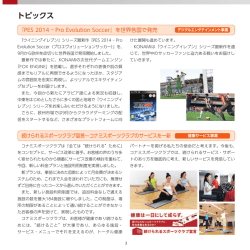
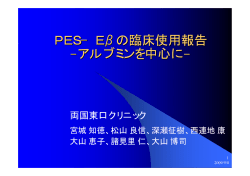
TECHNICAL NOTE 超高耐熱エンジニアリング・プラスチック ポリエーテルサルホン High heat Resistance Amorphous Polymer スミカエクセルPESに関するご注意 この資料の記載内容は現時点で入手できる資料、情報、データに基づ いて作成しており、新しい知見により改訂されることがあります。 (1)取り扱い上の注意 次の事項はスミカエクセル PES の取り扱いの要点です。スミカエク セル PES の安全な取り扱いにご活用下さい。なお、スミカエクセル PES の取り扱い上の注意については製品安全データシートを別途作 成していますので、ご使用前に必ずお読み下さい。スミカエクセル PES以外で貴社が用いる添加剤等の安全性については、貴社にて調査 下さるようお願い致します。 ①安全衛生上の注意 スミカエクセル PES の乾燥、溶融時に発生するガスの眼、皮膚への 接触や吸入を避けるように気をつけて下さい。また、高温の樹脂に は直接触れないようにして下さい。乾燥、溶融の各作業において は、局所排気装置の設置や保護具(保護眼鏡、保護手袋等)の着用が 必要です。 ②燃焼に関する注意 スミカエクセル PES は難燃性です(UL94 V-0 に該当)が、取り扱い、 保管は熱及び発火源から離れた場所で行って下さい。万一燃焼し た場合には有毒ガスを発生する恐れがあります。消火には水、泡消 火剤、粉末消火剤が使用できます。 ③廃棄上の注意 スミカエクセル PES は埋め立て又は焼却により処理できます。埋 め立てる時は、 「廃棄物の処理及び清掃に関する法律」に従って、公 認の産業廃棄物処理業者もしくは地方公共団体に委託して処理下 さい。焼却する時は、燃焼設備を用いて大気汚染防止法等の諸法令 に適した処理を施して下さい。焼却時には有毒ガスを発生する恐 れがあります。 ④保管上の注意 スミカエクセル PES は直射日光、水漏れ及び湿気を避けて常温で 保管下さい。 (2)適合規格に関して ス ミ カ エ ク セ ル PES は、UL94、UL746 等 の 米 国 Underwriters Laboratoryが規定する規格や米国食品安全局(FDA)等の規格を取得、 スミカエクセルPES テクニカルノート目次 あるいは認可されている各種グレードがあります。詳細は本冊子を ご参照頂くか、弊社までご連絡下さい。その他特殊用途への使用をご 1. 特徴とグレード構成 検討の際は、弊社担当までご連絡頂ければ、個別にご相談に応じま 1-1 PESの特徴 01 す。 1-2 PESのグレード構成 03 1-3 PESの一般グレード物性一覧表 04 (3)規制貨物等に関して スミカエクセル、スミプロイの各グレードは、輸出貿易管理令第1の 2. 物性 1から15の項に該当いたしません。 2-1 PESの耐熱性 06 ただし、同令別表第 1 の 16 項 ( キャッチオール規制 ) には該当いたし 2-2 PESの機械的特性 08 ます。 2-3 PESの寸法安定性 10 (4)医療・食品工業・容器・雑貨分野へのご使用について 2-4 PESの難燃性 11 医療・食品工業・容器・雑貨分野へのご使用をご検討の際は、必ず 2-5 PESの化学的安定性 12 2-6 PESの電気的特性 17 事前に弊社カスタマーサポートチームにご連絡下さい。 (5)その他 3. 射出成形/2次加工 本資料に記載の数値は保証値ではありません。 3-1 PESの流動特性 18 ご使用に際しては知的財産権等にもご注意下さい。 3-2 PESの射出成形条件 22 3-3 PESの再生利用 25 3-4 PESの金型設計 25 3-5 PESの2次加工 27 4-1 PESの成形用グレード 28 4-2 PESのパウダーグレード 28 4. TECHNICAL NOTE 用途 1. PESの特徴とグレード構成 1-1 PESの特徴 はじめに スミカエクセル PES(Polyethersulphoneの略称)は、ICI社のライセンスを受け、国産化した非晶性の耐熱樹脂で、以下の分 子構造を持っています。 [ O SO2 ]n (ガラス転移温度Tg225℃) スミカエクセル PES は、琥珀色を帯びた透明樹脂で、耐熱性、耐クリープ性、寸法安定性、難燃性、耐熱水性などの特徴を有 し、成形材料としては、リレー、バーンインソケットなどの電子部品、ICトレー、プリンターおよび複写機部品、滅菌が必要 な医療機器部品および歯科用備品、ページャーおよび携帯電話における LCD基板用フィルムをはじめ、種々の用途に展開 されています。 また、パウダーグレートも取り揃えており、航空機用途におけるエポキシ系複合材料の靭性付与剤、耐熱塗料、接着剤、医 療用や食品用に平膜および中空糸膜などの用途に幅広く展開されています。 スミカエクセル PES の特徴 耐熱性 熱変形温度は200∼220℃であり、連続使用温度は UL温度インデックスで180∼190℃に認定されています。 弾性率は−100∼200℃までの温度領域ではほとんど変化しません。特に 100℃以上では、 あらゆる熱可塑性樹脂より優れ ています。 (図1-1)。また、成形時の熱安定性が優れるため、製品(成形品)に包埋されるガスは、他のエンプラ材料と比べ極 めて少ないレベルです。 (図 1-2)。 図1-1 曲げ弾性率の温度依存性 曲げ弾性率(MPa) ×103 20 スミカスーパー E6008 15 VICTREX PEEK 450GL30 PPS (GF40%) 10 スミカエクセル 4101GL30 VICTREX PEEK 450G 5 スミカエクセル 4100G PC 0 −100 PSF 0 100 200 300 温度(℃) 図1-2 成形温度と成形品からの発生ガス量 発生ガス量(ppm) 100 80 PBT PPS 60 40 スミカスーパー E6008 20 (各温度で成形したダンベル型試験片を 120℃ ×20hr 加熱した時に発生するガスをヘッドス ペースガスクロマトグラフで分析) スミカエクセル 3601GL20 0 200 250 300 350 400 450 成形温度(℃) SUMIKAEXCEL PES 01 1. PESの特徴とグレード構成 耐衝撃性 良好な耐衝撃性を持っており、ナチュラルグレードはスナップフィットも可能ですが、鋭いノッチに鋭敏なので設計上、 注意が必要です。 耐クリープ性 180℃までの温度領域では、熱可塑性樹脂の中で最も優れています。 光線透過率 耐熱エンプラの中では優れたレベルの光線透過率を有しています。 図1-3 PESの光線透過率 光線透過率(%) 成形品厚み1mm 100 PC 50 0 スミカエクセル PES PEI 400 500 600 700 800 波長(nm) 寸法安定性 線膨脹係数は小さく、その温度依存性が小さいことが特長です。特に、ガラス繊維強化系(4101GL30)の線膨脹係数は、 2.3×10-5/Kで、アルミニウムに近い値を 200℃近くまで保持しています。 図1-4 線膨脹係数の温度依存性 線膨脹係数(×10−5/K) 15 ポリアセタール PPS(GF 40%) 10 ポリカーボネート スミカエクセル 4800G 5 スミカエクセル 4101GL30 0 50 100 150 200 温度(℃) 難燃性 難燃剤無添加でUL94 V-0に認定されています。また、燃焼時の発煙量は、American National Bureau of Standards の試験 結果によれば、プラスチックの中では最も少ないことが知られています。 図1-5 米国NBSのスモークチャンバー試験結果 吸光度(補正値) 800 スミカエクセルPES フェノール樹脂 PTFE 200 ポリカーボネート PVC 300 ABS 400 ポリスチレン 500 ポリエステル積層 600 ポリサルフォン 700 100 (炎上状態 1/8"サンプル) 0 耐熱水性 加水分解を起こさず、160℃の熱水、スチーム下でも適用できます。ただし、吸水に伴う特性変化に注意が必要です。 耐薬品性 ガソリン、エンジンオイルなどのオイル、グリース類、およびクロロセン、フレオンなどの洗浄溶剤に耐えます。ただし、ア セトン、クロロホルムなどの極性溶剤には侵されますので、 使用にあたっては注意が必要です。 一方、耐ストレスクラッキ ング性は、非晶性樹脂の中で最も優れています。 (表 1)。 また、高温下でもアルカリ、酸に耐性があります。ただし、実用にあたっては実成形品を用いた事前評価が必要です。 02 TECHNICAL NOTE 表1-1 耐薬品性、耐ストレスクラッキング性 浸漬試験 耐ストレスクラッキング試験 4800G 4800G ポリサルフォン A A A A C A A B C C A A A A A A C a a c c a a a a a a b c c c c a a a a a b c アンモニア 50%苛性ソーダ 濃塩酸 10%硝酸 濃硝酸 過酸化水素水 ベンゼン キシレン アセトン メチルエチルケトン ヘプタン シクロヘキサン グリセリン エチレングリコール 四塩化炭素 ガソリン 酢酸エチル A: B: C: a: b: c: 影響なし。 若干影響あり。 使用に耐えない。 荷重が余程大きい場合を除いて使用しうる。 荷重が小さい場合のみ使用しうる。 使用に耐えない。 耐候性 スミカエクセル PES の耐候性は良好ではありません。カーボンブラック添加グレードは、屋外での使用が可能な場合があ ります。 安全性 米国の FDA(Food and Drug Administration)に認可(4100G、4800G、5200G、および 3600P を除くパウダーグレード)され ており、日本の食品衛生規格(厚生省告示 201 号)に適合しています。 1-2 PESのグレード構成 成形用グレード 非強化グレード、ガラス繊維強化グレードからなる標準グレードと、 摺動グレード、制電グレード、非強化グレードなどの 機能性グレードを取り揃えております。なお、機能性グレードは、スミプロイの商標で販売しています。 表1-2 成形用グレード 充填剤 グレート名 スミカエクセル 標準グレード 特徴 3600G 4100G 4800G - 3601GL20 3601GL30 4101GL20 4101GL30 ガラス繊維20% ガラス繊維30% ガラス繊維20% ガラス繊維30% 射出成形用高流動 射出、押出成形用標準 射出、押出成形用高分子量 射出成形用高流動 射出成形用高流動 射出成形用標準 射出成形用標準 パウダーグレード 分子量の目安となります RV (還元粘度)の異なる各種グレードを取り揃えており、用途に応じて使い分けられます。 また、スミカエクセル PES の溶剤としては N- メチルピロリドン(NMP)、ジメチルホルムアミド(DMF)、ジメチルアセトア ミド、γ-ブチルラクトン、塩化メチレン /1,1,2 トリクロロエタン=50/50(重量比)などが用いられます。 表1-3 パウダーグレード 用途 還元粘度 (*1) (RV) コンパウンド 3600P 0.36 ◎ 4100P 0.41 ○ 4800P 0.48 - 5200P 0.52 - - 5003P(*2) 0.50 - ◎ グレート名 塗料 エポキシ強化剤 接着剤 膜 - - - ○ - ○ - ○ - ○ ○ - - ◎ ◎ ◎ - (*1) 1(W/V)%PESのDMF溶液中での還元粘度。 (*2) 5003Pは、 100 重合繰り返し単位当たり0.6∼1.4 と、多くの末端水酸基を有しています。 