技術室報告
N
o
.
7 1
9
9
3
大阪大学産業科学研究所
技術室
目 次
[技術研究]
1
. 超音波を利用した化学反応実験装置から
計測班計測掛
発生される騒音の低減...
・
. ・-……工作班機械回路工作掛
H
奥田良行
大村
彰
2
. 分析電顕による多層薄膜 C
G
S
1
v
I
B
E法)の
・
. ・
.
.
.
・
. ・..計測班分析・データ処理掛
断面観察と評価...
M
M
石橋
武..
・
. ・
.
.1
2
H
[技術指導]
1
. 研究室のガラス細工とその基礎知識
……工作班ガラス工作掛
山口春夫...・ ・
.
.1
7
.
.
.
・ ・・・
.
..工作班機械回路工作掛
2
. 旋盤の有効活用法...・. ・
大西政義...
・
. ・
.2
4
ーガラスの材質とその物性一
H
H
H
H
H
H
3
. オープンショップの利用と
機械の安全作業について..
・
. ・..…工作班機械回路工作掛
H
大村
彰
.
.
.
・ ・
.
.3
4
山田
等..
・
. ・
.
.
3
7
H
4
. 質量分析装置の
有効利用について..
・
. ・..……計測班分析・データ処理掛
H
H
[技術研究]
1.超音波を利用した化学反応実験装置から
発生される騒音の低減
計測班計測掛
工作班機械回路工作掛
奥田良行
大村
彰
1.はじめに
超音波とは、正常な聴覚をもった人間には聞こえないと言われる音波であるが、大きな
エネルギーの超音波を水中などの液体中で発生させた場合には、キャピテーションと言わ
れる現象を起こすことにより液体の表面や容器の壁面を激しく振動させ大きな騒音源とな
る。この結果、このような超音波を用いた実験環境は人間にとってその思考や正常なコミュ
ニケーションが阻害されることになって非常に悪くなる。
そこで、我々はこのような騒音対策の一環として音響技術と工作技術を十二分に駆使し
て騒音低減のための遮音箱を作成して種々の実験を試みたところ所期の目的をほぼ達成し
たので、ここでその結果について分かりやすく述べる。
2
.超音波の騒音とは
超音波も一種の波動であるから我々が日常聞いている音波と何ら変わるものではないが
その振動数が大きいところから人間の耳に対する聴感覚が失われるとか、非常にその指向
性が鋭くなるとか等の特性から可聴音波とはおのずと一線を画するところがある。
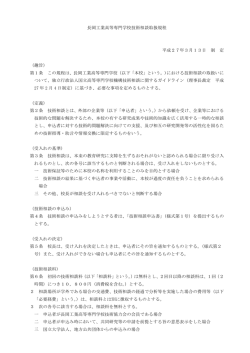
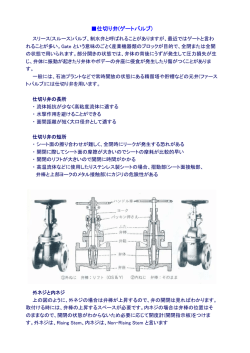
次に今回の騒音源となる超音波のキャビテーション現象に関してモデル図を用いて簡単
ωは点音源から発生される超音波によって媒質が膨張と圧縮を繰り
に説明する。図 -1の
返すことにより疎密波が生じることを示している。侶)は音圧 Pと時間 tとの関係を示す。
静圧 Pを中心に音圧の増減が起きる。曲線 Aは超音波出力が小さい場合で曲線 Bは逆に出
力の大きい場合を示す。このような出力の場合には大きな過圧と負圧が生じることになり
このような超音波を液体中で発生させると、この負圧によって液中の気泡核や溶存空気が
集合や成長を行い空洞を (
2
)で発生することになる。この時発生した気泡はさらに発達して
(
3
)で最大になり、次に圧縮され(
4
)で空洞消滅のままさらに断熱圧縮されて (
5
)の高圧高温の
6
)で破壊し、分子状に砕け散る。
微小気泡となり (
以上の過程がキャビテーション現象でこの瞬間に衝撃波が発生され、液体中で激しい雑
音が生じることになる。分裂過程の詳細は (
C
)、の)に示す。
3
.制振鏑板とは
一般に音波は空気中を伝搬する空気音と固体中を伝搬する固体音とに分けられる。
これらの音波に対する騒音対策は前者は防音と呼ばれ、後者は防振と呼ばれ、それぞれエ
ネルギー吸収とエネルギ一反射による方法がある。特に一般の騒音対策には両方法を併用
することが効果的である。
ω 疎密波
5
S:音 源
3 :希薄(減圧,膨脹)
5 :圧縮
A :波長
侶) キャピテーションの発生
。
』静圧
時間 t
一?ー液面
4
献
ト
ベ
6
h
(
2
)
(
1
)
ー・-
み
,
,
γ3
人
+
.
.
.
.
.
.
.
-
ωmuf 川
2
+
ー
(
c
)
圃
圃
』
・
・
制
ベ
下
V
4
E
f
⋮
パ
子
大
子
(
b
) P
二
子
冷
めγ
手
二
子
21AA
、
ぺ 島ゐ
(
a
) P
4 気泡核
一+日'パMJW
(
C
) キャピテーションによる液体の分裂
(
5
)
(
3
)
液粒
の
) 中粒として分
o
e
o
d
o
裂後の破壊
c
5
→6
4
'
図 -1 キャピテーション分裂のモデル図
円開」千葉 近 超音波噴霧
-2-
:7鋼板
E
曲げ
¥樹脂
振動
樹脂層に
せん断変形
1
0
-0
複合型制振鋼板
鋼板製品にダン
ピング処理
1
0
-1
t .話
M
m聴
協a
Mn-Cu合金
1
0
-2
Fe-Cr合金
鋳鉄
1
0
-S
普通鋼板
1
0
-4
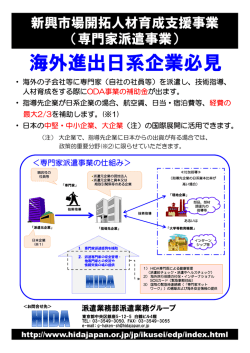
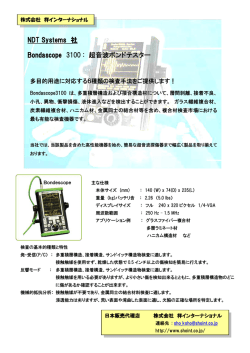
図 -2 制振鋼板の構造と各種材料の制振性能
「引用」防振制御ハンドブック(フジテクノシステム)
- 3ー
ここで用いる制振鋼板は以上のメカニズムをうまく利用した材料である。図 -2に示す
ように鋼板の間に薄い樹脂層をサンドイツチしたもので音波による振動のエネルギーを樹
脂層のせん断変形によって吸収する。さらに鋼板を二重にすることによって遮音効果を上
げることが可能である。この材料は強度が大きく耐熱性や耐久性もほぼ満足する範囲にあ
るが、加工性の点においてはあまり良いとは言えない。
制振特性に関しては温度依存性があり最も効果的な範囲で使用することが望ましい。
4
.実験結果について
はじめに、実験を行った遮音箱について述べる。今回は箱の寸法がほぼ同じで壁の構造
が単一なものと二重のものとの二種類を製作した。特に二重のものは外壁には厚さ 4m/m
の制振鋼板を用い、内壁には厚さ 2m/m
の普通鋼板を用いた。さらに二重壁の空間には
軽量グラスウールを充填した。ドアはコeムパッキングと、止め金具で密着するようにした。
冷却水及び配線用の穴にはゴムのスリープを用いた。箱の周辺部の固定は溶接によって行っ
た。重さは単一壁箱が約 3
0
k
g
、二重壁箱が約 8
0
k
gであった。図 -3、写真一
1にこれら
遮音箱の寸法及びその概要を示す。
次に箱の材料である制振鋼板の音響特性について述べる。図 -4はパチンコ大の鋼球で
直径 1
0
c
mの試料の円板を打撃した時に得られた音響放射波形である。この図から非常に
良い制振性が得られることが分かる。図 -5は遮音性能を表したものである。鋼板の単板
l
B
に対して二枚の鋼板をはりあわせた制振鋼板の場合には低中音域では透過損失が約 6c
0
d
Bのアップが見られた。また単板では高音域で
のアップに対して高音域ではさらに約 1
遮音性能が著しく悪くなる深い落込みが生じるが、制振鋼板には制振効果のため、この落
込みが非常に小さく抑えられている。
図 -6、図 -7及び図 -8はそれぞれ遮音箱の減音特性を示す。図 -6は単一壁箱の箱
内にスピーカをおき、これを音源としてホワイトノイズを発生した場合の減音特性を示し
ている。遮音箱のドア開放時とドア閉鎖時の減音量を聴覚を考慮した単位である(clB
A)
で表して見ると約 2
0
d
B
Aの値となった。この遮音箱に実際の超音波洗浄器を音源として
測定した図が図 -7である。この図から高音域の騒音が見られ、これが遮音箱によって非
常に良く減音されていることが分かる。この時の減音量は先の実験で得られた量と同じ
2
0
c
l
B
Aであった。図 -8は二重壁の遮音箱にやはり実際の超音波化学実験装置を音源とし
て測定した結果である。この場合は高出力のために高音域に大きな騒音が発生しているが、
減音量が大きいために、この遮音箱の効果は大きく、単一壁の二倍以上の
量があった。
- 4ー
4
4
d
B
Aの減音
写真
l
4
8
ドア周止め金
超音波化学実験装置
。
円
∞
¥
冷却水周穴
ノマッキング
配線用穴
4
4
0
4
3
図 -3 遮音箱と超音波化学実験装置
-5-
鉄板 2m/m
厚
ト
制振鋼板 4m/m
厚
ト
M伽1
(振幅拡大)
10ms
→
i
V
¥
八
八
八
八
八
八
八
八
八
八j
タイムスケー J
レ
図-4 鉄板と制振鋼板の打撃時の音響放射波形
- 6ー
+30
+20
+¥0
〆
目
、
く
、
'
O
.
.
3
0
t-
~
1
-10
-~O
0
.
0
6
沼50
.
1
2
50
.
2
5 0
.
5
8
1
6
f
/
f
c
縦軸は音場入射 TLfの計算値とコインシ
デンス限界周波数における垂直入射 T
Lo
との差
材料の質量,曲げ剛性,損
失係数を考慮した音場入射
透過損失の計算値
円開」木村朔建築音響と騒音防止計画
透
6
0
i
.
1
過
損
失
B
ー
-
,
〆
'
5
0
'
制振鋼板 4m/m
厚
'
(dB)
.
LJ-L十一│
'
4
0= 同 二 i
'
a
T
I
¥
.
¥ ・-
'
•
t
IK
‘
a
・
・
J
。
戸
'
、τ
'
1
、
・
r、
.
.
-
、
/
.
t
=
e
:
1
〆
J
Y毛
R
/
•
F
つ
r
副
、
ノ
,
d
V
'・/
、
、
、
可
、
,
剛
晶
画
正
鉄板 2m/m
厚
。
,-・
3
0
.
〆
・
./
'ァギζ
r
-/
.
/
・
J司~~---=--2
・
E
:/7'A
~-~
2〆
ノ
?
'
"
"
・
ヨr?"・~現
v
河
'
l
」一一ー
'
2
0
-.
.
‘
t
'
」ーー一
1
0
.'
