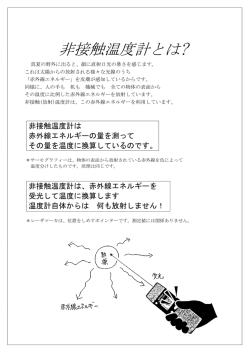
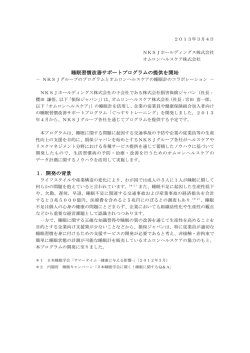
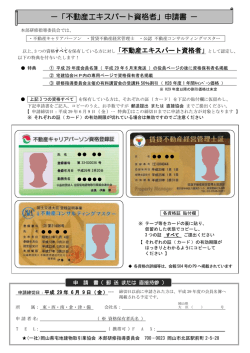
2008年10月1日 株式会社トキメックは に 社名変更いたしました。 〒144-8551 東京都大田区南蒲田2-16-46 TEL.03-3732-2111 FAX.03-3736-0261 http://www.tokyo-keiki.co.jp/ ������������ Interview/佐野工場における 「ものづくりの革新」 Front Report 船舶交通の安全と効率化を推進するシステム Technology Focus 非接触ICカードの活用と普及 Information ・パルスドップラ方式による高精度を実現! 超音波管渠流量計 UVH-2000 ・オールインワンタイプの油圧ユニット 高機能小形パワーパッケージIPU 佐野工場における﹁ものづくりの革新﹂ 佐野工場の特性と改善活動の テーマ 「サークル活動」と 「改善マン活動」の軌跡 佐野工場はトキメックの主力工場の1 佐野工場の改善活動が本格化したの つとして、油圧機器の生産を行っていま は、91年のTPM導入からでした。も す。油圧機器は産業機械や建設機械の基 ともとTPMは装置生産に適した手法で 幹部品であるため、お客様の仕様に合わ あり、加工ショップは適用できても手作 せたものづくりが前提となります。こう 業ショップの多い組立部門にはマッチし した多品種少量生産に対応した佐野工場 ません。知恵を絞りながら創意工夫を重 は、加工・部品集結・組立検査等の主要 ね、TPMの思想を活かしながら独自の 工程がニーズの多様化と変化に即応でき スタイルを生み出すことで「改善の徹底」 るフレキシブルなラインを中心に構成さ を推進してきました。その成果は96 れているのが特徴です。 年のTPM優秀賞の受賞に繋がり、現在 油圧機器・システムの開発は、佐野工場を拠点としてリソースの集約がさ れています。そこで、一つのビジネステーマ︵商品︶に対しても、生産・ シリーズでは佐野工場をモデルに、生産・販売・技術それぞれの視点から﹁ト 販 売・ 技 術 の 各 ス タ ッ フ が 横 断 的 に 関 わ る プ ロ ジ ェ ク ト が 行 わ れ ま す。 本 産﹂を焦点に、﹁業務改革活動﹂と﹁現場力﹂の復活に向けた人づくりへの キメックのものづくり﹂をご紹介しています。今回はその第2回として﹁生 挑戦をレポートします。 国際的な生産競合が激化する現在、も のサークル活動や改善マン育成の基礎と のづくりの現場ではさまざまな生産革新 なっています。その後も改善活動を通し が進められています。佐野工場において て生産性向上に努め、現在では21の も、「 生 産 工 程 の 自 動 化・ 省 力 化 」 「セ サークル活動と10名の改善マン活動を ル生産方式への移行」といった抜本的な 継続しています。 テーマから、ものづくりに密接する「現 「改善活動は業務の一環」という立場 場改善力」の増強まで、さまざまな課題 から、サークルや改善マンの活動は時間 に取り組んでいます。 内に行われているのが特徴です。改善マ 特に「現場改善力」は、生産工場の ン活動とは耳慣れない言葉かも知れませ 活力源であると位置づけて注力していま んが、個々の改善スキル向上を目的とし す。現場改善力とは、マンパワーに他な て行われるものです。改善マンに選抜さ りません。あくまでも現場はステージで れた若手メンバーが、自らの手で問題 あり、その主役は「人」です。つまり佐 解決することを通じて改善手法を学びま 野工場での「ものづくり」の基本は「人 す。改善マンが集まってお互いのノウハ づくり」であるとして、 「ものづくりの ウを共有したり、改善委員会メンバーか 革新活動」を展開しています。その大き ら指導を受ける「改善道場」が設けられ、 な柱となっているのが「サークル活動」 工場長指導会が毎月開催されています。 と「改善マン活動」であり、この2つの この道場から免許皆伝を授かった改善マ 仕組みを中心に、徹底した取り組みを今 ンが多数巣立っており、最終的には「全 日も進行中です。 