SUMIKAEXCEL PES 03 1. PESの特徴とグレード構成 1-3 PES の一般グレード物性一覧表 表 1-4 成形用グレード スミカエクセル 3601GL20 4101GL20 3601GL30 4101GL30 非強化 ガラス ガラス ガラス /LCP - なし 20% 30% 20% - ℃ 350/360 350/360 350/360 360 比重 ASTM D792 - 1.37 1.51 1.60 1.51 吸水率 ASTM D570 % 0.43 0.36 0.30 - % 0.60 0.30 0.20 0.39 % 0.60 0.40 0.40 0.60 MPa 84 124 140 104 % 40∼80 3.0 3.0 4.0 試験法 単位 充填材 - - 添加量 - 標準成形温度 MD 成形収縮率 4100G 4800G ES5340 住化法 TD 引張強度 ASTM D638 引張伸び率 曲げ強度 23℃ ASTM D790 MPa 129 172 190 138 曲げ弾性率 23℃ ASTM D790 GPa 2.6 6.0 8.4 7.6 アイゾット 6.4t ノッチ付き 衝撃値 6.4t ノッチなし J/m 85 80 81 - ASTM D256 J/m 破断せず 431 539 186 ロックウエル硬度 ASTM D785 R スケール 120 134 134 - 荷重たわみ温度 (DTUL 1.82MPa) ASTM D648 ℃ 203 210 216 211 ×10-5/K 5.5 2.6 2.3 - ×10 /K 5.7 4.8 4.3 - UL94 - V-0 V-0 V-0 - 厚み mm 0.46 0.43 0.43 - 体積固有抵抗 ASTM D257 Ω・m 1015 1014 1014 - 耐アーク性 ASTM D495 sec 70 120∼180 120∼180 - 線膨張係数 (50∼150℃) MD -5 TD 難燃性 04 住化法 TECHNICAL NOTE スミプロイ * GS5620 FS2200 CS5600 CS5220 ガラス / フッ素 フッ素 炭素繊維 炭素繊維 / フッ素 40% 10% 30% 20% 370 340 370 370 1.66 1.42 1.47 1.45 0.29 0.39 0.40 0.30-0.40 0.14 0.60 0.10 0.18 0.30 0.60 0.25 0.35 123 77 176 134 4.5 15.0 4.0 5.0 159 118 255 176 8.6 2.5 15.2 7.6 71 78 59 - 363 980 510 400 123 118 122 124 218 203 217 210 1.5 5.9 1.2 1.9-2.8 5.3 6.2 5.0 5.0-6.3 V-0 V-0 V-0 - 0.75 0.43 0.53 - 1014 1014 108 - - 80 - - *スミプロイ S シリーズはスミカエクセルをベースとした特殊コンパウンドです。 SUMIKAEXCEL PES 05 2. PESの物性 2-1 PES の耐熱性 スミカエクセルPESについて設計に必要な熱的性質を表 1 に示しました。 表2-1 スミカエクセルPESの熱的性質 熱的性質 非強化 テスト方法 (ASTM) テスト項目 単位 4100G 4800G ガラス繊維強化 3601GL20 4101GL20 3601GL30 4101GL30 荷重たわみ温度(0.45Ma) D648 ℃ 210 - - 荷重たわみ温度(1.82Ma) D648 ℃ 203 210 216 ヴィカット軟化点(1kg) D1525 ℃ 226 - - ヴィカット軟化点(5kg) D1525 ℃ 222 - - 線膨脹係数 MD D696 10-5/K 5.5 2.6 2.3 線膨脹係数 TD D696 10-5/K 5.7 4.8 4.3 熱伝導度 C177 W/(m・K) 0.18 0.22 0.24 比熱 - J/(kg・K) 1,121 - - 温度インデックス UL746 ℃ 180 180 190 連続使用温度 スミカエクセルPESは長期連続使用の指標となる UL 温度インデックスが 180∼190℃であり、非晶性樹脂の中では最も優 れています。 図 2-1 にスミカエクセル PES の引張強度の半減時間を示します、スミカエクセル PES の引張強度を半減させるために要す る時間は180℃で20年間、200℃では 5 年間と推定されます。 図2-1 引張強度半減時間の温度依存性 時間 20 年 スミカエクセル 4800G 10 年 5年 1年 6ケ年 1ケ年 250 240 230 220 210 200 190 180 温度(℃) 弾性率の温度依存性 図2-2に曲げ弾性率の温度依存性を示します。弾性率は−100℃∼200℃までほとんど変化しません。特に、100℃以上では 結晶性樹脂の PBT、PPS 等のガラス繊維強化グレードよりもはるかに優れており、あらゆる熱可塑性樹脂の中で最高の部 類に属しています。 図2-2 曲げ弾性率の温度依存性 曲げ弾性率(MPa) GF強化 ×103 15 PPS (GF 40%) 10 スミカエクセル4101GL30 ナチュラル ポリカーボネート (GF30%) 5 スミカエクセル 4100G 0 0 06 50 TECHNICAL NOTE 100 150 200 温度(℃) エージング特性(空気中および熱水中) 熱エージング性 スミカエクセル PES を 150℃空気中にエージングした場合でも強度低下はなく、耐熱性に優れています。 図2-3 引張強度の 150℃空気中エージング特性 引張強度(MPa) 150℃ スミカエクセル4800G 100 75 50 1 1年 0 1ケ月 1週間 25 102 10 103 時間(日) 熱水性 スミカエクセル PES を水中(23℃)または熱水中(100℃)で無負荷でエージングした場合、引張強度はほとんど変化しませ ん(図2-4) 。 衝撃強度は熱水中(100℃)では初期に低下を起こしますが、その後は十分に高い耐衝撃性を維持して安定しています(図 2-5) 。 図2-4 引張強度の水中におけるエージング時間依存性 引張強度(MPa) 100 100℃ 23℃ 75 50 1 1年 0 1ケ月 1週間 25 102 10 103 時間(日) 103 時間(日) 図2-5 衝撃強度の水中におけるエージング時間依存性 衝撃強度(MPa) 23℃ 15 10 ノッチ先端半径2mm 10 1年 1 100℃ 1ケ月 0 1週間 5 102 耐スチーム性(スチーム殺菌サイクルの影響) 3.2気圧スチーム圧 (143℃) ⇔真空乾燥 (室温)サイクル試験の結果、衝撃強度に変化は見られませんでした。 しかし、スミカエクセル PES を高温あるいは熱水中で使用する場合は、それぞれの用途に応じて実使用雰囲気下でテスト を行うことが必要です。 SUMIKAEXCEL PES 07 2. PESの物性 2-2 PES の機械的性質 長期的変形 クリープ 実用部品の強度計算に当たって、標準テスト (例えば ASTM)による強度・弾性率のみを使用することは避けなければなりませ ん。最適デザインを決定するに当たっては、 クリープ特性と温度による特性変化を元に、使用条件下での成形品の寸法変化お よび強度変化を考慮する必要があります。 図2-6に非強化グレード4800Gの 20℃および 150℃における引張りクリープ特性を示します。 図から明らかなようにスミカエクセル PES は耐クリープ性に優れています。 ナチュラルグレードでは 20℃で 20MPa の負荷で 3 年後のクリープ変形がわずか 1%であり、150℃では 10MPa の負荷でも3 年後のクリープ変形が 1%にすぎません。 図 2-7 にガラス繊維強化グレード (3601GL30、4101GL30)の 150℃における曲げクリープ特性を示します。結晶性の PPS(ガラ ス繊維40%強化グレード) に比べ、 スミカエクセルPES は優れたクリープ特性を有していることがわかります。 図2-6 スミカエクセル非強化グレード (4800G) の 引張クリープ特性 図 2-7 スミカエクセルガラス繊維強化グレード (3601GL30、 4101GL30) の曲げクリープ特性 引張クリープ歪(%) 曲げクリープ歪(%) 2.0 2.0 1.5 20℃、39MPa 1.0 20℃、29MPa 150℃、49MPa PPS(GF40%) 150℃、20MPa 1.5 PES(GF30%) 150℃、62MPa 1.0 150℃、10MPa 105 106 3年 1年 0 101 1日 20℃、20MPa 0.5 20℃、10MPa 102 103 104 107 108 時間(sec) 0.5 PES(GF30%) 150℃、37MPa 0 10−1 100 102 101 103 時間(hr) 衝撃強度 スミカエクセル PESは強靱な樹脂であり、優れた耐衝撃性を有 図 2-8 耐衝撃性 しています。 アイゾット衝撃強度(3.2t、 ノッチ無) (J/m) 図2-8にアイゾット衝撃強度について他の耐熱樹脂と比較した PEEK (450G) >2200 ものを示しますが、 ノッチなしのナチュラルグレードでは破壊 しないことがわかります。 GF強化 PES (4800G) >2200 部品設計に当って、鋭角部分や鋭角なネジ切りをなるべく作ら ないことが大切です。 また、 スプルーやゲートをきれいに切断 したり、金型の表面をきれいにすることも応力集中を防ぎ、 ス PEEK (450GL20) 1000 ミカエクセルPES本来の強度を引き出せることになります。 図 2-10 に衝撃強度の温度依存性を示します。 スミカエクセル PES (4101GL20) 500 ポリアミ ドイミド PESは0℃以下の温度、たとえば、−100℃でも十分な衝撃強度 付加型 PPS ポリイミド (GF40%) を有していることがわかります。 図2-9 衝撃強度のノッチ先端半径依存性 20℃ (4800G) 図 2-10 衝撃強度の温度依存性 (4800G) 衝撃強度(J/m) 衝撃強度(J/m) 300 750 20℃、65%RHで 2週間調整 200 ノッチ先端半径 1mm 500 乾燥PES 100 250 0 0 0.5 1.0 1.5 2.0 ノッチ先端半径(mm) 08 TECHNICAL NOTE 0 ノッチ先端半径 0.25mm −100 −80 −60 −40 −20 0 20 40 60 80 100 120 試験温度(℃) ウエルド強度 ウエルド強度 射出成形をする場合、 ウエルド部(樹脂の合流点)は非ウエルド部より強度が低くなります。 ガラス繊維強化グレードのウエル ド部の強度はガラス繊維の含有量に応じて低下します。図 2-11 には非ウエルド強度とウエルド強度の比較を、表 2-2 にスミカ エクセルPES のウエルド部の引張強度を示します。 表 2-2 ウエルド部の引張強度 図2-11 ウエルド部と非ウエルド部の曲げ強度 曲げ強度(MPa) ( 単位:MPa) 非ウエルド部強度 ウエルド部強度 グレード 非ウエルド部 ウエルド部 4100G 84 81 4800G 84 82 3601GL20 124 67 4101GL20 124 68 4101GL30 140 61 200 100 PES 4100G PES(GF30%) 4101GL30 PPS(GF40%) スミカエクセル PES は他樹脂と比較して、ウエルド強度が非常に高いことがわかります。特に非強化グレードはウエルド 部の強化低下がほとんどなく、非ウエルド部と同等の強度を有しています。 