。
'
トー十一:
.
ト
'
'
'
'
I
.
'
'
:
0
5
0
'
t
ム
8
'
Lー
ー
一
'
'
。
1
0
0
2
3 4 5
1K
2
3 45
10K
中 心 周 波 数 (Hz)
図 -5 鉄板と制振鋼板の透過損失
- 7一
音源
M
I
C
c
ヱ
て
SPL
ユ
音源ーホワイトノイズ
8
0
7
0
6
0
5
0
o Hz
5
0
e
q
u
e
n
c
yS
c
a
l
eby
1
0
0
2
0
0
5
0
0
1
0
0
0
2
0
0
0
Z
c
r
oL
c
v
e
l
Frequency(Hz)
7
0
6
0
5
0
4
0
e
q
u
e
n
c
yS
c
a
l
eby
Z
e
r
oL
e
v
e
l
Frequency(Hz)
図 -6 遮音箱の減音特性
- 8一
音源一超音波洗浄器(周波数45KHZ・出力80W)
S
P
L
(dB)
6
0
5
0
4
0
3
0
equcncyS
c
a
l
eby
ZeroL
c
v
e
l
H
z
)
Frequency(
SPL
(dB)
6
0
5
0
4
0
3
0 0-Hz-50UULー 1
0
ト ー 200一
一 500--1000-2∞
o
一
一
一 5000一 100oO.-'ioOOO-400doD'I
¥acL
'
in
equencyS
c
a
l
eby
Z
er
oL
e
v
e
l
(
16
1
2/21
1
2
)
H
z
)
Frequency(
図 -7 遮音箱の減音特性
-9-
^B C Lin
音源一超音波洗浄器(周波数2
0KHZ・出力60W)
(dB)
9
0
8
0
7
0
6
0
e
q
u
e
n
c
yS
c
a
)
eby
Z
e
r
oL
e
v
c
l
Frequency(Hz)
7
0
6
0
5
0
equcncyS
c
a
)
eby
Z
e
r
oL
e
vc
1
Frequency(Hz)
図 -8 遮音箱の減音特性
- 1
0一
5
.おわりに
遮音箱の組立の際に制振鋼板を用いた部分に関しては切断や溶接などの加工を加える時
は樹脂層を破壊しないように十分注意する必要があることが分かった。
騒音に関しては 6
0
dB
A位の比較的低いレベルの超音波騒音には単一壁の遮音箱で十分
0dBA
位の比較的高いレベルの超音波騒音には二重壁以上の遮音箱を
な遮音が出来るが、 9
必要とした。しかもこのように高いレベルの騒音に対してはドアとか配線穴などの小さな
隙聞から漏れる騒音に対しても十分な考慮が必要であることが分かった。
今後はこのような経験を生かして低周波騒音と呼ばれる低い騒音や精密な計測や微細加
工に影響を与える微振動と呼ばれる特殊な分野の騒音低減の装置の開発に取り組みたい。
6
.参考文献
・超音波噴霧
著者千葉近
山海堂
・防振制御ハンドブック
監修時閉保夫,森村正直
フジテクノシステム
・建築音響と騒音防止計画
著者木村期
彰国社
-11一
[投術研究]
2
. 分析電子顕微鏡による多層薄膜 (GS-MBE法)の
断面観察と評価
計 測 班 分 析 ・デ
タ処理出
石橋
武
1.はじめに
G
S
M
B
E法で作製した多層薄肢を観察した。各胞は主に
GaAsとAlGaAsから構成されており、その悶H¥J
は数十ナノメ ータであった。分析 f
G顕の
今回は、分析屯顕を使用して
多様な機能を駆使して多庖薄膜の断而観察を行い、元索分析によりその薄膜の持つ品子細
線桃造の特位を採った。
2
.G
S
M
B
Ei
去による試料
区トl(a
)に多屑脱作製j
刊の h
正B
E装置の概念、図を示す。試料は GsAs 0
1
0
)単結晶の基
板上にガス分子線エピタキシ一法で作製された。図
1(
b
)は分析亀・顕の T
EMモードで観
察を可能にするために多!日 l
以試料を l
¥
l
iJ
政処即したところである。初めに法板を外側にして、
多胞膜同志をしっかり張り合わせる。次にその技省而を!~ん中にして、
にスライスした後、ガ ラス台にワ
y
3mm J;;,îさぐら い
クスで固定して研l
告する。仕上げは数十 ミクロンの l
写
さになった試料をイオンシニング装 tu~ によってアノレゴンイオンで削る。そして、試料にほ
んの少し穴が空けばスト
y
プし、その付近の数十ナノメ ータ厚さのところが TEMの観察
場所となる。
スクリ ーン
電子線回折用電子銃
分子線源
↓
真空排気系
図ー
1(
a
) MBE装置の概念図
- 1
2-
(試料面接合わせ)
基仮
超格子ーー
接着剤一一
超格子-基援
テフロンマット
‘ 一ー←一
、.-.-一一試料
(試料研磨過程)
/ぷ fi¥/μII
ガラス台
1
"
>
o
.
1
o
.
イ/j
荒研磨
試料固定
¥
鏡面研磨
(イオン研磨)
¥,試料回転軸
図 -1 (
ω
電顕試料作製方法
3
. 分析電顕と FE銃の特徴
今回の実験では目立製分析電子顕微鏡
(H-600FE
) を使用した。この装置は電界放
出型電子銃 (FEG) を装備しており、後に述べる極微小領域の元素分析に威力を発揮して
いる。また、像観察においても透過電子顕微鏡像 (TEM)・走査電子顕微鏡像 (SEM)・
透過走査電子顕微鏡像 (STEM) と三種類の電子顕微鏡像を得ることができる。
図 -2(a)に FE銃の特徴を示す。 X線分析の強度比較を FE銃と LaB
6 銃で比べてみた。
この図の X線ピークは Au単結品薄膜上に
1
0
0
k
Vの加速電圧でビーム径を 5ナノメータに
絞って得られたものである。この Auスペクトルから FE銃のほうが LaB
6 銃より遥に大
きな X線強度が得られているのわかる。試料電流の測定でも FE銃のほうがー桁大きい数
a
B
6よりも FEを使用するほうが、微小
値がでていることから、分析電顕の電子銃には L
領域の分析では有利である。また EDXの空間分解能はビーム径と試料厚さで決まってし
まう。図-2
(
b
)のように極微小領域での分析は、同じビーム径.であってもバルクの試料で
は内部で X線発生領域が広がってしまうので不可能となり、試料を薄膜(数十ナノメータ
厚)にすることによって初めて可能となる。
- 1
3一
Au
・Mo6
X線分析の強度比較
巨E
Au-Lo
Au-Lo
EDXの空間分解能
薄膜試料
パルク試料
lA
lp=1
.8Xl
O
-l
電子線
巨E
lp=3X1
O
-12A
'
.
J
.
.
…
…
…
・
ー
・
…
・
』…
'III-
1
ω
(
(
a
)
図-2
4
. 観察結果
写真一 1は左上から TEM(
10万倍)、 STEM(
7
.
5万倍)、 X線 像 (
7
.
5万倍)、左下から
SEM(
7
.
5万倍)、 STEM(
15万倍)、 X線像 (
1
5万倍)である。
TEMは試料がまだ少し厚いので一部分しか観察できていない。そこで¥まずSEMモー
ドに切り替えることによって、多層薄膜の全体を観察した。さらに STEM
モードでは 1
5
万倍まで観察することができ、多層膜の階段状構造がさらにはっきりとしてきた。 X線 像
GaAsと GaAsからなっているの
はAl元素でマッピングをしたものである。各層は主にAl
で、白い部分はAl
GaA
s
の層である。したがって 1
5万倍の X線像では 1
0ナノメータ程度
aA
s
の層まで観察できているのがわかる。
のG
写真一 2は先の試料を更に薄くして TEM観察したものである。写真の左側に各層の元
素とその厚さを記した。かなり正確に各層が積まれているのがわかる。これらの層構造に
は特徴があって、よく見ると階段構造になっている。このうち、Al
GaAs層 の テ ラ ス 部 分
とスッテプ部分で元素組成比が僅かに異なっており、それが原因となってスッテプ部分に
量子細線構造が発生したと考えられていた。今回はこれを確認するのに
EDXを使用して
元素分析し、微妙な組成比の違いを調べた。その結果を写真一 3に示す。
TEM像の試料は更に薄く削ったものである。分析した X線 ス ペ ク ト ル は ① と ② が
Al
GaA
s層、③は GaA
s層、④はAlAs層である。この TEM写真の範囲には④は入って
おらず、主に①と②の分析場所を比較するために載せた。写真より①はスッテプ部で、②
はテラス部である。両者を比べると①は②より Gaが少し多く、Alは逆に少ないのがわか
る。この組成比の差が量子細線構造をなす原因であると考えられる。
- 1
4一
I
ふン議緩瀦
。
高 〓
〓己主糸口 i
玲必 J
隠語--綴4
,
11M引先弘社役 1
s
:
i
i
f
f
おI
¥
1
1
号1
..
詳0~~j~~~;f.!:~~~-~ .~:と l
iJ~~:;j,ipoH>); .
<'~::,i ,':";
透過走査像 (
STEM)
走査像 (
SEM)
写真
1
GaAs2
0
0
λ一一+
A1As600A
-ー
A1GaAsI00A亨
A1As600A一
一ー
GaAsI00AA1GaAs-600A
GaAs-I
00A.
.
.
ヂ
A1GaAs-600A;
.
ー 争
GaAs- I OOÂ 戸~
A1GaAs600Aーさb
GaAsI00A-ー +
A1
GaAs-600Aー+
GaAs(1
10)微傾斜面に成長し た多層薄膜の TEM像
写真 一 2
- 1
5ー
X線像
5
.謝 辞
今回の報告にあたり貴重な試料やデ ー タ等をお借りし 、ご助言 をいただきました中山研
I
'
I
し上げます。
究室の武内氏にこの紙面をお借りしてお礼 E
6
. 参考引用文献
1)A.KOREED
,
Ae
ta.
