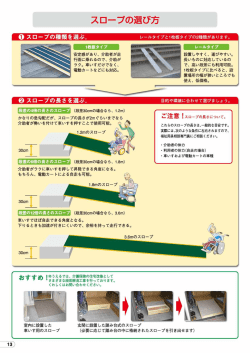
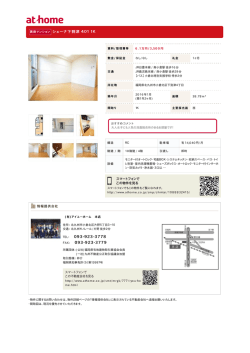
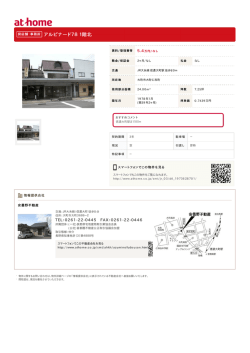
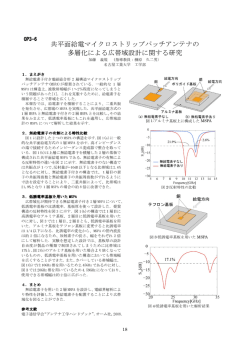
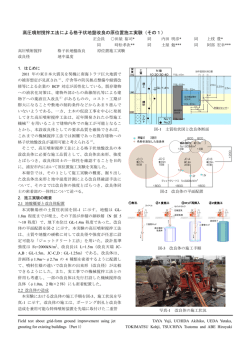
鍛造CAEの基礎 濱家信一 (株式会社ニチダイ) 1.はじめに 鍛 造 工 程 や 金 型 設 計 の 現 場 で は ,鍛 造 品 の ネ ッ ト シ ェ イ プ お よ び 金 型 強 度 ,寿 命 の 向 上 , 開 発 期 間 を 短 縮 す る た め の ツ ー ル と し て , CAE シ ス テ ム が 有 力 な ツ ー ル と な っ て い る . 現 在 鍛 造 加 工 に 用 い ら れ て い る C AE シ ス テ ム は , 解 析 ソ フ ト の 性 能 向 上 と 低 価 格 化 , グ ラ フ ィ ッ ク ス イ ン タ ー フ ェ イ ス (GU I)の 使 い や す さ , さ ら に P C の 高 性 能 化 と 安 価 な ハ ー ド が 手 に 入 る よ う に な っ た こ と で ,さ ら に 広 く 普 及 す る に 至 っ て い る .鍛 造 CA E シ ス テ ム は , 解析ソフトの内容を知らなくても入力データさえ作成すれば簡単に計算結果が得られるこ とに大きな魅力がある. しかし計算結果は,材料特性,境界条件などに大きく影響されるため,入力データを誤 れば出力される結果も誤ったものになる.また塑性領域での数値計算では,解析手法に多 く の 仮 定 や 近 似 が 含 ま れ て お り 計 算 結 果 に 影 響 を 与 え て い る . CA E シ ス テ ム は , 現 実 の 現 象をシミュレーションするものであるが,実際の現象を忠実に再現していない場合がある こともつねに理解しておく必要がある. 本 稿 で は , 実 務 で 鍛 造 C AE シ ス テ ム を 利 用 さ れ る 方 に , 鍛 造 シ ミ ュ レ ー シ ョ ン に 必 要 と 思われる基礎知識を解説し,これから活用される方や今お使いの方に少しでも理解を深め てもらうことを目的としたものである. 2.鍛造加工シミュレーションの基礎知識 2 ・1 鍛 造 加 工 の 解 析 方 法 1) 鍛造加工では,変形状態,加工荷重などを予測するため,古くからいくつかの解析方法 が適用されてきた.代表的なものとして,スラブ法,上界法,すべり線場法などの近似的 な解析法と,差分法,有限要素法,境界要素法などの数値解析法がある. ( 1 ) ス ラ ブ 法 ( sl ab me tho d) スラブ法または初等解法は,一つの要素内の応力が一様であるとみなし,近似的に主応 力方向を仮定した微分方程式を,降伏条件式で積分して応力分布を計算する方法であり, さらにその応力分布を積分することで荷重も得られる. ( 2 ) 上 界 法 ( up pe r b ou nd me tho d) 上界法は,材料の体積一定条件力と,工具の入口や出口での速度の大きさ,工具との接 触面上における流れ方向などの速度境界条件を満足する(運動学的)可容速度場から,そ の速度場に対して得られるエネルギ消費率を計算し,加工荷重が得られる. ( 3 ) 差 分 法 ( F D M : f ini te di ff ere nc e m et hod) 図1.1に示すような物体を格子点に分割し,微分方程式を格子点間の差で近似するこ とにより解く方法である. ( 4 ) 有 限 要 素 法 ( F E M : fi nit e ele me nt me tho d) 有 限 要 素 法 は ,図 1 .2 に 示 す よ う に 物 体 を 有 限 の 自 由 度 を も つ 要 素 の 集 ま り と 近 似 し , この集まりに対して成立する方程式を解く方法であり,差分法より複雑な境界条件を表現 できる特徴がある. ( 5 ) 境 界 要 素 法 ( BEM: bou nd ary e lem en t m et hod) 境 界 要 素 法 は ,物 体 の 境 界 だ け を 要 素 分 割 す る た め ,変 数 が 少 な く 計 算 が 有 利 で あ る が , おもに線形問題に対して用いられているおり,非線形問題である鍛造加工の解析にはあま り用いられていない. 境界C (x, y+Δ y) 領域 D Δy (x, y) (x+Δ x, y) Δx 図 1・ 1 差分法 境界C 領域 D 図 1・ 2 有限要素法 荷重 荷重 塑性変形 剛塑性変形 弾性変形 永久変形 (a) 伸び 弾塑性変形 図 2 永久変形 (b) 荷重と伸びの関係 剛塑性変形 伸び 2 ・2 弾 塑 性 F EM と 剛 塑 性 F EM 2 ) 材料の変形は,図 2 に示すようにひずみが大きくなると,材料に永久変形が残る.いわ ゆる塑性変形が生じることになる.このとき材料全体の変形は,弾性変形と塑性変形が重 ねあわされた弾塑性変形となる.ここで塑性変形が微小な場合や,変形後の残留応力やス プリングバックを求めたい場合は,弾塑性解析として取扱う必要がある.また鍛造のよう に材料に極めて大きな変形を与え,加工中の除荷もなく弾性変形による影響を無視した剛 塑 性 解 析 が あ る . 各 々 F EM 解 析 法 と し て 弾 塑 性 F EM と 剛 塑 性 F EM が あ る . 2 ・3 FE M 手 法 と そ の 分 類 鍛造シミュレーションソフトは,研究者および開発者によりさまざまな手法が用いられ ていおり,それぞれに特徴と欠点をもっている.したがってどの手法またはどの解析ソフ トも利用者の全ての要求を満たすことはできないのが現状である.そのため利用者は,目 的に応じたソフトを選択し使い分けしなければならない. こ こ で は 各 F EM 手 法 つ い て , 利 用 者 の 基 本 知 識 と し て 鍛 造 シ ュ ミ レ ー シ ョ ン ソ フ ト に よ く用いられ各手法がどのような理論に基づくものかを説明する. (1)動・静解析と陽・陰解法 衝撃や衝突のような問題として捉え加速度の項を含む釣り合い方程式を解くか,加速度 の働かない静的な釣り合いが保たれた方程式を基礎式とし問題を解法するかで分類する場 合がある.前者を動解析,後者を静解析と呼ぶ.また数値解法上の分類として,陽解法と 陰解法があり,前者は一つの時間増分ステップの計算において繰り返し計算を行うことな く解が一度に得られるのに対し,後者は繰り返し計算で解を収束させなくてはならないと ころに大きな違いがある. (2)静的陰解法と動的陽解法 鍛造シミュレーションソフトの多くは特別な場合を除き,静的陰解法か動的陽解法が用 いられている.静的陰解法では繰り返しステップ毎に剛性方程式を解くため,必ず増分ス テップ毎に解の収束を得る必要があり,それが得られない場合は計算が途中でストップす る.また動的陽解法では剛性方程式を解かない定式化となっており,ステップ毎の計算が 非常に速く安定している.しかしステップ毎の刻みを非常に小さくとる必要があり膨大な 計算となる.