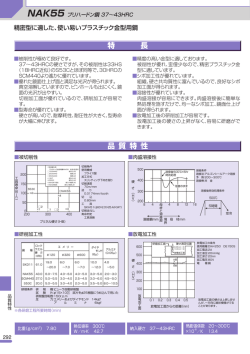
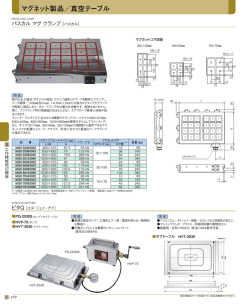
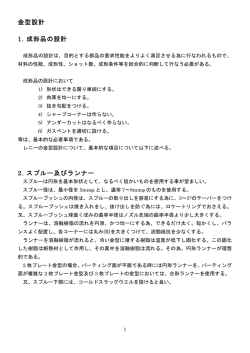
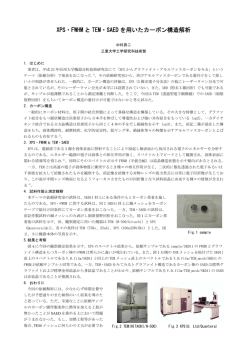
DC53 SKD11より優れた靭性、強度をもつ汎用冷間ダイス鋼 特 長 ■高温焼戻し (520∼550℃)で、61±1HRCの高 硬度が得られ強度、耐摩耗性の点で優れた性能を 発揮します。 ■SKD11の約2倍の靭性を示し、割れ、欠けのトラ ブル防止と寿命向上が期待されます。 ■炭化物の微細化により被切削性、被研削性とも優 れていますので加工の点で有利です。 ■高温焼戻しにより残留応力が軽減されますので、 ワ イヤ放電加工による高精度加工ができます。 ■焼入れ性を改善した合金設計になっておりますか ら真空熱処理に最適です。 品 質 特 性 ■焼入焼戻し曲線 ■硬さと衝撃値 60 64 62 60 58 56 DC53 1040℃ 空冷 DC53 1030℃ 空冷 DC53 1020℃ 空冷 SKD11 1030℃ 空冷 52 (試片寸法:φ30×10mm) 54 焼入れ のまま 200 300 400 cm2 30 3 20 2 10 1 cm2 10Rノッチ試験片 500 520 540 560 580 56 58 DC53 (180∼300℃) DC53 (520∼560℃) SKD11 (180∼300℃) SKD11 (500∼540℃) 60 62 硬 さ (HRC) ■回転曲げ・疲労強さ (1000) 100 +0.05 80 (800) 長さ方向 mm2 mm2 DC53 熱処理1030℃、520℃(2回)63HRC SKD11 熱処理1030℃、520℃(2回)59HRC SKD11 熱処理1030℃、200℃ 61HRC ︶ 直径方向 (600) 試片寸法 φ20×50mm 品質特性 −0.10 焼入れ のまま 100 200 300 400 500 600 105 焼戻し温度 (℃×1h×2回) 比重(g/cm3) 7.87 熱伝導率 600℃ W/m・K 26.0 熱膨張係数 20∼500℃ -6 ×10 /K 13.2 ヤング率 5 2 ×10 N/mm 2.13 ︶ 0 ︵kg・f/ 120 応力振幅︵N 変 寸 率 ︵%︶ (1200) +0.10 −0.05 282 4 焼戻し温度 (℃×1h×2回) DC53 1030℃ 空冷 SKD11 1030℃ 空冷 +0.15 40 0 ■熱処理変寸率 +0.20 5 ︵kgf・m/ ︶ シャルピー衝撃値 ︵J/ ︶ 硬 さ ︵HRC︶ 50 6 〔焼入温度 1030℃〕 106 繰返数(N) 焼なまし硬さ ≦255HB 60 107 DC53 ■微細・均一なミクロ組織 ■目的・用途に応じた熱処理サイクルの選定 用途・目的 DC53 SKD11 焼入れ(℃) 焼戻し 目標硬さ(HRC) 一般的用途 (SKD11と同一の熱処理サイクル) 180∼200 500∼550 60∼62 60∼63 強度重視 (摩耗・ヘタリ・かじり・疲労強度対策) 520∼550 62∼63 靭性重視 (割れ・折損・チッピング) 200∼350 59∼62 1020∼ 350∼510 1040 59∼62 放電加工・ワイヤ放電加工 トラブル対策 500∼550 60∼63 経年変化対策 