lMATERIALSCHARACTER
I
ZATION
2
5(
19
9
0
)3
7
5
2)中島尚男 他
3
6(
19
9
3
)8
6
2
真空
3)圧l
中 充 ・小林直 人 共 著
ナノテクノロジー
産業図官
EMNo.1
4,3
6
4)HIT
AC
HITEC
NI
CALDATA
5)第 1巨1
m
子顕微 鏡 大 学 講義テキスト
1
6ー
7
4
[
技術指導]
[技術指導]
1.研究室のガラス細工とその基礎知識
一一ガラスの材質と物性一一
工作班ガラス工作掛
山口春夫
1.はじめに
理化学用ガラスでは、軟質系ガラス、硬質系ガラス、パイレックス系ガラス、石英ガラ
ス等、材質によって分けるのが判り易く、用途や目的によって材質を選択している。今日
まで、耐熱性とアルカリ浸出の少ないガラスとの需要に応じて、次々に新しいガラスが開
発されてきた。
ガラス細工を安全にスムースに行うには、必要最小限のガラスの物性を知らなければな
らない。例えば、異種材質の接ぎ、金属線封じ、セラミック管熔着、急激な熱変化などの
時にはガラスの線膨張係数は無視できない重要な物性である。今回はこの点に着目し、一
般的なガラスの物性と、見分け方、切り方、段接ぎ法などを取上げ紹介していきたい。
2
. ガラスの種類
(1)軟質系ガラス(ソーダガラス、鉛ガラス)
一般に最も多く使われている材質で、各種の電球、蛍光灯、ブラウン管、ラジオの真空
管、カメラのレンズ、窓ガラス、ビン類、家庭用ガラス食器、鏡板ガラス、眼鏡ガラス等
普段身の回りに見受けるガラスは多くは軟質系ガラスである。
軟質系ガラスも用途に応じて成分に違いがあり、それぞれ物性が異なる各種の材質があ
る。何れも一般にアルカリ成分が多く含まれていて風化し易く、その容器で溶媒や水を煮
沸するとアルカリが溶出してくる。線膨張係数が大きく熱の急変に弱く耐熱性に劣る。
1
8
7
9年にエジソン、スワンが初めて電球を作ったのは軟質ガラス(鉛ガラス)で、フィ
ラメントは京都の竹を炭化して成功したと言われている。封入部の金属はその頃は白金線
だったが、その後間もなくヂーメット線が開発されて、現在はこれが主に使われている。
(
U
S
A
)によって発明された。
ヂュメット線は芯線が Fe-Ni合金で周囲を C
uで包んだ複合線で、線膨張係数は軟質
ガラス、 P
tとほぼ一致する。その他に P
t管、 C
u管、 S
U
S
3
0
4管が封着できる。化学実験
タングステン電球は 1
9
1
0年頃クーリッジ
用に Pt線をガラス管に封着するには、国産材では L29(日本電子硝子製)、輸入材で
は非 0
1
2
0(CGW製)、非 8
0
9
5(
S
c
h
o
t
t製)が最も適している。何れも
Pbを含む軟質系ガ
ラスで鉛ガラスとも言う。戦後までソーダガラスは理化学実験用ガラス器具にも多く使用
されていた。
(
2
) 硬質系ガラス(棚珪酸ガラス)
硬質系ガラスは、 2級硬質ガラス(排 7
0
5
2
、BC、BB)、 1級硬質ガラス(非 3
3
2
0、 B
X38
、非 8
4
8
7
) に分けられる。軟質ガラスは耐熱性が劣るので大型電球、送信管等の量産
-17-
は困難で、理化学用ガラス材料としても耐アルカリ、耐熱性のガラスが望まれていた。そ
2級硬質ガラスで封着金属は Moである。その後大電流
K
o
v
a
rガラス、 Fe、N
i
、C
oの合金)と専用のガラスも
を導く目的でコヴアールメタル (
生産されるようになった。このガラスにも Mo線が封着できるので 2級硬質ガラス系であ
の需要に応じて開発されたのが、
る。これらの中にも鉛を含むガラスがある。鉛を含むガラスは金属線の熔着に濡れが良い
と言われている。細工には完全な酸化炎が必要で、還元炎で加熱すると Pbが還元されて
表面が黒くなりガラスの厚さも中も見えなくなってしまう。
2級硬質ガラスの耐熱性も不十分なので、タングステン線が封着できる更に線膨張係数
の小さい
1級硬質ガラスも開発された。電気絶縁性が優れたガラスで、 S
U
S
3
0
4管 P
t管、
Cu管も封着できる。送信管、 X線管球用等に多く用いられている。昭和になって化学実
験用にも、これらの硬質系ガラスが多く用いられたがアルカリ浸出の欠陥は残った。
(
3
) パイレックスガラス(デュランガラス)
1
9
3
1年ショット社 (
S
c
h
o
t
t
.WG)で商品名デュラン (
D
u
r
a
n
) ガラスが開発された。
線膨張係数が小さく、耐熱性で熱の急変に強く、アルカリ溶出が少ない材質で、プラント
用、理化学実験用、耐熱用等の材料として最も適している。ガラス管の太さが
1
0
0
0ミリ、
0
0
、5
0
0の大型フラスコ材料も生産されている。ショット社は優れた製管技術があ
容量 2
り断面が真円のガラス管も生産している。
後にコーニング社
(
C
o
r
n
i
n
gG
l
a
s
sW
o
r
k
s,U
S
A
)が量産を開始したノマイレックス (
P
y
-
r
e
x
) 排7
7
4
0も、物性はデュランガラスと大差はない。これらのガラスも 1級硬質ガラス
の一種で、ガラス製プラント、理化学実験用ガラス器具は現在はこれらのガラスが主流に
なっている。封着メタルは、
S
U
S
3
0
4管、 P
t管、 Mo箔等が封着できる。
上記の各ガラス材質には大なり小なりアルカリ成分が含まれている。ガラスを加熱する
と、青い酸化炎は Na成分で赤い炎(炎色反応)になる。炎の温度が高いほどガラス表面
から甚だしくアルカリが失われる。このため繰り返しの高温加熱は避けた方がよい。
Na
炎色はガラス細工中の炎の温度、除歪加熱(焼きなまし)に大事な目安になる。
(
4
) 石英ガラス
上記の棚珪酸ガラス材料は、光学的、耐熱的に十分とは言えない。光学用、耐熱用には
石英ガラスが優れている。石英ガラスは、先ず透明石英材料と不透明石英ガラスに分けら
れる。透明石英材料も純度の良い珪砂や天然水晶を原料にした石英ガラスと、人工水晶を
原料にした最も純度の良い石英ガラス材料がある。光学用、光ファイパー用、半導体産業
用設備等に多く用いられている。不透明石英ガラスは中が見えないが価格は安価である。
どちらも常用
1
0
0
0Cの高温実験にも安定で、熱の急変にも強い材料である。
0
細工するには、最も高温の炎、主に酸素水素炎で加熱をし、固化が早いので手早く細工
する。また、白熱するので黒色眼鏡を掛けて目を保護しなければならない。
将来最も純度を要する精密な化学実験器具用のガラス材料は、石英ガラスが多く使われ
-18-
るようになるであろう。石英ガラスの細工は線膨張係数が小さいので熱の急変にも壊れる
ことが少なく、単純な形状の細工は一般ガラスよりも容易である。
その後、特殊調合の 2級硬質ガラスで、アルカリ成分を酸で除き熱処理して作ったパイ
コール (
V
y
c
o
r
) ガラスも開発された。 4%のアルカリ成分が含まれているが、石英ガラ
ス同様に耐熱用の材料に使用できる。このガラスを酸処理したガラスは、ポーラスでスケ
ルトンと言い、一端にアルカリ成分を徐々に変えて熱処理した管は、一端に石英ガラス、
他の一端にパイレックスガラスを接ぐ段接ぎ材料として市販されている。上記各ガラス材
料は弗酸には容易に侵される o 弗酸で腐蝕しガラス管に目盛りを付けたり、文字を書いた
り、磨りガラス状に腐蝕させることもできる。
3
. ガラスの物性
表 1にガラス細工に必要な物性の一覧を示した。 2級硬質、 Kovarガラス、 1級硬質、
Pyrex特7
7
4
0、は棚珪酸ガラスに属す。
表 -1 細工ガラスの物性一覧
ガラス材質
歪点
℃
徐冷温度
℃
軟化温度
℃
細工温度
℃
線膨張係数
α X1
0
-1
切り口の色・
封罰金属
(封入留の金属色)
~質ガラス
4
0
0- 5
0
0
4
3
0- 5
1
0
6
3
0
1
,
0
0
0
8
5-100 暗線、緑色系 P
t銭管仮(白金色)
D
u
m
e
t観
C
u官(小豆色 銅色)
2級硬貨
4
4
0- 5
0
0
4
8
0- 5
3
0
7
2
5
,1
0
0
1
5
0- 5
7
貨縄色系
t
.
!
o
線(縄色 期締色)
P
t管
K
o
v
a
rガラス
"
4
8
0-5
2
8
7
1
0
,1
0
0
1
4
6- 5
1
費制色系
K
o
v
a
r錦、管(灰色)
C
u官
、 P
t管
l級硬質
4
4
0-5
0
0
5
2
0-5
4
5
7
8
0
,
2
0
0
1
4
0-4
3
賞褐色系
W線(黄金色)
P
t管
、 C
u管
7
4
0
p
y
r
e
x #7
5
1
0
5
6
5
8
2
0
,
2
4
0
1
3
2
D
u
r
a
nガラス
11
5
6
8
8
1
5
1
.2
6
4
3
2
石英ガラス
9
5
6
,1
5
0
1
一
一
5
t管(白金色)
淡脅 後背系 P
"
白、緑色透明 M
o箔 管 (S
U
S色
〉
4
. ガラス管の切り方
ガラス管に傷を付ける道具を以下に上げる。注意してみると案外身近なものである。
1)サンドペーパー
2)目立てヤスリ
3) シリコンカーバイド発熱体の破片
4) グラインダーの破片
5) ダイヤモンド板ガラス切り
6) タングステンカーバイド工具
- 1
9一
5
. ガラスの切り口の色による判別
線膨張係数の差が、 1
0%を越す異種材質のガラスは、接ぐと後で必ず壊れる。必ず同じ
材質のガラスを使うようにする。その為にはガラスを見て材質の判断が出来なければなら
ない。ガラス特有の切り口の色、軟化温度の差、表面の汚れの付き方等、何らかの特徴や
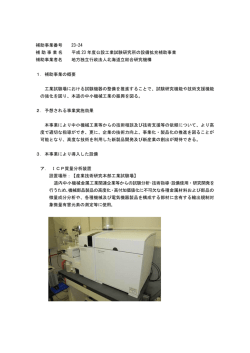
差異がある。図 1はガラスの切り口の色の見方で、色の違いで大体材質の判別が可能だが、
管の長さが短いと淡い色で見分けにくいので、長めの管で比較するようにする。
¥
図-1 切り口の色
図はガラスの切り口の色の見方で、
色の違いで大体材質の判別が可能です
管が短いと淡い色で見分けにくいので、
長めの管で比較をします
見る方向
6
. ガラスの歪
図 2にガラス板の電気炉中での温度変化と歪の関係を示した。この中の転移点(歪点
S
t
r
a
i
nP
i
n
t
) は最低徐冷温度で、 1
5時間保ってガラスの永久歪が消失する温度を言い、
APとは最高徐冷温度 C
An
n
e
a
l
i
n
gP
i
n
t
)のことで、 1
5分でガラスの永久歪が消失する。
最低徐冷温度や最高徐冷温度はガラスの材質によって値が異なるだけでなく、製品の厚さ
や構造によっても適性な最高徐冷温度が変化し、除歪時間に影響が出る。
ωの状態は、温度下降で中央部と表面に温度差ができ、表面は温度差分だけ収縮しよう
C
)は
とする力(一時歪)が作用している。温度差が無くなれば侶)のように歪が消失する。 (
AP C
最高徐冷温度)より高温から空冷した時で、まず表面の温度が下がり中央部との聞
に温度差が生じるが、しかしガラスが軟らかいため内部応力は発生しない。の)のように常
温まで冷えると、温度差分だけ中央部は収縮しようとする力が生じる、これを永久歪とい
う。温度差が大きいほど大きい歪みが残る。また、線膨張係数の大きいガラス材料ほど温
度差で強い歪が生じる。このためガラス工作では、急激な温度変化は避けることと、出来
るだけ永久歪が残らないような、『なまし加熱』が必要となる。図 3にガラス材質の線膨
張係数を比較した。
図2
. 電気炉中のガラス板の歪
ω
(
0
巴)
の
)
AP
SP
長さ 10km
のガラス管の温度が 1o
c
上昇すると
。
1
0
0
5
0
95mm
軟質ガラス
4
7
.
