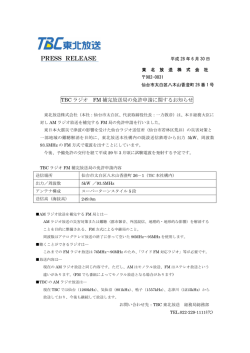
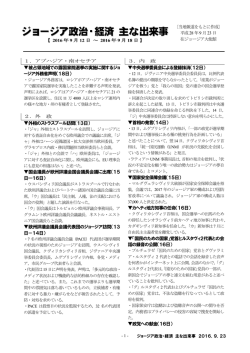
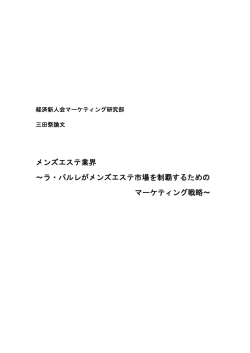
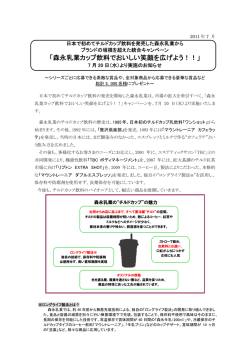
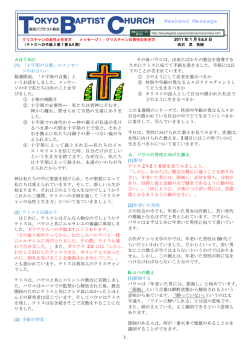
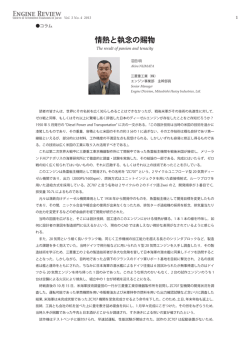
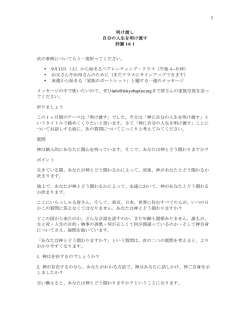
(公財)航空機国際共同開発促進基金 【解説概要 16-4-6】 この解説概要に対するアンケートにご協力ください。 近年の民間航空機用エンジン開発、技術の動向 1 背景 2001年9月に発生した米国同時多発テロ事件、更に2003年3月のイラク戦争の勃発や同年 の新型肺炎(SARS)の流行の影響により、世界航空旅客数の伸びは停滞を余儀なくされて いたが、最近アジアを中心として次第に回復の方向にある。又、今後は従来予測されてい た年率5%前後の成長に戻ることが期待されており、2004年から2023年の20年間に世界の旅 客機市場で25,000機程度の新規機体需要が見込まれている。 このような状況下で、ボーイングは2003年末から新中型民間旅客機“ドリームライナー” (以下B787)の開発を開始し、2004年4月に全日空(以下ANA)からの初受注を受けて、開 発作業を本格化させている。更に、エアバスは、B787に対抗する形で同クラスのA350の開 発を発表し、2004年12月にエア・ヨーロッパから初受注を獲得した。 新型中型機以外でも、米国を中心としたリジョナル・エアラインや低コストエアライン の台頭に伴い、ブラジルのエンブラエル、カナダのボンバルディア等のリジョナルジェッ ト機と、150席クラス機のエアバスA320やボーイングB737が活発な受注、生産を続けている が、このクラスでも複数の新規機体開発が進行/検討されている。又、大型機ではエアバ ス社の超大型機A380の開発が進行中である。 このような活発な機体開発プログラムに呼応して、多くの民間航空機用エンジンの開発 プログラムも進行/検討されている。 新規機体開発プログラムの中でも最も注目を集めているB787及びA350の最大の特徴は、 “運用コストの大幅削減”である。その中心となるのはエンジンの燃費“Specific Fuel Consumption(以下SFC) ”の大幅改善であり、これらの機体に採用されるエンジンは現行の 中型機用エンジンに比較して約15%のSFC改善が要求されている。即ち、現在進行中及び計 画中の民間航空機用エンジン開発の最大の課題の一つはSFCの改善である。又、エンジン重 量の削減はSFCの改善につながるので、空力技術等と共にエンジンの軽量化も重要なファク ターである。 又、近年の社会的要請から、 “環境対策”として、騒音の低減、排出ガスに含まれる有害 ガス成分の削減も、もう一つの大きな課題となっている。先述したSFCの改善は、排出され るCO2の削減という観点からも環境対策として重要視される。 このような背景に基づいて、近年のエンジン開発では、上述の“運用コストの削減”及 び“環境対策”に、民間航空機用エンジンに必須の要求事項である“安全性/信頼性”を 加えた3つの課題を中心に、技術開発・エンジン開発プログラムが展開されている。 2 民間航空機用エンジン開発プログラムの動向 前項で述べた新型中型機2機種のB787及びA350の開発に伴い、英国のロールスロイス(以 下RR)は、2004年10月にB787用エンジンとしてANAからトレント1000(以下Trent 1000)の 初受注を獲得し、続いて2004年12月には米国のゼネラル・エレクトリック(以下GE)のGEnx がA350用エンジンとしてエア・ヨーロッパから初受注を獲得して、それぞれのエンジン開 発プログラムを本格化させるに至った。 