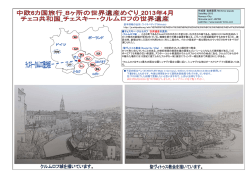
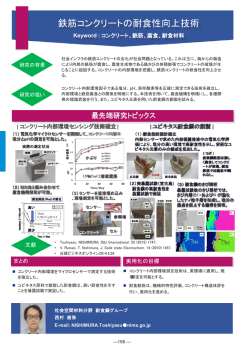
高精度三次元レーザ切断加工システムの開発(第1報) (高精度三次元レーザ加工機の開発) 吉野 武美 * 長谷川 雅人 * 斉藤 博 * Developement of 3-D Precision Cutting System of Laser Takemi Yoshino Masato Hasegawa 抄 Hiroshi Saito 録 従来のレーザ加工機では対応の困難な、カメラ、携帯電話、情報機器など高精度なプレス成形品の三次 元切断を実現することを目的に高精度三次元レーザ加工機の開発を行った。開発機はX、Y、Zの直動位 置決め駆動軸とC、αの回転姿勢制御軸で構成される一点指向の5軸機構とした。 1 緒言 そこで本研究ではこれらの高精度が必要とされ 高精度が必要とされるカメラ、携帯電話、携帯 るプレス成形品を±50μm以内の精度で三次元 情報端末などのプレス部品は 、プレス成形した後 、 切断できるレーザ加工システムを開発することを 金型によるトリミング、穴開けなどのプレス工程 目標とし、初年度は高精度三次元レーザ加工機の を経て製品となる。しかしトリミング、穴あけな 開発に着手した。 どのプレス工程は、場合によっては数十工程を要 するため、納期、金型費の面で対応に苦慮してい るのが現状である。 カラーモニタ カラーCCDカメラ 集光 ユニット 光ファイバー このようなことから金型を必要としないレーザ 冷却器 YAGレーザ 発振器本体 切断加工に対する要望が高まっているが、レーザ の三次元切断は、人手によるケガキ、ティーチン Z 軸Y 軸 グの工程を経る必要があり、納期、精度ともに要 ガス制御 ユニット 求を満たせないのが現状である。 当センターでは、現場でのケガキ、ティーチン 加工機本体 グをなくすため、プレス成形品の三次元 CAD の曲 面上に切断線を形成し、その CAD データを利用し 図1 制御盤 開発機の構成 て レ ーザ切 断加 工用 NC デ ータ を作成 する システ ムを構築した。これにより従来より短納期で三次 2 開発機の構成 元レーザ切断加工が可能になった。しかし目標と 開発機は加工機本体、制御盤、レーザ発振器お する高精度プレス成形品に対しては、①従来の三 よび冷却機、集光ユニット、ガスユニット等より 次元レーザ加工機では軸の回転等によりレーザ光 構成される。主なものについて以下に説明を加え 軸にブレが生ずる、②プレス成形品はスプリング る。 バックや反り等があり必ずしも CAD 図面と一致せ 2.1 ず切断誤差が生ずる、等のため± 50 μ m という 要求精度を満たすことができなかった。 加工機本体 開発中の加工機本体の外観を図2、構成を図3 に示す。また加工機の仕様を表1に示す。コラム は剛性を重視した門型構造とし、 A4 ノートパソコ * 研究開発センター ン程度のプレス成形品加工が可能である。 加工機本体の構造はX、Y、Zの直動軸(位置 制御)とC、αの回転軸(姿勢制御)で構成され る一点指向の5軸機構とした。またC軸とα軸の なす角度を 55 °とすることにより水平より 20 ° 上 向 き の 加 工 を 可 能 と し た 。 市 販 の 三 次 元 YAG レーザ加工機は、光ファイバーやガス配管、信号 ケーブルなどが加工ヘッドの回りに垂れ下がり加 工に支障をきたす場合が多いが、本開発機ではこ れらケーブル類を加工アーム内に通すことにより 加工中の妨げとならない構造とした。 高精度加工を実現するためには加工機の振動特 性に注意を払う必要がある。特に構造上動剛性が 低いと考えられる旋回軸アームについて、有限要 素 法 ( FEM )に よ る 振 動 解 析 を 実 施 し た 。 α 軸 モ ー タ設置部分に強制振動を与えた場合の周波数応答 を図4に示す 。 構成部材 ( 鋳物 ) 厚さが 10 、 20mm の場合について解析した。 