.
.
5
0
m
m
2級硬質ガラス
40mm
1級硬質ガラス
32mm
Pyrexガラス
石英ガラス
r
- 5mm
図 3 ガラス材料の線膨張係数
- 2
1一
7
. ガラスの段接ぎ
線膨張係数の差が 1
0%を越えると、ガラスとガラス、ガラスと金属、ガラスとセラミッ
クスの熔着はできない。もし接げても実用上心配が残る。
a
d
e
ds
e
a
l)という。軟質ガラスから線膨張係
異種のガラス管を接ぐ細工を段接ぎ(Gr
0%差)異なる約 8種類の中間ガラス(市販品は無い)を段接ぎして硬
数が少しづっ(約 1
質ガラスを接ぎ、さらにパイレックスを、最後に石英ガラスを接ぎ合わすことが可能であ
る。実際に段接ぎする場合は逆の順序で細工をする。段接ぎで注意しなければならないの
は、異種のガラスを接ぐ場合でも、ガラスに金属を熔着する場合でも、それぞれの線膨張
係数が一致しているか近似していることである。すべてのガラスには物性の差があり、例
えば硬質ガラスは 2級硬質ガラスと 1級硬質ガラスに分けて利用するが、線膨張係数、軟
化温度、歪み点、徐冷温度等の物性に差がある。このようなガラスの物性を熟知してガラ
ス細工(段接ぎ)を行う必要がある。以下に一般的な 3種の段接ぎ管をあげる。
(
1
) パイレックスと石英ガラスの段接ぎ
材料高価、段接ぎやや困難
(
2
) 2級硬質と 1級硬質とパイレックスの段接ぎ
段接ぎ容易
(
3
) 軟質ガラスと硬質ガラスの段接ぎ
材料入手困難、段接ぎ容易
(
1
) パイレックスと石英ガラスの段接ぎ
、持 2
、静 3
、神
石英管、段接ぎ材料枠 1
4(
G
e
n
e
r
a
lE
l
e
c
t
r
i
cC
o
)、パイレックス棒、
パイレックス管の順序で段接ぎする。石英管の左端にフ*ローゴム管を付け、ゴム管の先を
口にくわえ手早く膨らませるようにする。酸素水素炎で加熱・細工するので、保護眼鏡
(黒眼鏡)を掛ける。
(
2
) 2級硬質と 1級硬質とパイレックスの段接ぎ
a
b
c
d
e
パイレツクス管 P~l 級硬質
D
'
p
叫硬質
E二
〉
aのようにパイレックス管を丸底に
閉じ、 1級硬質ガラス棒 (3--5mm
φ) を少量接ぎ
bのように均等な肉厚に膨らませる
長さの目安はガラス管径の 2分の l
より長めが良い
cのように
2級硬質ガラス棒を段接ぎし
dのように先端を薄く膨らませて
砕いて穴をあけ
2級硬質管を接ぎます。段接ぎ幅が
狭いようなら、 2度 3度とガラス棒
を接ぎ足します
(
3
) 軟質ガラスと硬質ガラスの段接ぎ
この段接ぎ材料は、軟質ガラスと硬質ガラスを砕いて粉末にし、混合比率を変えて混ぜ
合わせ白金柑禍で溶かして中間ガラス棒を作ることが出来る。また、 2
φ 位の白金線を 2
本使い、ガラスを高温の炎の中で混ぜ合わせ作ることも出来る。しかし、線膨張係数を少
1
0種類の段接ぎ材料を作りあげるのは非常に熟練を要する。
しづ.つ変えて 8他の手段として、無酸素銅管の両端をナイフエッジに削り、それぞれ軟質ガラス管、硬
質ガラス管を接いで真空気密な接続がする方法がある。(ハウスキーパー管)
8
. おわりに
1
頃を追って簡単にガラス材料の物性について述べてきた。難しいと恩われがちなガラス
工作について理解の一助になれば幸いであり、この報告についてのご意見・ご批判を伺え
ればと期待している。これからも、職員・学生・研究者の方々の実験をサポートするため
一層努力していきたい。
[技術指導]
2.旋盤の有効活用について
工作班機械回路工作出
大西政義
1.はじめに
金属加工には、切削加工、 j
王延加工、鋳造j
川工2
5があるが、オープンンヨップの機械工
作を指導する立場から、 今回は旋盤を
mいた切 J'
j
l
)
加工とそ の利用法を中心にして述べたい。
'
j
)
l
は、良好なレJ
削条件で加工が行われたならば非常に滑らかな光沢のある切削商
金属切 J
が得られるものである。
この良好な切削条例ーとは、 1.切'
J
j
)
l
速度、 2 切り込み深さ 、
3
. 送り速度、 4.適切な工具(被削材に対して適切なすくい角・硬度等)、 5
6 機械の剛性、 7 被削材の剛性(適切なチャ
y
切削油、
キング)等がすべて満足する場合であ
る。これらの条件の内、特に注意したいのが被自)
1
材と直後│刻わりを持つ「適切な工具の使
mJである。適切な工具を使用しているかどうかは、切 り屑を見ればだいたいの判断が出
来る。
金属tJ
J
削の基本を l
lH解してもらうために、まずこの切り屑から見た切削迎!
論を説明し、
次いで旋縦加工の各論を説明する。
2 切り屑から見た切削
① 切 り屑の形状
切り屑の形成される機子は、刃物の形、加工物の材質、 J
'
j
l
)り速度、切 り込み深さ、及び
切J
'
j
l
)i
J
J
などによって災なるが、通常切り問の形状は次の 4五
H
i
iに分類される 。
(
[
) 流れ形切り屑
(
2
1 せん断形切り屑
(
3
1 むしり形切り屑
(
41 亀裂形切り!宵
①
(
1
1 流れ形切り脳
工具の前聞にある被加l
工物が工具の すく い面
によって強く圧縮され、その圧縮力によって斜め
の方向のせん断応力によりせん断されて生じる
のである。 このときせん断は i
l
i続的に行われるた
l
i絞して工具すくい而ー│
ーを流れる
め切りくずは i
ようにして出ていくのである。この切りくずが出
るときには材料は辿統的なすべり般機によって
切)11されていくため工具の受ける切削ほ抗は変
動せず、そのために振動は少なく仕上げ而はもっ
とも良好である。写真 一 lに流れ形切りくずの様子を示す。
- 2
4ー
写真一 1 流れ形切り屑
①
(
2
1 せん断形切りくず
工具のすくい而によって強く圧縮されせん
断応力が作月]するのは流れ)f;の場合と同級で
あるが 、 その発生する上り H
¥
J1
¥
¥
4
が一定の怖を
もつのである。工具が進むにつれて 1つの素
片が圧縮されせん断応力の働くななめ方向に
tりが発生する。
'
]
1
]j
底抗は Oに近 づく。
一度上 りが発生すると切 )
このような絞泌を縦り返して1;1)削が行われる
ので 、切りくずはせん断作川によってバラバ
写真
2 せん断形切り屑
ラになって工具のすく L、而から L
Uていく。こ
の切りくずは不i
i
l
i続出jな仁りによって発生するので切削抵抗も変動し 、刃先もその度に
変動するので仕1::11
面はそれに応じたでこぼこが残るが、仕仁げ函は流れ形切りくずに
次いで良好である。写真一 2にせん断形切りくずの様子を示す。
①
(
31 むしり形切りくず
切りくずが工具の前市に粘有してその上を
滑り去らないために斜め l方に
tらせること
ができず応力の分力が下方に向かい亀裂が発
生する 。この [
(
J裂は工具 の
lI
I
j
進とともにぷ々
発注していくがそれも限度があり、 f
む製を発
よ主させるよりななめ方向にせん断させる方が
容易な状態になると応力のう })Jにより 1
1
¥
米
た
む裂からななめ方向に│
ーってここ に lつの切
りくず素片を I:U す。これをlI~i 次繰り返し切 )'1 1 ]
写真
3 むしり形切り屑
が行われる。このような切)~]]
1は工作物に残る
ι
残儲 J
i
"
S
力もまた ーだ大きいので中目指工作には不適当である。写真一 3にむしり形切りく
ずの様子を示す。
①ー (
41 亀裂形切りくず
亀裂の発生することはむしれ)~と同じである
が工具による 1
1:紡でほとんとむ裂だけで切りく
'
]
1
]1
1
jが小さいらj
合
ずを形成する場合である。切 )
は水平方向より │
二
方に発生 するが切目 I
]
%
jが大き
くなると刃先の前進方向よ り F
向きになり仕 !
日
工1'
1にはむ
げ耐に凸凹を残すようになる。府I梓J
しれ形と同 i隊不適当である。 '17:~- 4 に亀裂Jf~
切りくずの様子を示す。
写真
-2
5ー
4 亀裂形切り屑
②
切りくずに対する力の作用
工具刃先が工作物に圧入されて行く状態
を考えると、工具のすくい面には面に直角
な圧力 Fと面に沿って生じる摩擦抵抗 μF
とが作用し工具には切削抵抗としてそれら
の合力 Rが作用する。その工作物には Rの
反力である R
'が働くことになる。この R
'
の力を受けて工作物は変形と破壊を行い、
切りくずを生成して切削が行われるのであ
C
る
。
、 ACの
今 材 料 中 に 図 -1のように AB
面を考えると、 R
'の作用によって ABの面
に沿う方向には τの大きさのせん断応力が
図 -1 切り屑に対する力の作用
作用することになり、 AC
の面に垂直な方向には U の大きさの引っ張り応力が生じること
になる。 τの値がその材料のせん断強さより大きいときには AC
方向にせん断破壊を起こ
すことになり、ここに流れ形またはせん断形の切りくずの発生を見る。また τの値はせん
断強さ以内にあるのに U が引っ張り強さ以上に達すると AC
の方向に引っ張り破壊を起こ
すことになり、その方向に亀裂を生じてむしれ形または亀裂形の切りくずを発生する。こ
れから説明する各種切削条件の違いによってもこれらの力の作用の変化にともない切りく
ずの形態が変わることは明らかである。
③ 切削条件による切りくずの形態の変化
③一(1) 工作物材質による変化
工作物として鉄、銅合金、アルミニウムなどの靭性のあるものを切削するときには切
削条件(切り込み深さ、切削油、バイトのすくい角)に応じて流れ形、せん断形、むし
6
4
) のような脆性材料を切
れ形の切りくずを生成する。これに比較して鋳鉄、黄銅 (
削するときは主としてせん断形の切りくずを生成する。
*注
黄銅 (
6
・4
) は相が β析出、鋳鉄の場合は黒鉛が析出しており全体の s
t
r
u
c
t
u
r
eか
ら見てせん断方向が不連続的である。
③一 (
2
) すくい角
'の方向が上を向くようになるので AC
切削角の小さい工具で切削する場合切削力 R
方向の引張応力 U が減少し、せん断による破壊が増大し流れ形になりやすい。また、切
り込みが小さい時 AB方向にせん断される面の大きさが小さいため容易にせん断されて
流れ形切りくずを発生する。
③一 (
3
) 切削速度の影響
切削速度が大きくなると工具と工作物聞の摩擦係数が減少しその結果として切削力
R
'の方向が上を向き AC面の引張応力 U が減少する。このことから流れ形切りくずに
なりやすい。
③一 (
4
) 潤滑液の影響
潤滑液を用いることによって流れ形切りくずを発生しやすくなるが、これは工具のす
'の方向が上を向き、すくい角
くい面の潤滑によって摩擦 μFが減少するため切削力 R
が大きくなったのと同じ効果をおよぼすためである。
潤滑液の果たす重要な役割としては、
(1)切りくず及び工作物と工具との聞の摩擦の減少
(
2
)工作物及び工具の冷却
がある。切りくずは工具のすくい面に沿って流出し、ここでは非常に高い圧力が発生し
ている。そしてこの面での摩擦係数は lあるいはそれ以上の値となり切削抵抗の働く方
向は前にも見たように下向きに働き切りくずはむしれ形、亀裂形が生じる結果になる。
良好な切りくずを出すための工作液としては、
(
1
) 摩擦係数が低いこと
(
2
) 油膜の耐圧力が高い(油性が大きい)こと
(
3
) 工作液の表面張力が小さく切りくずの生成部までよく浸透すること
(
4
) 使用条件として、毒性がないこと、工具及び機械をさびさせないこと
を具備している必要がある。工具の冷却によって切削温度が低下し、高速の切削に耐え
るとともに工具の寿命が長くなる。この点を満たすものとしては水が最も良いが、防錆
や潤滑作用の上でもつ欠点のため種々の水溶性工作液が用いられる。
以上、切り屑から見た金属切削の要点を述べた。
l
、Cu
、ステンレスのような軟材料では流れ形、
良好な切削面を得るには、 A
6
4黄銅、
鋳鋼のような材料ではせん断形の切り屑を出さなければならない。これは、すくい角・切
削油・切削速度・切り込み深さ・送り速度等が複雑に作用している。
旋盤加工のみならず他の工作機械を用いて金属加工をする場合も以上の事柄を参考にし
てほしい。
3
. 旋盤の加工法
①旋盤の各名称とその機能
旋盤は機種の様式によって操作位置等の取り付け位置を異にするが基本的な部品名称や
その機能は同様である。
写真一 5は当試作室の旋盤であるが、参考までに各名称とその機能を説明する。
“
,
。
A :(スクロ ーJレチ ャ y ク)被 )
'
j
l
l
.