これらのエンジン開発プログラムには、 (財)日本航空機エンジン協会(以下JAEC)の下 1 で、Trent 1000には川崎重工業(以下KHI)と三菱重工業(以下MHI)が、又、GEnxには石 川島播磨重工業(以下IHI)とMHIの、各2社/計3社の日本企業が開発/製造のパートナ ーとして参画している。 リジョナル機用エンジンとしては、これもJAECの下でIHIとKHIが参画しているGEのCF34 エンジン・プログラムがある。既に就航しているボンバルディアのCRJ700/900及びエンブ ラエルのERJ170/175搭載用のCF34-8C/-8Eエンジンが、前述のように低コストエアライン からの旺盛な需要を背景に、活発な生産を行っている。これらに続いて、エンブラエルの ERJ190/195搭載用のCF34-10Eエンジンが、米国Federal Aviation Administration(以下FAA) の型式承認を間近に控えている。更には、その派生型エンジンとして、中国ACAC(AVIC I Commercial Aircraft Co. Ltd)のARJ21への搭載が決まっているCF34-10Aの開発も本格化 している等、更にその展開を広げている。 150席クラス機用エンジンでも、エアバスのA320ファミリー機用のInternational Aero Engines(P&W、RR、MTU(ドイツ)、JAEC(IHI、KHI、MHIの3社が参画)の合弁会社) (以下IAE) のV2500エンジンと、同A320ファミリー機及びボーイングのB737ファミリー機に搭載されて いるCFM International(GEとSNECMA(フランス)の合弁会社) (以下CFM)のCFM56エンジン の2機種の国際共同開発エンジンが活発な受注を受けて生産を続けているが、これに続く後 、CFMでは「TECH56」と 継機種の開発に向けた動きも活発化しつつある。IAEでは「VISTA」 称する技術開発/エンジン概念設計のプログラムを展開して、次世代150席クラス機用エン ジンの開発に向けての準備が進められている。 大型機用エンジンの分野の開発では、エアバスの超大型機A380用のエンジン開発が佳境に 入っている。RRのTrent 900は、2004年10月にEASA(European Aviation Safety Agency) からエンジンの型式承認を取得し、Engine Alliance(GEとP&Wの合弁会社)のGP7200も、 2005年のFAAの型式承認取得を目指して、開発試験を続けている。両プログラムにも日本の 重工各社が生産を中心に参加している。 これら商用の航空機用エンジンに直結したエンジンの開発以外にも、米国ではNASAの Ultra-Efficient Engine Technology(以下UEET)等の技術開発プログラムが展開されてい る。UEETでは、低NOx燃焼器、高負荷エンジン等の分野でのエンジン関連技術開発が進めら れている。 又、米国の国防省主導の技術開発プログラムとしては、Integrated High Performance Turbine Engine Technology(以下IHPTET)プログラムが2003年に完了し、引き続き同年か らVersatile Affordable Advanced Turbine Engine(VAATE)プログラムが展開されており、 次世代の民間航空機エンジンへの技術展開も期待されている。 欧州では、EUの支援の下で、RRが中心となって、欧州のエンジンメーカー/大学が参画 したAffordable Near Term Low Emission(以下ANTLE)プログラムが展開されており、低 NOx燃焼器、低騒音技術等の開発が進められている。 日本国内でも、新エネルギー・産業技術総合開発機構(以下NEDO)の「環境適合型次世 代超音速推進システム研究開発プロジェクト(以下ESPRプロジェクト)」や「環境適応型小 型航空機用エンジン(以下ECO)プログラム」で、環境適合のための技術開発が進められて いる。 