H25 JCM 方法論実証調査(
)
方法論実証調査(DS)
最終報告書(概要版)
「ガラス製造工場における溶融炉の省エネルギー」
ガラス製造工場における溶融炉の省エネルギー」
(調査実施団体:井原築炉工業
(調査実施団体:井原築炉工業株式会社)
井原築炉工業株式会社)
調査協力機関
Rang Dong Light Source and Vacuum Flask Joint Stock
Company (Ralaco)、株式会社レノバ、プロアクトインターナショナ
ル株式会社、一般財団法人日本品質保証機構
調査対象国・地域
ベトナム社会主義国 バクニン省
対象技術分野
省エネルギー
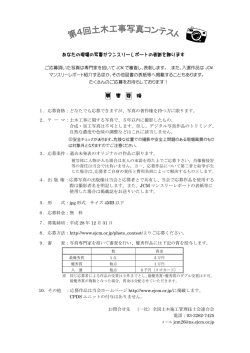
プロジェクトの概要
プロジェクトの概要
本プロジェクトは、極めて多くのエネルギーを消費するガラス製造
工場の溶融炉において、空気量の最適化を図る自動空気比制御
システム等の省エネルギー技術を導入し、燃料や電力の消費量
を削減することによって、大幅な GHG 削減を実現するものであ
る。ホスト国を始めとするアジア諸国における対象技術の普及率
は未だ十分でなく、本プロジェクトを契機に広く普及展開を図る。
JCM 方法論 適格性要件
【要件 1】 プロジェクト実施により、ガラス溶融炉に以下のコア技術
の全てとその他技術の 2 つ以上が導入されること。
<コア技術>自動空気比制御システム、炉圧制御装置、ガラスレ
ベル制御装置
<その他技術>3 次空気流入防止型バーナ、カレット予熱装置、
電気ブースティングシステム、急速昇温システムを用いた溶融炉
立上げ作業、高度な技術を有する企業によるプラントエンジニアリ
ング(設計、建設工事、メンテナンス)
【要件 2】 対象とする炉は、ガラス製品を製造する炉であること。
【要件 3】 プロジェクト実施前とプロジェクト実施後の期間中におい
て、製法および製品の大幅な変更がないこと。
【要件 4】 プロジェクト実施前の 1 年間、及びプロジェクト実施後に
消費される化石燃料および電力の消費量と製品の生産量が把握
可能なこと。
デフォルト値 化石燃料の GHG 排出原単位:IPCC デフォルト値を活用
の設定
電力排出係数:ベトナム政府機関が公表している値を活用
排出削減量の割引率:一般技術と高性能技術の稼働率の差によ
り算出。排出削減量の算定に用いる
リファレンス 現在、ベトナム国内で一定率以上の普及が認められる自動空気
排出量の算 比制御システム(以下『一般技術』と称す)が導入された状態をリフ
定
ァレンスシナリオと設定。
電力使用量(kWh):炉ごとのメーターを毎日記録、月末に領
モニタリング 1
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
手法
収書と突合
重油流入量(kL):炉ごとの流量計の値(L)を毎日台帳に記
録、月末に領収書と突合
生産量(t-Glass):蛍光灯は、1 本当たりの標準重量×カット回
数(切断機回転数)。電球は、1 個当たりの標準重量×ゴブ数
量。これらを毎日台帳に記録、月末に取りまとめ
モニタリング実施結果
GHG 排出量及び削減量
パラメータ
モニタリング
(単位)
オプション
元データ
生 産 量 ( t- オプション C
社内の管
Glass/年)
理帳簿
燃料使用量 オプション C
社内の管
(kL/年)
理帳簿
電力使用量 オプション C
社内の管
(MWh/年)
理帳簿
値
リファレンス
プロジェクト
6,834
9,931
2,362
1,797
0
870.8
排出削減量=(リファレンス排出量-プロジェクト排出量)×排出削
減量の割引率 α(暫定値:8%)
リファレンス排出量:10,279 t-CO2/年
プロジェクト排出量:5,854 t-CO2/年
削減量:354 t-CO2/年
環境影響等
本プロジェクトは環境影響評価(EIA)の対象ではない。