j
:
1
のI
絞り十lけ、他に 1
)
1
重
J
I
I
!
'
3
ツ 爪チ ャ y クがある。
1し台)穴聞け!日ドリ ノレの取り付け、2
B-(
;
E
;事1
*び長尺物 !
;
I
J
削1
1
寺l
こJIjいるセンタ一等を取
り付ける。
C:(刃物台)力[1工用工具(バイト)の取り付け
mレバ ー
D :(起動レバ ー)正回転、ニュー トラノレ、逆回転
E 往復台手送り
mハンドノレ
F :(ブレ ーキ〉回転中にブレーキを踏む と停 止 し、リセ
y
ねじ切り I~f に平 IJ JlHlli値が白山、。
G :(変速レバ ー)主車1
1の回転数を変える。
H :(自動送りレバ ー)判l
方向及び直 f
{
j方向に自!f
O
J送りを行う。
1 :(刃物台手送りハンドノレ)主事1方向に手動にて行う。
J :(ねじ切り
mレパ ー)ねじ切り H与に J
T
Iいる。
K :(送り変後レバ ー)ねじ切りピ
y
チ及び送り i
必J
j
tを変える。
L:G差り方向変換レバ ー)送り方向を変える。
写真
5 旋盤の各名称とその機能
-2
8ー
L
卜するまで付i
r
. 状 態 である。
② 旋 削作業
②ー ( 1 )
段 )~jll り
まず、スクロ ールチャックに被削物を加工
する長さより少し長めに取り付ける。次に 、
これから行う加工に応じたバイトを i
選定し、
刃物台に取り付ける。段 )
'
j
l
l
りの場合、 j
T刃パ
イトを主に
mいるので、これを写点 -6の よ
1し台の セ ンターを利用してバイトの
うに心事1
先端を旋継の主 i~11Jの1:1-' 心に合わせて|川定する。
以後の加工においても、使用するパイトは
迷ってもこ の 手11~i はすべて同じである 。 そし
て、却しlする段の深さを定めて切削する。長
写真
6 バイトのセンタ 一合わせ
寸切'
)
j
lの以合、ノギス のデプス i
l
i
l定 をJ
I
Jいて
被削物に際く印を付ける 。後は、そ の l
立町ま
で切削を行うが、バイトは[I
'
I
s
Jに取り付ける。
負の取り付け f
C:jにしていると段の '
-1
'の方へ深
!
悲
切りして不 R寸法になる場合があるか らr
しなければならな L
。
、
被)
'
j
l
l物をバイトで切
り込む場代、必ず被円 1
1
4
加を問中Lさせそれにわ
ずかにパイ卜をあて 、そしてノミイ卜を )
1I
きそ
の後に切り込み送りをする。
短い段の場合なら 、パイ卜を河川 l
にあてそ
の位出でメJ
物台の送りハンドノレの │
三
│
操りを O
写真
7 段削りの機子
7に段 )
'
j
l
lりの綾子を示す。
に合わせて手送りで寸法を定める。写真
② (
2
) 穴あけ及び内而 I~j1
1り
穴削りを行うには、 ドリノレによる加 1
1とバ
イトによる加工の 2租刻があるが、さきにド
リノレによる穴あけについて説明する 。
内筏 13mm
以下の穴を加工する場合はドリ
ル保持部がストレ ー トなのでドリノレチャ
y
ク
で保持し、それ以上はドリノレ保持部がテーパ
になっているので心打'
lし台のテーパと!日l
じな
らそのまま 、テーパが巡えばスリ ーブを J
I
J、
,
て心押し台のテ
f
)
(り付ける。
バ穴に l
端而削りを行い、 :
写真
まず、
写真 一 8 センタ穴あけ
8のように │
三
│
的の筏にあったセンタドリノレでセンタ穴をあける。
次に 、1
JllJ径が 13mm
以 │
ごの場合はドリノレチャ yクに、それ以 l
こ
は心押し台に筒接ドリ
- 29-
ノレを取りやl
ける。大径穴の場合は小筏より順次
大径に して いく。ス テン レスや銅のような場合
には十分に材料とドリノレを冷却し ながら 切削す
る。ド リルから 切り粉が流れるように /
1
:
なくなっ
たらす みやか にドリルを穴から抜き 切り粉を除
去する 。 切
ド1
)速度はセンタでは Oに近いので小
径ほど回転数を上げ、 大径になるほ ど回 !
I
忌数を
遅 くする。又、材料に よっても変えなければな
らな L、
。
写真 -9 ドリルによる穴あけ
深穴で小径の場合は奥に行くに従 って 1
1
1
1が っ
た穴となる場合があるので、軽く徐々に切り粉を│徐きながら切削するように心がけなけ
。
ればならな L、
バイトによる穴くり加工は 、抜 き穴でなく穴底が王I~ ら な場合や Jj'!j名のドリノレがない場
合、又はねじ切りの下穴加工などの場合に行う。まず、目的に あった穴くりバイ トを用
意し、穴くりに要する長さだけ刃物台から出して取り付ける。又、可能な限り太いシャ
ンクを
mいる。これはバイトの剛性を地方日させビピリを防ぐためである。そしてシャン
クに必要な深さのとこ ろに線を付け深 さの だいたい の目安に する。 資通穴でない場合は
穴径の半分以下のパイ卜を使用しなければならな L、が穴深さが 30mm
程度のものならス
ロッチングエンドミルによ って加工できる場合がある。 ただし、刃長以上は加工 できな
L
。
、
写真
1
0にパイトによ る穴削 りの様子を、写真 一1
1にスロ
y
チング エン ドミノレ によ
る穴削りを示す。
写真
1
0 バイトに よる穴削り
写真
1
1 エンドミノレによる穴削り
② (
3
) 突っ切り加口:
次に突 っ切り加工について説│リ付ーる。ま ず、パイトを彼自│闘の端而に当てるかして正
しく直角に取り付ける。突っ切りで大切なことは切り粉をうまく逃がすことである。こ
原因と なるから である 。 このために すくい角を
れは、切 り粉がつまるとバイトの破倒の l
2であ
少し大きく長くすくってやる。ステンレス ・銅 ・アノ
レ ミ等の軟材 の場合は特に必2
- 3
0ー
る。これでも切り紛がつまるような場作
には少しずつ切削帽を広げながら笑っ切
るのも一つの方法である。
"Aっ切り加工を行うときに !
:
]
:;
uしなけ
ればならない事は、心押し台で押しなが
卒中イを切断する場介
ら切断しないこと、 t
以後まで突っ切らず残った所は手/コで
切断する 立
すである。
写点
1
2に突っ切り川 ITの械子を示す。
写真
1
2 突っ 切り加工
4
) ねじ切り 加[
② ー(
J
I
I
J
:
があ
次にねじ切り加工について説明する 。ねじ切り加工にはオねじ加工とメねじ }
り、オねじにはダイスを川い、メねじにはタ
y
プを用いて加工する方法があるが、この
i
也に旋維を用いでねじ切りを行う方法もある 。
② ー(4)-1 タ y プによるねじ切り(メねじ)
小径のメねじはバイトで加工でき ないのでタ
y
プによるねじ 切 りを 行う 。下穴後
(ドリル穴)はそのねじの呼び名からピッチを引いたものとする 。 この場合ねじの引っ
かかり率は約 90%ぐらいになる。
10mm• P=l
.2
5のタ yプを立てる場合、タ yプ F穴径 =1
O
l
.2
5=8
.
7
5与 8
.
8となり世 8
.
8
のド リルを用いることになる(ピ y チはタ
y
プに表示しである)。ステンレス ・銅の
ような軟質材の場合はねじ山が感り上がるのでタ
y
プの
F
穴はやや大きめにするとね
じ切りが楽である。次に、下穴をあけた後タ ップをドリルチャ
f
Tは手で押しながらタ
y
クに保持し 、心押し
ップ穴にタ ップ
を予j
Iし手動で主事1
1
1チャ ックをまわ す
。
その似合主仙台のギアはニュートラノレ
にしておく。タ
んだらチャ
y
y
プが 2-3LL
I
くいこ
キングをはずし,心 t
j
lし台
を後方に下げタ
y
プハンドノレで手動で
ねじを 1
)
]っていく。タップには先 ・中・
上げタップがあるので先タ
y
プから{!1!
)
f
I
す
る
。
'
1
10以上のねじ加工は、写真一 1
3の
写真
1
3 タップを使用し たね じ切り
ようにタップの後ろにあるセンタ穴に心押し台のロ ー リングセンタ ーを押 しつけて加
仁を行うと便利である 。
②
(
4
)-2 ダイスによるねじ切り〔オねじ)
タ y プによるねじ切りはネジ径を変えて却に仁することは出来ないが、ダイス(オね
じ〕は早ジ径を古品針Jで きるようになっている。(ダイスについているネジをドライパー
- 31-
で調絡する)
ネジ の外{主はピッチにかかわりなく
呼び名通りの外径にする 。ステンレス ・
銅のような 材料は少々紺│めにすると 良
い
。 (
-O
.
lmm程度)
ダイスの食いつき部を前にしてダイス
ハンドルに取り付け 心 押 し台でダイス
を押し、 心押し台を回定する 。ハン ド
ノレを手動で│百│しながら進む分だけ心 T
I
I
し台ハンドノレを回しながらねじを切っ
写真
1
4 ダイスを使用した ねじ切り
1
4にその綾子を示す。
て L、く。写点
②(4
)
3 旋般によるねじ切り
ねじ切り 川バイト(メートノレねじ 6
ぴ・
5) はセンターゲージで合
インチねじ 5
0
わせるが被削材に対して正しい f
l
J肢 に
'
j
I
J
材の
取り付けなければならない。 被 J
端!日はねじ切りバイトにて│而取りして
おく 。ねじの 切り上げは JE:J 転が~くな
ると灘しいので 、許 せる│岐り逃げ 1
,
1
'
¥を
取 っておくと 良 L、
。 この1年、逃げ梢の
切り込 み泌さはピ
y
チの半分ぐらい に
写真 一1
5 旋盤によるオねじ加工
すると良い。
ねじピ
y
.
