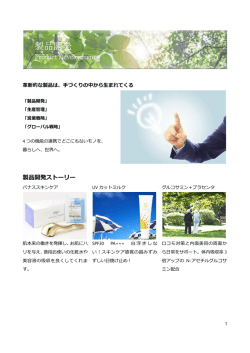
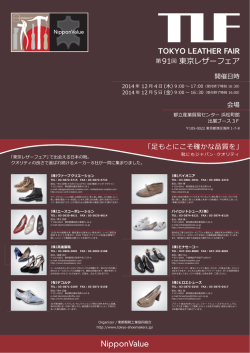
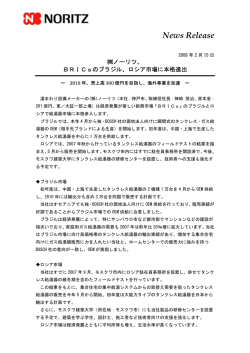
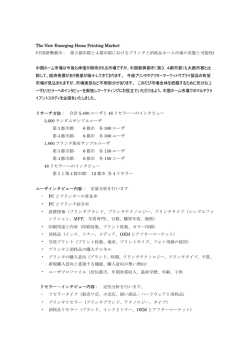
「2006名古屋プラスチック工業展レポート」〈その1〉 長谷川国際技術士事務所 長谷川 正(Tadashi Hasegawa) ウェブマガジン「ポリマーダイジェスト」、2007 年 1 月 1. はじめに 第 28 回名古屋プラスチック工業展が(図1)11 月 12 日より4日間、名古屋市国際展示 場で開催された。 中部地区はトヨタグループを中心に製造 業の活発な実績と、プラスチック製造加工 業も全国的にトップの位置づけにあり、今 回の展示会では過去最大の 150 社・団体が 515 小間に出展した。特に射出機械メーカ ーは大手企業のほとんどが出展していた。 また、今回は主催団体である中部プラス チックス連合会設立 55 周年。中部日本プラ スチック製品工業協会設立 50 周年、日刊工 図1 過去最大となった名古屋プラスチック工業展 業新聞社名古屋支社開設 60 周年という節 目の年の開催とあって、来場者も毎日 1 万人台で4万人近い入場者が集まった。 イベント館で開催された特別講演会では「21 世紀有望市場分野でのプラスチック加工業 の可能性」について筆者の基調講演とプラスチック加工研究会のメンバーである現在活躍 中の三井物産㈱・宮部部長他 4 名の社長によるパネルディスカッションが開催された。 一方、中部日本プラスチック製品工業協会の企画でも「中部プラスチックサミット」が 永澤コーディネーターのもとで5名の社長によるパネルディスカッションも同時に行なわ れていた。 2. 代表的射出成形機メーカーの出展より ◆東芝機械では超精密光学ガラス素子加熱・成形技術、制御技術や微細転写装置では精密 ナノ金型を使用して精密転写をPRしていた。 (図2) これからの有望市場である超精密分野へのシフトに力点を入れた装置といえる。 ◆三菱重工プラスチックテクノロジーのブースで今回の特徴的出展を聞いたところ、表面 高品質成形システムである三菱アクティブ温調システムの説明を受けた。 1 これまで各社で高温成形・急冷やシステムはすでに発表され使用されているが、三菱で は従来の表面高品質成形だけでなく、量産安定性を改善した。不良率の改善や操作性の 省力化をPRしていた。システムの構成を図3に示す。 図 2 東芝機械の微細転写装置「ST50」 図 3 三菱重工プラスチックテクノロジーのアクティブ温調システム ◆日本製鋼所ではインサート成形システム(JT40RAD-55V)の全電動式竪型射出成形機 2 を展示した。IT 部品の製造に適し、省スペースでコンパクトな、高精度、ハイスピード が特徴といえる。 その他コネクタ仕様の超精密安定成形用に全電動射出成形機やベント式グレードを発表 していた。 ◆日精樹脂工業からはエアアシストによる片面高転写成形機 NEX50-5E を使用し、射出 保圧ゼロ成形でエアアシスト工法により高意匠面を 0.5MPa 程度の低圧エアを注入して 片面高転写成形を実演していた。 NEX140-25E では2分の1の型締力でソリのない射出圧縮成形を 17 秒サイクルで実演 していた。 ◆名機製作所では電動射出成形機 MU シリーズの 150 と 350 を出展していた。加熱冷却シ ステムは他社からの出展も多く一般的であるが、これは加熱筒真空可塑化装置で、成形 不良の減少や原料の予備乾燥時間の短縮に役立つものである。 ◆山城精機製作所は立型成形機メーカーとして最も実績のあるメーカーであるが、今回、 モデルチェンジを行なった SAV-100-75-P を発表した。