが維持している標 準作業設の計上、遂行、修正プロセスでの権能がきわめて高いことである。A 工場も B 工 場ほどではないが、チーム側がもつ設計から分析、評価、教育などに TL が関与し、チー ム側からの標準設計への関与の広さが大きいことが認められる。 これまでの日本での工場調査から、標準作業の設計、遂行上でのオペレーター側の自主 判断余地は、日本工場にはほとんど存在していない。作業上での「異常」が生じた場合に すら、例えば、異常処理手順やトラブル対応においても、通常対応の手順は備えられてお り(中岡、浅生、田村、藤田[2005])、オペレーターらの自主判断の余地はほとんど存在し ない。したがって、スウェーデンの作業集団の備えている、作業編成とその運営について の権能は、相対的に日本より大きいと評価できよう。 5-2. スウェーデン工場でのエンジニアとチーム スウェーデン的傾向を踏襲する A、B 工場では、チーム側の作業設計機能が強い7。そ のためエンジニアと水平的関係を維持し、エンジニアは、生産エンジニアとして設備設計 などを担当し、作業領域へサポートしている。これに対して、リーン生産を導入している C、J 工場では、作業管理をエンジニア層へと広げ、垂直的関係が強まっている。チームと エンジニアの関係は垂直的傾向を強めていると考えられる。 5-3. スウェーデン・タイプの位置 5-3-1. LPS はエンジニアの新しいタイプを生み出すのか LPS 導入企業では、従来のスウェーデン・チームが保持していた作業設計を、エンジニ ア側へと管理権限の移動が生じている。この結果、2つの変化が生じよう。まず、スウェ ーデン・チームでの作業設計機能が縮小することである。 一方、エンジニアの役割の質 的変化も生じさせよう。従来、欧米エンジニアの役割は生産設備、機械設備、数量的な生 産管理、作業設計など、設備と作業を網羅したものであった。スウェーデンでは、作業情 報を扱うエンジニアが登城してきた可能性がある、ということである。 (54)-8 こうした作業情報への接近したエンジニア、作業遂行者と技術領域をまたいだエンジニ アは、実は日本ではすでに ME(製造技術=ME: Manufacturing Engineer)というポジショ ンによって担われている。欧米企業ではこのポジションは未確立である。ME のポジション の形成は、日本的管理の形成のメルクマールとして位置付けられる重要な指標であり、ス ウェーデンでも LPS の導入により、このポジションが形成されている。 5-3-2. 国際比較 図1を見てほしい。図は分業構造を示し、設計との連携や生産設備の管理を行う「生産 技術」、作業工程を労働の側面から管理する「製造技術」、そして作業を担当する「チーム」 の3つのカテゴリーに分け、3者の分業関係から国別に示している(田村[2011])。 まず、W タイプは、主要にはアメリカをタイプとした伝統的欧米での分業を示す。その 特徴は、製造技術者を置かず、生産過程において構想と実行の分離を明確にする点である。 そのため製品設計情報と作業遂行情報である標準作業情報との調整が難しい。また、生産 遂行上で生じたトラブルや改善点が設計過程、生産システムの構想へとはフィードバック 図1 分業構造の国際比較 されない状況が生まれる。 つぎ J タイプは、日本タイプである。このタイプは、製造技術者が生産技術とチーム活 動をブリッジすることで、生産における構想とその実行過程をつないでいるタイプである。 標準作業の管理は製造技術がチームと分権的に管理する。生産遂行上でのトラブルも、製 造技術の管理の下でチームとの協力で解決されていくことが可能である。 最後の S タイプは、スウェーデンをタイプとしたものである。その特徴は。標準作業が チームによって管理され、製造技術者がチームのサポートを行い、チームを主軸にして標 準作業管理と標準作業が遂行されるタイプである。 5-3-3. スウェーデン・タイプの展開-2極化か スウェーデンの多くの工場では、LPS の影響を受け S タイプが J タイプを模倣する状況 (54)-9 にあり、J タイプへと移行していこうとしている。または、J タイプへの移行がうまく進ま ず、W タイプへと転換が進んでいるのではないかとも推測される。しかし、他方では B 工 場のように、日本的管理をチームでもって吸収し、日本チームにも存在していない、多様 な自律性を有するチームの生成も可能である。 したがって、現在のリーン生産の広がりによって、今後、J タイプへの模倣と転換が進 むことで、徐々に ME の役割が拡大する S+J タイプ、ME のポジションが確立できない S +W タイプの類似タイプとの2極化が進むとも推測されよう。 