.~~
M 宅 占 的
チは旋般に表示しである通
=
:
U
l
h回転数
は悦れないうちはできるだけ低 l
i
l
iで行
りにレバ ーを 切り替え る
。
うようにする。
きれいなねじ切りを行うこつの一つ
はねじりJ
りバイトの刃の片而だけを使
用 しでねじ切りを行うことである。ね
じ切りバイトをまっすぐに切り込むと
ネ ジ1
[
1両[何 の車 I
1
打
1
l
を自J
Iることになり切
削低抗が明大し 、 ねじ 1
1
1
がむしれたよ
うになる 。 特 にステンレス ・アルミ ・
写真
1
6 旋盤によるメねじ加工
j
!
i
i
J
の場合はむしれかたはひと L、。逆に 4:6
策童相のような快削材はこのようなこと も
なくきれいなねじが切れる。そこで、ねじ切りノミイトを切り込むときには、刃物台の
送りハンドノレでパイ卜を左右に主寄せていつでもバイトの片 M
J
の刃で削るように する。
- 32-
ねじ山の角度から計算すると切り込んだ量の半分以上は寄せないと片刃で切れないと
いうことになる。徐々に切り込み量を少なくしながら切り込んで行き、最後に両刃で
わずかに切れる程度に切り込んで仕上げる。切り込み量はピッチの半分であるが、最
後は現物合わせを行うと良い。
②一 (
5
) テーパ削り
旋盤でテーパを加工する場合以下のような方法がある。
5
)ー1 刃物台を傾ける方法
②一 (
刃物台固定のナットをゆるめ、必要な角度だけ刃物台の目盛りに合わせて刃物台を
旋回させる。固定して刃物台の送りハンドルにより手動で切削を行う。この方法は手
送りしかできないので、上スポールの送り台の長さ以上のテーパを削ることができない
が作業は簡単である。
②一 (
5
)ー2 センターをずらす方法
両センタ一保持にして心押し台の下側の台と結合しているボルトをゆるめ前後移動
用ボルトを回してその移動量をスケール又はノギス、その他の方法で計り固定する。
そして送りをかけて切削する。この方法は長いテーパでも削ることができる。しかし
本来はまっすぐであるべきセンタ穴をこじらせてチャッキングしているので大きいテー
パは無理である。加工したテーパはダイヤルゲージで D・d
/
2を読みとり lは手送り用
の目盛り又はノギスで測定すると良い。
4
. おわりに
今回、オープンショップの機械工作を指導する立場から、金属切削の基本を理解しても
らうために、切削理論を切り屑と切削条件の関係から説明し、実作業としての旋盤の使用
法として、ごく基本的な加工法を例に挙げ説明した。
しかし、実際にこれから旋盤を用いて実験部品や器具を作ろうと思っている人々にとっ
てこれらの説明だけで十分だとはいえない。
今後は、これらの人々のニーズに応えられるようにマニュアルとして完成させ、オープ
ンショップを使用する時の教科書とする事が出来ればと考えている。
5
. 参考引用文献
1
) 臼井英治
「切削・研削加工学上」
共立出版
[技術指導]
3.オープンショップとその安全作業について
工作班機械回路工作掛
大村
彰
1.はじめに
本研究所では、実験者が実験能率を高めるために、試作室に各種工作機械を置き、実験
者に開放している。しかし、工作機械の取り扱いは常に危険が伴うものである。機械の取
扱中に起こる事故は、たまには機械の整備不良の場合もあるが、大半は使用者の安全に対
する基本的知識の未熟さやうっかりミスによるものである。
今回は工作機械の使用に当たっての一般的注意事項について述べ、かっ各種工作機械の
使用に当たって特に注意すべき点を列挙する。
2
. 周到な準備及び点検
A
. 作業服について
1) 作業服は体にあった軽快なもので上着の袖口と裾は必ずしめること。
裸や半袖シャツ、半パンツは着用しないこと。これは切削切粉で切り傷又はやけど
の危険が生じるからである。
2) ぼろぼろのほころびが出ているような作業服は着用しないこと。これは回転物に
巻き込まれたり、その他思わぬ事故を引き起こす恐れがあるからである。
3)首にタオルを巻いたり、腰にタオルを掛けたりしないこと、又白衣を着用するも
のがいるが、体にあった軽快な服とはいえないので着用しないこと。
4)長髪の人は作業帽を着用すること。
5) J1S規格の安全靴を履くこと。
サンダル、スリッパなどの滑りやすい履き物は使用しないこと。
6) 回転部分、高速往復部分を持つ機械では、手袋は絶対に使用しないこと。この事
項は未習熟者、熟練者を問わず手袋を着用して事故を起こす頻度が極めて高いので
絶対に守ること。
7)切り粉が飛んでくることが予想される作業(ミーリング・グラインダ等)には、
保護具を使用すること。
8)作業者は清潔にしておくこと。とくに引火性溶剤のしみこんだ作業服は着用しな
いこと。
なお、当試作室では J1S規格の安全靴及び保護眼鏡付きヘルメットを常備してい
るのでそれを使用すること。
B
. 整理整頓と環境整備
1)すべての工具類、材料、測定器類は正しい置場所に置くこと。
2
)作業者が多すぎて作業の安全性や能率を阻害してはならない。
-3
4一
3)適切な l
明るさを保持するために l
照明日日 1
4をJ
I
Jいること
。
4)誰もいない作業場での、とくに工作機械の使月]はしないこと。
以上が作業にはいる前の準備である。工作機械に恨れてくると、この準備を怠るよ
、
うになるが、 このときがー添危険な ときであるので この掛目を思い U
:
¥
し守ってほし L
3 各種工作機械の作業 に当 た っての主な注意事項
3-A.ボール盟主(写只ー1)
1)手袋は絶対にしな L、
。
2)長髪の人は作業制i
をかぶ る
。
3)ボーノ
レ
総作業は冶只 ・材料等を治とす
可能性が高いので安全靴を履くこと 。
4)加工物の大小を t
r
rJわずボ ーJレ般にしっ
1
自
かりと固定することが大切である。 (
定にはボ ーノレ盤用パイス 、押さえ冶只 が
用意しである )
B.コンタ
写真
l 正し いボール盤作業
7
:
:
ノ
ン
手は切断線上には絶対に持っていかないこ
と、どうして もその必嬰判がある場作や小物
のような場合、写真
2に示すように木やそ
の他不安材で押す ことである。この機械は 、
利用頻度も雨く、危険性の少ない機械であ る
が、上記の ことを守ってほしい。
C 旋盤
写真
2 不要材による小物の切断
1)周凶の整理整頓
とくに刃物台のエプロンの上に[!~主Ii
や材料は置かないこと。これは、長い切
削切り屑が l
:
Hた場合、τ
ー
具、材 料等をど主
j
J,Ijj(を起こす原因となる。
き込み大王
写真
3は良くな い例である。
写真
- 35-
3 旋盤上の工具は危険
2)正しい位世で作業すること
旋継を使川する正しい位 1
1
1は写真一
の辺りであ る。巨I
!
I
去チャ
y
4
クの前に立っ
たり文 i
卓〈離れたり近すぎたりしてもい
f
i
iに体をもたれさせたり、
けな L、。又、旋f
ポケットに片手を入れたり、片足で立っ
たりの姿勢はとっさの動作が t
I
:
D
!
tないの
で良くない。適当な緊磁感を持って作業
をすべきである。
3) チャ
y
写真一 4 正しい作業位置
キ Y グはト分に、又必要以上に
長く出さないこと。
4)切削、と くにステンレス 、銅、 アノレミ
2
5
2は切り!門が長 くなるが、絶対手で除去
しないこと。除去するときは I
g
l
'
忌を 1
1
.
:
め
、
'
.
Gi
E
Rを切るかクラッチをニュートラノレに
してベンチ '
f
j
'
i
で除去すること。写真 一 5
(
a
)は
t
J
J
l
j
'
1
1
[
1
:1のステンレスの切り回の織子
写真一 5(
a
) ステンレスの切り屑
で、(
b
)はその鉱大写真である。端の g
H分
は鋸のようになっていて!;JJ 削中は ~:~n心 b
i主である から 、 手を触れると指、手~;に
大怪我をするので十分注也、する必1,gがあ
る
。
写真
5(防拡大し た切り 屑の様子
D. ミーリ ング縦
1)t
J
l
削切り屑が納l
かく高速で飛ぶので、保護 i
眼鏡を使用すること。
2) はけで切 l~ll ilh をつける協合は、切 l'jIH~1 にはけを持っていかないこと。
4.おわりに
以上、当試作室に備えである工作機械について注むすべき安全作業について列挙したが、
事散が起こってからでは遅いのであって作業前に上記の点を十分熟知して作業にはいるべ
きである。
なお、大阪大学学生生活委
u
会者一の「安全のための手引き」の中の「一機械、持年後作業
の安全のために ー」も十分熟説してもらいたい。
-3
6ー
[技術指導]
4
. 質量分析装置の有効利用について
計測班分析・データ処理掛
山田
等
質量分析装置は有機化合物、天然物、生体関連物質等の構造研究を遂行する上で、 N M
R、 1R、元素分析装置と共に大きな威力を発揮する装置の一つである。近年、イオン化
法の開発やデータ処理装置の進展にともないほとんどの試料が、極微量で測定可能となっ
て来ている。今回、材料解析センターの質量分析装置を利用する場合に留意すべき事柄に
ついて、装置の概要も含め最近の装置の紹介、測定依頼上の注意点、スペクトル解析時の
注意点等についてまとめた。
1.はじめに
質量分析装置とは、高真空c1x1
0
-61
0
-8T
o
r
r
)状態下で試料を適当なイオン化方法を
用いてイオン化し、そのイオンを電磁気的に分離し、検出する装置である。
装置は、イオンを磁場だけで方向収束し、検出する小型の単収束質量分析装置と、電場
0
0
0
で速度収束したのち磁場で方向収束するより大型の二重収束質量分析装置(質量数 1
以上)に大別できる。
s
-
ここでは、材料解析センターに設置されている二重収束質量分析装置 (
JEOL,品在
DX300) に準じて紹介するが、どのメーカーの装置であっても基本的な概要、機能はほ
とんど同じである。
2
. 装置の概略と機能
二重収束質量分析装置は、機能概念的にみるとイオン源部、電場分析部、磁場分析部及
び検出・記録部で構成されている。図 -1は構造の概略図である。
a
. イオン源部
イオン源部の機能は、試料のイオン化と生成されたイオンに加速エネルギーを与え
ることによりイオンビームを分析部へ送出する事である。イオン化は、イオン源フ ロッ
e
クのイオン化室内に導入されたガス状の試料分子にフィラメントから出射される熱電
子を衝突させる。生成されたイオンはイオンリペラー電圧によりイオン化室から押し
出され、引出しスリット、第 1フォーカスレンズ、第 2フォーカスレンズにより加速
エネルギーと収束作用を受け細いイオンビームとなってメインスリッ卜を通り、 αス
リットによってビーム幅の規制を受け電場分析部に導かれる。 αスリットの前にある
リタードスリットは適当な電圧をかけることにより、イオン損失を少なくする働きを
持っている。
No
名
No
⑪⑫⑬⑬⑮⑥⑪⑮⑮⑨
①②③⑥⑤⑥⑦⑧⑨⑪
~t~ リヘ.
