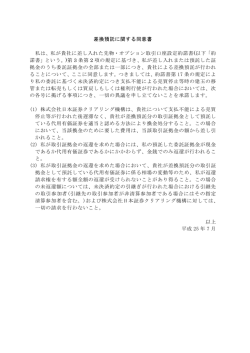
情報番号:01020859 テーマ:工程進捗管理システム構築のポイント 編著者:(有)ダイコンサルティング 中小企業診断士 坂田岳史 (関連情報:01020851∼01020890) Q 現在、生産管理システムの導入を検討しています。生産管理の中でも特に 納期管理を徹底したいので、工程進捗管理システムを中心に導入したいと思っ ています。その場合、どのようなやり方があるでしょうか? A.まずは、システムなしで納期短縮できる仕組みを作ってください。その後、 POP(Point Of Production)などのシステム化を図ってください。 1.納期短縮の仕組み 納期管理は、作成された生産計画どおりに生産が進んでいるかを管理するも のです。コンピュータを使えば生産実績から進捗を把握することができます。 しかし、その前に現在納期遅延しているのなら、その原因を明確にしてそれを 解決するためにシステムを導入するという考え方が必要です。次に、納期遅れ が発生する主な原因を挙げますので、自社に該当するものを検討して下さい。 (1)加工待ち時間 1つの設備で複数のオーダーを加工する場合、前のオーダーの加工が終わる まで待つことになります。これは、設備能力や品種による加工時間を予め考 慮して生産計画を作成しているため、加工待ち時間が発生することは予定済 みです。しかし、何らかの原因で前の加工時間が延びて待ち時間が予定より 長くなることもある。この場合、待たされているオーダーの加工開始時間の 遅れをシステムで把握することにより、遅れの改善が図れます。 (2)工程の能力差による待ち時間 例えば、前工程が6時間、後工程が8時間かかる工程の場合、工程間に2時 間の待ちが発生します。これも加工待ち時間と同じく生産計画作成時にわか っていることですが、工程内でトラブル等が発生すると待ち時間が2時間を 越えます。工程開始と終了の時刻をシステムで収集していれば実績より遅れ が把握でき、改善活動が測れます。 *この情報の無断コピーを禁じます。 (株)経営ソフトリサーチ・レファレンス事業部 1 (3)ロット待ち時間 生産現場では、ロットでまとめて生産することがあります。例えば、10個 を1ロットとした場合、はじめの1個が生産終了しても、あとの9個が加工 されるまで待たされます。この場合、ロットを1つオーダーとしてシステム 管理すればいいでしょう。 (4)運搬待ち、運搬時間 運搬のためのクレーンやフォークリフトを待つ時間、及び実際に運搬する時 間であり、これも納期を左右する待ち時間になります。この待ち時間も予め 生産計画策定時に考慮されています。これは、前工程の終了時刻と後工程の 着手時刻を収集することにより、遅れが把握できます。 (5)段取り待ち時間 加工を行う前に行う段取り時間による待ち時間です。段取り時間は生産計画 を作成するうえで重要な条件になりますので、計画策定時には必ず考慮され ます。進捗管理を行なう場合、段取り時間を含めて加工時間とするか、段取 り時間と加工時間は分けて管理するかを予め決める必要があります。 分けて管理する方が管理制度があがりますが、着手時間の入力が必要なこと やシステムが若干複雑になるので、まとめて管理する方法もあります。 (6)加工時間 実際に加工をする時間です。もちろん、生産計画策定時に考慮されています。 加工時間は生産着手時刻と終了時刻から把握することができます。 (7)部材・材料の入荷遅れ 生産に必要な部材や現材料の入荷遅れでも待ち時間が発生します。これは不 慮によるものと予め分かっているものがあります。不慮の場合は、生産実績 時刻から把握できます。予め分かっている場合は、生産計画を修正すること により管理します。 (8)設備故障による遅れ 設備故障は不慮に起こる場合が多くあります。