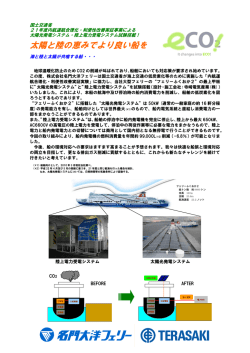
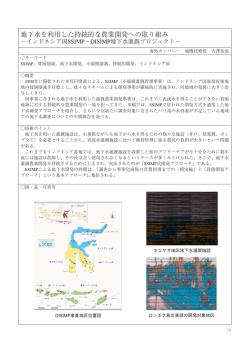
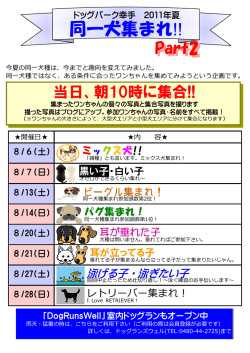
News Release 2016年5月20日 愛知製鋼株式会社 「電気炉の排熱有効活用」による省エネルギー改革 「鋼材生産プロセス改革 Part4 製鋼リエンジ 」 愛知製鋼株式会社(本社:愛知県東海市、社長:藤岡高広)は、鋼材生産プロセスを工程スルーで 改革する「鋼材4Sリエンジ(注)」の一環として、電気炉から出される排熱からエネルギーを回収、変 換し活用する製鋼リエンジ「電気炉の排熱有効活用」に着手することを決定し、本日(5月20日)、 起工式を執り行った。 鋼材生産プロセス改革としては、これまで、Part1:大断面連続鋳造機更新による品質レベルの向 上、Part2:分塊圧延における鋼材搬送装置改造および素形材サイズ統一による生産性・歩留向上、 Part3:精整ライン増設による品質保証・納期保証レベルの向上、と計画的に取り組んでいる。 今回のPart4では、エネルギーを大量に消費する製鋼工程(主原料である鉄スクラップを溶解する) において、従来 未使用のまま処理していた電気炉の排熱を蒸気エネルギーとして回収し、一部は他の 製鋼設備で直接活用し、残りは発電により電力に変換し他設備の動力源として有効に活用することで、 工場全体の省エネルギー改革を目指すプロジェクトに取り組む。 (電気炉排熱を有効活用した発電事例は国内初) これまで、当社は鉄スクラップを鋼材に甦らせる資源循環を通して、持続可能な社会と地球環境保 全に貢献してきた。今回の電気炉の排熱有効活用を起点に、エネルギー消費量とCO 2 排出量の削減 を改革レベルで進め、「環境循環型企業」として、これまで以上に社会・地球環境へ貢献していく。 建設する設備の概要は以下のとおり。 (注) 1 4Sリエンジ=Simple 2 スクラップ ヤード 電気炉 (EF) Part4 Slim Short Straight を目指したプロセス改革 製鋼 分塊 圧延 精整 鍛 造 【溶かす・固める】 【延ばす・半製品】 【延ばす・成品】 【検査】 【たたく】 3 精錬 (LF/RH脱ガス) 4 5 大断面 連続鋳造 (3CC) 6 分塊・大形 圧延 Part1 製品圧延 7 製品精整 8 2次精整 (熱処理、 2次加工) 鍛造 Part3 Part2 鋼材生産プロセス改革の概要 排熱ボイラー (高温) 150トン電気炉 発電機 蒸気エネルギー 電気 動力源活用 (他設備) 直接活用 (他設備) 排熱ボイラー (低温) 導入設備の概略図 本日起工式の様子 ― 記 ― 1.設備名称: 1) 電気炉排熱ボイラー設備(高温側、低温側) 2) 発電機 2.設置場所: 当社知多工場内 3.投資概要: 1)設備投資額 2)着 工 3)稼動開始 約30億円 2016年5月 2017年1月稼動予定 4.仕様: 1)「電気炉排熱ボイラー」 - (蒸気生成量= 約 20Ton/Hr.) 2)「発電機」 - (発電量 = 約2MWH) 5.効果: ・鋼材、鍛造プロセスにおける使用エネルギー(原油換算)を約1%削減 ・CO2排出削減目標:10 千トン-CO2/年削減 以 お問い合わせ先・・・本社/総務部 広報室:052-603-9216 上
© Copyright 2026 Paperzz