4100G のウエルド強度 ウエルドライン ウエルド部 ガス抜きなし 金型温度:120℃ 64 3t ゲート 38 64 (単位:mm) 表2-3 ウエルド強度 非ウエルド部 4100G PES アイゾット衝撃強度(J/m) 曲げ強度 (MPa) 樹脂 140* ノッチなし ウエルド部 140* 非ウエルド部 >1960* 0.25OR ノッチ ウエルド部 非ウエルド部 ウエルド部 2156 68 49 117 68 29 4101GL20 190 110 4101GL30 180 110 362 98 68 29 170 70 166 29 49 19 PPS(GF40%) 411 *印=破断しない。 注1) 成形機: 住友重機械製 ネオマット N47/28 射出圧力: 130MPa 射出速度: 60% シリンダ温度: 340 ℃(4100G) 50 ℃ (4101GL20・4104GL30) 射出時間: 10 秒 冷却時間: 20 秒 薄肉成形品のウエルド強度 図2-12 成形品肉厚とウエルド部の引張強度との関係 引張強度(MPa) 90 4100G 4800G 80 3601GL20 4101GL20 3601GL30 4101GL30 70 60 50 0 0.5 1.0 1.5 2.0 成型品肉厚(mm) SUMIKAEXCEL PES 09 2. PESの物性 ウエルド強度の改善 ウエルドによる強度低下が実用上問題になる場合には、以下の方法により改善が図られる可能性があります。 ●アニールによる改善 ガラス繊維強化グレードのウエルド部は、150∼180℃のアニール処理により 15∼20%向上します。 適切なアニール条件は0.5mm∼1.5mmt の肉厚の場合 150℃×20 分、 2mmt の肉厚の場合 180℃×180 分です。 表2-4 ガラス繊維強化グレードのアニールによるウエルド部引張強度の向上 (単位:MPa) グレード 50℃ アニール前 180℃ 20min 20min 180min 3601GL20 4101GL20 68 76 (113%) 76(113%) 77 (114%) 3601GL30 4101GL30 61 75 (123%) 75(121%) 75 (121%) ( )内は、 アニール前の強度を 100%とした場合の比率 ●金型温度による改善 ウエルド強度は成形時の金型温度は高い方が強くなりますので、金型温度を 160∼180℃と高くして検討してくださ い。 2-3 PES の寸法安定性 線膨脹係数 スミカエクセル PES は線膨脹係数が小さく、その温度依存性が小さいことが特徴です。図 1 に線膨脹係数の温度依存性を 示します。結晶性の PPS(GF40%)は温度上昇と共に線膨脹係数が大きくなりますが、非結晶性のスミカエクセル PES は、 温度に依存せず 200℃まで一定の値を示します。さらにガラス繊維強化の 4101GL30 は 2.3×10-5(/K)とアルミニウム並の 低い線膨脹係数を有することから、精密成形に適した材料といえます。 図2-13 線膨脹係数の温度依存性 線膨脹係数(×10−5/K) 15 ポリアセタール PPS(GF40%) 10 ポリカーボネート 5 スミカエクセル 4800G スミカエクセル 4101GL30 0 0 10 50 TECHNICAL NOTE 100 150 200 温度(℃) 形収縮率 スミカエクセル PES の成形収縮率は非強化品で 0.6%と小さく、かつ異方性がありません。ガラス繊維強化グレードは MD 方向0.2%、 TD方向 0.4%と異方性を有します。 図2-14 成形収縮率の比較 成形収縮率(%) POM 非強化グレード PBT 2.0 ガラス繊維強化グレード PA 1.0 スミカエクセル PES PC Uポリマー 変性 PPO PPS PSU 0 吸水による寸法変化 スミカエクセル PES は吸水性があり、成形直後の部品は、1.1%の吸湿による寸法変化は飽和状態(1.1%)で 0.15%と小さ な値です。 図2-15 寸法変化の吸水率依存性 寸法変化(%) 50%RH、20℃の平衡点 水中、20℃の平衡点 1.0 水中、100℃の平衡点 POM PA 0.5 スミカエクセル PES PC 1.0 2.0 3.0 吸水率(%) 2-4 PESの難燃性 難燃性を他樹脂と比較するために、図 2-16 に限界酸素指数を示します。 さらにスミカエクセル PES は発煙量が非常に少ないことでも知られており、飛行機の内装部品にも採用されています。 図2-17にはAmerican National Bureau of Standards の発煙量試験結果を他樹脂と比較して示します。 また、スミカエクセル PES は成形時の腐食性のガスの発生、および成形品からのアウトガスの発生も非常に少ない樹脂で す。 図2-16 限界酸素指数(ASTM D-2863) 図 2-17 発煙量 限界酸素指数(%) 吸光度(補正値) 100 米国NBSスモークチャンバー試験 炎上状態、1/8"サンプル 50 800 40 PEEK(450GL) PES(4800G) PTFE PC PVC 200 フェノール樹脂 400 ABS PEEK(450GL20) PES(4101GL30) PES(4800G) PC ポリサルホン PPS 0 付加型ポリイミド 10 ポリアミドイミド 20 ポリサルホン 600 30 0 SUMIKAEXCEL PES 11 2. PESの物性 2-5 化学的安定性 ■スミカエクセルPESは、 加水分解を起こしません。 ■強酸には侵される場合がありますので注意を要します。 ■スミカエクセル PES は非結晶性ポリマーの中では、耐薬品性に優れますが、使用条件に応じて注意が必要です。ある種 の有機薬品、特にケトン、エステルにより、ストレスクラッキングを受けます。さらに、ジメチルスルホキシド(DMSO)、 芳香族アミン、ニトロベンゼン、およびある種の塩素化水素(ジクロロメタン、クロロホルムなど)のような極性の強い 溶剤には溶解します。 ■脂肪族炭化水素、アルコール、ある種の塩素化炭素水素、一部の芳香族薬品、オイル類、グリースには優れた耐性をもち ます。また使用条件次第では、たいていの漂白剤、殺菌剤の影響を受けません。 実用にあたっては、実成形品での評価が必要になります。 耐熱水性 加水分解を起こさず、160℃の熱水、 スチーム下でも適用できます。ただし、吸水に伴う特性変化に注意が必要です。 表2-5 熱水中、荷重下での耐性(熱水 90℃) 応力(MPa) スミカエクセル PES 13 20 26 33 40 4100G R56.5 R20.2 R15.3 R12.5 - 4800G 989.6 R65.5 R18.7 - - - - 987.3 732.5 R25.5 - - R130 R87 - 4101GL30 (GF30%) PPS (GF40%) 表中[R=Ruptured、数字は経過時間] PES4100G は、 13MPaの荷重下では、56.5 時間でクラック発生。 PES4101GL30 は、 26MPaの荷重下では、987.3 時間まで問題なし (987.3 時間でクラックが発生することを意味しません)。 表2-6 140℃での耐熱水性(4100G) 期間(週) 引張強度(MPa) 変化率(%) シャルピー衝撃強度(J/m) 変化率(%) コントロール 81 100 382 100 2 88 108 176 46 7 93 114 137 35 14 92 113 137 34 29 81 100 137 37 42 84 104 147 39 ●140℃でのスチーム滅菌 スミカエクセル PES を、140℃で 24 時間スチーム滅菌をしても引張強度は、なんら変化を示しません。重量増加は 1%で す。 ※4100Gよりも高分子量である 4800G の方が苛酷な条件の熱水に耐えます。 耐薬品性 ガソリン、エンジンオイルなどのオイル、グリース類、およびクロロセン、フレオンなどの洗浄溶剤に耐えます。ただし、ア セトン、クロロホルムなどの極性溶剤には侵されますので、 使用にあたっては注意が必要です。一方、耐ストレスクラッキ ング性、非晶性樹脂の中で最も優れています。 (表 2-7) 。 また、高温下でもアルカリ、酸に耐性があります。 12 TECHNICAL NOTE 表2-7 無機薬品に浸漬した場合の重量および引張強度の変化 薬品名 水 水 水 10%塩酸 濃塩酸 15%塩酸 10%硫酸 50%硫酸 50%硫酸 濃硫酸 25%硫酸 40%硫酸 40%燐酸 40%硫酸 40%燐酸 10%硝酸 濃硝酸 5%硝酸 10%苛性ソーダ 飽和苛性ソーダ 5%苛性ソーダ 飽和塩化カリ 飽和次亜塩素酸ソーダ 25%飽和次亜塩素酸ソーダ 10%水酸化アンモニウム 過酸化水素水 塩素化臭素水(PH4) 5%みょうばん 亜硫酸ガス 二酸化窒素 六弗化硫黄 塩素 グレード 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4101GL30 4100G 4100G 重量変化 温度 (℃) 浸漬時間 重量変化 (日) (wt%) 室温 1 0.43 50 - 100 - 室温 180 1.95 室温 180 2.19 90 - 室温 180 1.82 60 14 -0.39 60 14 -0.20 室温 90 - 4100G 60 14 - - 7.0 -15.6 - - - 6.3 - - - 引張強度変化(%) 浸漬時間(日) 30 90 180 -17.7 -16.6 -21.1 -13.5 -13.1 -17.7 7.4 9.8 9.2 -14.9 -17.8 -21.1 -6.3 -12.2 -21.1 - -40.0 -49.0 -13.2 -17.7 -23.4 - - - - - - - - - - 2.0 3.0 備考 360 - - 9.5 - - -53.0 - - - - 7.0 かなりクレーズ発生 - - 溶解 - 14 -0.55 - - - - - - 4101GL30 60 14 -0.37 - - - - - 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 4100G 室温 室温 90 室温 室温 90 室温 室温 90 室温 室温 90 90 室温 室温 室温 室温 180 180 180 120 180 120 120 30 180 180 30 28 2.27 1.79 0.82 1.46 1.42 1.63 2.52 0.33 8.49 1.19 -0.11 0.47 - - - - - - - - - - - - - - - - - - - - -13.9 -4.8 - - -9.8 -10.0 - -9.8 -1.0 - -15.0 -4.5 2.4 -62.8 - - 0.0 -18.2 -11.0 3.0 - -15.8 -9.0 - - - -8.0 - - - - - - -29.0 -22.3 -14.2 2.0 - -19.6 -6.0 - - - -11.0 -34.0 -4.5 - - - - -24.0 - - 6.1 - - - - - - -12.0 - - - - 溶解 わずかにクレーズ わずかにクレーズ クラック発生 耐有機薬品 耐ストレスクラッキング性 引張衝撃試験片(1.6mm 厚) に一定荷重をかけ、各薬品に最大 20 分間浸漬し、試験片の状態を凡例にしたがい示します。 