500∼550 +400 60∼63 PVD処理の前熱処理 520∼550 62∼63 熱処理変寸対策 ■ワイヤ放電加工精度 熱処理条件とワイヤ放電加工後の歪量との関係 SKD11 焼 入 れ 焼 戻 し 硬さ(HRC) 1030゜C×2hr 真空ガス冷 520゜C×3hr 520゜C×3hr 空冷 62.6 〃 〃 530゜C×2hr 520゜C×2hr 空冷 62.2 〃 530゜C×2hr 520゜C×2hr 空冷 59.4 〃 サブゼロ(−80゜C)180゜C×3hr 61.2 200 歪 量 40 (加工形状・寸法) a f c b 30 (μm) d e e d a=140.0mm b= 62.5 c= 20.0 d= 20.0 e= 17.0 f=スタート穴=O ファイバー方向 DC53 40 20 10 0 200 a b c d e 測定位置 (加工形状図参照) f ■被切削性と被研削性 ドリル工具寿命 研削性比較 (円筒研削) 70 50 DC53 研 削 比 20 10 5 1 50 試験片研削 容積 砥石 摩耗容積 試験条件 工具:SKH51φ10テーパーシャンクドリルα=118° 送り:0.15/rev 穴深さ:30 (止まり穴) 切削油:なし 寿命判定:工具溶損 DC53 (211HB) SKD11 (207HB) 70 100 300 500 7001000 切削長 (mm) 2000 3000 8 6 4 品質特性 切削速度V ︵m min︶ 30 焼入れ焼戻し (62HRC) SKD11 焼入れ焼戻し (61HRC) 2 0 テーブル送り(mm/min) 周 速 (m/min) 6.9 10.4 6.9 10.4 切込み深さ (μ/回) × 研 削 回 数( 回 ) 5 × 20 5 × 10 10 × 35 5 × 40 1300 2600 283 DC53 高温焼戻しをした場合、残留オーステナイトの分解反応に伴う経年変化が問題になる場合は「安定 化処理」追加により、経年変化を極小に抑える事ができます。 経年変化処理:安定化処理 ■高温焼戻しの場合経年変化(寸法膨張)が生じま す。 (SKD11も同様に経年変化が生じます) ■安定化処理の実施で経年変化が極小に抑える事が できます。 ■サブゼロ処理(−70∼−196℃)では経年変化を 完全に防止ができません。 ■低温焼戻しでは経年変化が生じません。 安 定 化 処 理 ■焼入れ処理 ■高温焼戻し 1030℃ ■安定化処理 530∼540℃ (2回) 400℃ + GC ■530℃経年変化 1030ー530ー530 62.9HRC 100 80 40 20 mm 20 80 60 60 40 0 −20 0 0 50 100 経過時間 (日) 150 0 50 100 経過時間(日) 150 200 ■低温焼戻し 1030ー (ー196) ー530ー530 61.2HRC 100 80 40 ミクロン/300 80 mm 20 mm 20 60 0 1030ー180ー180 61.0HRC 100 ミクロン/300 品質特性 284 −20 200 ■サブゼロ処理 −20 1030ー530ー530ー400 62.4HRC 100 ミクロン/300 ミクロン/300 mm ■400℃安定化処理 60 40 0 0 50 100 経過時間 (日) 150 200 −20 0 50 100 経過時間(日) 150 200
© Copyright 2026 Paperzz