そのため計算を速くするため,物理的に正当性のないパラメータを経験的に 選択する必要があり,パラメータの選択によってはかなり現実と異なる解が得られる恐れ もある. (3)大変形による定式化での分類3) 鍛造解析法として分類する場合,要素の移動をどのように記述するかによって以下の2 つに大別される. 要素が素材に固定されながら物質点がどのように移動していくかを記述したものをラグ ランジェ法と呼ぶ.また空間に固定された要素内を時刻tに通過する物体の特性を関数と して記述したものをオイラー法と呼んでいる. ラ グ ラ ン ジ ェ 法 で は , 図 3 .1 に 示 す よ う に 要 素 が 素 材 に 固 定 さ れ る た め , 鍛 造 加 工 の よ うな素材が大変形するような問題では,要素がゆがんでつぶれてしまうため計算が不可能 となる.これを回避するため要素の再分割(リメッシング)が必要となり,要素の増加と ともに計算時間が膨大になる. オ イ ラ ー 法 で は , 図 3 .2 に 示 す よ に 要 素 が 空 間 に 固 定 さ れ る た め 要 素 自 身 の 変 形 な く , 素材の変形挙動をマーカ粒子などによって表現するため,リメッシングを必要としない特 徴をもっている. 速度V 図 3・ 1 ラグランジェ法 速度V 図 3・ 2 オイラー法 以 上 の よ う に 鍛 造 シ ミ ュ レ ー シ ョ ン ソ フ ト は , さ ま ざ ま な F EM 手 法 が 使 わ れ て お り , 目 的や用途により使い分ける必要がある. 3 . 鍛 造 CA E を 始 め る に あ た っ て 3 ・1 FE M 解 析 の た め の シ ス テ ム F EM シ ミ ュ レ ー シ ョ ン の 流 れ を 図 4 に 示 す . F EM は 次 の 3 つ の シ ス テ ム に 分 け ら れ る . 1) 解 析 に 必 要 な デ ー タ を 作 成 す る プ リ ・プ ロ セ ッ サ 2) 計算を行うソルバー 3) 解析結果を表示するポストプロセッサ 現在市販されているソフトウェアのほとんどは上記の 3 つのシステムを有している. し か し 利 用 者 ご と に CA D デ ー タ を プ リ ・プ ロ セ ッ サ に 取 込 ん で 使 用 し た り ,解 析 結 果 を 他 の ソフトで表示させるなど使用方法に工夫が行われている. 3 ・2 モ デ リ ン グ モデリングの際に注意する主な項目を図 5 に示す. 近 年 PC の 性 能 が 飛 躍 的 に 向 上 し て い る た め , 従 来 の ワ ー ク ス テ ー シ ョ ン か ら PC で の シ ミュレーションが十分可能になってきた.しかし計算時間は依然として長く,計算時間の 短縮が必要である.計算時間短縮のため,シミュレーションモデルはできる限り簡素化す る必要がある. 設計 モデリング CAD 材料 弾塑性,剛塑性,弾性 シミュレーション プリプロセッサ 各条件の設定 ソルバー 解析計算 モデル 3 次元,2 次元(軸対称,平面ひずみ) 境界条件 摩 擦 ( ク ー ロ ン 則 , せ ん 断 則 ), 伝 熱 成形条件 成形速度,圧力 ポストプロセッサ 計算結果の表示 要素 形状,リメッシュ,数 結果の考察 図 4 シミュレーションの流れ 図 5 モデリング時の注意事項 3 ・3 材 料 特 性 と 摩 擦 特 性 鍛造解析において材料特性と摩擦特性は特に重要な項目である. (1)材料特性 材料は引張試験あるいは圧縮試験を行うと図 6 のような応力−ひずみ曲線が得られる. 