5-3-4. スウェーデン・タイプのメリット なぜスウェーデンでも J タイプへの転換の動機が生じるのだろうか。理由としては、J タイプの示す生産合理化、改善の顕著さなどいろいろとあろう。しかし、これら J タイプ が示す強さをスウェーデン・タイプが備えていないわけではない。その点で注目すべきは スウェーデン B 工場の TPS を模倣しながらも、新たな方向へと進む事例である8。 B 工場には、スウェーデン・タイプの成果が示されており、今後も参照されるべき事例 と考えられる。B 工場の例が示すスウェーデン・タイプのメリットは「自制された自律」 であり、この方向は、経営的にもムダ=ロスを取り除く役目を果たすメリットがある。B 工場の経験は、スウェーデン・タイプのメリットを考える上で重要である。 6. まとめにかえて-日本の独自な生産分業と TPS 最後に、現在海外に広がりを見せる、J タイプの日本的分業の特徴についてコメントを 加え本論を閉じたい。それは J タイプには、他のタイプから転換を図れない固有性を備え ていると考えられるからである。この日本が示す固有性は、日本的企業構造を背景として 成立した TPS の基本特性とも結びついていると考えら得る。 まず、日本の分業の特徴を示す製造技術者は、日本固有のエンジニアのポジションであ り、製造技術の役割は、TPS を創始した、大野耐一の管理思想を強く反映している。大野 は、現場の技術者としての製造技術を重視し、彼らをチームとともに労働と設備コストの 圧縮に戦略的に取り組ませる管理方法を、工場管理の基本構造とした9。日本的3階層型 分業は、こうした大野の技術者機能と手法を体現したものということもできよう。日本企 業の独自の競争力を支える製造管理の手法は、製造技術を基礎においたムダ取りと標準作 業管理とチームが重なり合う点に特質が示され、この手法を支える組織構造が J タイプの 3階層構造であり、製造技術人材の育成と配置である10。 したがって、日本企業のムダ取りと作業管理は、製造技術者の存在とチームがなければ 実現できず、W タイプの欧米企業での製造技術を欠いた2階層型分業では、いくらチーム 機能を導入しても実際には J タイプの実現はできない11。リーン生産方式を導入している (54)-10 と自負する欧米企業においても、実はこの製造技術者の位置は未確立の企業が多くあり、 実際にはリーン生産企業においても製造職場の分業はチームを導入した2階層型分業に終 わっていることがほとんどといってもよい状況がある。 製造技術のポジションはチームが担当する作業に関する知識、生産設備についての知識を 統合し、生産工程として具現化する製造の実態を理解できる立場である。こうした職位を 系統的に形成するには時間と経験が必要であり、日本の長期的勤続を基礎とする雇用慣行 はきわめて有益である。したがって、このポジションは雇用慣行が異なる海外への移転に は困難が生じよう。そのため日本オリジナルの3分業型を変形した MJ タイプ(Modified Japanese Type)、つまりチーム機能を事実上弱め、ME と生産技術を一体化させ管理機能を 強化するタイプが登場してきている(田村[2010]、[2012])。 今後スウェーデンの組織編成は、日本をモデルとしたリーン生産タイプに沿った展開を 遂げつつも、同時に従来のスウェーデン・タイプのチームが備えていた分業構造の影響を 受けながら展開せざるをえない12。チームとエンジニアの責任分担の関係も、リーン指向 かスウェーデン指向かの拮抗のなかで進むことが推測され、日本とは異なったムダ取りと 管理へと展開する可能性がある。現在のスウェーデンの状況は、新たなスウェーデン・タ イプの管理様式の生成の前夜ともいうべきであり、今後の進展が注目されよう。 1 リーン生産とは Womack らによる The Machine that Changed World [1990]によって命名された、日本自動車企業をモデ 2 ヒアリングの対象は、プロセス・エンジニアなどの製造工程を担当するスウェーデン人エンジニアである。ヒアリ ルとする生産コンセプトを念頭に置いている。 ングシートは表 1 のヒアリングシートを利用した。ヒアリングはスウェーデンの商用車メーカー2社、乗用車メー カー1社、機械メーカー1社、それと日系輸送機械メーカーで行われた。ヒアリングは 2010 年 9 月と 2011 年 3 月 である。 3 本文中で利用する TL、ME、PE などの略称については、表5下の記述を参照せよ。 