化石燃料の燃焼量削減により、大気汚染物質が低減される。
日本技術の導入可能性
他国技術との性能・価格の比較の点においては、価格面で優位な
中国企業との競争が大きい。初期コストは、中国製は日本製の約
半分であり、日本製技術の導入促進のためには価格面やその他
何らかのインセンティブが必要であることが示唆された。
ホスト国における持続可能 ベトナムでは板ガラスを中心にガラス生産量は近年も増加傾向を
な開発への寄与
辿っている。近年の建築需要の高まりや、液晶製品などの生産の
拡大を受け、今後もガラス溶融炉の増設、更新の需要が見込まれ
る。日本のガラス溶融炉は長年の技術的蓄積によってエネルギー
効率が非常に高い。このため、このような技術が移転されることに
より、ホスト国における長期的なエネルギー消費の削減、および
省エネ技術の普及・高度化に貢献できる。
類似案件の開発・普及
ガラス溶融炉の省エネは、エネルギー価格の高騰、省エネ法によ
る規制、ガラス製品市場の拡大といった要因から更なる普及が期
待されている。特に、エネルギー価格が上昇し、かつ省エネ法によ
る規制が存在するタイは有望なマーケットであり、実際に省エネ炉
の引き合いも多い。
2
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
調査名:二国間クレジット制度(
)方法論実証調査
調査名:二国間クレジット制度(JCM)
:二国間クレジット制度(
方法論実証調査
「ガラス製造工場における溶融炉の省エネルギー」
ガラス製造工場における溶融炉の省エネルギー」
(ホスト国:ベトナム)
調査実施団体
調査実施団体:
団体:井原築炉工業株式会社
井原築炉工業株式会社
1.
.調査実施体制:
調査実施体制:
国
調査実施に関与した団体名
役割
日本
株式会社レノバ(レノバ)
方法論案構築支援、PDD 作
成支援
プロアクトインターナショナル株式会社(プロアクト) 現地市場調査支援、現地調
査アレンジメント
一般財団法人日本品質保証機構(JQA)
ホスト国
PDD プレバリデーション
Rang Dong Light Source and Vacuum Flask Joint 実証サイト
Stock Company(Ralaco)
Vietnam Architectural Glass Association(ベトナム ベトナムガラス産業動向に関
ガラス協会)
する情報提供
Department
of
Meteorology,
Hydrology
and 方法論案の協議
Climate Change, Ministry of Natural Resources and
Environment
2.
.プロジェクトの概要
プロジェクトの概要:
の概要:
(1)プロジェクトの内容:
)プロジェクトの内容:
本プロジェクトは、極めて多くのエネルギーを消費するガラス製造工場の溶融炉において、以
下に示す自動空気比制御システム等の省エネ技術を導入し、燃料や電力の使用量を削減するこ
とによって、大幅な GHG 削減を実現するものである。
本プロジェクトは、2005 年に NEDO の省エネ可能性調査において、ベトナムの大手ガラス製品
メーカー(Ralaco 社)に対してガラス溶融炉の省エネ化の提案を実施したことに端を発する。この
提案を受け、Ralaco 社幹部により省エネによるエネルギーコストの大幅削減効果が高く評価され、
省エネ炉導入の意思決定がなされた。
その後、当該事業においては CDM プロジェクト化に向け PDD を作成し、有効化審査を通過し
たものの、CDM 理事会での登録審査で指摘事項が付いたため取下げられている。
このような背景を受け、本調査では CDM における上述のような課題をクリアすべく、原単位法に
基づく JCM の新たな MRV 方法論案の策定を行うことを目的とし、対象工場においてモデル実証
を行うものである。
(2)
)ホスト国の
ホスト国の状況:
状況:
ガラスは電球や蛍光灯といった照明器具のほか、建築用板ガラス、自動車用ガラス、ガラス瓶・
食器、液晶製品、太陽電池パネルなどの用途に用いられる。いずれもガラスの製法は基本的に同
3
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
じで、高温のガラス溶融炉が用いられる。ベトナムガラス協会やガラス原料供給会社へのヒアリン
グによると、ベトナムにおいては板ガラスを中心に生産量が近年も増加傾向を辿ると予想されてい
る。近年の建築需要の高まりや、液晶製品などの生産の拡大を受け、今後もガラス溶融炉の増設、
更新の需要が見込まれる。
ベトナムでは、経済成長に伴うエネルギー需給の逼迫を受け、2010 年に省エネ法を施行した。
商工省を中心に指定事業者の規制や省エネラベリング制度の指針が示されるなど、ベトナムにお
いてはまさに制度の実施と運用が進められようとしているところである。
当該技術は、成長するガラス産業において大幅な省エネを実現するものであり、上記のような
省エネ政策の実現に貢献すると考えられる。
3. 調査の内容及び結果
調査の内容及び結果
(1)
)JCM 方法論作成に関する調査
①適格性要件
方法論案 Ver3.0 における適格性要件を下表に示す。
表 方法論案 Ver3.0 における適格性要件
要件
内容
設定理由
要件 1
プロジェクト実施により、ガラス溶融炉に 以下のコア技術の全てとその他技術の 2
つ以上が導入されること。
【コア技術】
自動空気比制御システム、炉圧制御装
置、ガラスレベル制御装置
【その他技術】
3 次空気流入防止型バーナ、カレット予
熱装置、電気ブースティングシステム、
急速昇温システムを用いた溶融炉立上
げ作業、高度な技術を有する企業によ
るプラントエンジニアリング(設計、建設
工事、メンテナンス)
現地調査の結果、現在のベトナムに
おいて、自動空気比制御システムに
関しては、普及率が一定以上である
ことが確認された為、リファレンスシ
ナリオとして導入されることを前提と
した
炉圧制御装置については、自動空
気比制御システムが、その機能を十
分に発揮するために欠かすことが出
来ない装置であり、ガラスレベル制
御装置は、製品の歩留まりに大きく
影響を及ぼすもので、ガラス製造の
コア技術として必須技術であるため
その他技術については、現地調査
の結果、現在のベトナムにおいて導
入が進んでいない技術であることが
確認できており、この条件を満たす
ことで自動的に技術的な追加性が
証明されるため
要件 2
対象とする炉は、ガラス製品を製造する 炉であること。
対象業種を設定するため
4
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
要件
要件 3
要件 4
内容
設定理由
プロジェクト実施前とプロジェクト実施後 の期間中において、製法および製品の
製造方法および製品の変更が行わ
れる場合、省エネ活動とは関係なく
大幅な変更がないこと。
エネルギー消費原単位が変動する
可能性があり、これを排除するため
プロジェクト実施前の 1 年間、及びプロ リファレンスにおけるエネルギー消
ジェクト実施後に消費される化石燃料お
費原単位の算定のため、過去のエ
よび電力の消費量と製品の生産量が把
握可能なこと。
ネルギー消費量及び生産量、プロ
ジェクトにおける生産量データが必
要
プロジェクト排出量の算定のため、
化石燃料および電力の消費量デー
タが必要
②プロジェクト実施前の設定値
リファレンスにおける単位生産量あたりのエネルギー消費量(A)を事前設定値、化石燃料の
GHG 排出係数(B)、系統電力の GHG 排出係数(C)、及び排出削減量の割引率(D)をデフォル
ト値とする。
(A)については、Ralaco 社の対象炉における、プロジェクト実施前のエネルギー消費データお
よび生産量データから、エネルギー消費原単位(原単位)を算出した。省エネ炉導入する前の