表2-8 耐ストレスクラッキング性 応力 10MPa 応力 19MPa 4100G 4800G 4101GL30 ポリサ ルホン 非強化 4100G 4800G 4101GL30 ポリサ ルホン 非強化 アセトン メチルエチルケトン シクロヘキサノン R1S R1S R1S R4S R2S R19S ○ ○ ○ R2S R1S D R1S ○ D ○ R18 D R1S R1S R1S R3S R1S R5S ○ ○ ○ R2S R1S D R1S R5 D ○ R20S D ベンゼン トルエン キシレン C20 ○ ○ ○ ○ ○ ○ ○ ○ R1S R1S R4S R4 R11 R15 D D D R2 R6 ○ C20 C20 ○ ○ ○ ○ R1S R1S R2S R3 R3 R11 D D D トリクロロエチレン 1.1.1 トリクロロエタン(クロロセン) 四塩化炭素 1.2 ジクロロエタン パークロロエチレン クロロホルム トリクロロトリフルオロエタン(フレオン) C20 ○ ○ R1S ○ R1S ○ C20 ○ ○ R1S ○ R1S ○ ○ ○ ○ ○ ○ ○ ○ D R8S SLC20 D C20 D ○ ○ R3 R6S D R1S D ○ D D D D D D D R6 ○ ○ R1S ○ R1S ○ R11 ○ ○ R1S ○ R1S ○ ○ ○ ○ ○ ○ ○ ○ D R3S R3 D R8 D ○ R17 R1 R3S D R1S D ○ D D D D D D D メタノール エタノール n- ブタノール エチレングリコール 2- エトキシエタノール プロパン 1.2 ジオール ○ ○ ○ ○ C20 ○ ○ ○ ○ ○ SLC20 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ C20 ○ ○ ○ ○ ○ R17 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ C20 ○ ○ ○ ○ ○ C20 ○ ○ ○ ○ ○ ○ ○ ○ ○ C20 ○ C20 ○ ○ ○ C20 ○ R10 ○ ○ ○ ○ ○ ○ ○ ヘプタン 酢酸エチル ジエチルエーテル 二硫化炭素 ○ R31S C20 ○ ○ C20 S1.C20 ○ ○ ○ ○ ○ ○ R3S C20 R8S ○ ○ R1 R1S ○ ○ ○ D ○ R17S C20 ○ ○ R7 C20 ○ ○ ○ ○ ○ ○ R1S R7 R5S SLC20 R4 R1 R1S R19 ○ R15 D ○ ○ ○ ○ ○ ○ ○ ○ C20 ○ ○ ○ ○ ○ ○ ○ ○ ○ C20 ○ R3 ○ R1 ○ ポリエーテルサルホン ガソリン 軽油 ( 凡例 ) ○ ………… 試験片が20 分間浸漬後も全く変化しなかった。 C20 ……… 20 分間浸漬後、クレージングが起こった。 SLC20 …… 20 分間浸漬後、 わずかにクレージングが起こった。 ポリカー 変性 ボネート PPO 非強化 非強化 ポリエーテルサルホン ポリカー 変性 ボネート PPO 非強化 非強化 R8 ………… 8 分間浸漬後、割れた。 R2S ……… 2 秒浸漬後、割れた。 D ………… 試験片が溶解した。 SUMIKAEXCEL PES 13 2. PESの物性 溶解性 スミカエクセル PESは極性ポリマーなので極性溶媒に溶けます。スミカエクセル PES の溶解性は、コーティング用途、溶剤 接着において重要です。 スミカエクセルPESの溶剤には下記のものがあります。 ジメチルスルホキシド、N.N-ジメチルホルムアミド、 N- メチルピロリドン、ジメチルアセトアミド。 重量変化、引張強度変化 種々の有機薬品に浸漬した場合の重量変化を表 5 に示します。非溶媒に対しては浸漬温度、時間により、-0.5∼2%の重量 変化を起こしますが、寸法は安定です。部分溶剤に対しては一般に軟化、 膨潤し、重量は著しく増大します。 表2-9 有機薬品に浸漬した場合の重量および引張強度の変化 商品名 グレード 25%酢酸 重量変化 温度 (℃) 浸漬時間 重量変化 (日) (wt%) 引張強度変化 浸漬時間(日) 7 - 30 - 90 −3.00 備考 180 −27.00 360 −42.00 - - 90 - - 室温 30 0.31 - - - 5%フェノール 室温 90 6.66 −29.70 −35.70 −45.80 - - - 無水ヒドラジン 室温 14 3.50 - - - - - 軟化 氷酢酸 ベンゼン 室温 180 1.48 −3.20 −3.10 −8.60 キシレン 室温 7 0.49 - - - 360 日ではクレーズ発生 - −13.50 - - - - - - ヘプタン 室温 180 0.21 −0.80 −1.00 −5.80 −10.00 - シクロヘキサン 室温 120 0.12 - - - - - - メタノール 室温 14 2.09 - - - - - - −13.60 −18.70 - - - - - - エタノール 室温 180 1.46 −2.20 −5.00 エチレングリコール 室温 120 0.53 - - 100 14 −0.36 - - - - - - 150 14 0.06 - - - - - - わずかにクラック プロピレングリコール 4100G グリセリン ホワイトスピリット 130 7 −0.51 - - - - 酢酸エチル 室温 60 10.70 +21.90 - - - - - 軟化 酢酸アミル 室温 120 −0.08 - - - - - - ジエチルエーテル 室温 120 2.91 - - - - - - 四塩化炭素 室温 180 0.44 −0.40 −0.30 −6.40 −11.30 - - 室温 120 1.01 −10.20 −19.20 −32.80 −51.60 - - Genklene 室温 120 1.13 - - - - - - パークレン 室温 120 0.78 - - - - - - North Sea Gas 室温 180 0.01 −0.90 −0.34 - 0.20 - - エチレンオキサイド 室温 190 7.59 - −14.00 - −39.10 - 140kg/cm2 の応力下ではクラック プロピレンガス 室温 180 0.21 −0.60 - - −0.11 - - 1.1.1- トリクロロエタン (クロロセン) 洗浄溶剤 特に塗装または接着などを行うときには、成形品表面のグリース、オイル、離型剤を除去することがしばしば必要になり ます。そのときには、アセトン、メチルエチルケトンなどの洗浄溶剤の使用は避けてください。表 2-10 に、4100G への洗浄 溶剤の影響を示します。 表2-10 洗浄溶剤の影響 (4100G) 洗浄溶剤(還流下) 時間(分) 硬度(初期値=98) 重量増加(%) Arklone P 2 10 30 98 98 98 0 0 0 Arklone L 2 10 30 98 98 98 0 0 0 Genklene 2 10 30 98 98 98 0 0 0 Trinklone A 2 10 30 98 98 98 0 1 1 Trinklone N 2 10 30 98 表面にクラック発生 表面にクラック発生 1 1 2 パークロロエチレン 2 10 30 98 98 98 0 0 0 2 10 30 91 溶解 溶解 3 塩化メチレン 14 TECHNICAL NOTE 耐オイル、ガソリン(およびトランスミッションオイル)性 表2-11 オイル、ガソリン中での重量変化(4100G) 環境 浸漬時間(日) 温度(℃) 重量変化(%) 亜麻仁油 180 室温 0.63 2 180 −0.10 シリコーンオイル(ICI 190) 180 室温 0.37 Veedol ATF 3433(トランスミッションオイル) 365 130 0.38 90 160 −0.55 0.30 Deep Frying Oil Castrol ATF Shell Diala トランスオイル 180 室温 Castrol ATF Solvent flushing Oil 90 室温 0.50 Duckhams 20/50 Oil 90 160 2.84 0.55 Gunk 98 オクタンガソリン 90 室温 180 室温 0.60 90 室温 0.20 7 室温 0 3 Star ガソリン ASTM II Oil 図2-18 トランスミッションオイル中での機械的性質の変化(4100G) 保持率(%) 120 引張強度 100 80 引張衝撃強度 60 ノッチ付衝撃強度 40 1週間 1ケ月 (浸漬条件) トランスミッションオイル VEEDOL ATF 温度:130℃ 1年 時間 表2-12 ガソリン中での耐ストレスクラッキング性(室温) 応力(MPa) グレード 環境 4100G 9 19 28 ディーゼルガソリン 20 20 20 37 20 4100G 97 オクタンガソリン 20 20 SLC20 C20 4100G 100 オクタンガソリン 20 R270h C20 R19 4100G パラフィン 2110h 2110h 2110h 2110h 4101GL30 97 オクタンガソリン 20 20 20 20 4101GL30 100 オクタンガソリン 360h 360h 20 20 R :クラック C :クレーズ発生 SLC :わずかにクレーズ発生 h :時間 特に単位のないものは分 (凡例) 20:20 分間問題なし R270h:270 時間でクラック発生 2110h:2110 時間まで問題なし 表2-13 オイル(Vactralite Oil)中での耐ストレスクラッキング性(100℃) グレード 応力(MPa) ノッチ半径 (mm) 5 10 20 25 30 40 4100G 0.01 2000h R150h - - - - 4100G 0.25 2300h R110h - - - - 4100G 0.50 - 1450h R330h - - - 4100G 1.00 - 2000h 2000h - 3000h R790h 4100G 2.50* - - 2300h - 2000h R700h 4101GL20 0.50 - - - 1632h R460h R160h *モールドノッチ (*印のないものはマシーンノッチ) (凡例) 20:20 分間問題なし R270h:270 時間でクラック発生 2110h:2110 時間まで問題なし 表2-14 タービン・オイル中での耐ストレスクラッキング性(160℃) 応力(MPa) オイル ノッチ半径 (mm) 30 40 4800G Aeroshell 555 2.5 3000h R1h - - 4101GL20 Aeroshell 555 0.5* 250h R3h - - 4101GL30 Aeroshell 555 2.5 - 3700h - - Esso Turbo 2380 2.5 3200h - - - 4101GL30 Esso Turbo 2380 2.5 - - 1650h R2h 4800G Esso Turbo 2389 2.5 1400h R20h - - グレード 4800G 10 20 *モールドノッチ (*印のないものはマシーンノッチ) (凡例) 20:20 分間問題なし R270h:270 時間でクラック発生 2110h:2110 時間まで問題なし SUMIKAEXCEL PES 15 2. PESの物性 表2-15 オイルの機械的性質に及ぼす影響(4800G) オイルタイプ 浸漬時間(週) 温度(℃) ミネラルオイル 100 120 140 2 + + + 4 + + 0 6 + + 0 16 + + 0 32 + 0 0 52 + 0 合成炭化水素油 100 120 140 + + 0 + + 0 + + 0 + + 0 0 0 − 0 0 ジメチル 120 160 + + + 0 + 0 + 0 0 0 0 0 120 140 160 180 + + + + + + 0 0 + 0 0 − + 0 0 − + 0 0 − + メチルフェニル クロロフェニル 200 160 180 − 0 − − 0 − − 0 − − 0 − − 0 − − 0 − エステルオイル ジエステル 120 + + + + 0 0 ポリエステル 120 160 180 + 0 0 + 0 − 0 − − 0 − − − − − − − − ポリグリコールオイル 100 120 140 + + 0 + + 0 + + 0 + 0 0 + 0 0 + 0 フッ化アルキルエーテルオイル 180 200 0 − 0 − 0 − − − − − − − 水性オイルエマルジョン 80 0 0 0 0 − − ミネラルベースオイル+シックナー a)カルシウム石鹸 b)リチウム石鹸 c)リチウム鉛石鹸 d)カルシウムコンプレックス石鹸 e) ナトリウム合成石鹸 f)ポリ尿素 80 120 120 120 120 120 + + 0 + 0 0 + 0 0 + 0 0 0 0 0 + 0 0 0 − 0 + − 0 0 − − + − − 0 − − − − − ジエステル+リチウム石鹸 120 + + + + 0 0 120 120 140 160 + + + + 0 + + + 0 + + 0 0 + + 0 0 0 0 0 シリコーンオイル シリコーンベースオイル ジメチル + 変性アミド メチルフェニル + リチウム石鹸 0 − (凡例) + 耐性 0 − 優 良 不可 保持率 表2-16 種々のタービン・オイル中で一定変形を与えた場合の耐ストレスクラッキング性(4800G) 温度 室温 3% 150℃ 変形量 2% 1% 0% Aeroshell 500 0.05 R5 0.15 15 Aeroshell 555 5 R5 15* 15 Aeroshell 750 5 R5 15 - Castrol 580 5 R5 15 - Esso Turbo 25 5 R5 25 - Esso Turbo 274 5 R5 R25** 15 Esso Turbo 2380 5 R5 R25** 15 Esso Turbo 2389 5 R5 - - オイル 160℃ (凡例)* 表面のクラックは樹脂の流れ方向に平行。 ** 15分ではクラックは発生しなかった。 耐漂白剤、滅菌液 スミカエクセル PESは、 その濃度が特に濃くなければたいていの漂白剤および滅菌液の影響を受けません。滅菌液に浸漬後、 スミカエクセル PES 成形品を引き続いてスチーム滅菌または、乾熱滅菌する場合には、充分に水で洗浄しなければなりませ ん。 表2-17 漂白剤、滅菌液の影響(4100G) 溶液 16 重量変化 (%) 引張強度変化(%) 10% Lissapol N 1.46 -11.6 2% Ivisol 1.35 -14.6 0.5% Gevisol 1.40 -14.8 2% Instrusan 1.42 -15.6 1% Bentenol 1.30 -13.6 1% Soilay 901-SD 1.36 -14.7 家庭用漂白剤 1.27 - TECHNICAL NOTE 浸漬条件:室温 1カ月 75%以上 50%以上 50%未満 アニーリング 成形品中の残留応力は、 アニーリングによって緩和することができ、耐薬品性の向上に効果があります。 このことは、 トルエン あるいはMEKに浸漬すれば容易に確認できます。 2-5 電気的性質 スミカエクセル PES は耐熱性の電気絶縁材料であり、 200℃を越える高温まで誘電率、誘電正接、絶縁抵抗に優れた特性を維持 しています。 誘電正接 スミカエクセル PESの誘電正接は20∼150℃の温度範囲でほぼ 0.001と低い値で安定しています (図 2-19) 。 誘電正接の周波数依存性では109Hzでも0.003 程度です (図 2-20) 。 図2-19 誘電正接の温度依存性 (60Hz) 図 2-20 誘電正接の周波数依存性 (室温) 誘電正接 (−) 誘電正接(−) 0.1 0.010 PC PC 0.008 0.01 PPS PES 4800G 0.006 ポリアミドイミド ポリサルホン PES 4800G 0.004 0.001 0.002 ポリサルホン 50 100 150 200 0 温度(℃) PPS 10 102 103 104 105 106 107 108 109 1010 周波数 (Hz) 誘電率 スミカエクセル PESの誘電率は60∼109Hzにわたって一定(3.5) であり、試料が吸水している場合でも少し高くなるだけです (図2-21) 。 図2-21 誘電率の周波数依存性 誘電率 5 PPS (GF40%) 4 PES 4800G (乾燥) PSU 3 PES 4800G (未乾燥) PC 2 10 102 103 104 105 106 107 108 109 1010 周波数(Hz) 体積固有抵抗 スミカエクセルPES の体積固有抵抗は 200℃においても 1011Ω・mと高い値を有しています(図 2-22)。 図2-22 体積固有抵抗の温度依存性 (分極時間 1000sec) 体積固有抵抗(Ω・m) 1017 PES 4800G 1016 PC 1015 1014 1013 1012 1011 0 50 100 150 200 温度(℃) SUMIKAEXCEL PES 17 3. PESの射出成形 / 2次加工 3-1 PES の流動特性 流動性 スミカエクセル PES の流動性は、シリンダ温度、射出圧力および成形品肉厚の増加とともに大幅に向上します。一方、金型 温度の影響はあまり大きくありません。ただし、 スミカエクセル PES のガラス移転温度が 225℃と高いため、160℃以上の 金型温度を推奨します。金型温度が低い場合には、離型不良や、ガラス繊維強化グレードの場合はガラス繊維の浮出し、 ウ エルド発生の原因となるので注意が必要です。 一般成形 肉厚3mmでの流動特性を中心に述べます。 シリンダ温度の影響 シリンダ温度を上げると樹脂の溶融粘度が下がり、流動性が向上します。20℃高く設定することによりバーフロー長が 30∼60%向上します。 図3-1 温度依存性 バーフロー長 (mm) 600 変性 PRO PES 4101GL30 ポリサルホン 400 200 ポリエーテルイミド (非強化) ポリカーボネート PES 4100G PES 4800G 0 250 300 350 400 成形機: 射出圧: 射出速度: 金型: 型温: 住友重機製ネオマット N47/28 130MPa 12(中速) 3mmt×8mmw 120℃ 成形温度(℃) 射出圧力の影響 射出圧力を 20MPa高く設定することによりバーフロー長が 10∼20%向上します。 一般には高圧成形を推奨しますが過充 填による離型不良や残留応力に注意が必要です。さらに二次圧の設定により適正条件を選定します。 図3-2 射出圧力依存性(4100G) バーフロー長 (mm) 500 350℃ 400 330℃ 300 成形機: 射出圧: 射出速度: 樹脂温度: 金型: 型温: 200 100 住友重機製ネオマット N47/28 130MPa 9(中∼高速) 330 ℃、350 ℃ 3mmt×8mmw 120℃ 0 50 100 150 射出圧力(MPa) 射出速度の影響 射出速度は、バーフロー長には大きな影響を与えません。 図3-3 射出速度依存性(4100G) バーフロー長 (mm) 樹脂温度 500 射出圧 400 350℃ 130MPa 300 350℃ 330℃ 78MPa 130MPa 330℃ 78MPa 200 成形機: 住友重機製ネオマット N47/28 金型: 3mmt×8mmw 型温: 120℃ 100 0 15 18 30 TECHNICAL NOTE 45 60 (%) 射出速度 製品肉厚の影響 流動長は肉厚とともに急激に向上します。1.5mm 以上の肉厚では肉厚が 0.5mm 増すことにより、流動性は 40∼70%向上 します。 図3-4 肉厚の影響 (4100G) バーフロー長 (mm) 600 400 成形機: 射出圧: 射出速度: 樹脂温度: 金型: 型温: 200 住友重機製 ネオマット N47/28 130MPa 60% 360℃ 8mmw バーフロー 120℃ 0 1.0 2.0 3.0 肉厚(mm) 薄肉成形 肉厚0.1∼0.7mm での流動特性について述べます。 シリンダ温度の影響 シリンダ温度の上昇で流動性は向上しますが、0.3mm 以下の肉厚ではその効果は小さくなります。滞留の影響を考慮す れば380℃位までが適当です。 図3-5 シリンダ温度依存性(厚み 0.7mm) 図 3-6 シリンダ温度依存性(厚み0.5mm) バーフロー長(mm) バーフロー長(mm) 60 40 3601GL20 4100G 40 4100G 3601GL20 3601GL30 30 3601GL30 4101GL30 4101GL30 20 20 10 0 340 360 成形機: 射出圧: 射出速度: 金型: 型温: 380 成形温度(℃) 住友重機製 ネオマット N47/28 130MPa 75% 0.7mmt×8mmw 140℃ 0 340 360 380 成形機: 射出圧: 射出速度: 金型: 型温: 成形温度(℃) 住友重機製 ネオマット N47/28 130MPa 75% 0.7mmt×8mmw 140℃ 図3-7 シリンダ温度依存性(厚み 0.3mm) バーフロー長(mm) 40 30 20 4100G 3601GL20 10 3601GL30 4101GL30 0 340 360 成形機: 射出圧: 射出速度: 金型: 型温: 380 成形温度(℃) 住友重機製 ネオマット N47/28 130MPa 75% 0.7mmt×8mmw 140℃ SUMIKAEXCEL PES 19 3. PESの射出成形 / 2次加工 製品肉厚の影響 流動性は肉厚に依存しますので、製品設計に際してはご留意ください。 図3-8 肉厚依存性(4100G) 図 3-9 肉厚依存性(3601GL20) バーフロー長 (mm) 80 バーフロー長 (mm) 80 樹脂温度 380℃ 樹脂温度 380℃ 60 60 360℃ 360℃ 40 40 340℃ 340℃ 20 20 0 0 0 0.2 0.4 0.6 0.8 1.0 肉厚(mm) 0 0.2 成形機: 住友重機製ネオマット N47/28 射出圧: 130MPa 射出速度: 75% バーフロー幅:8mm 型温: 140℃ 0.4 0.6 0.8 1.0 肉厚(mm) 成形機: 住友重機製ネオマット N47/28 射出圧: 130MPa 射出速度: 75% バーフロー幅:8mm 型温: 140℃ 射出圧力の影響 薄肉流動性は射出圧力の影響を比較的大きく受けます。130MPa 以上の射出圧力を推奨します。また、製品外観、残留応力 を考慮して適正圧力を選定します。 図3-10 射出圧力依存性(4100G) 図 3-11 射出圧力依存性(3601GL20) バーフロー長 (mm) 80 バーフロー長 (mm) 60 60 80 0.7mmt 40 0.7mmt 40 0.5mmt 0.5mmt 20 20 0.3mmt 0.1mmt 0 100 130 160 0.3mmt 0 200 100 射出圧力(MPa) 成形機: 住友重機製ネオマット N47/28 射出速度: 75% 樹脂温度: 340℃ バーフロー幅:8mm 型温: 140℃ 130 160 200 射出圧力(MPa) 成形機: 住友重機製ネオマット N47/28 射出速度: 75% 樹脂温度: 340℃ バーフロー幅:8mm 型温: 140℃ 射出速度の影響 薄肉流動性は射出速度の影響をあまり受けません。射出速度が大きすぎるとヤケ等の不良原因となる可能性があります。 