員が改善マン」となることを目指してい 全サークルを対象に毎月1回の工場長指導会を実施。 個別改善マンの「改善道場」を開設。個々人の改善 サークルリーダーは工場長との直接対話によって課題 スキル向上を通じて、現場力の底上げを図る。 を明確化し、改善の効率化を推進する。 2 ます。 単位で計測。ムダな動作がないかを観察 しかし、人間は習慣の生き物でもあり では、次にそうした改善活動の事例を して改善プランを練りました。設備の間 ます。レイアウト変更によって今までの ご紹介致します。 詰めによる移動距離の短縮、U字ライ やり方が通用しなくなることに抵抗感を ンによる無駄の無い動線など、多角的な 覚える人も出てきます。 組立・検査ショップの レイアウト改善 様々な製品バリエーションがある油圧 機器は、組立から検査までをラインに 視点からレイアウトを煮詰めていきまし た。 「百人の熟練工がいれば、それぞれ考え 方ややり方が違うのは当然です。それを まとめて目標達成に動機づけさせるのが 1つの改善が、次への改善の きっかけとなり進んでいく よって一気通貫することが難しいのが現 リーダーの役割と思います。また、一人 ひとりの意見に耳を傾けることで自分の 盲点に気付かされることもあり、それが 次の改善に結び付くこともあります」 状です。佐野工場においても、以前まで 現場に精通した田中は自分の改善プラ このように、 「ものづくり」はさまざ は組立セルが分散し、歩行ロスや運搬ロ ンに自信を持っていたのですが、最終決 まな改善が絶え間なく続けられることで スが発生していました。また、セルが離 定に至るまで、管理者で構成されるプロ 常に進化をしていくものだと言えます。 れ小島になってしまうと作業全体の流れ ジェクトチームから何度も見直しの指示 が把握困難となり、それがリードタイム を受けました。 の延長や中間仕掛品を増やしてしまう原 「正直言って、提出したプランが連続し トヨタ式の考え方を取り入れ、 現場の標準作業を確立 因にもなります。作業者の無駄な動線を て不採用になった時はショックでした。 無くして効率を良くするためには合理的 しかし、見直す度にブラッシュアップさ なレイアウトへの変更が不可欠です。 れていく手応えを感じましたから、必 昨年(2004 年) 、当工場をケースス このレイアウト変更の改善リーダーと ずゴールに行き着くとは確信していまし タディの場として「トヨタ式経営改革セ なったのが、組立チーム長の田中幸雄で た」 ミナー」の工場改善研修が実施されまし す。田中が最も重視したのは、単に動線 ラインの停止する週末を利用してレイ た。これは様々な業界から参加した受講 を最短にするレイアウトを追求するので アウト変更作業を実施し、その成果を計 者がトヨタ式改善手法の基礎を学び、そ はなく、現場感覚を盛り込むことでした。 測してみると、ほぼ計画通りの改善効果 の総仕上げとして実際の工場で改善活動 たとえば、油圧機器は相当な重量がある が得られました。しかし、ホッとしたは を実習するものです。佐野工場にとって 束の間だったと振り返ります。 も、社外からの新鮮な視点による改善案 ものですが、その重量感をレイアウト設 計に反映させなければ最短の動線であっ 「改善を行うと、今まで隠れていた課題 を頂戴する良い機会となりました。 ても作業員が疲弊してしまうだけです。 が必ず見えてきます。生き物の細胞が新 これら貴重な改善案をヒントにしなが こうした視点に立ち、まずは現場を徹底 陳代謝を繰り返しながら成長していくよ ら、現在、各サークルで課題解決に向け 的に見直すことからスタートしました。 うに、改善を続けることによってものづ た取り組みが活発化しています。製造課 部品置き場からの出庫、洗浄、組立、 くりも進化して行くのでしょう。新しい 加工チーム長の小泉雅美は、セミナー受 検査というフローを1つずつの動作とし ハードルが現れると、気持ちが引き締ま 講者のオブザーバー役として実習活動に て細分化し、その動作に要した時間を秒 りますね」 参加した一人です。 「今までは、加工、組立、洗浄、検査といっ た各工程の生産効率を最大化することば かりに目を奪われていましたが、今回の セミナーを通じて、それが次工程で消化 し切れない仕掛品や在庫を発生させてい ることに改めて気付かされました」 改善活動のリーダーでもある小泉は、 この経験を活かし、さっそくラインバラ ンスの適正化、レイアウト改善、無駄の 排除に取り組みました。