2 3 民間航空機用エンジンの技術動向 近年の民間航空機用エンジンの主要課題である“運用コストの削減”、 “環境対策”及び “安全性/信頼性”の3つに焦点を当てながら、現在適用が進んでいる、もしくは検討/研 究されている技術の動向を分野別に以下に述べる。 3.1 ファン翼設計 ファン動翼は、燃費向上のニーズに伴って、推進効率の向上のための超高バイパス比化 とComputational Fluid Dynamics(以下CFD)技術を駆使した三次元形状の複雑な形状を採 用したものが主流となっており、最新エンジンではフォワードスウェプト翼の採用も始ま っている。騒音削減、軽量化の観点からUEETプログラムでは動翼後縁からのWakeの発生を 抑えて、ファン動翼と静翼の間隔を大幅に削減させる研究開発も行われている。 又、燃費改善のために、ファン 動翼が大型化されることに伴い、 従来以上にその軽量化が必要と なるため、樹脂基複合材(Polymer Matrix Composite)やTi合金中空 のファン動翼がB787用エンジンで は採用されるものと考えられ、鳥 吸込み時のファン動翼の耐衝撃設 計は、従来にも増して重要なもの となっている。 初期状態 衝撃解析 試験結果 シミュレーション結果 現在では、鳥吸込み時の衝撃をシ 遠心力の負荷 ミュレーション解析して、設計を行 い、実部品でのリグ試験/エンジン 弾性振動の停止 残留変形 図1 鳥吸込みシミュレーション 試験で検証が行われている。 国内においても、ファン動翼の鳥 吸込み時の解析は設計ツールとして 実用化の段階にあり、図1にそのシ ミュレーション結果の実例を示す。 3.2 圧縮機翼設計 エンジンの燃費を向上させるために は圧縮機の圧縮比を高めることが必要 であり、高い全体圧縮比を実現させる ための技術開発が進められている。 米国のUEETプログラムでは、軸流4 段で圧縮比12、ポリトロピック効率 92%の超高負荷の軸流圧縮機の開発を 行い、リグ試験による実証を進めて 従来翼 三次元翼 いる。その結果として達成されるべき 目標重量は従来レベルの20%減としている。 図2 従来翼と三次元翼の比較 ファン空力設計と同様に、圧縮機においても、 3 CFDを駆使した三次元翼設計が重要な位置を占 める。側壁境界層でも境界層剥離や圧力損失に 対処するためにスパン方向まで含めた三次元翼 形状の最適化が図られている。 前ページの図2に従来翼と二次元流れ制御 した三次元翼を三次元定常粘性流れ解析で 比較した流線/マッハ数分布の一例を示す。 この図から分かるように、三次元翼では ハブ側側壁付近でのコーナ剥離領域での 圧損低減が見られる。 更に、近年の計算機能力の向上に伴い、 図3 CFDによる圧縮機全段解析 上流の境界条件、或いは下流の翼列が翼の 空力特性にどのような影響を与えるかを 見積もるためのCFDによる多段解析も行われている。図3は、宇宙航空研究開発機構(JAXA) の計算機を用いた圧縮機の全段解析の実例である。 GEのGE90エンジンやP&Wの 空力インプット 非定常翼列 構造応答 PW4000エンジン等では初期 型の二次元翼列高圧縮機を キャンベル線図 性能改善として三次元翼化 するプログラムを実施して、 周 上下流翼ガス 約2%の効率向上を達成して 次数 数 対象モード 構造インプット のキーとなるアイテムで 回転数 構造減衰 あることが分かる。 空力励振力& また三次元翼化に伴う 翼形状の複雑化に伴い、 励振 波 おり、圧縮機の三次元翼化 は市場においても性能向上 振動 空力減衰力 振動モード形 共振時の振動応力 翼の振動モードは複雑に なり、前後翼列の翼枚数に 図4 空力・構造解析による翼振動応答予測 応じた励振を運用全域で 回避することは極めて困難となってきている。このため、CFDとFinite Element Method(以 下FEM)解析、並びに過去の試験データを用いて、空力励振力/減衰力を予測して設計を進 めることも行われている。 (図4) 3.3 燃焼器設計 燃焼器設計においては、環境対策として、排出ガスの有害成分の削減が最大の課題であ る。有害成分のうち、COやHC(Hydro Carbon)に関しては既に技術的な課題は少なく、高 温化に伴い、理論的に排出が増えるNOxの排出対策がその中心となる。 International Civil Aviation Organization(以下ICAO)は、1998年に新基準案のCAEP 4を採択しており、2004年以降の新型航空用エンジンではこの基準をクリアする必要がある ため、B787用エンジン等ではこの基準を満たす燃焼器の設計が必要となる。 4 低NOx燃焼器としては、多段燃焼方式、希薄予混合予蒸発方式(Lean Pre-mixed Prevaporisation) 、過濃燃焼急混合希薄燃焼方式(Rich burn Quick quench Lean burn)(以 下RQL) 、急速混合希薄燃焼方式、等がある。 P&WはPW4000で採用したRQL方式のTALON(Technology for Affordable Low NOx ) 、GEは UEETプログラム等を通じて開発したTAPS(Twin Annular Pre-mixing Swirl) 、RRはANTLE (Affordable Near Term Low Emission)プログラムで開発中の燃焼器技術により、大幅な NOxの排出削減を進めており、B787用エンジン等の新規エンジンでは、その技術が展開され ていくものと考えられる。 3.4 タービン翼設計 エンジンの燃費を向上させるためには、先述した圧縮機の高圧縮比化と共に、タービン 入口温度の高温化が求められる。又、軽量化のために単段当りの高負荷化が進められてお り、UEETプログラムでは、単段圧力比5.5、段効率90%の高圧タービンを開発し、低圧ター ビンと組み合わせたシステムでのデモ試験を行って、単段当りでの平均負荷を従来レベル の50%増、タービンシステムの重量を従来レベルから20%減とすることを目標としている。 タービン設計においても、多段解析を含むCFD設計による翼の三次元化が進められている が、最新のエンジンでは翼部の三次元化に加えて、ハブ/チップ壁面を周方向も含めて三 次元化して圧力損失の改善を図る三次元エンドウォール設計も試みられている。 高温化に対応するための技術として、後述する材料技術、コーティング技術と共に、極 めて重要なのがタービン冷却設計技術である。最新の航空機用エンジンでは、タービン入 口温度が1600℃を超えるものとなっているが、実用化されている材料でこのレベルの温度 で強度を保てる合金は存在しない。このため、高温タービンにおいて冷却は必須のものと なっている。逆に、冷却空気量を削減することができれば、燃費向上に寄与することが出 来る。タービン動翼の冷却構造の変遷を図5に示す。 擬似多孔質構造 フィルム強化 フィルム インピンジ 内部強制 無冷却 図5 タービン冷却技術の変遷 5 現在ではリターンフロー型の内部冷却構造にフィルム冷却を組み合わせた形態が主流で ある。フィルム冷却では、冷却空気孔を丸孔からディフューザ形状にして冷却効率の向上 が図られているが、二重壁による擬似多孔質構造等による更なる改善が研究されている。 3.5 構造解析技術-ロータダイナミクス 構造解析技術は、安全性、耐久性を保ちながら軽量化の要求を満たすために、エンジン 各部の様々な部品に応用されるが、その中でも航空用エンジンの構造全体に影響の大きい ロータダイナミクスについて述べる。 航空機用エンジンでは、高性能化/軽量化により柔構造となるため、エンジン全体の振 動特性の予測/設計が重要である。民間航空機用エンジンの主流である高バイパスファン エンジンにおいては、ファン動翼が飛散した場合のFan Blade Out(以下FBO)の不釣合い 力が非常に大きなものとなるため、FBO時の振動特性を把握することは極めて重要な課題で あるが、FBOは動翼とステータ部のラビングに代表される各部での接触等による非線形が強 く、解析が非常に困難なものである。