2005 年 1 月~2007 年 8 月のデータを用いて算出した結果、原単位は 324.8 重油-kg/Glass-ton
であった。
(B)については、信頼に足ると考えられる IPCC デフォルト値を活用することとした。
(C)については、ベトナム天然資源環境省が 2011 年に作成したコンバインドマージンの最新の
値(0.5408 t-CO2/MWh)を活用することとした。
(D)については、後述の排出削減量の算定において詳細を記すが、現在ベトナム国内で一定
率以上の普及が認められる空気比制御システムと、適格性要件 1 を満たす技術の製品・サービス
の差異による GHG 削減効果の差異であり、コア技術となる自動空気比制御システムの稼働率に
より評価することを検討している。
③JCM 方法論の実証に関する調査
以下に、実証工場におけるモニタリング計画及びモニタリング実施結果を示す。これらを PDD
に取りまとめ、一般財団法人日本品質保証機構によるプレバリデーションを実施した。
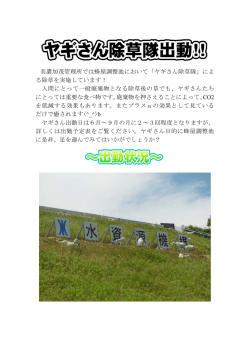
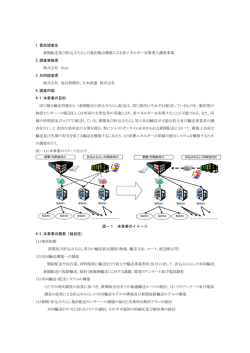
モニタリング計画
モニタリング計画
モニタリングポイント、モニタリングパラメータ、モニタリング体制を次のように設定・構築し、これ
らの実証を行った。
5
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
図 モニタリングポイント
表 モニタリングパラメータ
パラメータ
1
1‘
解説
重油投入量
重油流入量
モニタリング頻度・媒体
実現可能性・備考
タンクのゲージから使用量 ·
を読み取り、月末に集計
現状の運用方法であり実現可
能
·
ただし、ゲージは校正されてい
ない
炉ごとの流量計の値(L)を ·
毎日台帳に記録、月末に
領収書と突合
·
現状の運用方法であり実現可
能
ただし、流量計は校正されてい
ない
タンクと流量計積算値との差を、
各炉の使用率で按分し、流入量
を調整
·
2
購買電力量
月次・領収書
·
購買量は会計・納税データに紐
づく項目であるため収集可能
2‘
電力使用量
炉ごとのメーターを毎日記 ·
録、月末に領収書と突合。
·
現状の運用方法であり実現可
能
ただし、メーターは校正されてい
ない
加工工程の電力試料量が含ま
れている可能性がある(確認中)
·
3
生産量(溶融量 【蛍光灯】生産速度(1 分当 ·
6
現状の運用方法であり実現可
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
パラメータ
解説
モニタリング頻度・媒体
ベース)
実現可能性・備考
たりの生産管長)、稼働時
間、標準重量
·
能
ただし、生産速度については、
【電球】生産速度(1 分当た
りの生産個数)、稼働時
いずれも校正されていない
間、標準重量
これらを毎日台帳に記録、
月末に取りまとめ
出荷量
3‘
1 ケース当たりの商品数 ·
出荷量は会計・納税データに紐
量、倉庫に入るケース数を
1 日 3 回(シフト毎)記録、
づく項目であるため収集可能
月末に取りまとめ
製品当たりの重 サンプリングにより把握
量
4
·
現状の運用方法であり実現可
能
·
ただし、重量に関する品質規格
はない。管の厚みについては規
格が存在し、一次スクリーニング
として重量を計測
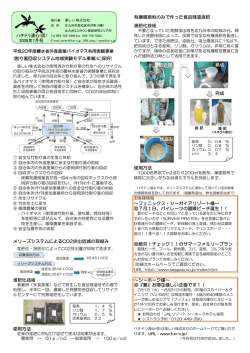
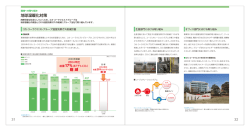
本社 経理部
月次報告
工場
•
データ収集
生産管理部長
•
本社報告用データ取りまとめ
日次、月次報告
•
重油使用量
電力使用量
生産量
入庫量
管理者
管理者
管理者
管理者
各炉重油使用量デ
ータ取りまとめ
•
各炉電力使用量デ
ータ取りまとめ
•
各炉溶融量データ取
りまとめ
•
入庫量データ取りま