小泉を中心とし たメンバーはまず、コンベアの上に並ん 改善ステップ展開シートやワンポイントレッス ンなどを掲示し、改善情報を共有化、併せて手 法の普及を図る。 バリエーションの多い油圧機器では、使用部品の 効率的な管理がリードタイムの短縮につながる。 このショップでは、部品ボックスの使いやすい配 置と併せ、似通った部品を間違えて選択してしま うことを防ぐ「ポカよけ」の仕掛けも組み込んで おり、効率化と品質管理を同時に達成している。 だ加工待ちの仕掛部品に注目。そこで、 仕掛部品を必要数以上に置けない特殊な シューターを考案しました。同時に、加 工工程の手順や動作、 時間を明記した「標 準作業書」を確立することでリードタイ 3 生産部 製造課組立チーム 田中 幸雄 ムの短縮にも成功しています。 「標準作 が「チョコ停」と呼ばれる小さな設備停 業書」によって、現場でのOJTも行い 止です。すぐに復旧できることが殆どと やすくなりました。キーとなる課題を解 は言え、生産効率を著しく阻害しますし、 決することにより、その後の改善効果が 万一無人運転中の夜間に発生すれば翌朝 スパイラルアップすることを示す好例と まで停止したままという重大なトラブル 言えます。 にまで発展してしまいます。 「しかし、こうした表層的なムダの排除 電磁弁チームの加工ラインリーダーで や改善だけで満足してはいけないと思い ある原 清は、この「チョコ停」撲滅に執 ます。本質的なムダは大きすぎて逆に見 念を燃やした一人です。例えば、電磁弁 えない場合が多い。それを排除するため ボディにピンを圧入する工程でのチョコ には“仕組み”そのものを変える大胆な 停。様々な要因が考えられる中、彼が注 発想が必要です。そんな想像力と実行 目したのはパーツフィーダから送られる 力に溢れた組織を育てるのが私の目標で 部品の搬送状態でした。 す。これはものづくりの根幹を成す部分 部品の流れが時々渋くなることがあ だと思いますし、トヨタ式の本質もここ り、調査してみると、圧入する4本のピ にあるのだと思います」 ンのうち、特定のピンが送り溝に詰まっ てスムーズな動きを阻害していることが ライン対応型 OJT の実践で、 多能工化と技能の継承を推進 分かりました。改善マンでもある原は、 アイデアを駆使して身近にある材料を活 用した改善策を実施すると共に、周辺に 潜む間接要因も取り除くことで「チョコ 多工程ラインと省人化という製造現場 停」の排除に成功しました。 の潮流は、必然的に多能工化に繋がりま 「こうした小さな要因を一つづつ解消し す。それまでは専門性であった作業者各 て行くためには、まず、日頃から異常の 自のノウハウを、できる限り共有の技能 兆しを察知する『気付き』を確実にする 生産部 製造課加工チーム としてチーム内で保有していくこと、そ こと。そして、その原因究明と処置をす 小泉 雅美 うした多能工化を念頭に置いたライン対 ばやく実施できる『現場改善力』を磨い 応のOJTが、 今後は必須になるでしょう。 ていくことが重要です」 「一つひとつの作業を効率的に規定して いく『標準作業書』の効能は、このよう な場面でも役に立つと思います。もちろ ん、熟練技能を全てデジタル的に文書化 現場を熟知した改善マンから 生まれる数々のアイデア できるわけではありませんので、OJT本 生産部 製造課電磁弁チーム 原 清 来の大切さをそこに感じています。個々 生産性向上を図るユニークな改善例と 人が保有するカン・コツ(暗黙知)をで しては、原が考案した「吸引機能付きエ きる限り『形式知』として顕在化し、他 アブロー&飛散防止カバー」があります。 の人間に伝えていくことがものづくりの これは電磁弁ボディへのタップ加工(ネ 永続的発展には欠かせません。特に若手 ジ穴切削)後、穴の奥に残る切粉を圧縮 がベテランの知恵と技術を身につけて、 空気で取り除く作業で用いる治具です。 『次は自分達の番だ』という気概を持っ てもらうようにしたいですね」 従来は、エアブロー装置でひとつひとつ の穴に圧縮空気を吹き込んで切粉を除去 していたため作業に時間がかかり、ライ 自動運転生産では、 1回のチョコ停が計画を狂わせる ンの流れを阻害するボトルネックになっ ていました。 