図2 高精度三次元レーザ加工機の外観 C軸 ±370° Y軸 Z軸 ワーク 加 工 点 X軸 図3 表1 ストローク 送り速度 駆動系 55° 20° 加工機本体の構成 (a) 板厚 10mm の場合 (b) 板厚 20mm の場合 加工機の仕様 名称 テーブル α軸 ±180° 項目 仕様 テーブルサイズ 630×630mm 高さ 700mm 搭載重量 500kg 左右移動量・X軸 800mm 前後移動量・Y軸 600mm 上下移動量・Z軸 300mm 旋回角度 ・C軸 ±370° 旋回角度 ・ 軸 ±180° X,Y,Z軸 30,000 mm/min C, 軸 180°/sec 駆動モータ ACサーボモータ 駆動送り機構 ボールネジ方式 ガイド機構 リニアボールガイド 図4 有限要素法による周波数応答 表2 板 厚 10mm の 場合X、Z 方向のコンプ ライアン スが大きく、周波数帯も 200Hz 以下に存在し、加 工 へ の 悪 影 響 が 想 定 さ れ る 。 20mm の 場 合 は コ ン プライアンスのピークが 200Hz 以上の周波数帯に 移動するとともに、その値も減少する。このこと はアーム部分の肉厚を厚くすると振動に対して有 利になることを示している。この結果を参考に、 開発 機ではアーム 鋳物部分の 肉厚を 15mm とし、 さらにモータを設置した筐体にはリブを配置する LD励起レーザ発振器の仕様 項目 仕様 備考 レーザ媒質 励起光源 発振波長 最大定格出力 加工点最大出力 加工点出力安定度 ビーム品質 Nd:YAG LD (レーザダイオード) 1064 nm 1100 W 1000 W ±3 % 50 mm・mrad 以下 0.3 mm 光ファイバーコア径 10 ~ 1000 W ビームウェスト径 ×広がり角(全角) こととした。 1400 レーザ発振器は芝浦メカトロニクス社製のLD (半導体)励起 Nd : YAG レーザ装置 LAL-220BA で あ る 。 CW 発 振 で あ る が 、 波 形 制 御 ( 矩 形 波 、 三角波、正弦波、 80 ∼ 400Hz )も可能である。仕 様 を 表 2 に 示 す 。 高 ビ ー ム 品 質 ( 50mm ・ mrad 、 0.3mm コア径の光ファイバーが使用可能 )、省メン テナンス(LD寿命 20000 時間 )、省電力(ランプ 14 ファイバ出力P(W) 2σ/P(%) 1200 1000 10 800 8 600 6 400 4 200 2 0 0 30 35 40 45 電流値(A) 励起方式の 1/3 ∼ 1/4、電気 - 光変換効率 12 % )、省 スペース等の特長を有する。また可変の減衰板を 12 ばらつき 2σ/P(%) レーザ発振器 ファイバー出力(W) 2.2 図5電流値とレーザ光出力 レーザヘッド内に設けることにより、 1kW ∼ 10W の間で± 3 %以内の安定度のファイバー出力が得 CCDカメラ られるようにした。 集光ユニットより照射されたレーザ光の出力を 照明光 パワーメータによって測定した結果を図5に示す 。 500W 以上で出力は比較的安定することがわかる。 2.3 集光ユニット レーザー光 光ファイバー 集光ユニットは光ファイバーによって導かれたレ ーザ光をワーク面に焦点を合わせて照射し加工す るためのものである。本開発ではビーム品質保持 のため、コア径 0.3mm 、 NA 値 0.15 の SI タイプの 光ファイバーを用いている。光ファイバー終端か 図6 集光ユニット ら出たレーザ光は最初のレンズ群で平行光となり 、 ミラーによって 90 °方向を変えた後再びレンズ群 さらにレーザ光軸調整作業やノズル位置の調整 で 集 光 さ れ る ( 図 6 参 照 )。 集 光 倍 率 は 1 倍 で あ 作業を高精度かつ効率よく行うため、集光ユニッ る。光ファイバー終端部に微動調整機構を設けレ ト上面に CCD カメラを設置し、レーザ光と同軸に ーザ光照射位置を微調整( X,Y )できるようにした 。 拡大観察できるようにした。また同軸に照明光を また 対物レンズを 上下に 10mm 移動でき る構造と 投射できるようにした。 し 、 レ ー ザ 光 焦 点 高 さ ( Z )の 調 整 を 可 能 と し た 。 3 組立調整 大値y2を測定する。この結果からC軸の回転 本開発機を含む一点指向タイプの加工機は、レ 中心の位置は、 ーザ加工ヘッドの姿勢変化すなわちC軸およびα yc=(( y1+y2)/2)+r 軸の回転角変化にかかわらず、加工点位置は変化 であることがわかる 。