一 般 に 材 料 は 降 伏 点 を 超 え る と 塑 性 変 形 が 生 じ ,さ ら に 加 工 硬 化 に よ り 応 力 が 大 き く な る . この降伏点をこえた塑性変形時の応力を対数ひずみとの関係にまとめたものを変形抵抗曲 線 と 呼 ぶ . F EM で は 変 形 抵 抗 曲 線 を 指 数 関 数 で 近 似 し た n 乗 硬 化 則 の 形 で 表 さ れ る . σ=Fεn n は 加 工 硬 化 指 数 ( n 値 ), F は 塑 性 係 数 ( F 値 ) で あ る . また熱間のようにひずみ速度依存性を考慮する場合は次の様な式で近似する. ・ σ=Fεnεm m は速度感受性指数(m 値)である. 鍛造における変形抵抗は引張試験,均一圧縮試験,拘束圧縮試験の各材料試験によって求 めることができる. (2)摩擦特性 F EM で 一 般 に 採 用 さ れ て い る 代 表 的 な 摩 擦 則 は ,ク ー ロ ン 摩 擦 則 と せ ん 断 摩 擦 則 で あ る . 両者は共に簡単なモデルであるがどちらを使用するかについての明確な判断基準はない. しかし一般的に冷間鍛造のような変形抵抗の高い場合にはクーロン摩擦則,熱間鍛造のよ うに変形抵抗の低い場合にはせん断摩擦則を使用することが多い. クーロン摩擦則: τ=μP せん断摩擦則 : τ=mk τは摩擦応力,Pは接触応力,kはせん断応力,μおよびmは摩擦係数である.摩擦係 数の測定法はリング圧縮試験の他,数多くの方法が提案されている.各摩擦係数の目安を 表 1 に示す. 弾 塑 σ =F ε σ σ σ σ 弾塑 n乗近 ε ε ε 剛塑 ε 応力―ひずみ線 図 6 表 1 クーロン摩擦則 せん断摩擦則 材料特性 各摩擦係数 冷間鍛造 熱間鍛造 冷間鍛造 熱間鍛造 μ=0.1 μ=0.15∼0.2 m=0.07∼0.2 m=0.1∼0.4 4.解析によって得られる情報 シミュレーションによって得られる情報を図 7 に示す.シミュレーションからは成形荷 重,工具面圧,材料流動,応力分布,ひずみ分布,温度などの情報が得られる. 素材の型充満,ヒケ,巻込みなどの欠陥は,材料流動から直接確認することができる. 金型の損傷,あるいは素材の延性破壊に関しては応力あるいはひずみ分布から予測するこ とになる. (1)材料割れ 材 料 の 破 壊 は 負 の 静 水 圧 応 力 [ σ = ( σ x + σ y + σ z ) /3 ] か ら あ る 程 度 予 測 す る 事 が で きる.しかし,延性破壊に関しては各種の条件式が提案されており,ソフトによってはそ れらの条件式の値を表示する事ができる.的確な条件式を選択すれば高い精度で破壊を予 測することができる.しかし,これら破壊条件式は材料定数を含んでいるため,事前に定 数を求めるための材料試験を行う必要がある.試験法には拘束圧縮試験,引張試験などが ある. (2)破壊現象のシミュレーション 破壊現象のシミュレートは破壊が製品の欠陥となる場合には前述の延性破壊条件式によ る予測で十分であるため必要ない.しかし,せん断加工のように素材の破断が製品形状に 影響を与える場合には破断のシミュレートも必要である. 破壊現象の表現の仕方には主に 2 種類あり,破壊が発生した要素を排除する方法と破断 した要素を節点で分離する方法がある.どちらの方法においても破断する近辺の要素を細 か く す る 必 要 が あ る .( 図 8) 破壊現象のシミュレーションを行えるソフトは少なく,現在も開発段階である. 形状・充満予測 材料流動 欠陥予測 加工荷重 加工機選択 工具面圧 金型損傷・寿命予測 ひずみ・応力分布 素材の割れ予測 図 7 シミュレーションによって得られる情報 破断 排除 (a) 要 素 排 除 破断 分離 (b) 節 点 分 離 図 8 破断における要素の取扱い 5.