図3-12 射出速度依存性(4100G) 図 3-13 射出速度依存性(3601GL20) バーフロー長 (mm) 80 バーフロー長 (mm) 80 60 60 樹脂温度 0.7mmt 360℃ 40 40 340℃ 360℃ 20 0.5mmt 340℃ 360℃ 340℃ 0 20 50 60 75 20 0.3mmt 0.3mmt 90 射出速度(%) 成形機: 住友重機製ネオマット N47/28 射出圧: 130MPa バーフロー幅:8mm 型温: 120℃ TECHNICAL NOTE 0.5mmt 0.7mmt 0 50 60 75 90 射出速度(%) 成形機: 住友重機製ネオマット N47/28 射出圧: 130MPa 樹脂温度: 360℃ バーフロー幅:8mm 型温: 140℃ 金型温度の影響 薄肉流動性は、金型温度の影響をあまり受けません。 ただし、 スミカエクセル PES のガラス転移温度が 225℃と高いため、160℃以上の金型温度を推奨します。金型温度が低い 場合には、離型不良や、ガラス繊維強化グレードの場合はガラス繊維の浮出し、ウエルド発生の原因となるので注意が必 要です。 図3-14 金型温度依存性(4100G) 図 3-15 金型温度依存性(3601GL20) バーフロー長 (mm) 80 バーフロー長 (mm) 80 60 60 40 0.7mmt 20 0.5mmt 0.7mmt 40 0.5mmt 20 0.3mmt 0.3mmt 0 90 120 150 金型温度(℃) 0 100 130 160 金型温度(℃) 成形機: 住友重機製ネオマット N47/28 射出圧: 130MPa 射出速度: 75% 樹脂温度: 360℃ バーフロー幅:8mm 成形機: 住友重機製ネオマット N47/28 射出圧: 130MPa 射出速度: 75% 樹脂温度: 340℃ バーフロー幅:8mm 粘度特性 見掛けの溶融粘度は以下のようになっています。 図3-16 金型温度依存性 図 17 見掛けの溶融粘度のせん断速度依存性 見掛けの溶融粘度(Pa・s) 見掛けの溶融粘度(Pa・s) 4 10 2 せん断速度=9.8×10 sec −1 104 360℃ 4101GL30 4101GL30 3 103 10 4800G 4100G 3600G 4100G 3600G 2 10 4800G 102 1 10 320 340 360 380 400 420 温度(℃) 101 102 103 104 105 せん断速度(sec−1) SUMIKAEXCEL PES 21 3. PESの射出成形 / 2次加工 3-2 PES の射出成形条件 射出成形機の選定 スミカエクセル PES は、通常のインラインタイプの射出成形機やプランジャー(プリプラ)タイプの射出成形機で成形す ることが可能です。 スクリュ、シリンダ ●スミカエクセルPESのフィラー強化グレードは、ガラス繊維などを充填しているため、耐摩耗仕様の材質が好ましい。 ●スクリュデザインは、せん断発熱量が少ない標準的なフルフライトタイプが適している。サブフライト付きスクリュや 高混練スクリュの使用は、樹脂の滞留やせん断発熱により樹脂温度が 400 ℃以上になり、 好ましくありません。 以下に代表的なスクリュデザインを示します。 ●L/D スクリュの長さ (L)/スクリュの径(D)=20 前後が好ましい。 ●圧縮比 圧縮比=2∼2.2前後が好ましい。 ●各ゾーン 供給ゾーン:55%前後 圧力ゾーン:25%前後 計量ゾーン:20%前後 ●スクリュヘッドは、逆流防止機構付きスクリュヘッドを推奨します。 ノズル ●材質は、スクリュ、シリンダに準じます。 ●オープンタイプのノズルの使用が適している。シャットオフノズルは、デッドスペースが多く樹脂が滞留しやすいので 好ましくありません。 ●ノズルヒーターは、独立した温度制御器を使用し、制御性が良好な PID 制御方式が好ましい。 ●延長ノズルを使用する場合は、温度分布が均一になるように十分考慮されたものを使用します。 射出ユニットおよび制御系 ●スミカエクセルPESは溶融粘度が高いため、射出圧力が 200MPa 以上の成形機が好ましい。 ●スミカエクセルPESは溶融粘度が高いため、計量時のトルクが大きく、標準よりも高出力タイプを推奨します。 成形機容量 ●製品の大きさにもよるが、計量値が全射出容量の 1/3∼3/4 となるようなシリンダ径と型締め力の組み合わせとなるよ う選定することが望まれます。計量値が小さいと、無用な樹脂滞留から、種々の成形不良となることがあるため注意し てください。 予備乾燥 スミカエクセル PES は吸水性があるため、十分乾燥する必要があります。熱風循環式オーブン、除湿乾燥機を使用し、160 ∼180℃で5∼24時間乾燥してください。棚段式オーブンを用いる場合は 50mm 以下の厚さに広げ、乾燥してください。 特 に大型成形品を成形する際には 180℃での乾燥をお奨めします。 また、非強化品や大型成形の場合、除湿乾燥機を使用することをお奨めします。ホッパードライヤを使用する場合は、十分 な容量があり、熱容量の大きいものが必要です。予備乾燥が不十分な場合、 成形品表面にシルバーストリーク・フラッシュ マーク等が現れることがあります。上記のような現象が発生した場合、 さらに乾燥が必要です。 スミカエクセルPESは加水分解しないため上記の条件下での乾燥による劣化はありません。 図3-18 4100Gの乾燥曲線 吸水率(%) 0.20 0.15 0.10 160℃ 0.05 0.00 0 22 180℃ 10 TECHNICAL NOTE 20 30 乾燥時間(hr) 成形条件 スミカエクセルPES の標準的な成形条件を示します。 3600G 4100G グレード 4800G ガラス繊維充填系 160∼180℃× 5∼24hr 160∼180℃× 5∼24hr 160∼180℃× 5∼24hr 後部 300∼340 320∼340 300∼340 中央部 320∼370 330∼370 320∼370 前部 330∼380 340∼390 330∼380 ノズル 330∼380 340∼390 330∼380 金型温度(℃) 120∼180 120∼180 120∼180 射出圧力(MPa) 100∼200 120∼200 100∼200 乾燥条件 シリンダ温度(℃) 保持圧力(MPa) 射出速度 スクリュ回転数(rpm) スクリュ背圧(MPa) 50∼100 80∼150 50∼100 低速∼中速 低速∼中速 低速∼中速 50∼100 50∼100 50∼100 5∼10 5∼20 5∼10 樹脂温度 樹脂温度として 330∼380℃を推奨します。スミカエクセル PES は溶融粘度が高いため、せん断発熱によりシリンダ温度 設定値に比べ樹脂温度が高くなる傾向があり、 40℃以上差が生じる場合があります。 樹脂温度を確認しながら成形を行う 必要があります。 図3-19 PESの流動長 1mmt 流動長(mm) 300 200 PBT PES 3600G PPS 100 PC PEI PSU PES 4100G/ PES 3601GL20 0 250 300 350 400 成形温度(℃) 金型温度 金型温度は表面温度で 120∼180℃になるように設定してください。また、金型表面の温度分布が小さくなるように設計 してください。 金型温度が低すぎると残留応力による成形品の反りやクラック(割れ)が発生します。ガラス繊維グレードではガラス繊 維の浮き出しの原因になります。金型温度を高く設定することにより、残留応力の少ない成形品が得られます。ただし、金 型温度が高すぎると、成形品取り出し時の変形の原因となります。 加熱方法としては、ヒータ方式・オイル温調方式のいずれも使用できますが、複雑形状金型、深物金型およびスライドコ アのある金型では、オイル温調方式を使用し、金型温度分布をできるだけ小さくしてください。 特に大型成形の場合や非強化品を使用する成形の際には、金型温度に十分な注意を払う必要があります。 射出圧力、保持圧力 一般的にスミカエクセル PES の成形では高い射出圧力が要求されます。薄肉成形品やガラス充填グレード、流動長の大き い成形品は、150MPa 以上の射出圧力が必要です。 保持圧力は射出圧力の 1/2∼1/3 に設定することを推奨します。保持圧力は低い方が残留応力の少ない成形品を得られま す。 SUMIKAEXCEL PES 23 3. PESの射出成形 / 2次加工 射出速度 スミカエクセルPESは一般的に低速∼中速の射出速度が適していますが、成形品形状により最適な射出速度は違います。 スミカエクセル PES は溶融粘度が高いため、速すぎる射出速度ではせん断発熱やエアの断熱圧縮によるヤケやシルバー の原因になります。一方、薄肉成形品(1mmt 以下) や流動距離の長い成形品では、速い射出速度が必要になります。 一般的には、射出速度を低速にした方が、残留応力の少ない成形品が得られます。 スクリュ回転数、背圧 せん断発熱による樹脂温度上昇を防ぐため、スクリュ回転数は 50∼100rpm を推奨します。 適当な背圧をかけることにより、均一な溶融状態となります。背圧は 5∼10MPaが好ましく、分子量の高いグレードは、高 めの背圧を設定してください。ただし、高すぎると樹脂の加熱や過負荷等の問題がおこる可能性があります。 パージング パージ材としては、MFR0.05 程度の高分子量ポリエチレン、またはポリカーボネート、好ましくはそのガラス繊維強化グ レードが適しています。 シリンダに滞留している樹脂を射ち切った後に、シリンダ温度を 280∼300℃に設定し、 340℃以下の温度になってから高 分子量ポリエチレンを投入し、設定温度になるまでパージを続けます。パージ後にスミカエクセル PES を投入する場合に は、シリンダ内に滞留しているパージ材を射ち切った後、シリンダ温度を比較的低温(300∼320℃)に設定し、この温度で シリンダをスミカエクセル PES で十分に置換した後にシリンダ温度を成形温度まで上昇させてください。シリンダ温度 を成形温度まで上昇させてからスミカエクセル PES を投入した場合はパージ材のシリンダ内での滞留やパージ材の熱劣 化が起きやすくなります。これらは成形不良を引き起こす原因となります。 成形を一時休止する場合には、樹脂の熱劣化を防止するためシリンダ温度は 250∼260℃に設定してください。樹脂温度 が 250℃未満になりますと、スクリュ表面やシリンダ内壁を損傷したり、成形再開後の異物発生の原因になる恐れがあり ます。長時間休止する場合にはシリンダ内をパージ材でパージしてからシリンダ温度を下げてください。 パージ方法 スミカエクセルPESご使用時のパージ方法について、説明いたします。 推奨パージ材:MFR0.05 程度の高分子量ポリエチレン、またはポリカーボネート、好ましくはそのガラス繊維強化グレー ド ●加工温度が高いため、 発煙、ガス噴出、樹脂の飛散等があることを十分ご考慮ください。 ●パージ材をシリンダ内で滞留させないようご注意ください。 1 成形終了 先行樹脂(ホッパー内、 シリンダ内)を射ちきる。 シリンダ温度を280∼300℃に設定する。 2 パージ材投入 340℃以下の温度になってからパージ材を投入し、設定温度になるまでパージを続ける。 パージ材射ちきり後、 ポリカーボネート使用の場合にはポリエチレンに置き換える。 3 終了操作 電源OFF(降温途中で可) スミカエクセルPESへの切り替え 24 1 成形終了 先行樹脂(ホッパー内、 シリンダ内)を射ちきる。 2 シリンダ昇温 スミカエクセルPESの成形温度に設定 3 樹脂置き換え スミカエクセルPESで十分に置換後、成形開始 TECHNICAL NOTE 3-3 PESの再生利用 バージンペレットに再生ペレットを混合させる場合は、グレードおよび用途により混合比の調整が必要です。 各グレード毎の再生ペレットの混合可能な割合を表 1 に示します。 