次にC軸を元の位置に戻し 、 しないことに特長がある。この特長を達成するた α軸を 180 °回転させ、同様にボールのY軸方向 めの条件は、①C軸とα軸の2つの回転軸が延長 最大値y3を測定する。この結果からα軸の回転 線上で互いに交差すること、②レーザ光軸が①交 中心位置は、 点を通ること、の2つである。この条件に可能な yα=(y1+y3)/2+r 限り近付けるべく組立調整を行った(図7参照 )。 したがってα軸のC軸との交差ずれは、 Δcα=yα−yc=(y3−y1)/2 である。 Δcαがゼロに近づくようにα軸の位置を調整し C軸 た。その結果Δcα= 1.5 μmとなった。 3.2 α軸 レーザ焦点位置の調整 加工ヘッドが真下を向くようにα軸を動かし、 C軸とα軸の交点の高さに平板を置く(図9参 照 )。 次 に 平 板 表 面 に レ ー ザ 光 焦 点 が 合 う よ う に 対物レンズの高さを調節する。ここでわずかにレ ーザ照射痕(窪み)ができる程度にレーザ光を照 射する。C軸を 180 °回転させた後、同様に2つ 目のレーザ照射痕を作る。C軸はこの2つのレー ザ照射痕の中点を通る。従って2つのレーザ照射 図7 3.1 痕の中点にマーカを合わせ、新たにレーザ照射痕 C軸とα軸の交差誤差 を作り、さらにC軸を 180 °回転して作ったレー 2つの回転軸の位置合わせ 図8に示すようにC軸とα軸の交差点近傍に精 ザ照射痕と一致すればレーザ焦点はC軸上にある 度の良いベアリング用ボール(半径r)の中心が ことになる。この点はα軸との交点になるはずな 来るように調整し、加工アームがX軸と平行にな のでレーザ光軸はC、αの2軸の交点を通過する る位置にC軸を合わせる。ヘッドが真下を向くよ C軸 うにα軸を合わせる。テーブル上に変位センサを 設置しX軸およびZ軸を適当に動かせながら、ボ ールのY軸方向最大値y1を測定する。次にC軸 を 180 °回転させ、同様にボールのY軸方向最 Z Y α軸 C軸 X α軸 レーザ照射痕 測定 y1 図8 α軸 y2 y3 2つの回転軸の位置の測定 図9 レーザ焦点位置の調整 ことになる。実際の調整は、ずれが大きい場合に で行うが、微妙な最終調整は光ファイバー終端部 位置の微調整で行う。 4 真直運動精度 真直誤差 (μm) はレーザ加工ヘッドの取付角度やシム厚さの調整 加工機の真直運動精度を静電容量型変位計を用 6 5 4 3 2 1 0 -1 -2 いた反転法によって行った。その結果を図10に Y軸 X軸 Z軸-X Z軸-Y 0 200 400 600 各軸 移動距離 (mm) 示す。各軸の周期的な波はボールネジの振れ回り 図10 に起因するふらつきである。X軸は 770mm の測定 開発機の真直運動精度 範囲で 1 μm程度の真直運動精度であることがわ かる。Y軸は 570mm の測定範囲で約 5 μmであっ もに約 3 μmの真直運動精度であった。同じX、 Y、Z軸構造をもつ当センター所有の既存三次元 レーザ加工機と比較したものを図11に示す。開 発機の真直運動精度は既存機と比較して優れてい 真直誤差(μm) た。Z軸は 290mm の測定でX軸方向、Y軸方向と るものと認められる。 6 5 4 3 2 1 0 -1 -2 既存機 開発機 0 5 500 1000 位置(mm) 1500 まとめ (a) (1) 高精度三次元レーザ切断加工の実現を目的と X軸 してレーザ加工機を設計、製作した。 (2) 加工機は一点指向の5軸機構とし、上向き加 (3) レーザ伝送用光ケーブルは加工アーム内を通 し加工中の障害とならない構造とした。 (4) 2つの回転軸の位置合わせ、およびレーザ光 位置調整を行う方法を確立し、レーザ光の高 精度な三次元位置決めが可能となった。 (5) X、Y、Z軸の真直運動精度は、 1 ∼ 5 μm 真直誤差(μm) 工も可能とした。 25 20 既存機 15 10 開発機 5 0 -5 0 200 400 600 800 位置(mm) 1000 1200 の範囲であった。 (b) (6) 制御系については現在検討中である。 図11 Y軸 既存機と開発機の真直運動精度の比較
© Copyright 2026 Paperzz