とめ
図 モニタリング体制
モニタリング実施
モニタリング実施結果
実施結果
本事業で実施したモニタリング結果を示す。
表 モニタリング実施結果
パラメータ
(単位)
モニタリング
オプション
元データ
7
値
リファレンス
プロジェクト
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
生 産 量 ( t-Glass/ オプション C
年)
社内の管理帳簿
6,834
9,931
燃料使用量(kL/ オプション C
社内の管理帳簿
2,362
1,797
社内の管理帳簿
0
870.8
年)
電 力 使 用 量 オプション C
(MWh/年)
④排出削減量の算定(リファレンス排出量・プロジェクト排出量の算定
④排出削減量の算定(リファレンス排出量・プロジェクト排出量の算定)
リファレンス排出量・プロジェクト排出量の算定)
リファレンス排出量
EMRR = SEMBP * POPJ
リファレンス CO2 排出量 [t-CO2/y]
プロジェクト実施前の CO2 排出量原単位 [t-CO2/ t-Glass]
プロジェクトにおける生産量 [t-Glass/y]
EMRR
SEMBP
POPJ
本プロジェクトにおいては、以下の値を用いる。
パラメータ
EMRR
値
単位
10,279 t-CO2/y
備考
上記算出式参照
SEMBP
1.035 t-CO2/ t-Glass
下記算出式参照
POPJ
9,931 t-Glass/y
2012 年 9 月~2013 年 8 月の生産量
SEMBP = (EMBP_fuel + EMBP_electricity)/ POBP
44
= { ∑ Ffuel ,i , BP * HV fuel ,i * CFfuel ,i * + ELBP * CFelectricity}/ POBP
12
i
EMBP_fuel
EMBP_electricity
POBP
Ffuel,i,BP
HVfuel,i
CFfuel,i
ELBP
CFelectricity
プロジェクト実施前の化石燃料 i からの CO2 排出量 [t-CO2/y]
プロジェクト実施前の系統電力からの CO2 排出量 [t-CO2/y]
プロジェクト実施前の生産量 [t-Glass/y]
プロジェクト実施前の化石燃料 i の消費量 [1000Nm3/y or t/y or kL/y]
化石燃料 i の真発熱量 [GJ/1000Nm3 or t or kL]
化石燃料 i の炭素排出係数 [t-C/GJ]
プロジェクト実施前の系統電力消費量 [MWh/y]
系統電力の CO2 排出係数 [t-CO2/MWh]
本プロジェクトにおいては、以下の値を用いる。
8
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
パラメータ
SEMBP
EMBP_fuel
EMBP_electricity
値
単位
1.035 t-CO2/ t-Glass
7,074 t-CO2
0 t-CO2
POBP
6,834 t-Glass/y
Ffuel,i,BP
2,362 kL/y
HVfuel,i
41.9 GJ/kL
CFfuel,i
0.0195 t-C/GJ
0 MWh/y
ELBP
CFelectricity
0.5408 t-CO2/MWh
備考
-
-
-
2005 年 1 月~2007 年 8 月の月生産量の平均
値(569.5 トン)を 12 で乗じた値
2005 年 1 月~2007 年 8 月の月重油消費量の
平均値(185.0 トン)を 12 で乗じ、換算係数
(0.94:Ralaco 社運用値)で除した値
デフォルト値(IPCC2006 年インベントリ)
デフォルト値(IPCC2006 年インベントリ)
プロジェクト実施前には系統電力の使用なし
ベトナム天然資源環境省公表値(2011 年)
プロジェクト排出量