鍛造加工シミュレーションソフトの紹介 現場の鍛造技術者が利用できる鍛造シミュレーションソフトは,さまざまな技術課題が 残っているが,ここ数年でほぼ淘汰されているようである.それらの現状の技術課題など に つ い て 市 販 鍛 造 シ ミ ュ レ ー シ ョ ン ソ フ ト を 中 心 に 述 べ る .( 表 2) おもな技術的課題を以下に示す. 1)鍛 造 加 工 を 表 現 す る た め の 大 変 形 に 対 応 し て い る か . 2)鍛 造 加 工 に 要 求 さ れ る 材 料 モ デ ル な ど の 機 能 に 対 応 し て い る か . 3)素 材 と 金 型 の 摩 擦 を 含 め た 接 触 問 題 を 上 手 く 計 算 で き る か . 4)リ メ ッ シ ン グ 機 能 の 性 能 が 十 分 か . 5)妥 当 な 変 形 状 態 が 得 ら れ て い る か . 6)応 力 や ひ ず み , 体 積 変 化 な ど の 精 度 が ど の 程 度 か . これら以外にも利用者から見た場合,利用方法によりさまざまなニーズがあるがここで は割愛する. 表 2 鍛造用シミュレーションソフト ソフト名 2D 3D Ripls− Forge ○ − TOPFORGE ○ − Vi r tu a l Fo rg e ○ − D E F OR M ○ ○ F O R GE ○ ○ M S C . S u per f o r m ○ ○ M S C . S u per f o r ge − ○ 6 . 実 務 で 鍛 造 C AE を 使 い こ な す 注 意 事 項 シ ミ ュ レ ー シ ョ ン ソ フ ト は ,そ れ 自 体 が 実 際 の 現 象 を 忠 実 に 予 測 し て く れ る も の で な く , あくまでも利用者が入力した結果に基づき計算を実行し,力学情報を提供するもである. シミュレーションで得られた結果をどのように判断するかは利用者に責任がある. 6 .1 シ ミ ュ レ ー シ ョ ン の 目 的 まず始めにシュミレーションを実行するには,目的を明らかにすることが重要である. 1)何 の た め に シ ュ ミ レ ー シ ョ ン を 実 施 す る の か . 2)何 を 得 よ う と す る の か . 3)得 よ う と す る 結 果 に 影 響 す る パ ラ メ ー タ は 何 か .( 例 え ば 材 料 特 性 , 摩 擦 な ど ) 4)ど の 程 度 の 精 度 を 必 要 と す る の か .( 例 え ば 要 素 の 粗 さ , 工 具 定 義 な ど ) これらを十分考慮した入力データ作成することが,実際の現象により近づけるシミュレ ーションを実行することになる. 6 ・2 対 象 物 の モ デ ル 化 目的が明らかになれば,対象物のモデル化を行うことになる.シミュレーションをよく 理解していない人は,いきなり3次元で要素分割を細かくしさらに型の弾性変形などを考 慮した非常に複雑なモデル化を実行しようとする傾向にある.しかし複雑なモデル化を行 うことで必ずしも正確な計算結果が得られるわけではなく,さらに複雑にした結果膨大な 計 算 時 間 を 必 要 と し ま う .モ デ ル 化 は ,「 で き る か ぎ り 単 純 な モ デ ル 化 」で 始 め ,結 果 を 見 ながら必要に応じて複雑なモデル化へ進むべきである. 6 ・3 計 算 結 果 の 信 頼 性 モデル化が完了したなら計算を実行することになるが,計算結果の信頼性を十分確認す る必要がある.