称
7
ー
I
I
Iタ
ト
ロ Yト
7
"
.
147メ
yト
引出しスリヲト
第 11t- 似 lI ~t'
第 21t- 以 lI ~t'
1
A
Aリ
ヲ
ト
名
称
リ
タ
ー
ド
ス
リ
ヲ
ト
αー
ス
リ
ヲ
ト
電場電極
βー
ス
リ
ヲ
ト
,-
t
'
9本
.
20
M
F
A
'
}
ト
,
磁場
ず4
1レ
'
9・
3レ
'
9・A
'
}
ト
,
T
I
M
縦規制スリヲト
メ ~~Ã~ ヲト
ィ t~1't1.7 イヤ
6
図-1 構造の概略図
。
。
b
. 電場分析部
電場分析部ではイオンビームの速度収束を行う。
電場は、トロイダル電極型発散電場(イオンビームに対して凹レンズと同等の発散
作用のある電場)を用いることにより幅の広いメインスリットが使用でき、さらにイ
オンビームの垂直方向の拡がりに対する収束にも有効となっている。電場を通過中の
イオンビームは、プラス電位の外側電極とマイナス電位の内側電極とで形成される電
界の作用を受け速度収束され、 βスリットによってビーム幅の規制を受けたのち磁場
分析部にはいる。電場と磁場の間にあるオクタポールは広角ビーム収束レンズで¥ β
スリットを通過したのち幅広くなったビームを再び密度の高い細いビームにする働き
がある。
C. 磁場分析部
磁場分析部では、電場分析部から入射してきたイオンビームを方向収束し、質量数
(
M
/
Z
)の等しいイオンごとに分離し、磁場強度に対応した質量数のイオンをコレクター
スリットに集束させる。
磁場は、磁場コイルに電流を流したとき、電流値に応じた一様な磁界が形成される
ように設計されている。いま、磁界の強さをある値に保ち、ここにイオンビームを通
過させると磁界の作用により質量数の小さいイオンほど小さい回転半径で磁界の方向
に曲げられる。そこで、磁場の出口側の一定場所にコレクタースリットを固定し、磁
場強度を連続的に変えてイオンを検出する。すなわち、磁場強度が小さいときは質量
数の小さいイオンが、また磁場強度が大きいときには質量数の大きいイオンがコレク
タースリットに到達することになる。
d
. 検出・記録部
ここでは、コレクタースリットを通過したイオンをイオンマルチプライヤで計測し、
そのデータをコンピュータに取り込む。その後種々の処理を行うことにより、測定試
料の構造解析に必要な質量スペクトルとして記録する。
3
. 質量スペクトル(マススペクトル)で何がわかるか
a
. 質量数 (
M
/
Z
)1
3,
0
0
0付近までの広範囲にわたる質量が 1質 量 ( マ ス ) 単 位 で 正
確に測定でき(低分解能測定)、したがって分子イオンやフラグメント(関裂)イオ
ンの質量、すなわち分子量やフラグメント質量がわかる。
b
. M/Z1
2,
0
0
0近くまでの分子イオン及びフラグメントイオンの 1
/
1
0
0
0マス単位の
測定(高分解能測定〉ができるので、その精密質量数から元素の組成を推定でき未知
物質の構造推定に利用できる。
nwd
qJ
C. 試料の構造が予想、できるときは同一装置を用いて同条件で測定した標品のスペクト
ルと比較することにより、化合物の同定ができる o
d
. 同位体存在量の多い Cl
、 Brなどの元素は元素の種類や数に応じてピークの分布
に特徴のある形を示すので、分子イオンやフラグメントイオン中のこれらの元素の存
在や数が推定できる。
4
. 質量分析装置の分類
質量分析装置をハード的に分類すると、主だった装置として次のように分類できる。
O単収束質量分析装置
扇形の一様な磁場をもちい、イオンを方向収束だけで検出する。
O二重収束質量分析装置
電場と磁場を用い、イオンを速度収束及び方向収束させて検出する。
装置としては大型であり、設置場所の規制をうける。
0四重極質量分析装置
直流と高周波を重ね合わせた電圧を双曲線またはそれに相当する断面を持つ四重電
極柱に加え、この四重極磁場によりイオンを検出する。
0
0
0位で、卓上型のコンパクトな装置が多い。
測定質量範囲は 1
O飛行時間型質量分析装置
イオンをパルス状に電場のない領域に入射させ、飛行速度の違いにより分離する。
Oフーリエ変換質量分析装置
サイクロトロン運動、すなわち高磁場、高真空中のイオンが質量に反比例した周期
で回転運動を行う性質を利用している。
※
さらに、二重収束型を 2合連結させた装置、四重極型を 2台連結させた装置、また、
二重収束型と四重極型を連結させた装置も各メーカーにより MS/MS質量分析装置
として実用化され、開裂機構の考察による構造解析に重要な役割を果たしている。
これらの装置はそれぞれに特徴があり、使用目的によって使い分けられる o ただ、
装置によっては、設置場所、予算等に規制を受けることも諌めない。
5
. 最近のイオン化法
通常、質量分析装置のイオン化は、気化した試料を熱電子でたたく電子衝撃法 (E
I
)
、
反応ガスによる化学イオン化法
(
C
I)が用いられ、直接試料導入あるいは GC導入 (
GC
/MS)測定法として確立している。近年、天然物や生体関連物質等の難揮発性、熱不安定
性物質を扱うことが多くなり、それに伴って種々のイオン化法が開発されるようになった。
実用化されている主だったイオン化法を次に紹介する。
- 4
0ー
0高速原子衝撃イオン化 (FAB)
電荷をもたない中性のアルゴンまたはキセノン原子を高速で試料化合物に衝突させ
てイオンを作る方法。極性の大きな化合物に有効で、主に分子プロトン化イオンとそ
のフラグメントイオンを生じる。通常はグリセリンなどをイオン化促進のマトリック
スとして添加する。
どのタイプの装置にも装着可能であり一般化している。
O二次イオン質量分析法 (SIMS)
アルゴンやキセノンなどのイオンを試料化合物に衝突させてイオンを作る方法。グ
リセリンなどをマトリックスとして用いる。高速原子衝撃イオン化とほとんど同じス
ペクトルとなる。
ABと同じである。
装置の性格もほとんど F
Oレーザーデソープション (LD)
試料化合物にレーザーをあててイオンを作る方法。主として高分子量化合物の測定
に利用される。衝撃エネルギーの強さをコントロールするための技術が必要である。
O大気圧イオン化
(API
)
大気圧下で試料化合物の溶液を噴霧し加熱し気化させた後、コロナ放電を用いて溶
媒分子のイオンを生成し、化学イオン化と同じ原理により試料分子のイオンを作る方
法。化学イオン化とよく似たスペクトルが得られる。
高圧液体クロマトグラフィーと連結させ、 LC/MSとして発展している。
Oサーモスプレーイオン化 (TSP)
酢酸アンモニウムを含む試料化合物を高温状態でイオン源内に噴霧することにより
試料のイオン化を行う方法。
高圧液体クロマトグラフィーと連結させ、 LC/MSとして発展している。
Oエレクトロスプレーイオン化 (ESI
)
電界をかけたノズルから試料化合物の溶液を噴霧し同時に高温乾燥窒素ガスを送り
込んで微小液滴中の溶媒を蒸発させてイオンを作る方法。プロトンがいくつも付加し
た多価イオンができるのが特徴である。
高圧液体クロマトグラフィーと連結させ、 LC/MSとして発展している。
Oマトリックスアシスト LDイオン化飛行時間型質量分析法 (MALDI-TOF-MS)
試料化合物とマトリックスを混合した物にレーザ一光をあて、マトリックスにレー
ザ一光を吸収させ、そのエネルギーによって試料を気相に脱離しイオン化させる方法。
多価イオンも検出され、高分子量化合物に利用される。専用の装置として開発されて
いる。
- 4
1一
6
. マス測定の流れ
j単 蹄 製 j
-イオン源装着
・測定質量範囲設定
.
キ1
97
"
'
レ
ー
シ
ョ
ン(
P
皿)
GC-MS
1
,
mφ
5
j
fラ
刀
, ヲ
ク
ド
カ
ラ
ム
G
C
分析条件が必要
0
.試料気化温度設定
(GC条件設定)
.DI試料導入
(GC試料導入)
・測定,データ処理
LC-MS ト一一一ト一一→ FAB-MS
(材料断む夕刊不可)
I ・イオン源装着
-測定質量範囲設定
.
キ
ャ
リ
プ
レ
ー
シ
ョ
ン(
u
l
t
r
a
m
a
r
k
)
.測定試料溶解
TLC-MS
・
マ
ト9
ヲクス選択
-マトリヲクスと試料溶液を混合
5
m
m
X
3
0
m
m
-ターゲット導入
TLCtレートで展開
・測定,データ処理
試料測定依頼時の注意
・試料は l回の直接導入測定で約 0
.
0
1
0.
1mg程使用するのでサンプリングロスなど
をふまえ、その 51
0倍量必要である。
CFAB-MS測定の場合には、 NMR測定に使用した溶液でも可能の場合がある)
・試料はサンプリングし易いようなミクロチュープなどに入れ、
TASMACシールを
貼って提出する。
・依頼用紙には所属、氏名、 TEL番号を記入することはもちろんのこと、試料の構
造式、分子量の推定値、沸点、融点などの物性も必ず記入し、
TASMACシールを
貼っておく。
・測定の目的に加え、親イオン、フラグメントイオン等のピーク情報があれば記して
おく。
.GC-MSの場合には GC分析を行ったデータが必要である。(原則として質量分析
装置に装着されている
GCの仕様に合わせること)
・その他不可解な点、希望などがあれば担当者と充分打ち合せをする。
- 4
2ー
o:s:.チレ γ グ 9:1ール
15
5+(154).)+
137(MH+-Hρ) (
9(CH
,
cUρ.t
>H+(MH+)
62+ 8
:
2
:
g
j
z
g
f
j液状
ベプチド
ベプチド跨母体
中極性化合物
1
5
8
.
.
.
.
.
1
6
30C
I
3.5mm
オ 9ゴ鰭
マスマーカー
ォ p~.
2
1
7C/I50mm
(
150+(
1
4
9
)
.
)
+
【
148+(
1
4
9
)
.
)ー弱
オ 9ゴ纏
1
9
00C/5mm
ト!1:s:.タノール 7tγ
1
4
9
150(MU
148(M-H)ー
つ
・
舗脂質
脂肪僧
スルホネート
グルグ o:..
.
.
(
9
0+(
8
9
)
.