表3-18 再生ペレットの推奨混合割合 グレード 再生ペレットの割合(%) 4100G / 4800G 30 以下 3601GL20 / 4101GL20 20 以下 3601GL30 / 4101GL30 10 以下 非強化グレードは、再生ペレットを過剰に使用すると、製品の着色が強くなり、脆くなる可能性があります。また、ガラス 繊維強化グレードは、再生の際にガラス繊維長が短くなり、機械的強度の低下を起こすため、混合割合は制限されます。表 2に各グレードの再生使用割合(再生繰り返し回数)と引張特性の変化を示します。 表3-19 非強化グレードおよびガラス繊維強化グレードの再生使用割合と引張特性 4100G / 4800G グレード 再生ペレット割合(%) 物性 再生くり返し 回数 バージン 1 2 3 4 5 30 引張強度 (MPa) 86 87 89 88 88 89 3601GL20 / 4101GL20 100 破壊の態様 引張強度 (MPa) 延性 延性 延性 延性 延性 延性 86 87 87 87 88 87 30 破壊の態様 引張強度 (MPa) 延性 延性 延性 脆性 脆性 脆性 126 126 125 126 124 122 100 破壊の態様 引張強度 (MPa) 破壊の態様 延性 延性 延性 延性 延性 延性 126 121 116 109 102 98 延性 延性 延性 延性 延性 延性 3-4 PESの金型設計 スミカエクセル PES は、溶融粘度が高く、成形収縮率が小さいため、金型の設計にあたって、以下の点に留意してくださ い。 スプル ●長さはできるだけ短く、テーパーは大きく (∼5゚) とることが好ましい。 ●スプル抜けを良くするため、図に示すようなスプルロックを設けることが望ましい。 アンダーカット Zピン スプルロック テーパー ランナ ●太く短かくする。流動性を考慮して決定する。 ●断面形状は、円形もしくは台形。 ●ゲートバランスを取ることが必要である。 B A 10° 10° E 円形 C D 台形 準円形 ランナ断面寸法例(mm) A B C D E >4 >3 >3 >4 D/2 SUMIKAEXCEL PES 25 3. PESの射出成形 / 2次加工 ゲートシステム サイドゲート ●矩形ゲートは、ランド長さを短く、深さを深くすると効率的です。ゲート深さは成形品肉厚 ×0.7 を目安とし、ランド長 さは1mm以下が好ましい。 深さ PL 幅 ランド<1mm ピンポイント/サブマリンゲート ●ゲート径は 0.8∼1.2mmφ、 ゲートランドは 1mm以下が望ましい。。また流動距離が長くなる場合は、ゲート径を大きく するより、多点ゲートにする方が望ましい。 30∼45° PL ランド<1mm (サブマリンゲート例) フィルムゲート ●ゲートの厚みは、成形品肉厚 ×0.5 が好ましく、ランドは 1mm 以下が好適です。 <1mm PL 抜きテーパー ●スミカエクセル PES は成形収縮率が小さいため、浅いものでも 1゚(1/60) ∼2゚(1/30)の抜きテーパーをとることをお奨 めします。深いものはより大きくとることを推奨します。 ●なお、薄肉成形品は過充填になりやすいため、抜きテーパーを大きめにとることを推奨します。 また、ガラス繊維強化グレードも抜きテーパーを大きめにとることを推奨します。 ●製品の形状により、十分な抜きテーパーが取れない場合は、スライドコア、突出し方式を工夫する必要があります。 エアベント(ガス抜き) ●スミカエクセル PES は、溶融粘度が高いため、1/100∼5/100(mm)程度のエアーベントを設置してもバリは発生しにく い。 ●薄肉成形品ではエアーベントの設置が望ましい。 金型材質 ●試作および小ロットの成形に対しては、機械構造用炭素鋼(S55C)が使用できますが、摺動部を有する場合には焼き入 れを推奨します。 ●量産および高寸法精度が要求される場合には、より強靱な、クロムモリブデン鋼(SCM3,4)合金工具鋼(SKD11,61)の使 用を推奨します。 ●上記以外の材質をご使用される場合、事前に問題が無いか十分にご検討ください。 (金型材質として Cu 系アロイ等は推 奨できません。) 26 TECHNICAL NOTE 3-5 PES の2次加工 接着剤 スミカエクセルPES は市販の一般的な接着剤(例、表 3-20)が使用できます。 表 3-20 接着剤 種類 名称 メーカー アラルダイト AW136、AV138 2 液タイプ エポキシ系 1 液タイプ ハンツマン・アドバンスト・マテリアルズ エコボンド 104、144B エマーソン&カミングジャパン アミコン 316 グレースジャパン スミマック ECR9000 系 住友ベークライト アラルダイト XN1244 ハンツマン・アドバンスト・マテリアルズ テクノダイン AH-3063R 田岡化学 ゴム系 ハマタイト PL605-50 横浜ゴム ポリイミド サーモケット CS-170 東レ 表3-21 各接着剤の接着強度 (単位:MPa) 接着剤 キュア条件 4100G アラルダイト AW136、AV138 120℃×1hr 3.0 − エコボンド 104 180℃×1hr 5.4 8.8 エコボンド 144B 150℃×1hr 2.0 3.5 アミコン 316 150℃×1hr 3.2 7.4 6.7 スミマック ECR9000 系 4101GL30 100℃×1hr 4.6 ハマタイト PL605-50 250∼300℃×5min 13.0 − サーモケット CS-170 70℃×1hr→180℃×3hr 4.1 8.1 超音波溶着 スミカエクセルPES は非晶性の樹脂であるため、スミカエクセル PES 同士の超音波溶着は比較的簡単に行うことができま す。溶着の組み合わせは、 1.ナチュラルグレード同士 2.ナチュラルグレードと繊維強化グレード 3.繊維強化グレード同士 の3通りが考えられますが、1 が最も容易で、 かつ溶着強度も大きくなります。 しかしながら、 2、3のケースでも十分な溶着 強度を示し、結晶性の樹脂(例えば PPS) に比べて溶着性は優れています。 超音波溶着の条件は、ホーン出力、製品形状、溶着面積およびグレード等により変化しますが、 標準的な条件は以下のとお りです。 表3-22 超音波溶着の標準条件 圧力(MPa) 30∼60 振幅(μm) 50∼80 溶着時間(sec.) 0.1∼2.0 超音波溶着後のせん断強度の測定結果を以下に示します。試験方法および試験片は以下のとおりです。 超音波ウエルダー SONOPET-1200B(精電舎電子工業株式会社) 公称出力: 1200W 発振周波数: 19.5kHz 加圧力: 18N 振幅: 34μm 図3-20 溶着部せん断強度測定用試験片 表 3-23 溶着部せん断強度 工具ホーン 0.3 0.3 10 (単位:N) 発振時間(sec.) 12.7 (単位 mm) 試験片:12.7mm×78mm×1.6mmt 0.1 0.2 0.3 PES 3600G 680 700 溶着部以外で破断 PES 3601GL20 660 850 溶着部以外で破断 PES 3601GL30 740 830 溶着部以外で破断 SUMIKAEXCEL PES 27 4. PESの用途 4-1 PES の成形用グレード 電気・電子分野 低アウトガス性、寸法安定性、耐クリープ性、低バリ性、耐洗浄溶剤性などの特長が生かされ、以下の用途に展開されてい ます。 ●リレーのベース ●コイルボビン ●可動板(接極子のブロック) ●スイッチのベース ●バーンインソケット ●コネクター ●ヒューズケース ●各種センサーのケース、カバー ●IC トレー ●プリント基板 など 熱水分野 耐熱水、スチーム性(160℃) 、寸法安定性、耐クリープ性などの特長が生かされ、 以下の用途に展開されつつあります。 ●熱水、スチーム用のバルブのジョイント ●防蝕電極の絶縁材 ●温度センサーのセル ●温水ポンプ部品 ●限外濾過装置部品 など 自動車、機械分野 広い温度範囲(−100∼180℃)での剛性、寸法安定性、高温での耐クリープ性、耐ガソリン、ガソホール、エンジンオイル性 に優れることや、スミプロイグレードの摺動特性が生かされ、以下の用途に展開されつつあります。 ●ギヤボックスのベアリングリテーナー ●ブレーキシャフト用ブッシュ ●キャブレター用コイルボビン ●スラストワッシャー ●ランプリフレクター など OA・AV機器部品 寸法安定性、クリープ特性に優れることや、スミプロイグレードの摺動特性が生かされ、 以下の用途に展開されています。 ●複写機やプリンターの各種無給油軸受、ガイド、ギヤ類 ●光ピックアップ部品 など LCD基板用フィルム分野 押出成形により成膜したフィルムは、透明性(全光線透過率 89%)、耐熱性、寸法安定性に優れ、ITO(酸化インジウムスズ) 膜を蒸着したものは、以下の LCD 基板として展開されています。 ●カード電卓 ●ページャー ●携帯電話 ●電子手帳 など 4-2 PES のパウダーグレード はじめに スミカエクセルPESのパウダーグレードは以下の用途に好適なグレードです。 ●溶媒に溶解させて接着剤、塗料・コート剤として使用 ●溶媒に溶解させて中空糸膜やキャスト膜(平膜)に加工 ●スミカエクセルPESベースの各種コンパウンド用途やエポキシ強化用途 パウダーグレードとして次のグレードを取り揃えています。 表4-1 スミカエクセルPESパウダーグレード パウダーグレード RV (還元粘度) 主用途 3600P 0.36 コンパウンド 4100P 0.41 塗料・コート剤、接着剤 4800P 0.48 中空糸膜、接着剤 5003P 0.50 塗料・コート剤、接着剤、エポキシ強化剤 5200P 0.52 中空糸膜 *還元粘度は DMF1%溶液中で測定したものです。 28 TECHNICAL NOTE スミカエクセル パウダーグレードの物性 スミカエクセル 3600P、 4100P、 4800P および 5200Pの性質 3600P、4100P、4800P、5200P の物性値はぺレットタイプの 3600G、4100G、4800G、5200G の物性値(表 4-2)を参考にして ください。 表4-2 3600G、4100G、4800G、5200G の物性値 テスト方法 (ASTM) 単位 3600G/4100G 4800G/5200G 比重 成形収縮率 MD TD 吸水率(23℃、 24hr) 屈折率 D792 D955 D955 D570 − − % % % − 1.37 0.6 0.6 0.43 1.65 引張強度(23℃) 破断伸び 曲げ強度 曲げ弾性率(23℃) 圧縮強度 圧縮弾性率 アイゾット衝撃強度 (6.4m/m. ノッチ付) (6.4m/m. ノッチなし) ロックウェル硬度 テーバー磨耗(1kg荷重.CS17Wheel) D638 D638 D790 D790 D695 D695 D256 − D785 − D1044 MPa % MPa GPa MPa MPa J/m J/m − − mg/1000rev 85 40∼80 130 2.6 109 1,625 85 破壊しない M88 R120 20 熱的性質 荷重たわみ温度(0.46MPa) 荷重たわみ温度(1.82MPa) ビカット軟化点(1kg) ビカット軟化点(5kg) 線膨張係数 MD TD 熱伝導率 比熱 温度インデックス D648 D648 D1525 D1525 D696 D696 C177 − UL746 ℃ ℃ ℃ ℃ 10-5/K 10-5/K W/(m・K) J/(kg・K) ℃ 210 203 226 222 5.5 5.7 0.18 1,121 180 電気的性質 誘電率(23℃. 60Hz) 誘電率(23℃. 106Hz) 誘電率(23℃. 2.5×109Hz) 誘電正接(23℃. 60Hz) 誘電正接(23℃. 106Hz) 誘電正接(23℃. 