一方でFAA等の耐空性承認の要件としてFBO試験での 実証が求められるため、新規エンジンの開発においてFBO振動解析を十分な精度で行えるか どうかはプログラムの成否にも影響を与える。このためGE、P&W、RRの海外の三大エンジン メーカーはFBO解析技術を実用化しているが、国内においては高バイパスファンエンジンの 国産開発が久しく行われなかったこともあり、海外メーカとの技術力差があった。しかし、 近年では国内でも、ESPRプロジェクトで初期設計段階の設計ツールとしての伝達マトリッ クス法、Fast Fourier Transform等を組み合わせた非線形定常解析、更に高精度な荷重を 算出するために、三次元のエンジン全体モデルを用いたFEMによる非線形非定常応答解析が 行われ、エンジン試験での計測結果との比較による精度の検証も行われており、実用化の 段階にある。 3.6 騒音低減技術 2006年以降に申請される新製民間航空機にはICAOのChapter 4が適用されることになり、 一層厳しい騒音規制を満足させる必要がある。今後も低騒音に対する要請は高くなってい くと考えられ、航空機用エンジンでは様々な低騒音技術が採用/検討されている。 民間航空機用エンジンで一般に採用される高バイパスファンエンジンで、騒音の大きな 部分を占めるのはファン騒音であるが、離陸時にはジェット騒音も依然ファン騒音に近い レベルで発生している。 (1)ファン騒音 ファン騒音を低減するには、ファン動翼と静翼の軸方向間隔を広げて空力干渉を弱める ことによって、騒音発生を抑えることが出来る。しかし、動翼/静翼の間隔を広げること は重量増につながる。このため、動翼や静翼に前進/後退角を与えて圧力波の位相をずら して低音化を図る設計も採用されている。 又、発生したファン騒音を吸収させる吸音ライナも広く用いられている。 (2)ジェット騒音 ジェット騒音の削減では、ファン空気流とコア空気流が混合する際に発生するジェット ミキシングノイズを抑える、混合促進効果をもつミキサノズルが用いられている。その例 として、次ページの図6に示した鋸状の流出口を持つシェブロンノズルがあり、近年、開 発された複数のエンジンで採用されている。 6 吸音パネルやミキサノズルの騒音低減 効果についてもCFDを用いた解析が行われ ていて、設計検証のツールとして一定の 効果をあげつつある。 又、研究段階ではあるが、新しい騒音 低減技術として発生した騒音をセンサに より把握して、人工的に配置された音源 から音の重ね合わせにより騒音が小さく なるような周波数と位相の音を放射する アクティブノイズコントロール技術の 研究開発も行われている。 3.7 材料技術 図6 シェブロンノズル エンジンの燃費を向上させるためには 先述のように圧縮機の高圧縮比化と共に タービン入口温度の高温化が求められるため、これに対応した耐高温材料の開発が航空機 用エンジンの材料技術の中心として展開されている。現在、タービン翼材、ディスク材と して主に使用されているのは高温強度、延性、耐酸化・腐食性、製造性の総合的特性に優 れたNi基合金で、その改良が進められる一方で、金属間化合物やMetal Matrix Composite (金属基複合材料) (以下MMC) 、セラミック系のCeramic Matrix Composite(以下CMC)等 の高温化/軽量化に対応した材料開発も盛んに行われている。 (1)タービン翼材料 タービン翼材料としては、 1950年代に開発された普通 鋳造翼(Conventionally Cast) TMS-162 (以下CC) 、1970年代に開発 TMS-138 された一方向性凝固鋳造翼( Directionally Solidified) (以下DS) 、1980年代に開発 された単結晶翼(Single Crystal) NIMS-IHI (以下SC)が、使用温度に応じて (CC→DS→SCの順に高温度化)使 用されているが、それぞれに改良 を重ねており(図7) 、SC翼では Re(レニウム)を3%程度含めて γ相の固溶を強化した第二世代の 図7 タービン翼材料の変遷 ReneN5等が高圧タービン翼等に 用いられており、Reの添加量を 5-6%に増した第三世代のCMS-10の適用も始まっている。 更に、最新の開発ではRu(ルテニウム)或いはIr(イリジウム)を強化した第四世代の SC材の研究が進んでおり、国内でも物質・材料研究機構(NIMS)で推進された「新世紀耐熱 7 材料プロジェクト」においてTMS-138、TMS-139が開発された。尚、TMS-138は、前述のNEDO のESPRプログラムでタービン動翼材候補材としての実証試験が行われ、現在ECOプロジェク トで実用化の検討が進んでいる。 (2)高温ディスク用材料 航空機用エンジンの高温ディスク用合金としては、Ni3Nb型のγ”相析出強化を利用 するInco718が広く使用されているが、高温化の観点からより安定なNi3Al型γ’相が析 出するUdimet720への移行も一部で始まっている。 ディスク材として最も高温に晒される高圧タービンディスク等用の材料では偏析のない 均質が得られ、γ’量を約60%まで高めることが可能な粉末プロセス(Powder Metal) (以下 PM)材によるRene88DTやN18が実用化されている。更に、図8に示すように、700℃を超え る環境での使用を前提とした次世代のPM材であるRR1000、ME3等の開発が海外メーカにおい て進められている。PM材においては、材料欠陥を完全に除去することは不可能であること を前提として、材料欠陥の発生確率、分布、サイズ等を定量的に把握し、亀裂進展速度と の相関を明確化すること/欠陥のNDI検出確率を定量化することを行い、統計的にデータベ ース化して、設計に反映する欠陥存在確立論的損傷許容設計手法が行われつつある。尚、 先述のRene88DT、N18でもこの手法による配慮が行われている。 2000 650 ℃ UTS (MPa) RR1000 1500 Rene'95 AF115 AF21DA6 Rene'88DT N18 ME3, Alloy10 NR3 U720 IN100 In718 LSHR 718plus HS718 Waspaloy 1000 Astroloy C/W PM A286 500 1950 1960 1970 1980 1990 2000 2010 開発年度 図8 高温ディスク材料の変遷 (3)金属間化合物 金属間化合物の代表的なものとしてはTiAlが挙げられる。TiAlは、比重が3.8と非常に軽 量であり、使用可能温度域が800℃を超えるという利点から、Ni基合金の代替材としての期 待が高く、低圧タービン動翼への適用が考えらえている。既に自動車用エンジンのターボ チャージャでは量産化されているが、航空機用エンジン用としても成形加工コストが改善 されれば広く普及する可能性が高い。現在、TiAlの材料開発は700℃付近までの使用環境に 耐えうる第一世代合金から、高温高強度化に優位なLamellar組織(α相とγ相からなる層 8 状組織)がフルに得られるような合金成分、熱処理の最適化等により、800℃級の性能が得 られる第二世代合金の開発へ移行しており、各国で研究が行われている。国内においても 第二世代合金であるIR-24(Ti-48.0Al-0.8Mo-0.5V-0.2Si)が開発された。 (4)MMC MMCは、Ni基合金に比べて比強度、比剛性が高く、中温域(300℃~500℃)の部材への適 用での軽量化が期待される。MMCでは、Ti合金をマトリックス、太径炭化ケイ素繊維(100 μm以上)を強化繊維としたものを中心に開発が行われており、前述の米国IHPTETではブ リング(ブレードとリングが一体となった部品) 、シャフト、ファンブレードを試作し、デ モエンジンでの評価試験も行われている。 