)+
85
86(MH勺
テトヲメチ νγ スルホ y
(Aルホラ:1')
2
:
.ト慣"7s:.1レオグチ
"':s:.ーテル (
N
P
O
E
)
1
2
0
121(MH
勺
2
5
1
,おZお 5
.
1
4
0
2
3
5
o
c
t
y
l+H)H+348,~. ~1.
(M4
7
0
.綿 5
,
5
0
1
(154+(1
悶).)+
154(MH
勺
1
4
7
1
4
8C/6mm
(86+(
お).)+
配纏体
オ Pゴ
調
書
9
9
.
.
.
.
.
1 C/8mm
241(2M+H)+
低極性化合物
2
8
50C
/
7
6
0mm
低極性化合物
有犠金属化合物
I
1
7
0
1
7
5C
760mm
。
∞
物
物物合
レLHbLH'u﹃
合合化
1
5
3
7ルョール(3-N
OBA)
性住金
極信銀
低中有
3-:.ト"ベ Y ジ ル
・
配錨体
オ 9ゴ槍
・
1
7
50C/3mm
(ωlhT口九
9
O(MH
勺
(HEF)
αーピロ 9ドγ(PR)
・ムアミド
回﹀
8
9
2
-ヒドロキグ z チ ル ホ ル
か
。
【
1
0
6
+
(
1
0
5
)
.
)
+
106(MH
勺
オ Vゴ篇
マスマーカー
Fd
(M-H)-
1
0
5
(TEA)
ベプチド
4
3(CH
z
C
Hργ
ジ z タノールアミ γ
(
D
E
A
)
有慢金属化合物
1
1
80C/5mm
UNS蹴免法剛湘針務作訪仰い。粗削m湖 沼 会 併 合 ペ
llhpωll
(
"
)
.
原串マト'ヲグス
ベプチド
.
1
8
20C/20mm
T C U 山河川
ポ
(
15
3+(
15
4
)
.
)
-弱
o.,グ貝
mA吋
品切剖叫議出
2
.2
'
yチ オ ジ エ タ ノ ー ル 1
5
4
153(M-U)-
原串マト
丹市内庁δ州畑一円切﹁汁。泣語講苛品川い¥、 lA
三
件Z
、
潟
ルル
,
r
r
F ・句
9イ MM
トレim}
zォ.mvd
p ト JJ渇
オチh &
チジ A W K
ジ
1
5
4
(93+(
9
2
)
.
)
+
(
9
1
+
(
9
2
)
.
)ー
日開+(1関).)+
(
10
7
+
(
1
0
8
)
.
)ー
(
155+(
1
5
4
)
.
)
+
点
τ
1
関
93(MH勺
91(M-H)ー
91(MH+一日ρ〉
107(M-H)ー
119(MH+2Uρ}
沸
適用住
渦温存削川合ペ
9セ 9:
1
'
分子貴を趨え
る主なピ-,
(m/
J
:
)
司﹀回 du
丹市魁一-尚叫が一範爪 W J 4 7 q e
チオグ
-
P
γ
(m/~)
U 1 ﹂ぐ)MPGuy--・件一︺い¥市鶏様作﹁パ
m
1
'
1
)セ
ベースゼーダ
が 掛 藩wmdT?に 山V U
MW
Fd
o.,グス
い¥勺﹂マ叫司、で
マト
」
、
8
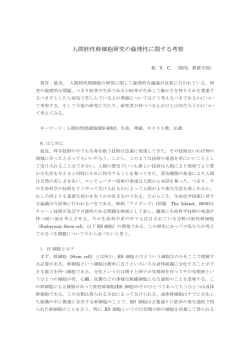
. 主なマトリックスの FABマススペクトル
次に、主なマトリックスの FABマススペクトルを示す。 FABマススペクトルを解析す
る場合、先ず使用したマトリックスのピークをアサインすることが大切である。
(1)
Glycerol
CHaOHCHOHCHaOH a92.0473
1
B
B
2
7
7
同
W
H
e
a 1uve
1
B
5
・
‘
・
5
8
1
9
4
6
1
自
b
u
n
回
dl
S
B
a
5
B
B
4
B
9
1
9
B
n
c
e
5
5
3
5
8
6
4
5
.
.
u
1
.
.
Ls..~~.“ 1.... .
1--1・
幽
,
.
.
5
1
3
*
5
.
9
8
2
9
r--〒斗
•
I
•
‘•
•
•
•
,
.
.
.
.
.
,
.
.
.
.
,
1
B
B
B
9
8
B
8
B
B
7
B
B
6
B
B
5
B
B
"
~l~
F寸品
円I
Z
(2)
Thioglycerol
HOCHaCH(OH)CHaSH =108.0245
1
8
8
円
・-ve
H
n
e
a
t
r
9
5
7
7
3
5
9
自
b
u
n
目
d1
B
9
'
:
a
2
B
4
B
6
B
8
9
1
8
日
1
2
9
1
4
B
1
6
B
n
e
e
5
9
1
8
B
2
日
目
2
2
9
2
4
B
2
6
B
- 44-
2
8
B
3
B
B
3
2
B
3
4
B
円1
2
.
(3)
m-Nitrobenzy1 a1cqho1
,
N02C H
.
.
C
H2
0H =153.0425
l
B
0
1
6
4
・
﹄
wn' s
.a
円
E
・
・
、
a
・ ・2 uv﹄
1
3
6
5
0
3
9
7
向
b
U
n
何
dl
B
0
a
n
c
e
1
5
9
1
0
9
5
0
2
B
B
2
S
B
3
B
B
3
S
B
6
S
B
7
B
B
5
0
「由守ー『
*
1
0
.日
3
5
9
6
1
3
斗~
ー
い
『
4
9
B
5
s
e
5
B
B
459
6
e
B
門
ノZ
(4)
t
・
.
tagic bullet
Dithiothreitol/Dithioerythrito1 =3~5/1
Each composition is the same HSCH2CH(OH)CH(OH)CH2SH a154.0122
l
B
0
円
Ke-lat--ve
!
日
1
5
5
8
S
5
0
l
B
3
自
b
U
n
o
dl
O
0
a
5
0
1
5
9
1
9
B
2
B
B
n
c
e
5
B
寸
2
e
o
'
2
4
9
4ょ'"'-T
mall比
B
2
7
5
2
s
e
4
B
B
r
v
z
- 45-
(5)
2-Hydroxyethy1 disu1fide
(SCH2CH20H)2 =154.0122
1
0
0
1
8
9
,
、
,
w
n
円
E
・
,
a
・
E.
1
6
9
6
1
1
8
1
4
5
5
0
H V '﹄
向
b
U
n
1
9
B
5
9
日
d1
B
B
1
5
9
2
B
B
3
S
B
4
B
B
門/
Z
2
a
1
a
n
c
e
2
1
3
2
S日
2
B
B
(6)
Diethano1amine
HN(CH2CH20H)2 105.0790
;:1
1
1
3
0
2
1
1
1
円
Rel-a-E 1uve
1
日
6
・
・
5
9
.
.
4
2
1
r
年I
,¥8
1
向
b
u
n
3
8
1
4
.
4
1
1
H
I
7
│
│
4
8
1
~9.
'
*
5
.
9
1
3
日
目
2
B
B
1
B
B
日
d1
B
9r
=
'
5
B目
4日
目
a
n
c
e
﹃
8
F
コ
﹁本
••
FOF
兄
﹂
5
B
5
B
B
.
, . . , I ,
..
-
6
0
0
T--
.----.--
,
.
7
3
6
i'
7
B
B
-4
6ー
8
4
1
F ・v
・『
日
日
目
9
4
6
9
B
B
1
9日8
門/
Z
(7)
Triethanolamine
, , ,c149.1051
N(CH CH OH)
1
0
0
円
kelaa-E71υe
l
I
i
日
1
1日
5
0
同〆 ﹄
311
1
向
45 56
b
7
4
1
日6
日
目
H
ι
1
日
目
U
n
5
日
日
d1
0
0
a
166
1
5日
2日
目
3
5日
4
8日
n
c
e
5
0
2
9
9
B
L
r
2
日
目
3
日
目
2
5日
門1
2
(
8
)
PEG-600
~CH , CH , Oトロ
内
mne--at-ue HhMUndanee
コ
l
55目
5白目
間ー↓⋮叩
キ
ム
75日
4
5目
間
IAm
{
守 444jjt41
叫
伊‘
日
ー
4自由
4
7一
6
5日
6日目
94
3
,
.
95e
ヨ87
「
1日目目
ア目白
l
11自由
門〆 Z
9
. よく出現する不純物のピーク
特に E
I測定では、試料を加熱気化させるため得られたスペクトルにおいて時として不
可解なピークが出現している場合がある。主な不純物ピークとその原因を次の表に示す。
因
原
化合物の種類
主なピーク
溶媒類仲の不純物
安定剤
2,6
τ プチル・ 4・メチルフェノール
N-フェニル.β.ナフチルアミン
プラスチックの可塑剤
フタル酸エステル類
他のジカルボン酸エステル類
アルキルリン酸エステル類
2
5
0,2
2
0など
2
1
9
1
4
9,1
6
3,1
6
7,1
8
1,2
7
9など
1
2
9,1
8
5,2
5
9,3
2
9
9
9,1
1
0,1
5
5,2
1
1,2
6
6など
グリース類
シリコーングリース
環状ポリシロキサン
鎖状ポリシロキサン
炭化水素グリース
飽和炭化水素類
1
3
3,2
0
7,2
2
1,2
8
1,2
9
5,
3
4
1,3
5
5,3
6
9,4
2
9,5
0
3など
1
4
7,2
2
1,2
9
5,3
6
9など
5
7,7
1,8
5,9
9,1
1
3,
1
2
7,1
4
1,1
5
5… な ど
1
5
1,1
6
5,1
7
9,1
9
1… な ど
3
4
0,3
8
0,4
0
0… な ど
ポンプ関係
ポンプの油
ポリフェニルエーテル
水銀拡散ポンプ
水銀
4
4
6
2
0
0,2
0
2など
ガスクロマトグラフィー
のカラム
SE30または 9
V
I
PEG
ポリエチレングリコール
7
3,1
4
7,2
0
7,2
2
1,2
8
1,
3
5
5,4
2
9, … な ど
4
5,5
9,7
3,8
7,8
9,1
0
1,
1
0
3,1
1
7,1
3
3, … な ど
最後に、質量分析装置はめざましく発展しており、装置によっては数十万の質量まで測
定可能である。また各種分離装置と連結することにより、試料の分離と測定が同時にでき
るようになり研究の省力化と併せて高効率化にも貢献している。しかし、非常に感度が良
いために場合によっては混合物のまま実験を進行させていることがあるので充分注意しな
ければならない。
〈参考資料〉
・日本電子 MSユーザーズミーティング資料
.日本電子 ANAL
YTICALNEWS
• HITACHISCIENTIFICINSTRUMENTNEWS
.フィニガン
MAT技術資料
• NICOLETFT-MS一新しい質量分析
.島津科学器械ニュース
-48-
技 術
室 報
主
t
:
.
Eヨ
平 成 6年 1
1月 1
5日
発行者大阪大学産業科学研究所技術室
干5
6
7大阪府茨木市美穂ケ丘 8番
(阪大吹田団地内)
弧
0
6
8
7
9
8
3
9
7
印刷所側セイエイ印制
1号
© Copyright 2026 Paperzz