EMPJ = EMPJ_fuel + EMPJ_electricity
44
= ∑ Ffuel ,i , PJ * HV fuel ,i * CFfuel ,i * + ELPJ * CFelectricity
12
i
EMPJ
EMPJ_fuel
EMPJ_electricity
Ffuel,i,PJ
HVfuel,i
CFfuel,i
ELPJ
CFelectricity
プロジェクト CO2 排出量 [t-CO2/y]
プロジェクトにおける化石燃料からの CO2 排出量 [t-CO2/y]
プロジェクトにおける系統電力からの CO2 排出量 [t-CO2/y]
プロジェクトにおける化石燃料 i の消費量 [1000Nm3/y または t/y or
kL/y]
化石燃料 i の真発熱量 [GJ/1000Nm3 または t または kL]
化石燃料 i の炭素排出係数 [t-C/GJ]
プロジェクトにおける系統電力消費量 [MWh/y]
系統電力の CO2 排出係数 [t-CO2/MWh]
本プロジェクトにおいては、以下の値を用いる。
パラメータ
EMPJ
値
単位
5,854 t-CO2/y
備考
上記算出式参照
EMPJ_fuel
5,383 t-CO2/y
上記算出式参照
EMPJ_electricity
470.9 t-CO2/y
上記算出式参照
Ffuel,i,PJ
1,797 kL/y
2012 年 9 月~2013 年 8 月の合計値
HVfuel,i
41.9 GJ/kL
デフォルト値(IPCC2006 年インベントリ)
CFfuel,i
0.0195 t-C/GJ
デフォルト値(IPCC2006 年インベントリ)
ELPJ
CFelectricity
2012 年 9 月~2013 年 8 月の合計値
870.8 MWh/y
ベトナム天然資源環境省公表値(2011 年)
0.5408 t-CO2/MWh
9
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
排出削減量
ER = ( EMRR - EMPJ ) * α
ERy
EMRR
CO2 排出削減量 [t-CO2/y]
リファレンス CO2 排出量 [t-CO2/y]
EMPJ
α
プロジェクト CO2 排出量 [t-CO2/y]
排出削減量の割引率 [%]
暫定値:
8%
本プロジェクトにおいては、以下の値を用いる。
(8)リファレンス排出量の算定方法で述べたとおり、自動空気比制御システムが導入されている
状態をリファレンスとするため、排出削減量の割引率 α の適用により、排出削減量は 354t-CO2/年
と算出された。
パラメータ
ER
値
単位
354 t-CO2/y
備考
上記算出式参照
EMRR
10,279 t-CO2/y
-
EMPJ
5,854 t-CO2/y
-
α
8 %
暫定値
(2)
)JCM プロジェクト設計書(PDD)の作成に関する調査
)の作成に関する調査
プロジェクト設計書(
① 環境影響評価
ベトナムにおける環境影響評価(Environmental Impact Assessment;以下、EIA)は、MONRE が
主管となっており、2005 年に前面改定された環境保護法においては、EIA の承認権限は事業の
特性ごとに MONRE 下部組織の Vietnam Environment Association(VEA)、中央省庁または地方
省へと移管された。
EIA のレポート作成が必要なプロジェクトリストは、2006 年 8 月 9 日付の「環境保護法のいくつ
かの項に実施に係る詳細及びガイドライン」に係る政令(Decree 80/2006/ND-CP)の Annex1 に記
載されている。これによると、ガラス炉の建築時に EIA を行う必要はない。
② 現地利害関係者協議
ベトナムにおいて、事業実施に伴う環境影響等については、一般的に人民委員会の判断に委
ねられており、従業員や地域住民の意見公募が行われることが少ない。本プロジェクトに関しても、