「吸引機能付きエアブロー&飛散防止 カバー」は、治具にボディを乗せると自 電磁弁チームでは、24 時間フル稼動 動的にエアノズルが圧縮空気を噴出して を前提とした自動トランスファー方式に 切粉を吹き飛ばし、同時に飛散した切粉 よる一貫生産を行っています。こうした を吸引するというものです。最初の試作 自動運転設備で大きな改善課題となるの 品は別方式を考えていましたが失敗の連 4 続。しかし工場長からの助言として「1 佐野工場では、最初から完璧な提案を れが活用されるように調達先の確保や寸 つのアイデアに固執せず発想を切り換え 目指すのではなく、まずはチャレンジす 法、加工方法、取付方法なども標準化し ること」が解決へのヒントをもたらした る姿勢を重視しています。この風土があ ておく必要があります」 と言います。 るからこそ、失敗を恐れずに改善に取り 小さな改善の積み重ねは、設備の信頼 組むことができると原は言います。 性を確かなものとしていきます。品質や 「改善に失敗はつきもの。しかし、次の ヒントに繋がる貴重な財産にもなりま 「もちろん、単なる思いつきの改善では 生産性の向上は、こうした現場における す。この経験値の積み重ねが、ある時ひ だめです。たとえば、新しい治工具を考 ボトムアップ形の木目細やかな活動こそ らめきとなるのだと思います」 案した場合などは、将来にわたってもそ が大きな推進力となっているのです。 従来行われてきた「部分最適」の追求から、工程 全体を見渡した「全体最適」の追求へと改善方針 を転換。より効率的なショップ構成を目指す。 原が考案した「吸引機能付きエアブロー&飛散防止カバー」 。治具に電磁弁ボディを乗せると自動 的にエアノズルが圧縮空気を噴出してネジ穴内部の切削切粉を吹き飛ばし、同時に飛散した切粉を 吸引する仕組みになっている。作業効率が著しく向上し、ラインのボトルネックが解消された。 理想と現状とのギャップを認識し、改善の目標とする 佐野工場長 水戸部 基 活動を推進するトップとして、 “改善を継続する”と いう断固とした意志を、さまざまな機会を設けて示すこ とが何より大事だと考えています。そして、工程、装置、 技能、 人のあり方 など、 それぞれにおいて「あるべき状態」 を具体的に示してメンバーに伝えること、そうした「理 想」と「現状」とのギャップをきちんと認識してもらう ことで、それを埋める取り組み=改善の目標が明らかに なるからです。 そのためには、工場長をはじめ管理担当者はできる限 り現場を見る努力をし、常に現状を把握しなければなり ません。同時に現場を鍛える責務から冷徹な目で問題点 を指摘し、緊張感を与え続ける必要もあります。安易に 妥協することは、結局、安易なものづくりの風土を生ん でしまいます。 また、より高い目標に向け確実に取り組むことが重要 です。躊躇して何もしないのが最もまずい状態であり、 そうしている間に事態はどんどん悪化していきますか ら、 改善は “やって見て考えよ。やって駄目なら元に戻せ” という姿勢で取り組むことを強調しております。一歩で も二歩でも常に解決へ向けてトライし続けることが最も 大事だことだと思います。 ただし前提があります。それは 「現象を正確にとらえる」 ということです。その不具合が起きる真の原因は何であ るのか、その追求・検証をまず徹底的にやらないといけ ません。真の原因に迫るまで、繰り返しトライアルを行 うこと。たとえ一時的に現象が押さえられても、それは 決して解決ではありません。同じく、不具合への対処方 法も、いつ誰が行っても結果が出せるものとなるまでブ ラッシュアップする必要があります。そこまで行って初 めて改善の完了となるのです。改善を通じてサークルや 改善マンが技術・技能・知識を習得し、自己成長の度合 いを認められることによって自己実現の喜び、生き甲斐、 やりがいを実感し、佐 野工場の更なる活性 化を実現していかな ければなりません。 工場の価値を高め ることは、お客様に価 値を提供することに も繋がります。これか らも、お客様に目を向 けた改善活動に挑戦 していきたいと思い ます。 関連情報 本ページの関連情報をホームページで公開しています。併せてご覧下さい。 → www.tokimec.co.jp/report/no107/t10.html 5 船舶交通の安全と効率化を推進するシステム 周囲を海で囲まれた日本では、古くから船舶による物流が盛んに行われてきました。 特に近年、環境負荷の少ない船舶物流が改めて注目されつつあります。しかし、自由 水面を航行する船舶は気象や海象などの影響を受けやすく、東京湾や瀬戸内海などの ように、狭水路を多数の船舶が行き交う状況では衝突や座礁などの海難事故に十分な 注意が必要です。こうした海域での船舶交通を安全かつ効率的に行うために活躍して いるのが「海上交通システム」です。これは海上保安庁殿が運用しているもので、海 上交通に関する航行管制と情報提供を一元的に行います。現在、東京湾海上交通セン ターを始めとする全国7個所の管制拠点で稼動しており、海上交通路の安全を日夜見 守っているのです。 VTS は「海の管制塔」 大型の船舶が航路を通行する場合、船長 指示します。海上交通センターには高分解 もしくはその代理人がその前日の正午まで 能レーダーが装備されており、陸上から船 に船名、航路名、航路入港予定日などを海 舶の動静を把握しています。管制官はこの 上交通センターに通報することが法律に レーダー画像を見ながら船舶の運航状況を よって義務付けられています。海上交通セ 見守り、万一衝突の危険が予測された場合 ンターではこの情報をワークステーション や、海難事故、視界不良時における危険回 に入力し、航路入航予定日時に同時入航す 避のための情報提供を行い、注意喚起する る他の船舶は無いか、入航間隔が十分確保 のです。これら一連の船舶通航を支援する されているかなどをチェックした上で管制 業務は VTS(Vessel Traffic Service) と 計画を立案。安全が確保できないと判断し 呼ばれ、海上交通システムの根幹をなして た場合には通報者に予定時刻などの変更を います。 AIS との融合でさらにきめ細かなサービスを提供 管制官が見つめているレーダー画面には システムに取り込めば、レーダーに表示さ 管制海域を航行する多数の船舶が映し出さ れる船舶マークに「識別符号」 「位置」「船 れています。注意喚起や管制指示を行う場 の大きさ」などの個別情報を自動的に付加 合には国際 VHF 電話を使用しますが、そ することができます。船舶電話や無線連絡 のためには数多く表示された船舶マークの で確認を取る必要も無くなり、迅速かつ正 中から当該船舶を特定しなければなりませ 確な管制指示に大きく役立ちます。 ん。 また、AIS の VHF データ通信波によっ 従来は、所定のラインを通過する際に操 て船舶の動静が広域かつスピーディに把握 船者が国際 VHF 電話を通じて自船位置情 できることに加え、レーダー波で捉えるこ 報を通報し、管制官がこの通報をもとに多 とができない島の裏側にいる船舶も識別で 数の船舶マークの中から該当する船舶を特 きるというメリットもあります。 定して各種 ID データを入力していました。 海上保安庁殿では、海上交通システムの こ う し た プ ロ セ ス を 解 消 し、 合 理 さらなる拡充と共に、入湾から着岸までの 的 な 運 航 支 援 を 可 能 に し た の が AIS: 湾内ノンストップ航行を実現し、船舶の安 Automatic Identification System で 全と航行時間短縮による物流の効率化を目 す。AIS は船舶に搭載して、船名、識別符 指した「海上ハイウエイネットワーク構想」 号 、 位置 、 針路 、 船速 、 行き先などの情報 を推進しています。情報通信をキーテクノ を他船や AIS 陸上局に向けて自動的に送 ロジーとして、海上交通路の高度化がます 受信する装置です。このデータを海上交通 ます進んでいくことでしょう。 6 参考 URL:海上保安庁ホームページ 海上交通センター http://www.kaiho.mlit.go.jp/syoukai/soshiki/toudai/center/center.htm 沖電気工業殿から海上交通システム事業を譲渡。 新たなる価値創出を目指します。 トキメックと沖電気工業株式会社殿 ( 以下沖電気殿 ) は、平成 17 年 4 月 1 日付けで沖電気の海上交通事業をトキメッ クに事業譲渡し、トキメックが事業を承継していくことで合意いたしました。