この機種は新油圧システムを採用 し、ハイサイクルで安定した運転を可能にし、約 30%の省エネルギータイプ。(図4) また、スクリュプリプラ式立型成形機では新構造射出ユニットを採用し、高精度と安定 性を実現した。新油圧システムで油温のばらつきを抑え、安定運転を可能にした。 従来機より 30%省エネと 65%の省スペースを実現している。 同社では中国の海天機械の安価な横型油圧式射出成形機を輸入販売している。 図 4 山城精機の立型射出成形機「SAV‐100‐75‐P」 ◆ソディックプラステックでは従来のVライン射出方式の電動ハイブリット射出成形機の 他に竪型(単動&ロータリー)射出成形機 TUPARL シリーズを発表していた。(図5) 3 図 5 ソディックプラステックの「TUPARL シリーズ」 図 6 テクノベルの 4 軸押出機 ◆東洋機械金属では全電動竪型成形機の他に全電動式 2 色・異材質成形機を発表していた。 この 2 色成形機は業界最速クラスの高速テーブル回転を実現し、Si-130ⅢRW では 0.7 秒、Si-230ⅢRW では 1.0 秒のハイサイクル成形を実現した。 ◆テクノベルでは4軸押出機を PR していた。(図6) 同社では特殊押出機メーカーとして優れた差別化技術を有しており、この4軸押出機の 特長としては、プロセス中での自己発熱量を軽減可能であり、使用材料の滞留時間の長 時間保持が可能となり、材料供給部での食い込み性の向上や省エネ、省スペースなどを 実現。これから要望されている高機能なコンパウンド製造には適した機種と言えよう。 3. プラスチック加工技術・製品など 今回の展示の中には中部地区の中小企業からのプラスチック成形技術、製品、金型、リ サイクル製品などの展示や、中国からの金型メーカーの出展なども目立っていた。その中 で数社を紹介することにした。 ◆安城市の東洋理工㈱からのプラスチックメッキ技術は自社開発の高耐食性メッキで、 ABS 以外にも PA-6,PC などのエンプラ成形品に世界初のワンラック工法を開発、MPL (マルチプレーティングライン)を保有しているコア技術がしっかりしている中堅プラ スチックメーカーである。メッキ技術以外でも PVD 法としてアルミ金属の蒸着、スパッ タリング加工も行っている。 最近開発した工法「金属音プラめっき」は金属外観だけでなく、金属と同等の音質を示 すもので、本物のアルミダイキャスト製品に代わって、軽量化、コストパフォーマンス をもった代替材料となる。MLT めっきの図と説明を示す。 (図7) ◆名古屋市にあるオハラ樹脂工業は金属粉末射出成形(MIM)技術を開発し、自動車部品 の製造や、射出成形によりエアーフローメーターやタンブルコントロールバルブなどの 4 図 7 東洋理工の MLT めっき 部品を製造する従業員 200 名程の中堅企業である。得意先はトヨタ系大手部品メーカー が主体であるので品質管理は徹底しており ISO9001、ISO14001 等も認証取得している。 一方、2002 年からベトナム、ハノイのタンロン工業団地にも進出し、プラスチック精密 部品の成形、加工、組立を行なって、自動車部品、OA 部品、家電部品などを生産してい る。 ◆岐阜県の中部エクストロン㈱はナイロン製結束バンド、グリップチューブ、各種射出成 形品、押出成形品などを生産している中堅プラスチック加工企業であるが、100 個以上 の多数個取り射出成形やナイロン結束バンドを 射出成形で製造する技術は他社と差別化できる コア技術と言えよう。 ◆地元の名古屋で 1952 年創業の森松㈱は「複合高機 能クッションマットセイデン GP」などを PR して いた。これは PVC 再生マットに静電気抑制機能 とクッションきのうを融合させた新しい複合高 機能クッションマットである。 