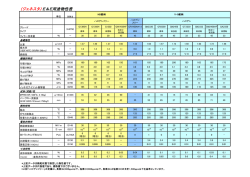
INPLATE-IPX INPLATE-IPX V1Ⓢ V1Ⓢのホブ命数 ホブ命数 被削歯車 P E/6 歯車緒元 モジュール 1.0 歯数 23T 圧力角 20 形式 ハイス(Co) ねじれ角 75 20 外形:内径 110mm—32mm ギヤー幅 9mm 歯形 20 切込み 2.44mm 条数 2 T11 材質 S45C 溝数 12T 進み角 104 (R) 材質 SKH57(TIN) 加工条件 SM/DG 回転数 1.3mm/1 回転 送り 切削速度 92.00mm/min 切削長さ 55mm 加工方法 クライム 重ね枚数 3枚 加工設備 KS-H 切削油剤 ホートン社製 テスト方法 テスト方法 処理は 従来の ホブと 同一設備、 同一条件で 使用。 ①IPX 処理 は従来 のホブ と同一設備 、同一条件 で使用 。 従来の TIN INPLATE-IPX-V1Ⓢ 加工数 645 個 1410 個 クレータ摩耗 23μ 19μ フランク摩耗 微小チッピング 微小チッピング 研磨回数 〃 〃 TIN 加工費1 加工費1回 12, 12,000 円、INPLATEINPLATE-IPX1 IPX1回 10, 10,800 円。 協力協力-自動車部品トランスミッション 自動車部品トランスミッション加工 トランスミッション加工( 加工(愛知県 愛知県) 東京セラミック 東京セラミック社 セラミック社は誘導磁場エネルギー 誘導磁場エネルギー処理 エネルギー処理 INPLATE‐ INPLATE‐IPX‐ IPX‐V1 シリーズの シリーズの開発に 開発に成功。 成功。 市販の 市販のスローアウエイチップ( スローアウエイチップ(コーティングチップ、 コーティングチップ、超硬、 超硬、サーメ ット、 ット、CBN,ダイヤモンド CBN,ダイヤモンド等 ダイヤモンド等)に IPX 処理することによって 処理することによって数倍 することによって数倍の 数倍の寿 命延長となり 命延長となりコスト となりコスト削減 コスト削減に 削減 に期待できます 期待 できます。 できます。昨年は 昨年は 中部地方ばか 中部地方ばか りでなく関東地区 りでなく関東地区、 関東地区 、 近畿地区、 近畿地区 、 アジア諸国 アジア 諸国からも 諸国 からも問 からも問 い 合 わせが 来ています。 ています。 東京セラミック 東京セラミック社技術部 セラミック社技術部は 社技術部は歯切り 歯切り加工の 加工のホブ、 ホブ、ピニオン、 ピニオン、ブロー チに東セラの セラの新技術 IPX 処理を 処理を施すことによって命数 すことによって命数の 命数の延長ま 延長ま た切削速度が 切削速度が超高速( 超高速(切削速度 250m/分 250m/分)でも寿命が 寿命が大幅に 大幅に延 びます。 びます。 ①IPXIPX-V1 処理は 処理は超高速でも 超高速でも長寿命化 でも長寿命化を 長寿命化を実現するため 実現するため、 するため、被膜の 被膜の 耐酸化性を 耐酸化性 を高 めると同時 めると 同時に 同時 にナノミクロンの ナノミクロン の潤滑性物質を 潤滑性物質 を 注入し 注入し て 摩擦温度の 摩擦温度 の 限界を 限界 を キャッチする キャッチ するオートコントロール する オートコントロール添加剤 オートコントロール 添加剤に 添加剤 に より摩擦係数 より 摩擦係数を 摩擦係数 を 低下させ 低下 させ焼 させ 焼 つきを防御 つきを 防御高速加工 防御 高速加工でも 高速加工 でも逃 でも 逃 げ 面摩 耗量 《切削によって 切削によって切 によって切れ刃〔刃の 表面〕 表面〕の逃げ面〔 切削仕上げ 切削仕上げ 面 との不必要 との不必要な 不必要な接触を 接触を 避けるために逃 けるために逃 がした面 がした面〕に生じる磨耗 じる磨耗 のことでフランク のことでフランク摩耗 フランク摩耗という 摩耗という。》 という。》数十 。》数十パーセント 数十パーセント低下 パーセント低下し 低下し、寿命は 寿命は従 来 の TIN 、TICN、 TICN、TiAlN、 TiAlN、その他 その他に比較しても 比較 しても2 しても2 倍以上の 倍以上 の 効果 が得られる られる。 。 ② 従来の 従来 の コーティングと コーティングと 大 きく違 きく違 うのは高温 うのは 高温での 高温 での耐酸化特性 での 耐酸化特性に 耐酸化特性 に ある。 ある。高温酸化試験の 高温酸化試験のデータ( データ(この試験 この試験は 試験は雰囲気温度を 雰囲気温度を上昇さ 上昇さ せた際 せた 際 に 酸化による 酸化 による重量増加 による 重量増加を 重量増加 を 測定することで 測定 することで皮膜 することで 皮膜の 皮膜 の 酸化開 始温度を 始温度を測定する 測定する) する)従来の 従来のコーティングでは コーティングでは、 では、1000℃ 1000℃近辺から 近辺から 酸化が 酸化が 開始され 開始され重量増加率 一定になり、 皮膜が完全に 完全に酸化 され重量増加率が 重量増加率 が一定になり になり、皮膜が の状況となり 状況となり膜自身弱体化 となり膜自身弱体化して 膜自身弱体化して効果 して効果が 効果が減退する 減退する。 する。 IPX5 処理を 処理を施した場合 した場合は 場合は1300℃ 1300℃近く達しても皮膜重量 しても皮膜重量の 皮膜重量の増加 が見られず られず、 、高い耐酸化特性を 耐酸化特性を確保しています 確保しています。 しています。 INPRATEINPRATE-IPXV1Ⓢ IPXV1Ⓢのホブ命数 ホブ命数テスト 命数テスト 被削歯車 平歯車 モジュール 2.75 歯数 27 圧力角 20 外径 材質 硬度 80.0 SCM440 200HB 形式 外形(mm) 長さ(mm) 条件 溝数 精度 コーティング 加工数 回転数(min) 切削速度(m/min) 送り(mm/rev) 送り方向 ホブシフト量(mm) 適正摩耗量(mm) 285 85 1.0 クライム 0.2/1 個 0.3 切削油(油性) ユシロ化学社 メーカー 材質 従来の 従来の TIN INPLATE- INPLATE-IPX 115,000 個 158,000 個 ①ワークの ワークの多角誤差3 多角誤差3.0μm ②歯すじ方向送 すじ方向送り 方向送りマーク誤差 マーク誤差 4μm ③IPX 処理は 処理は従来の 従来の TIN コーティング ホブと ホブと同一設備、 同一設備、同一条件で 同一条件で使用。 使用。 ④TIN コーティング費用 コーティング費用 12,500 円 INPLATEINPLATE-IPXV!Ⓢ IPXV!Ⓢ費用 13,800 円 ハイス(Co) 90 110 3PH 14 JIS 1 級 従来は TIN 不二越社製 SKH-57
© Copyright 2026 Paperzz