VTS や AIS との連携によって船舶の航 行監視と情報提供を一元的に行う海上交通システムにおいて、その開発から生産、サービスまでを当社が引き継ぐこ とになります。トキメックでは、 蓄積されたレーダ装置の技術と船舶港湾市場のノウハウを海上交通システムに融合し、 安全で効率的な運航管制に貢献してまいります。 関連情報 本ページの関連情報をホームページで公開しています。併せてご覧下さい。 → www.tokimec.co.jp/report/no107/t20.html 7 非接触 カードの活用と普及 IC ON 情報セキュリティへの対応強化が重要に 個人情報保護法の施行にともない、情報 介して行われるようになった現在、情報は 管理の強化が重要な企業活動の課題に位置 データ化され、ネットワークからアクセス づけられました。個人情報としては、お客 することが容易になりました。もちろん機 様の名簿や社員名簿などがすぐに思い当た 密情報はセキュリティシステムによって保 ります。従来、情報が紙ベースで管理され 護されているとはいえ、保管庫に比べ、格 ている時点では、機密書類はカギのかかる 段に開けるための手立て ( 不正アクセス) 保管庫に入れておけば比較的安全でした。 が多いのも事実です。そこで今回の法施行 保管庫にアクセスするためのキー、文字通 は、いま一度データの管理方法について見 り「鍵」が限定されていたからです。 直し、必要に応じて管理システムを補強し ところが、多くの業務がコンピュータを ていくきっかけになるかもしれません。 非接触 IC カードを利用したセキュリティ機器・システム トキメックでは、重要な情報の保護管理 で接続し、ログイン許可や操作のロック・ にお役立て頂けるシステム・機器として、 解除を制御するリーダライタです。IC カー 非接触 IC カードを認証に使用する製品を ドがリーダライタ上にないとログインでき ご提供しています。 ず、また、離席時にカードを外すと画面は 「Exenon」は管理対象ルームへの入室 壁紙を表示、キーボード・マウスはロック 認証、通過記録管理といったパス・マネジ して第三者の利用を防止します。USB バ メントと共に、電気錠、自動ドア、ゲート スパワーで駆動するため AC アダプタは不 などの開閉を制御するトータルシステムで 要で、PC脇のわずかなスペースにセット す。企業や学校内でのフルオンライン・シ できるなどポータブル性に優れた点も特徴 ステムから単独のオフライン・システム となっています。 まで、使用環境やご要望に合わせた柔軟な 例えばこれら2つの種類の製品を組み合 構築が可能です。IC カードを認証するコ わせてお使い頂くことで、入室管理から重 ントローラも、システムに応じたバリエー 要情報を内蔵しているPCへのアクセス管 ションをご用意しております。 理まで、ワンストップでカバーする態勢を 「MRW-602」はPCと USB ケーブル 素早く構築して頂くことが可能です。 非接触 IC の通信方式 トキメックでは、認証を行うキーとして ISO 14443 にもとづく近接型通信(10 非接触 IC カードを採用しています。現在、 センチ以下の通信距離)タイプのものです。 キャッシュカードの IC カード化が話題と この近接型通信は方式の違いによりさら なっているように、そのセキュリティ・レ に TypeA、B に分かれますが、このうち ベルは非常に高いものです。また、非接触 typeA に準拠した IC カード「Mifare」は で動作するため故障に強く、ケースに入れ 欧米において広く普及し、電子マネーや入 たままで利用できるなど取り扱いも簡便な 退出管理などで高い実績を挙げています。 ため、さまざまな業界で非接触 IC カード トキメックの「Exenon」や「MRW-602」 を活用するケースが増えてきました。 も、この Mifare カードを採用しており、 非接触 IC にはいくつか通信方式があり さまざまなシステム展開に対応しやすく ますが、現在目にする多くのカードでは なっております。 8 図 非接触ICカードによるセキュリティ管理システム 【標準仕様】 ●登録データ件数 7,000件 上位コンピュータ からダウンロード可能 ●通過記録件数 6,000件 6,000件を超え た場合、 順次上書きされます。 ●データバックアップ 停電時、 登録データ、 通過記録 は電池がフル充電の場合、 約1 週間保持されます。 ●電気錠制御 通電時解錠型、 通電時施錠型、 モーター錠、 フラッパーゲート 、 自動ドアなどの制御 ●スケジュール機能 年間スケジュールにより個別 に解錠、 施錠、 停止などの時間 帯を日毎に設定可能 ほか 壁埋め込み型ICカードリーダライタ 「ExenonⅡ」 ●ログイン及びPC操作のロック/ 解除を制御するMRW-602 【仕様 (リーダライタ)】 交信距離/3cm インターフェース/USB (仮想COMポートとして使用) * *USBハブには対応していません。 通信速度/19,200bps 電源/DC5V (USBバスより供給) 消費電流/動作時最大 300 mA 待機時最大 150mA 動作温度/-10∼60℃ 対応OS/Windows 98、Windows 2000、Windows XP 机上据置き型ICカードリーダライタ 「MRW-602」 表 非接触ICカードのタイプと用途 規 格 通信距離 タイプ 用途 ISO14443 10センチ以下 (近接型) TypeA カード (電子マネー、 プリペイドカード など) …Mifare TypeB カード (住民基本台帳など) ISO18092 10センチ以下 (近接型) ー カード (電子マネー、 プリペイドカード など) …FeliCa ISO15693 70センチ以下 (近傍型) ー カード、 物流タグ など 関連情報 本ページの関連情報をホームページで公開しています。併せてご覧下さい。 → www.tokimec.co.jp/report/no107/t30.html 9 パルスドップラ方式による高精度を実現! 超音波管渠流量計 UVH-2000 超音波管渠流量計は、管渠や開渠などの自由水面をもって流れる下水、工場排水などの流量を超音波 センサによって測定する装置です。トキメックは、この分野でのパイオニアとして「超音波管渠流量計 UVH-1000 K」をお届けし、ご好評をいただいておりました。 このたび発売となりました UVH-2000 は、その後継機種として開発された新鋭機です。従来製品は測定 方式にドップラ法を採用していたため測定ポイントが1点しかわかりませんでしたが、UVH-2000 はパルス ドップラ法を新採用することによって複数点の流速を求めることが可能になりました。これによって、高精 度で安定した測定を実現しています。 《おもな用途》 微小な異物や気泡を含む流体、下水や汚水などスラリ液の流量測定 《特 長》 ●超音波パルスドップラ法による安定した高精度測定を実現 ●測定対象の流速と水位の 2 つのデータをもとに流量を求めるので、 背圧を受けるような流れや逆流などの計測が可能。 ●水路内に絞り機構を設置しないので、水頭損失や土砂などの堆積が生 じない。 ●水位ゼロから満水までの流量測定が可能 ●検出器の取付けが容易で、既設、新設を問わず水路の改造工事は不要 ●流量測定は最大 4 測線まで可能。直線部の短い水路のように流速分布 が乱れている箇所でも安定した測定が可能(詳細についてはご相談く ださい) ●水位計測に超音波レベル計を採用。 (オプションで電波レベル計も選 択できます) ■ドップラ法とパルスドップラ法の比較 パルスドップラ法 ドップラ法 測定不可 反射体1 反射体1 流れ この領域 のみ測定 測定不可 流れ 反射体2 反射体2 反射体3 反射体3 送信 時間 受信 時間 反射体3 ●送受それぞれにセンサを使用する。 ●ゴミや気泡からの反射波のドップラシフト分から流速を計 算する。 ●連続波ドップラを使用しており、送受信の交差している部 分からの反射波しか得られない。 反射体2 反射体1 壁 ●送受兼用センサを1つ使用する。 ●ゴミや気泡からの反射波のドップラシフト分から流速を計 算する。 ●パルスドップラを使用すると、超音波ビーム上の各位置の 流速を測定することができる → 流速分布がわかる = 精度向上 10 オールインワンタイプの油圧ユニット 高機能小形パワーパッケージ IPU 油圧は高密度なエネルギーの制御に適した特徴を持っているため、大きな力を精密かつ高速に制御することができます。しかし、 設定条件などの操作が難しい、配管や配線の手間が煩わしい、油圧は省エネに不利、といったご不満もありました。