図 8 森松の出品ブース また、同社は各種プラスチック蓄光素材を取り扱 っている。(図 8) ◆春日井市の(有)K・I・T(この企業は今回の展示会には出展し ていないが、プラスチック製品の試作、モデルの分野で技術 力のある企業として紹介する)は各種プラスチック総合試作 加工(自動車・家電・工業部品など)や新製品開発企画、デ ザイン、モデル、光・粉末造形システム加工、NC加工、注 型サンプル製作などを行なう若い企業であるが、中部地区で は業界全体が活発に発展しているためこの種の試作品開発、 モデル製作事業の需要が今後とも増大するものと思われる。 図 9 K・I・T の粉末造形品 またデザインから量産、しかもインジェクション・ブロー・ 押出など多様な成形方法に一貫対応できる同社は日本でも数少ない貴重な存在といえる。 5 図 9 に同社の粉末造形品を示す。 ◆岐阜県の㈱東洋化学はプラスチックのリサイクルペレットの製造メーカーで、今年は ISO9001 の認証も受け中部地域では大手リサイクルペレットメーカーである。 ◆中国・東莞から出展の金型メーカー(DONG GUAN TAT HING MOULD LIMITED) 家電用(テレビ、ビデオなど)、自動車部品、事務機器部品、日用品など向けの金型製造、 射出成形、塗装、組立まで行なっているとのこと。1,300 トン型締力ぐらいまでの金型を 製造しているとのことであった。図 10 に同社の新工場を示す。 図 10 達興模具の新工場 ◆中国・広東省から出品の WARITA TOYS & GIFTS. CO. LTD. 玩具とプラスチック成形加工、塗装・組立製造を行なう OEM 会社で、成形機 100 台、 塗装ライン・組立ライン 50 本規模の会社。 このように中国からの金型や成形加工 OEM メーカーが名古屋プラスチック展に出展す る時代になった。 4. 産・学・官協力システムの出展が非常に目立つ ◆これからのプラスチック加工業は、従来からの事業に対し、単に合理化、省力化、業務 改善だけではグローバル化のコスト競争力で将来の発展に対する可能性は望めない。 そこで次世代の経営者にとっては、これからの有望市場分野への足がかりとしての新素 材、新技術の導入に当たって、産・学・官の協力による新しい技術の開発が求められて いる。 今回の名古屋プラスチック工業展においても、経済産業省、中部経済産業局、愛知県、 名古屋市などから「モノ作り基盤技術」の高度化支援とか、県の産業技術研究所、市の 6 工業研究所などからも出展がなされていた。 愛知県には産業分野との共同研究に対し、積極的な大学として名古屋大学、名古屋工業 大学、名城大学、豊橋工専などがあり、これからのプラスチック加工業の経営者も産・ 学・官の連携を強め、新しい技術の開発を進めることが求められている。 ◆経済産業省、中部経済産業局が発行した「モノ作り基盤技術」の高度化支援の概要の中 で、中小企業特定ものづくり基盤技術(17 分野)の中にもプラスチック成形加工、めっ き、金型などの分野が特定されている。(平成18年6月20日指定) ◆愛知県産業技術研究所においても地域中小企業の技術支援機関として技術指導に取り組 んでおり、県の産業ビジョンに基づき、次世代の産業である「健康長寿」「環境エネルギ ー」「ライフクオリティ」分野における研究開発に戦略的に取り組んでいる。 図 11 名古屋市工業研究所のバイオプラスチック研究開発 7 ◆名古屋市工業研究所からも材料技術部の生分解性プラスチックに色をつける技術やナノ 制御バイオプラスチックに関する研究などが発表されていた。 この研究も企業との共同研究で進められているもので、 1)リアクティブプロセッシングによりポリ乳酸の耐衝撃性が向上 2)ナノスケールで相溶化制御に成功 3)射出成形も可能、生分解性は同等である などの成果が達せられ、特許出願中の技術開発が進んでいる。 