4 以下では、スウェーデンに置かれている日系工場を区分するために、日本国内にある工場を「日本工場」 「日本の工 5 例えば B 工場の場合、プロセス→プロダクト→SV と異動する。実際にはシニア職位があり、同一職位でも細分化さ 6 小池[2008]第4章では、製造エンジニアのキャリアについて高卒、高専卒、大卒出身者がそれぞれ3割、残りが院 7 スウェーデン側の問題点を指摘すると作業情報の詳細をエンジニア側が詳細に把握できない状況も生まれている点 8 2010 年に提示された IFMetall の新政策では、作業組織を自分たちの権能のベースにしながら、個人のコンピタンス 場」と表記する。 れている。 卒と述べているが、製造オペレーターの経験者の比率は不明(小池[2008]102)。 である(A 工場本社技術部でのインタビューによる)。 を高め、労働者側の職務=仕事上でのポジション(befattning)を強化する方向を打ち出している。これは個々の作 業者における職務内容の拡大を基礎にして、経営側が求める生産上での変化にフレキシブルに対応しようとする点 にならいがあると考えられる。 9 1950 年代のトヨタでの大野ラインの存在は、製造技術の機能として原点となる活動であろう(和田[2009]p.312 以下 参照)。大野はトヨタの生産改革を進めるため、自動車の構造と構成、そして部品の価値を明確につかむ必要を覚 ったと言われている。実際に生産されるクルマのコストの生産と労働が果たしていくらのコストで成り立っている のか。製造企業の合理化の着眼点と技術者の管理始点として、製造過程の労働を据えることで生産全体を再編する。 これが TPS の生産管理体系における本質的転換点である。 10 スウェーデンでの製造技術者と作業集団の関係については田村[2008]を参照せよ。 11 日本企業の海外展開と製造技術者関係、大野の製造技術についての認識については田村[2011]を参照せよ。 12 もちろん、スウェーデンでも STS を用い、テイラーとフォードとのミゾを埋める調整が日本とは異なる方法で展開 させ、例えばカルマル、ウッデヴァラ工場での実践を生んだ。 (54)-11 参考文献 IFMetall[2010]Hållbart arbete: En plattform för utveckling av arbetsorganisationen. IFMetall. Metall[2000]Metallarbetetarna och lean production, Metall. 加藤、スティーブン編[ 1993]『国際論争 日本型経営はポスト・フォーディズムか?』窓社。 小池和男[2008]『海外日本企業の人材形成』東洋経済新報社。 篠原健一[2007]「アメリカ作業組織改革研究の到達点と課題-自動車産業の場合-」 (『京都マネジメントレビュー』第 11 巻、京都産業大学)。 田村 豊[2003]『ボルボ生産システムの発展と転換-フォードからウッデヴァラへ』多賀出版。 田村 豊[2005] 「スウェーデンの労働組合運動と「よい労働」政策」『労務理論学会誌』第 14 号。 田村 豊[2008] 「スウェーデン企業のリーン生産導入は何を意味するか」 、木元進一郎監修、茂木一之、黒田謙一編著 『人間らしく働く-ディーセントワークへの扉』泉文堂。 田村 豊[2011]「海外進出の生産マネジメントへのインパクト-日本型管理分業への着目とその評価-」第3章。 清晌一郎 編著『自動車産業における生産・開発の現地化』社会評論社。 田村 豊[2012]「スウェーデン型組織の成り立ちと構造-生産組織の編成原理モデル化への試み-」第 124 回社会 政策学会での報告(2012 年 5 月 27 日、駒沢大学)。 中岡哲郎、浅生卯一、田村豊、藤田栄史[2005]「職場の分業と「変化と異常への対応」『名古屋市立大学人文社会学 部研究紀要』第 18 巻, 1-51。 ハウンシェル、A, デーヴィッド[1998] 和田一夫他訳『アメリカン・システムから大量生産へ 1800~1932』名古屋大 学出版会。 ベリグレン、クリスチャン[1992] The Volvo Experience, 丸山惠也他訳『ボルボの経験』[1997]中央経済社)。 和田一夫[2009]『ものづくりの寓話』名古屋大学出版会。 』 (原著 Womack, J. P., Roos, D. and Jones, ウォマック他[1990]沢田訳『リーン生産方式が、世界の自動車産業をこう変える。 D. T. [1990]The Machine that Changed World ,Rowson Associatiates.)。 (54)-12
© Copyright 2026 Paperzz