変形状態は,過去の事例を照合し妥当なものかを判断する.また応力・ひ ずみ分布が不適切な場合,要素分割やリメッシンなどをチェックする.さらに妥当な計算 が実行されたかを増分値や収束判定の結果を十分確認する必要がある. 6 .4 シ ミ ュ レ ー シ ョ ン 解 析 結 果 の 分 析 最後にシミュレーションで得られた結果をどのように理解し分析するかでシミュレーシ ョンの効果が決まる.変形状態のように巻きこみ,キズなどから結果を見て予測できるも のもあるが,応力やひずみの結果を組合せて総合的に判断する場合もある. シミュレーションソフトの多くは,入力データが間違っていても計算は実行される場合 がほとんどである.これらを上手く導き,データを見分け,さらに計算結果を分析するこ とがプロのシミュレーション利用者である. 7.実際のシミュレーション 7 .1 鍛 造 解 析 目的の鍛造品形状を得るためには,最適な鍛造工程を予測することが重要となる.鍛造 解 析 で は ,各 工 程 で の 変 形 状 態( 未 充 満 ,欠 陥 な ど ),加 工 荷 重 ,型 面 圧 分 布 な ど が 計 算 結 果として必要となる.図 9 は,閉塞鍛造の三次元鍛造シミュレーションした結果である. この例は,閉塞力を剛体壁にあらかじめ適当に与えておき,成形時の型開き量や適切な閉 塞力を求めた例である. 7 .2 金 型 解 析 型設計者は,所定の鍛造品を得るために必要な型構造,型材質を決定するために型内の 応力状態を予測することが重要となる.特に型破損時の対策には,金型シミュレーション は 有 効 な 手 段 と な る .図 1 0 は ,鍛 造 シ ミ ュ レ ー シ ョ ン で 得 ら れ た 型 面 圧 分 布 を 利 用 し ,型 内応力分布の把握を行い,型構造の改善を行った事例である.また金型シミュレーション は,日常的には弾性解析範囲内で解析することが多い. 図 9 ベベルギアの三次元鍛造シミュレーション例 (a) 改善前 図 10 (b) 改善後 側方押出し金型シミュレーション例 8 . 鍛 造 CA E の 将 来 動 向 鍛造実務にたずさわる技術者の関心は,やはり三次元問題(複雑形状)への期待が大き いと思われる.三次元問題は,モデルが大規模なもとなり連立方程式を解くため計算時間 が極端に長くなり,計算効率を向上させ計算時間を短縮させることが大きな課題となって いる.今後大規模な三次元解析への適用と実用化が期待されるところである. 9.終わりに 鍛 造 CA E は , 鍛 造 工 程 設 計 や 金 型 設 計 段 階 で 仮 想 的 に 試 作 検 討 が 行 え る こ と に よ り , 設 計効率化への期待できる.また経験の浅い若手の設計者と熟練設計者間の技能格差を小さ くする効果もあり,鍛造,金型技術の技術伝承の効果も十分考えられる.鍛造品の多様化 とネットシェイプを狙った高精度な鍛造品の要求,開発コストおよび期間の短縮ますます 大 き な 課 題 と な る と 考 え ら れ , 鍛 造 技 術 へ の C AE 活 用 が 期 待 さ れ る . 参考文献 1) 日 本 塑 性 加 工 学 会 編 : 静 的 解 析 F E M バ ル ク 加 工 , ( 20 03), 2.コ ロ ナ 社 2) 日 本 塑 性 加 工 学 会 編 : 非 線 形 有 限 要 素 法 , ( 199 4), 3 6.コ ロ ナ 社 3 ) 三 吉 宏 治 : 塑 性 と 加 工 , 4 3- 49 5 ( 20 0 0), 3 2 6 .
© Copyright 2026 Paperzz