図 11 に名古屋市工業研究所が開発を進めているバイオプラスチックの概要を示す。 ◆広島県、中小企業・ベンチャー総合支援センターからは地域全体のモジュール・システ ム化研究会の紹介が行なわれていた。ここでは地域自動車部品サプライヤを中心に「産」、 広島大学、広島工業大学生の「学」、広島県、広島市や中国経産局といった「官」が連携 した産学官によるモジュール・システム化研究会を平成 15 年から 17 年度まで活動して 大きな成果を残している。 このようなシステムを愛知県においても本格的に検討する必要があろう。 参考までに図 12 にこの研究のシステムを示す。 図 12 広島県でのモジュール・システム化研究会の概要 5. 名古屋プラスチック工業展2006特別講演会・パネルディスカッションより 第1部として筆者が「21 世紀有望市場分野でのプラスチック加工業の可能性」について 講演した内容のアブストラクトと主張したいポイントを示す。 8 1)世界のプラスチック産業の現状と日本の位置づけ 2)海外進出の現状と現地状況 3)有望分野としてシルバー社会産業(155 兆円)、環境産業(60 兆円)、感性産業(70 兆 円)、情報家電(28 兆円)などのハードウェアと宇宙、海洋などのフロンティア産業(15 兆円)等があるが、経済産業省が進めている新産業創造戦略(2010 年以降 300 兆円目 標)の中でプラスチック工業に関係がある重点分野として燃料電池、ロボット、情報家 電、バイオ、健康・介護、環境、新エネルギーなどが最も重要な分野に含まれている。 4)そこでこれら先端分野に進出するための技術的対応として、プラスチック業界が取り 組む方策としては ①高機能材料の開発:ポスト・メタロセン触媒系ポリマーの開発、これは金属分野に代 替する。導電性、熱伝導性、ナノフィラーコンポジット、などの高機能コンパウンドの 開発、環境対応として安価な生分解性ポリマー、新規エラストマーの開発、などの課題 が残されている。 ②高付加価値高機能成形加工技術の開発 ハイスピード、高速ロボット、異材質複合、金型内(組立・複合・塗装)技術、塗装 レス成形、薄肉・大面積成形技術など成形加工技術のレベルアップが必要である。 ③高級イメージ・デザインの開発、加飾技術(メッキ、天然繊維、外観)等:プラスチ ック製品が高価な商品として認められるものになる必要がある。 5)最も大切な戦略として 21 世紀に成長するためには経営資源全体のイノベーションが必 要である。経営の基本構成は①ヒト②モノ③カネ④ワザ(技術)⑤チエ(経営力)、 この中で最も大切なのがヒト(HITO)の改革である。 21 世紀タイプの人材に求められる要素は Ⓗ:High Level(ハイレベル)、Hungry(ハングリー) Ⓘ:International(国際的)、Identity(個性的) Ⓣ:Tough negotiator(力強い交渉人(ビジネスマン)) Ⓞ:Originality(創造性)& Object minded(目的意識) そして、トップの経営者は(知恵)を使って、知的資源を最大限に活かした経営で、 トップのリーダーシップにより、オーケストラの指揮者のごとくタクトを振り、それに 従って演奏するプロの面々には日本人だけでなく、中国人、韓国人、インド人も含め、 女性のプロも数多く含んだ集団を自分の理想と目標に向かって指導力を発揮できるレ ベルに変革が必要であろう。トップの能力次第で日産自動車のゴーン社長や日本ハムの ヒルマン監督のように企業も、チームも改革ができるのではなかろうか。 ● パネルディスカッション パネルディスカッションは土師・プラスチック加工研究会専務理事の司会で進められた。 パネラーは皆プラスチック加工研究会のメンバーで構成され、三井物産㈱・宮部部長、 ㈱テクノワールド・井坂社長、江南特殊産業㈱・野田社長、ビーエム工業㈱・松下社長 9 の4名で進められた。 