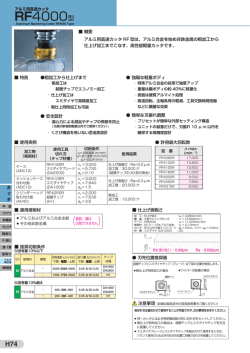
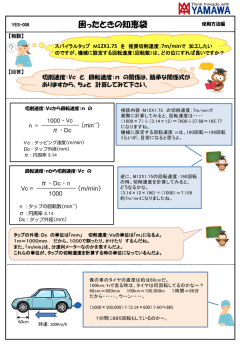
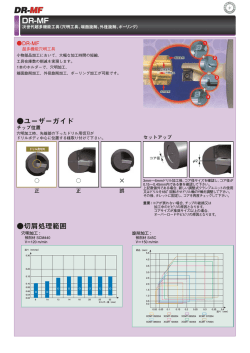
B051J 高硬度鋼加工用コーテッドCBN材種 MBC010 新焼結法が可能にする、 摩耗や欠損に耐える 強さと安定した仕上げ面粗さ。 高硬度鋼加工用ハイグレード・コーテッドCBN。 切削速度300m/min超を実現。 高硬度鋼加工用 b?wZs|CBN 材種 超高速加工 MBC010 は、高い耐摩耗性が高速加工を可能にした、 高硬度鋼加工用コーテッドCBN材種です。 超加工仕上げ面 超微粒CBNを採用、仕上げ面粗さも良好なハイグレード 材種です。 切削速度(m/min) MBC010 MBC010 400 MBC020 300 200 MB C0 10 100 ■特長 MB C0 20 連続 耐摩耗性能 ・ 高速切削性能 軽 特殊セラミックバインダーの採用と組織の最適化により、 高い耐摩耗性を実現。 切削速度300m/minを超える高速での連続加工を可能にしました。 断続 加工仕上げ面粗さ 高刃先靭性 世界で初めて、 ハイグレードCBNに超微粒CBNを採用。 超微粒CBNと特殊セラミックコーティングが、安定した精度の 仕上げ面粗さを確保します。 当社開発の「粉体活性焼結法」 により、高い耐摩耗性と刃先靭性を両立。 ハイグレードCBN材種で起きやすい欠損にも強く、工具寿命が長く、 経済的です。 強 推奨切削条件 被削材 加工形態 高硬度鋼 (焼き入れ鋼etc.) 連続切削 100 切削速度 (m/min) 200 300 400 送り (mm/rev) 切込み (mm) 切削油剤 ─ 0.2 ─ 0.2 乾式、湿式 ■切削性能 耐摩耗性 刃先靭性 0.10 <切削条件> 被 削 材 : SCM415 HRC60 連続切削 インサート : NP-CNGA120408GS2 切削速度 : 300m/min 送 り : 0.05mm/rev 切り込み : 0.1mm 乾式切削 MBC010 他社ハイグレード材種A 他社ハイグレード材種B 0.05 0 10 20 30 40 50 他社 ハイグレード材種A 他社 ハイグレード材種B 50 切削時間 (min) 乾式切削性能 6 摩耗大 (工具寿命) 4 MBC010 他社ハイグレード材種A 他社ハイグレード材種B 0 10 20 切削時間 (min) 30 高安定 100 (%) ●他社ハイグレードCBNとの比較 <切削条件> 被 削 材 : SCM415 HRC60 連続切削 インサート : NP-CNGA120408GS2 切削速度 : 150m/min 送 り : 0.15mm/rev 切り込み : 0.2mm 乾式切削 仕上げ面粗さ Rz (!m) 仕上げ面粗さ Rz (!m) 仕上げ面粗さ ●他社コーテッドCBNとの比較 1 <切削条件> 被 削 材 : SCM415 HRC60 8スリット外径断続切削 インサート : NP-CNGA120408GS2 MBC010 切削速度 : 150m/min <湿式切削> 送 り : 0.1mm/rev 切り込み : 0.1mm 他社 コーテッドCBN材種C <乾式切削> 従来製品 送 り : 0.15mm/rev 切り込み : 0.2mm MB8025 100 高安定 逃げ面摩耗量 (mm) 欠損 湿式切削性能 欠損 0.15 (%) <切削条件> 被 削 材 : SCM415 HRC60 連続切削 インサート : NP-CNGA120408GS2 切削速度 : 300m/min 送 り : 0.05mm/rev 切り込み : 0.1mm 乾式切削 2 1 MBC010 他社ハイグレード材種A 他社ハイグレード材種B 0 10 20 切削時間 (min) 30 高硬度鋼加工用コーテッドCBN材種 MBC010 インサート規格 呼 び 記 号 在庫 NP-CNGA120404GS2 120408GS2 120412GS2 a ニュープチカット (ワイパー) NP-CNGA120408GSW2 a ニュープチカット NP-DNGA150404GS2 150408GS2 150412GS2 a NP-SNGA120404GS2 120408GS2 120412GS2 a ニュープチカット a a 寸法 (mm) D1 12.7 12.7 12.7 S1 Re D2 4.76 4.76 4.76 0.4 0.8 1.2 5.16 5.16 5.16 形 状 80° 0.8 S1 5.16 80° 5.16 5.16 5.16 55° LLバイト ダブルクランプバイト P形ボーリングバー D形ボーリングヘッド LLカートリッジ Re øD2 4.76 LLバイト ダブルクランプバイト P形ボーリングバー D形ボーリングヘッド LLカートリッジ Re D1 12.7 対応ホルダ øD2 インサート外観 D1 a 12.7 12.7 12.7 4.76 4.76 4.76 0.4 0.8 1.2 D1 a a 12.7 12.7 12.7 4.76 4.76 4.76 0.4 0.8 1.2 S1 5.16 5.16 5.16 D1 NP-TNGA160404GS3 160408GS3 160412GS3 a a a 9.525 4.76 9.525 4.76 9.525 4.76 0.4 0.8 1.2 3.81 3.81 3.81 S1 D1 NP-VNGA160404GS2 160408GS2 a a 9.525 4.76 9.525 4.76 0.4 0.8 S1 3.81 3.81 35° 2.8 4.4 4.4 80° MPバイト D形ボーリングヘッド Re øD2 ニュープチカット LLバイト ダブルクランプバイト MLバイト WPバイト