2.5×109Hz) 体積固有抵抗 絶縁破壊電圧 耐トラッキング性 耐アーク性(タングステン電極) 高電圧アークイグニッション 高電流アークイグニッション D150 D150 D150 D150 D150 D150 D257 D149 DIN53480 D495 UL746 UL746 − − − − − − Ω・m kV/mm V sec sec sec 3.5 3.5 3.4 0.001 0.0035 0.004 1015 16 150 70 300 200 燃焼性 難燃性 限界酸素指数(1.6m/m) ホットワイヤイグニッション UL94 D286 UL746 − − sec V-0 38 80 一般的物性 機械的性質 スミカエクセル 5003Pの性質 ●ガラス転移点、230℃を有する非晶性樹脂です。 ●100重合繰り返し単位当たり、 0.6∼1.4 と多くの末端水酸基を有しているために接着性が良好です。 ●他の性質はスミカエクセル PES の他のグレードと同等です。 SUMIKAEXCEL PES 29 4. PESの用途 塗料・コート分野 塗料・コート分野にはスミカエクセル 4100P、5003P が使用されています。特に、5003P は熱時硬度、耐薬品性と金属との 接着力を強化したグレードです。 スミカエクセル5003Pを使用した塗料・コート剤について述べます。 スミカエクセル5003P使用塗料・コート剤の特徴 ●空気中で250℃の長期使用、 あるいは冷熱サイクル(0℃⇔250℃) 使用に対しても安定です。 ●接着性、密着性 = ガラス、セラミックス、鉄、ステンレス、アルミニウム或いはアルミニウム合金等に対して優れた接着 性を発揮します。 ●耐溶媒性=非晶性樹脂の中では最も優れた耐溶媒性を示します。 ●耐加水分解性 = ポリエーテルサルホン樹脂自体、耐加水分解性に優れた樹脂であり、PES 5003P は更に優れた耐加水分 解性を示します。 ●良成膜性=成膜性に優れ、 基材を十分に保護します。 ●難燃性=難燃剤無添加で高い難燃性を有しております。 ●透明性=優れた透明性を有しており、 コート後も基材のままの外観を保持します。 ●衛生性=可塑剤等の添加剤を含まず衛生的です。 スミカエクセル5003P塗布方法 (溶液法の例) ●基材を脱脂、必要に応じてブラスト又はエッチングを行う。 ●スミカエクセル5003Pを溶媒に溶解させる。 ●この溶液を浸漬、はけ塗り、スプレー法等で基材に塗布し、風乾する。 ●350∼400℃、 空気中で30分間熱処理を行う。 アルミニウム板におけるスミカエクセル 5003P コートの耐熱性(例) 表4-3 連続使用耐熱性(250℃空気中 ) 時間(hr) 評価項目 外観変化 0 115 235 − 変化なし 変化なし 碁盤目試験(*1) 100/100 100/100 100/100 耐蝕テスト(*2) 腐蝕なし 腐蝕なし 腐蝕なし 表4-4 冷熱サイクルテスト(0℃ 氷水中、2 分⇔250℃ オーブン、2 分) サイクル回数 (回) 評価項目 外観変化 0 25 50 − ほとんど変化なし エッジ部若干発泡 碁盤目試験(*1) 100/100 100/100 100/100 耐蝕テスト(*2) 腐蝕なし 腐蝕なし 腐蝕なし (*1)スミカエクセル 5003P コート層を基材にいたるまで、安全かみそりで 100mm2 の面積にわたり 1mm×1mm の交差碁盤目状に刻み を入れ、次いでセロハン粘着テープを押しつけて押圧後、剥離して、基材に残ったスミカエクセルPES切片の個数。 (*2)スミカエクセル 5003P コート面に 15vol%硫酸溶液を滴下後、ガラス板を重ねて、24 時間放置後、表面の変化状態を観察することに より判断。 エポキシ系強化システム用途 従来よりスミカエクセル5003P はエポキシ系複合材に使用されてきました。 5003P使用のメリットは次のとおりです。 ●エポキシの破壊強度を向上させます。 ●非常に高いTg(230℃) を有します。 ●優れた機械的性質を有しています。 エポキシ樹脂の靭性強化 スミカエクセル 5003P は本質的に靭性があり、高い Tg と弾性率を有しているので、システム全体の性能を低下させるこ となく、エポキシに靭性を付与することができます。 表4-5 TGDDM/4,4-DDS系での効果 5003P濃度 (%) 曲げ弾性率(GPa) Tg(℃) G1C (kJ/m2) 0 3.34 205 0.28 10 3.21 205 0.41 15 3.07 200 0.47 (注) 1)G1C は -65℃で平面歪み条件下で測定 2)Tg は捻れ DMA で測定 上記表より大幅な破壊強度(G1C)の増加が見られ、Tg はそれほど低下していないことがわかります。 30 TECHNICAL NOTE 表4-6 スミカエクセル PES と PEI の比較 エポキシレジン/As4CF 系、 ポリマー濃度 30wt%での比較検討結果 PEI CAI(Compressive strength after impact) MPa 194 圧縮強度 MPa 8℃粘度 5003P 223 (室温) 1697 1731 (82℃) 1434 1648 (82℃) /Wet N/A 1076 (Pa・s) 130 100 N/A:分析データなし 航空機・スポーツ用品分野へのスミカエクセル PES の応用 CFRP(カーボン繊維と樹脂とからなる複合材料)のマトリックス樹脂には熱硬化性エポキシ樹脂が使用されています。エ ポキシ樹脂は機械的、熱的特性は優れていますが熱可塑性樹脂に比べると脆い欠点があります。航空機・スポーツ用品分 野での利用においては破壊靭性(残存圧縮強さ:CAI=Compressive Strength After Impact)の向上が必須とされます。 5003P を添加することによりエポキシ樹脂と反応してマトリックス樹脂中の層間剥離を伴う衝撃破壊に対して高靭性を 持たせることができます。 ●スミカエクセル PES の使用法 エポキシ主剤に 5003P を溶解し、均一系とします。これに硬化剤を加えて、硬化させると 5003P の水酸基と反応して、海 島構造の特殊なモルホロジーを形成して耐衝撃性が改善されます。エポキシ主剤に 5003Pを溶解して、均一系を得るに は、5003Pを微粉砕して、直接エポキシ主剤に N2 雰囲気下、150℃程度で溶解させるか、溶媒に 5003Pを均一溶解させ、 そ の後溶媒を留去した後にエポキシ主剤を加えて均一系を得る方法があります。 ●単位コンポジット当たりのスミカエクセル PES 使用量 (例) ○単位マトリックスレジン当たり エポキシ主剤(100 部) :硬化剤 (30∼40 部) :5003P (30 部) ○単位プリプレグ当たり ∼10wt% ●航空機用構造材としての使用法 実際に航空機等の構造材としての使用に当たっては上記 " スミカエクセル 5003P の使用法 " で調製して得られる CF プ リプレグの表面に 5003P の粒度調整した粒子(Tough ball)をまぶして、数十枚積層して成形すると、界面にある PES ballによって耐衝撃性が更に向上します。積層の方法については、種々の工夫がなされています。 (例:Boeingの航空機構造材としての規格) ○ CAI (Compressive strength after impact)値が 310MPa 以上 ○ CS(Compressive Strength.Hot/Wet Condition) 値が 1100MPa (82℃)以上 接着剤用途 スミカエクセルPES は耐熱接着剤として利用できます。特に、金属同士の接着では優れた接着強度を有しています。 特徴 ●接着層は高い引張せん断接着強度と、T 剥離接着強度を有し、剛性と可撓性を併せもつバランスのとれた特性を示しま す。 ●市販熱可塑性樹脂接着剤の中では最高の耐熱性を有し、200℃においても実用的な引張破断接着強度は 20MPa と非常 に高いものです。 また、短時間であれば 250℃までの温度でくり返し使用できます。 ●耐薬品性、耐熱性が優れています。 ●溶剤または揮発成分を含まず、アルミニウム、ステンレス、鋼、真ちゅう等の広範囲の材料に対してプライマーなしで優 れた接着性を示します。 接着方法 ●スミカエクセル PES フィルム使用のホットメルトタイプ接着方法 ○被着体の大きさにフィルムを切断します。 ○必要に応じて被着体表面をサンドペーパー、ディスクサンダー等で粗面化し、アセトン、トルエン等で清浄します。 ○被着体の間にフィルムを挟み、治具を使用して軽く圧着して 300∼360℃で 10∼30 分加熱します。圧着の程度は溶融 した樹脂が被着体の間から僅かにバリとして出る程度で十分です。 ○放冷すれば強固な接着体が得られます。 SUMIKAEXCEL PES 31 4. PESの用途 ●接着溶液を用いる接着方法 スミカエクセル 5003Pの溶媒系 PES 5003Pを単一溶媒に溶解した場合、不安定で PES が析出してきますので、通常混合溶媒系 (例を表 4-7 に示す) を使用し ます。 (単一溶媒では溶液安定性が低くゲル化します。) 表4-7 スミカエクセル 5003Pの混合溶媒系の例 溶媒 溶媒 混合比(体積比) 1 1,1,2- トリクロロエタン A 1(重量比) ジクロロメタン B C D ジメチルホルムアミド 20 シクロヘキサノン 80 メチルエチルケトン 25 N- メチル -2- ピロリドン 2 トルエンまたはキシレン 1 N- メチル -2- ピロリドン 1 ジクロロメタン 1 N- メチル -2- ピロリドン 60 トルエンまたはキシレン E 30 シリコン流動調節剤 0.5∼1 メチルエチルケトン 35 接着方法 PES接着剤の接着強度は、 熱処理条件によって変化するため、使用方法に応じた条件設定が必要です。 (条件例1) 130℃、2時間乾燥 (条件例2) 100℃、1時間後に 350℃で 15 分間乾燥 スミカエクセル 5003P接着剤系の性質 高温下での接着強度に優れます。例として、18-8 ステンレス同士を PES 5003P 接着剤系を使用して接着した場合、温度を 220℃まで上昇させた時の接着強度の変化と 150℃でエージングした場合の接着保持力についての結果を表 4-8 と表 4-9 に示します。 表 4-9 剥離強度と高温保持時間の影響 表4-8 剥離強度と温度の影響 温度 (℃) 剥離強度 MPa 150℃で保持時間(hr) 150℃での剥離強度 MPa 23 37 保持なし 26 150 26 1000 21 220 14 剥離強度の測定は剥離速度 12.5mm/minで行った。 150℃、 1000 時間保持しても初期の接着強度の81%を 保持している。 PESメンブレンフィルター製カートリッジフィルター (ご提供:東洋濾紙株式会社) PES 製のメンブランフィルターとポリプロピレン 70mm 27mm から構成された、耐薬品性・耐熱性に優れたカー トリッジフィルターです。 ■特徴 ●溶出する物質がほとんど無く、前処理としての カートリッジ洗浄が少量で済みます。 エンドキャップ サポートメディア ●メディアが非対称であり、 また、 異孔径のプレメ プレメンブランフィルター ンブランフィルターを内蔵する為、高効率・高 メインメンブランフィルター 流量で長い濾過寿命が得られます。 ●オートクレーブ滅菌、インラインスチーム滅菌 が行なえます。 ●メディア自体が不活性である為、試料中の成分 が吸着されることがほとんどありません。 ■応用用途 ●エレクトロニクスにおける超純水の精密濾過 ●プロセスガス、ベントエアーの除粒子、除菌濾過 32 TECHNICAL NOTE サポートメディア コアー プロテクター 245mm
© Copyright 2026 Paperzz