セミナー参加者も 240 名以上と会場が満員であった。(図 13) ● 宮部氏からは、日本プラスチック産業の将来方向として、人口が減少する中で、グロー バルな市場で競争するには 21 世紀の有望市場分野で高付加価値商品にしぼられるであろ う。プラスチックの価格は現在原油本位制とも言える体制の中で、原油価格は6年間で 4倍になったが、日本がパニックにならないで済んでいる理由は ①長期的円高傾向である。 ②貿易収支が常にプラスである。 ③技術革新が常に実行され、特にエネルギー使用効率では日本は米国の2倍、中国の9 倍である。今後中国やインドに対し、日本の省エネ技術の輸出が必要であるが、石油の 長期的上昇は続くであろうとの講演があった。 図 13 盛況だったパネルディスカッションの光景 ● 井坂氏からは、世界における最新プラスチック包装材料の広範囲な技術動向について講 演があり、21 世紀の包装はどうなるのかについて下記のごとくまとめられた。 ①原料関連:バイオマスポリマーの普及、ナノコンポジット材料の実用化拡大 ②軟質包材とのコンポジットによる立体容器化 ③アクティブ、インテリジェントパッケージの普及 ④コミュニケーションパッケージング(医療・健康管理・日用品など) ⑤電子タグによる流通管理、偽造防止 ⑥ケータリングシステム対応包装(高齢者対応・医療対応) ⑦キット飲食品包装 ⑧IH クッキング用包装 ⑨製版レス印刷技術の普及 10 ⑩環境対応 などの10項目を示していた。 ● 野田氏からは、経済産業大臣よりものづくり日本大賞を受賞した技術の紹介である。ポ ーラス電鋳金型の製造技術と、それを利用して凹引き圧着成形法がこれまでの工法と比 較して 20%のコストダウンと工程中のエネルギー効率が従来の 14 分の1に削減できる ことを力説し、環境にやさしく今後の理想的工法の開発といえる。中堅企業でも技術イ ノベーションにより世界初の効率的工法の開発が可能であることの証明ともいえる実例 を提供された。 ● 松下氏からは、ブラザー、豊田合成などの OEM プラスチック成形加工企業として厳し いコストダウン要請と受注生産量の変動による固定費の重みによる原価のアップを「企 業として生き残るための戦略としてトータル生産コストダウンのため不良率向上の仕組 みづくり、品質改革を実行し、多種少量生産に最もマッチした体制へ生産革命を徹底的 に行なった。その結果受注が減少しても利益率は一定に保持できる企業体質に革新する ことができた苦労話を力説された。彼の口癖は「中国に負けない生産コストで国内需要 に対応可能」でありそのためには生き残るための技術革新が常に必要となろう。 最後に筆者より総括として「これからのプラスチック加工業に最も必要なイノベーショ ンは、中国だけでなく、世界と差別化できるコア技術を確立することであり、トップは人 材の確保と自らのリーダーシップにより経営革新に集中すべきである」として会を終了し た。 このパネルディスカッションを構成したプラスチック加工研究会は約 30 年前に設立され、 プラスチック原料メーカーの他、機械、金型、加工メーカー、デザイナー、コンサルタン ト、弁理士など全国で 150 社以上が参加するプラスチック関係の知的集団である。国内の 技術的研究だけでなく、海外視察や現地メーカーとの交流などを積極的に進めている団体 である。詳しくはホームページ「plaken.com」を。筆者の最近のレポートは本ウェブ「ポ リマーダイジェスト」を参照されたい。 〈本稿に関する問合せ先〉 長谷川国際技術士事務所 〒468-0042名古屋市天白区海老山町2603 TEL & FAX 052-802-5629 E-mail:[email protected] 11
© Copyright 2026 Paperzz