P形ボーリングバー D形ボーリングヘッド LLカートリッジ Re øD2 ニュープチカット LLバイト MLバイト P形ボーリングバー LLカートリッジ Re øD2 ニュープチカット LLバイト ダブルクランプバイト P形ボーリングバー D形ボーリングヘッド Re øD2 a S1 D1 a a a 6.35 2.38 9.525 3.97 9.525 3.97 0.4 0.4 0.8 S1 Re D1 ニュープチカット NP-DCGW070204GS2 11T302GS2 11T304GS2 11T308GS2 a a a a 6.35 9.525 9.525 9.525 2.38 3.97 3.97 3.97 0.4 0.2 0.4 0.8 2.8 4.4 4.4 4.4 SPバイト スモールツール S形ボーリングバー øD2 NP-CCGW060204GS2 09T304GS2 09T308GS2 7° S1 55° Re øD2 ニュープチカット SPバイト スモールツール ディンプルバー S形ボーリングバー 7° D1 NP-TPGX080202GS3 080204GS3 090202GS3 090204GS3 110304GS3 110308GS3 a a a a a a 4.76 4.76 5.56 5.56 6.35 6.35 2.38 2.38 2.38 2.38 3.18 3.18 0.2 0.4 0.2 0.4 0.4 0.8 2.5 2.5 3 3 3.5 3.5 Re F形ボーリングバー MIバイト ハイボアファイン øD2 ニュープチカット S1 11° D1 S1 2 高硬度鋼加工用コーテッドCBN材種 MBC010 使用例 使 用 イ ン サ ート NP-DNGA150408GS2 DIN 34Mn5 (HRC60) 仕上げ面精度 : Ra<0.8!m NP-CNGA120408GS2 DIN 20MoCrS4 (HRC50-61) 仕上げ面精度 : Rz<3!m NP-CNGA120408GS2 JIS SCr420H (HRC60) 被 削 材 20 アクスル部品 部 品 名 ギヤ部品 ギヤ部品 切削条件 切削速度 (m/min) 230 300 180 送 り (mm/rev) 0.08 0.06 0.15 切 込 み (mm) 切 削 油 剤 0.1 0.07 0.1 湿式切削 湿式切削 湿式切削 加工数(個/コーナ) 200 400 加工数(個/コーナ) 100 200 結 果 加工数(個/コーナ) 500 1,000 1,500 MBC010 MBC010 MBC010 他社 ハイグレードCBN 他社 コーテッドCBN 他社 コーテッドCBN 他社ハイグレードCBN品は、190個で面粗 さ不良で寿命。 MBC010は、250個加工しても規定面精 度内で、安定した加工が可能であった。 他社コーテッドCBNは、250個で摩耗大によ り工具寿命。 それに対してMBC010は、380個まで寿命 延長が可能であった。 他社コーテッドCBNは、500個で工具寿命。 それに対してMBC010は、1,500個まで 寿命延長が可能であった。 安全について ●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがね などの保護具を使用してください。●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。●インサートや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 ISO 9001:2000, ISO 14001:1996 (JSAQ080) (JSAE036) (筑波製作所) 登録範囲: 超硬工具及び超硬合金素材の設計、 開発及び製造 ISO 9001:2000 (JSAQ094) (岐阜製作所) 登録範囲: 切削工具、耐摩耗工具、 建設工具、 超硬素材及びコーティング製品の 設計、開発及び製造 http://www.mitsubishicarbide.com 本社 03-5819-5240 営業企画本部 営 業 企 画 部 03-5819-5245 T S S 部 03-5819-5260 東日本支店 販 売 1 部 03-5819-5241 仙 台 営 業 所 022-221-3230 太 田 営 業 所 0276-45-1700 南 関 東 営 業 所 046-295-0444 販 売 2 部 03-5819-5251 郡 山 営 業 所 024-928-5110 新 潟 営 業 所 025-247-0155 富 士 営 業 所 0545-52-4599 苫 小 牧 営 業 所 0144-33-7035 北 関 東 営 業 所 0285-25-8380 上 田 営 業 所 0268-23-7788 静 岡 営 業 所 054-252-1139 ●電話技術相談室 (携帯電話からも通話可能です) 三 菱 ヨ イ 工 具 0120-34-4159 中部支店 名古屋販売1部 052-745-5051 名 古 屋 販 売2部 052-745-6100 三 河 販 売 部 0566-77-3411 浜 松 営 業 所 053-450-2030 西日本支店 販 売 1 部 06-6355-1050 明 石 営 業 所 078-934-6815 岡 山 営 業 所 086-430-3006 九 州 営 業 所 092-436-4664 販 売 2 部 06-6355-1051 金 沢 営 業 所 076-269-3051 広 島 営 業 所 082-221-4457 東 大 阪 営 業 所 06-6745-7301 (仕様はお断りせずに変更する場合がありますのでご了承ください) Printed on 100% Recycled Paper 2006.10.E(2B)
© Copyright 2026 Paperzz