この場合、明確に進捗が遅れ ることが分かるので、システムには遅れの原因として設備故障と登録します。 これにより、後で進捗遅れの原因分析をすることができます。 このように、生産進捗遅れの原因にはいくつかあります。自社が最も課題と している原因を解決できるシステムを導入することが必要です。 *この情報の無断コピーを禁じます。 (株)経営ソフトリサーチ・レファレンス事業部 2 2.管理活動の仕組み いくら進捗管理システムを導入しても、それを改善する能力がなけれはシス テムは絵に描いたもちになります。生産実績を的確にシステムに入力しておけ ば、進捗情報はコンピュータで把握することができます。しかし、遅れがあっ た場合、どのような指示命令系統で改善するか、だれが責任をもって実行する かが明確になっていないと意味がありません。システム化と同時に、的確な改 善活動ができる体制を作ってください。 3.進捗管理システム 生産進捗管理をシステム化する場合、POP(Point Of Production)を活用す る方法があります。これは、製造現場にPOP端末という小さなバーコードリ ーダー付の端末を設置し(パソコンで代替するケースもあります)、製造指示 書に印字されたバーコードを読み取ることにより、生産開始時刻、終了時刻を 収集する仕組みです。 POP端末から入力された情報は、工場内のサーバーに転送されそこでデー タベースに蓄積されます。次にPOPによる作業手順を示します。 ① ② ③ ④ 生産計画からバーコード付の生産指示書を印刷する。 ワーク(加工物)と生産指示書を現場に流す。 現場作業者は、生産開始時にPOP端末でバーコードを読み込む。 加工作業を行なう。この時、設備故障などがあれば、POP端末の「設備 故障」のボタンを押す。 ⑤ 加工が終了したら、POP端末でバーコードを読み取る。 これら一連の作業により、各ワークの生産開始時刻と終了時刻が収集され、ワ ークごとの進捗情報が把握できます。尚、生産開始・終了の時刻だけでなく、 設備故障や、部材待ち、運搬トラブル、不良数や不良原因などもPOP端末か ら入力することができます。POPとは生産現場で発生した情報をその場で登 録することにより、現場の状況をコンピュータで管理しようとするものです。 ですので、正確な情報を入力する必要があり、逆に正確に情報が入力されてい れば、現場の状況が離れた管理室で手に取るように分かるのです。 尚、POPを用いた生産進捗管理の主な機能を次に示します。 ① オーダーごと進捗情報管理 POPのメイン機能です。オーダーごとやロットごとなど、進捗を管理した い単位で現在の情報がリアルタイムで把握できます。 ② 生産予定実績管理 生産計画(予定)と生産実績との対比です。遅れが大きい場合は、再度生産 計画を立て直す(リスケジューリング)する必要があります。 ③ 進捗遅延情報管理 作業が遅れているオーダーの一覧等が表示でき重点管理ができます。 *この情報の無断コピーを禁じます。 (株)経営ソフトリサーチ・レファレンス事業部 3 ④ 遅延原因情報管理 設備故障や部材遅れ、その他の遅延原因がグラフ等で表示されます。 ⑤ 不良率情報管理 不良率や不良原因も把握できます。不良原因をABC分析することにより、 多発する不良原因をなくすこともできます。 最後に図表1にPOPによる進捗管理のイメージ図を示しますので、参考に して下さい。 管理室 管理サーバー 現場から実績情 報を収集すること により、進捗情報 が把握できる。 工場現場 POP端末用PC POP端末用PC POP端末用PC バーコード入力 (オーダーNo等) 生産指示書 生産指示書 図表1 生産指示書 標準的なPOPシステム (執筆者) (有)ダイコンサルティング 中小企業診断士 坂田岳史 掲載内容の無断転載を禁じます。 *この情報の無断コピーを禁じます。 (株)経営ソフトリサーチ・レファレンス事業部 4
© Copyright 2026 Paperzz