過去に CDM プロジェクトの実現を目指した際に、Ralaco 社に対して利害関係者からの意見聴取
を行うよう、数回の説明を行った経緯がある。
最終的に、Ralaco 社は炉のオペレーターに対して自動燃焼制御システムの説明を行ったほか、
地域住民を集めて説明会を開催した。その際、特にネガティブなコメントは挙げられなかった。
本調査においては、B 炉において IFC の自動燃焼制御システムが導入され、その効果が既に
実証されていることから、工場従業員は炉の省エネに関して概ね前向きな意向であった。2014 年
10
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
に改修を予定している C 炉に関しても、現状のエネルギー原単位が非常に高いため、エネルギー
効率改善を図りたいとの意見が挙げられた。
③ モニタリング計画
Ralaco 社と協同で、本プロジェクトのモニタリング計画を立案し、モニタリング計画シートおよび
モニタリング体制シートにまとめた。
④ 計測機器の校正
所内で用いられる重油流量計や電力量計、また生産量の算出に用いられる速度計測器は、校
正が行われていないことを確認した。これらはすべてモニタリングオプション C に該当し、JCM で
は誤差±5%に留めることを要求しているため、モニタリング体制において新たに校正の実施を定
める必要がある。
(3)
)JCM 方法論が適用される同種プロジェクト
方法論が適用される同種プロジェクトの実現可能性に関する
プロジェクトの実現可能性に関する調査
の実現可能性に関する調査
①日本の貢献
ベトナムガラス協会やガラス原料供給会社へのヒアリングによると、板ガラスを中心にガラス生産
量は近年も増加傾向を辿っている。近年の建築需要の高まりや、液晶製品などの生産の拡大を
受け、今後もガラス炉の増設、更新の需要が見込まれる。
日本のガラス炉は長年の技術的蓄積によってエネルギー消費効率が非常に高い。このため、こ
の様な技術が移転されることにより、ホスト国における長期的なエネルギー消費の削減、および省
エネ技術の普及・高度化に貢献できる。
他国技術との性能・価格の比較の点においては、価格面で優位な中国企業との競争になると
考えられる。Ralaco 社においても、中国製の自動燃焼制御システムを備えたガラス炉が導入され
ていることを確認した。初期コストについてヒアリングを行ったところ、中国製は日本製の約半分で
あり、日本製技術の導入促進のためには価格面やその他何らかのインセンティブが必要であるこ
とが示唆された。
このようなことから、JCM 制度下における設備補助やクレジット収益など、一定割合の資金援助
を行うことは事業化を促進する上で有効であると考えられる。
また、Ralaco 社では環境負荷の低い製品を売り出すなど、CSR に対して積極的である。このような
企業においては、JCM の枠組みを活用したプロジェクトとして、パブリケーション効果が期待される
ことも訴求要因となると考えられる。
②環境十全性の確保
本プロジェクトは、既存の溶融炉の空気比率を最適化することにより燃焼効率を高め、燃料消
費量の低減を図るものである。したがって、本プロジェクトの実施による環境面での悪影響は少な
く、省エネシステムの導入に伴う工事による騒音等の限定的なものに留まると考えられる。好影響
としては、化石燃料の使用量が低減されることにより大気汚染の改善が図られる。
③ホスト国の持続可能な開発への寄与
11
H25 JCM 方法論実証調査(DS)最終報告書(概要版)
ホスト国においてガラスの需要は今後とも伸びていくものと思われる。このため、省エネに配慮し
たガラス炉の導入を進めていくことはエネルギー消費の効率化につながるとともに、長期的な省エ
ネ技術レベルの向上にも寄与できることから、ホスト国の持続的開発に大きく貢献できる。
12
© Copyright 2026 Paperzz