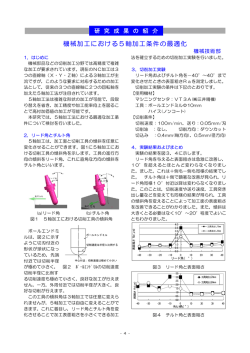
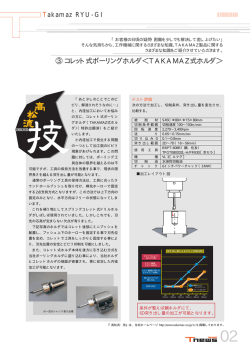
NAK55 プリハードン鋼 37∼43HRC 精密型に適した、使い易いプラスチック金型用鋼 特 長 ■被削性が極めて良好です。 37∼43HRCの硬さですが、その被削性は33HS (18HRC近似) のS53Cとほぼ同等で、 30HRCの SCM440より遙かに優れています。 ■優れた鏡面仕上げ面と満足な光沢が得られます。 真空溶解していますので、 ピンホールも出にくく、 鏡 面の光沢が出やすい。 切削加工面が優れているので、研削加工が容易で す。 ■型寿命が優れています。 硬さが高いので、 耐摩耗性、 耐圧性が大きく、 型寿命 が大幅に伸びます。 ■精度の高い金型に適しております。 被削性が優れ、歪僅少なので、精密プラスチック金 型に適しています。 ■シボ加工性が優れています。 組織、硬さ共均質性に富んでいるので、良好なシボ 加工面が得られます。 ■溶接性が優れています。 肉盛溶接が容易にできます。肉盛溶接後に簡単な 熱処理を施すだけで、均一なシボ加工、鏡面仕上げ 面が得られます。 ■放電加工後の研削加工が容易です。 放電加工後の硬さの上昇がなく、容易に研磨がで きます。 品 質 特 性 ■被切削性 ■肉盛溶接性 ◎時効硬化型 プラスチック金型用鋼NAK55 焼ならし材 焼戻し材 □3SCM440 ×1SK7 焼戻し材 焼ならし材 ×2S53C 焼ならし材 ×3SKD61相当 焼入れ焼戻し材 150 ×4SKD6相当 焼入れ焼戻し材 S53C 100 時効処理材 □1SCM440 □2SCM440 ◎NAK55 ×2 ×4 0 200 □2 ×1 □1 ×3 □3 300 400 500 400 溶接のまま SKD11 61.0 NAK55 200 エ メ リ ー ♯120 19.0 ♯320 ダイヤ モンド アルミナ (0.05μ) (6μ) ♯600 6.0 6.0 10.0 4.0 ∼7.0 ∼7.0 43.0 6.0∼7.5 4.0∼6.0 4.0∼5.0 3.0∼5.0 2.0∼3.0 SCM440 27.0 5.0∼5.5 3.0∼4.0 2.5∼4.5 3.0∼6.0 4.5∼5.0 5.0∼5.5 3.0∼4.0 2.0∼5.0 3.5∼5.0 8.0∼10.5 20.0 ∼12.0 ∼5.0 4 4 溶接鋼mm 比重(g/cm3) 7.80 熱伝導率 300℃ W/m・K 42.7 600 8 12 16 5時間 空冷 母 材mm 研磨加工面 硬さ測定位置 0.05mm─ 10.0mm─ 放電加工面 500 A部 400 B部 放電加工の条件 使用機種:DIA×250 DE150S 加工電流:2A 加工液圧:20mmHg 加工深さ:20mm 加工電圧:80V 電 極:銅 300 200 100 放電加工面 品質特性 研削条件 研 削 機:ピューラ自動研削盤 試 験 片:φ15×10 試片をφ25樹脂にうめ込んで用いた 研削盤回転数:150r.p.m 圧 力:エメリーおよびダイヤモンド 14kgf ア ル ミ ナ 6kgf ※各研磨工程所要時間(min) 292 500℃ 8 ■放電加工性 ∼20.0 S53C 溶接後時効処理条件 硬 さ ︵HV︶ ロック 鋼 種 ウエル 硬 さ HRC 溶接条件 溶接法:アルゴンシールアーク溶接 予 熱:200∼300℃ 溶接棒:共 金 300 ブリネル硬さ (HB) ■研削加工性 溶接後500℃×5hr 時効処理 境界 母材と溶接部 50 切削条件 使用機械 フライス盤 加工方式 スリッティング下向き削り 切削速度 70m/mm 送 り 0.0174mm/tooth 切 込 0.80mm 工 具 SKH51 (φ60×2.0t×25.4d×34T) 切削油:なし 寿命判定 工具溶損 硬 さ ︵HV︶ 工具寿命︵min︶ 200 0.1 0.2 0.3 0.4 0.5 放電加工面からの距離(mm) 納入硬さ 37∼43HRC 放電加工面の硬さは上昇しませ んが、一方向に線状模様がでる ことがあります。 熱膨張係数 20∼300℃ -6 ×10 /K 13.4 NAK80 プリハードン鋼 37∼43HRC 高鏡面・高性能プラスチック金型用鋼 特 長 NAK55の鏡面みがき性、放電加工肌、靭性を改善、NAK55に比べ、 さらに次の特長を有しております。 ■鏡面みがき性が極めて良好です。 ■放電加工肌が緻密で美麗なため梨地シボ加工が可能です。 品 質 特 性 ■被削性(ドリル工具寿命) ■放電加工性・放電加工面の硬さ分布 50 NAK55(40HRC) 硬さ ︵HV 荷:重200gr︶ SKD11(16HRC) 400 350 NAK80 (40HRC) SKT4 (37HRC) 5 100 500 切削長さ (mm) 300 250 0.05 * * DH2F PDS3 10 * PX7 NAK80 S-STAR *焼入・焼戻し状態 PXZ 5000 10000 比重(g/cm3) 7.80 熱伝導率 300℃ W/m・K 42.7 7 試験片:JIS3号 (2mmUノッチ) 70 6 NAK80 60 5 NAK55 50 4 40 3 30 2 20 1 10 試験温度 常 温 納入硬さ 37∼43HRC 200℃ 300℃ cm2 品質特性 鏡面性(#) 15000 cm 2 ︶ 20 PX5 S-STAR* MAS1C NAK55 0.2 ︵J/ ︶ 30 PD613 G-STAR G-STAR 超鏡面品 * DC53 50 40 透明外装品 衝 撃 値︵ k g f・m / 硬さ ︵HRC︶ 60 半透明品 0.15 ■衝撃特性(初期硬さ40HRC) (概念図) 汎用意匠品 0.1 表面からの距離(mm) 1000 ■鏡面仕上性・各素材の鏡面仕上性位置づけ 汎用雑貨品 放電加工条件 加工機:汎用機 電 極:銅 電 圧:100V 電 流:4.5A ∼ ∼ 表面 切削条件 工 具:SKH51φ10テーパーシャンク 切削速度:5∼50m/min 送 り:0.15mm/rev 止 り 穴:30mm切 削 油:なし 寿命判定:工具溶損 10 50 熱影響層 切削速度V ︵m min︶ 内部硬さ 40.4HRC (396HV) 450 30 熱膨張係数 20∼300℃ -6 ×10 /K 13.4 293
© Copyright 2026 Paperzz