一方、国内でも、先進材料利用ガスジェネレータ研究所(以下AMG)が、圧縮機ロータへ の適用を目指した試作研究を完了させている。 (5)CMC CMCは、酸化物系と非酸化物系に大別され、航空用エンジンとしての耐熱性の上限は酸化 物系で1200℃、非酸化物系で1400℃といわれている。強化繊維としては、酸化物ではアル ミナ系のNextelやAlmax、非酸化物では炭化ケイ素系のTyrannoやNicalonが代表例である。 実機での実用例としては、GEのF414エンジンのアフタバーナフラップがその代表である が、IHPTETやUEETプログラムにおいても、タービンベーンやブリスク、燃焼器等への適用 研究が進められている。 国内においてもAMGでのCMCブリスク、ESPRプログラムのベーン、シュラウドでの適用研 究が行われている。 3.8 コーティング技術 タービンの高温化のためには、材料技術、冷却技術と共に重要なのが耐熱コーティング 技術であり、燃焼器やタービン翼等の航空機用エンジンで最も高温に晒される部品の多く に Thermal Barrier Coating(以下 TBC)が施されているが、高温化に対応するための更な る改良の要請は強く、UEET プログラムでは冷却技術の改善と合わせて、1760℃級のタービ ンを実現する TBC の開発/実証を行うとしている。 現在の TBC の主流は、YSZ(Y2O3 Stabilized ZrO3)のトップコートと MCrAlY のボンドコ ートの 2 層コートであるが、高温化の要請に対応して、YSZ を希土類酸化物安定化ジルコ ニア、パイクロア酸化物等に代えた次世代 TBC 材料の開発や TBC 損傷の主要メカニズムで あるトップコートの熱疲労クラック/トップ-ボンドコート間の劣化を抑えるために、皮 膜組織中のポロシティ、マイクロクラック、セグメンテーション亀裂の制御をより精密に 行うためのナノテクノロジー概念を取り込んだ研究も進んでいる。 TBC 等の耐熱コーティング以外の方面では、IHI と三菱電機が“MSコーティング(Micro Spark Coating) ”と呼ばれる新しいコーティング技術を公表している。 ジェットエンジン等の航空宇宙分野における金属部品の耐磨耗性の要求される部位は、 従来、溶接、溶射、メッキ等の方法で被膜形成されていたが、加工工程で発生する熱変形 や割れ、剥離が問題になっていた。同技術では、金属やセラミックなどのコーティング成 分を含む電極を用いて放電加工することによって、耐久性、耐摩耗性に優れた高品質な機 能性被膜を安定的に形成することができ、又、熟練技能者や前後処理を必要としないため に、生産ラインの自動化、省力化に適しており、大規模な設備も不要なことから製造工程 9 この解説概要に対するアンケートにご協力ください。 を簡素化することができ、大幅なコスト削減が可能であるとしている。 3.9 ヘルスモニタリング技術 最新の民間用航空機では、エンジンの運行状態を表す各種パラメータをセンサで測定し たものを飛行中に地上のデータ解析センターに送信して、エンジンの状態をリアルタイム で解析し、その情報を元にエンジンの劣化状態、或いは異常を予測し、エンジン整備計画 に反映することにより、安全性の確保とライフサイクルコストの低減を図っている。 更に、将来的には先述のリアルタイムで得られるエンジン状態の解析/判定結果を時々 刻々、運行中のエンジンに伝えて、可変機構等を制御すること等により、最適な状態で運 行を続けられるようにする研究も行われている。この事例としては、UEETプログラムのIPC (Intelligent Propulsion Control)と称するプロジェクトで、そのようなエンジンのリ アルタイムのヘルスモタニタリング/最適化システムの開発が進められていることがあげ られる。 以上 KEIRIN この事業は、競輪の補助金を受けて実施したものです。 10
© Copyright 2026 Paperzz