こうしたお客様 の声にお応えしたのが「高機能パワーパッケージ IPU」です。 IPU は、油圧の基本動作となる位置、速度、圧力の制 御に必要な機器をコンパクトにパッケージ化し、設定操 作もタッチパネルで簡単に行えるようにしました。また、 油圧配管にワンタッチカプラ、信号配線にコネクタを採 用しています。IPU なら、コンピュータの「プラグ&プ レイ」のように、特別な専門知識が無くても簡単に油圧 動力が取り出せます。もちろん、インバータ制御による 省エネ運転も実現。小形油圧プレスや成型機補助装置な どの合理的な油圧動力源としてぜひご利用下さい。 * IPU… Intelligent Power Unit ● 問い合わせ先 第2制御事業部 油空圧事業 電話:03-3737-8616 配線や配管もワンタッチ接続 関東地区電気使用合理化委員会から最優秀賞 電気使用合理化活動において優秀な成績をおさめたとして、 関東地区電気使用合理化委員会から「最 優秀賞」が授与されました。トキメックでは、電力の有効利用の推進や負荷率の改善、電気使用の合 理化を通じて、これからも環境負荷の低減に努めた事業活動を展開してまいります。 住所変更のお知らせ 佐野市、田沼町、葛生町の合併に伴い、トキメック田沼事業所とトキメックパワーシステムズの住所が平成 17 年 2 月 28 日から下 記に変更になりましたのでお知らせします。 ( 株 ) トキメック田沼事業所 〒 327-0311 栃木県佐野市多田町 168 電話:0283-62-7330 fax:0283-62-7305 ( 株 ) トキメックパワーシステムズ 〒 327-0311 栃木県佐野市多田町 168 電話:0283-62-7330 fax:0283-62-7305 展示会出展のお知らせ トキメックは来年度、下記の展示会への出展を予定しております。 ● International Microwave Symposium Exhibition 期間:6/14(火)∼ 16(木)/ 場所:米国カリフォルニア州 ロングビーチ / 出品物:各種マイクロ波デバイス ● 下水道展 '05 東京 期間:7/26(火)∼ 29(金)/ 場所:東京ビッグサイト / 出品物:各種超音波流量計、電波レベル計 ● フルードパワー国際見本市(IFPEX2005) 期間:8/30(火)∼ 9/2(金)/ 場所:東京ビッグサイト / 出品物:各種油圧機器および油圧応用製品 関連情報 本ページの関連情報をホームページで公開しています。併せてご覧下さい。 → www.tokimec.co.jp/report/no107/t40.html ■配送先変更・配信停止に関するお知らせ TokimecReport Views は、当社とお取り引きのあるお客様、資料請求をいただいたお客様、およびご講読を申し込まれたお 客様にお送りさせていただいております。 配送先変更・配信停止をご希望のお客様は大変お手数ですが 下記にご連絡いただきますようお願い申し上げます。 株式会社トキメック 社長室 電話:03-3730-7013 E-mail:[email protected] 11 情報セキュリティの スマートゲート 非接触 IC カードによる2つのチェックシステムで、セキュアな情報管理態勢を構築します。保護ルー ムへの入退室を管理する 「Exenon」 。PC へのログイン許可や操作のロック・解除を制御する 「MRW-602」。 スタッフの ID カードとパスワード認証を併用し、不正権限者のアクセスから大切な情報をしっかりガー ドします。 PC接続型 IC カードリーダライタ 「MRW-602」 Exenon 入退室カードシステム 「テンキータイプ コントローラ」 商品の詳細情報・お問い合わせ 電子事業部 通信機器部 電話 03-3732-2072 fax 03-3732-7158 http://www.tokimec.co.jp/rf/index.html TOKIMEC Report Views(通巻 107 号) 平成 17 年3月発行 ●本誌に対するご意見、お問い合わせは下記までお願い致します。 株式会社トキメック 社長室 TEL.03-3730-7013 FAX.03-3733-3690 Mail:[email protected]
© Copyright 2026 Paperzz