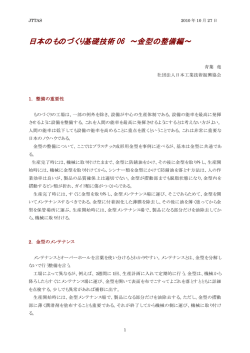
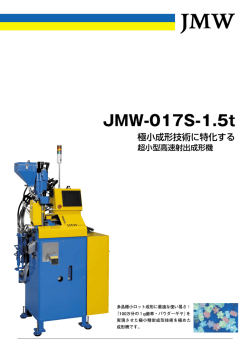
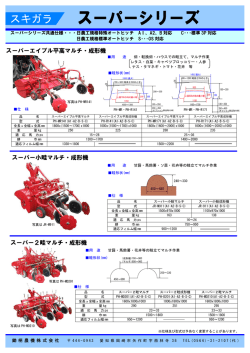
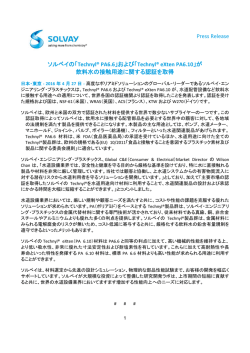
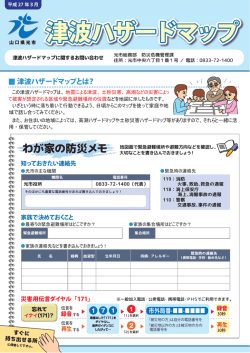
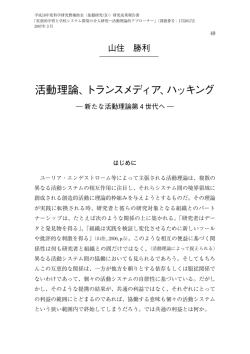
材料分野 平成27年度共同研究 CFRPの曲げ加工に関する研究 担当部所 : 栃木県産業技術センター 県南技術支援センター 共同研究者 : 株式会社シンシ 背景 近年、短時間で加工が可能な炭素繊維強化熱可塑性プラスチック(CFRTP)が自 動車分野において注目されており、今後の利用拡大が見込まれている。 本研究では,CFRTP加工法の拡大のため、連続繊維CFRTPには空気圧式の圧縮 成形機を、不連続繊維CFRTPには真空成形機を用いて加工の可能性を探った。 各加工法により、コの字加工品及び角筒型加工品を作製し、加工品に対して形状 測定を行い、加工性について考察した。 CFRTP加工品の写真(例) 研究目標と結果 研究目標 ●一方向曲げ品においては、厚さ1 mmの板に対し、R = 5 mm以下で曲げ角度90 ± 0.5°を達成する。 ●三次元形状加工品においては、角筒を成形し、短辺に対し1/3の深さの成形品を得る。 実施内容 ① 連続繊維CFRTPの一方向曲げ加工 成形機:圧縮成形機(空気圧式) CFRTP材料 マトリックス : ナイロン6(PA6) 厚さ : 1.15 mm Vf : 50 ~ 55 %(3K平織り) 予備加熱:250 ℃(5 min) 評価:加工品の雄型当たり面における 底面と側面のなす角度を測定 金型温度が低下するにつれ てほぼ直線的に角度が増加。 型閉じ時の加圧を除去 (型にシリコンゴムスペー サーを金型にセット) ○底面の加圧 ○マトリックス樹脂 の結晶化度 が複合的に,加工品寸 法に対し影響を与えて いることが示唆された。 加工品側面 から形成 加熱による膨張 外側の炭素 繊維が押し 出され,側面 が内側に倒 れ込む。 図3 コの字型加工品の加工過程 (a)型閉じ初期の模式図 (b)型閉じ完了時の模式図 (c)(b)の角部拡大図 図2 各金型温度に対する加工品の角度 図1 雄型形状 (a) 圧力:4kN,加圧時間:30秒 (b)圧力:4kN,加圧時間:30秒,シリコンスペーサー使用 ② 連続繊維CFRTPの角筒型加工品の加工 成形機・材料・予備加熱 : ①のとおり 評価:加工品の深 さを測定 金型温度及び圧力 を高くすることで、加 工品深さは深くなり、 金型温度180 ℃で型 閉じが完了した。 図4 雄型形状 図5 圧力、金型温度と しわ(型当たり前に 加工品の深さの関係 マトリックスが固化) ③ 不連続繊維CFRTPの角筒型加工品の加工 成形機:真空成形機 それぞれ1条件のみで CFRTP材料 加工が可能であった。マ マトリックス : ナイロン6(PA6) トリックスのPA6は、融点 厚さ : 1 mm 前後での体積変化及び Vf : 20 % 流動性変化が大きい材 ヒーター温度 上380、下360℃ 上420、下400℃ 料である。真空成形する に当たり、材料温度が低 すぎると変形できず、高 95.5 mm すぎるとドローダウン量 129 mm 139 mm が大きくなり過ぎるため、 加工可能な温度範囲は 86 mm 狭いことが考えられる。 図6 不連続繊維CFRTP角筒加工品の写真 まとめ ●空気圧式の圧縮成形機により連続繊維CFRTPを、真空成形機により不連続繊維CFRTPを加工した。 ●連続繊維CFRTPの加工には金型温度が、不連続繊維CFRTPの加工には材料加熱温度が加工性に影 響する結果となった。 ご来場の皆様へ 問い合わせ先:栃木県産業技術センター 県南技術支援センター TEL 0283(22)0733 CFRTPの賦形加工が可能です。 自動車部品等への応用が期待されます。 Industrial Technology Center of Tochigi Prefecture
© Copyright 2026 Paperzz