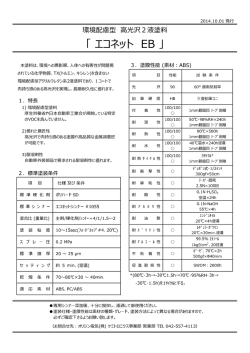
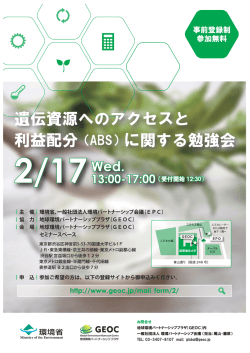
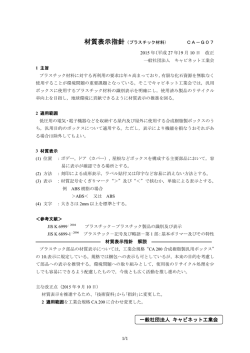
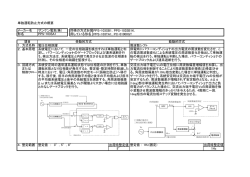
精密プロトタイピング 射出成形業界における 3D プリント金型の役割 Lior Zonder & Nadav Sella 著 はじめに 射出成形(IM)は、プラスチック材料を型の凹みの中に注入し、材料を冷やして型の形状に固めるプロセスです。こ れは非常に正確であり、しばしば複雑な形状の 3 次元(3D)のエンドユースパーツや製品の大量生産に最も利用さ れるプロセスです。しかし、同プロセス用の金型開発には手間が掛かり、コストも高く時間もかかります。 硬質機械加工金型は、通常 CNC 工作機械を使用するか、放電加工機(EDM)を使用して工具鋼から作られます。 大量生産で使用される場合でも、数百万サイクルの耐久性がありますが、何十万ドルもコストがかかります。さらに、 これらの金型を作成するリードタイムは、数週間または数日ではなく、しばしば数か月にもなります。 数万個の射出成形部品が必要な場合は、軟質機械加工金型が選択肢となります。アルミニウム製の金型はより低価 格であり(一般的に $2,500 〜 $25,000) 、またより迅速に作成することができます(2 〜 6 週間) 。 残念ながら、機械加工金型の作成にかかるコストと時間は、しばしば設計ミスなどの要因と組み合わさり、金型を正 確に作り直したり、最終部品のデザインや品質に達するまで何回も繰り返す必要性が発生します。このような課題を 考慮して、メーカーは機能的な IM プロトタイプの作成に 3D プリントされた金型を使用しはじめたのです。 F O R A 3 D W O R L D TM ホワイトペーパー POLYJET 3D プリンタで作成された金型: 現代の代替品 PolyJet テクノロジーは Stratasys® 製の Objet™ 3D プリンタだけが提供可能な手法であり、企業がインハウスで 射出成形金型を素早く簡単に作成する機能を備えています。PolyJet プリントは液体フォトポリマーを連続する層とし て所定の設定で積み重ねることで 3D オブジェクトを作成します。その後プラスチックは UV ライトで硬化(固体化) されます。完全に硬化すると、金型はすぐに IM 装置の中に取り付け、最終製品で使用するために指定されるものと 同じ素材からプロトタイプが作成されます。これらの精密なプロトタイプにより、メーカーは現実的な最終製品の見 本作成が可能になり、実際のパフォーマンスデータの収集に使用できます。 PolyJet 射出成形金型は中~大量生産で使用される軟質または硬質金型の代替品として使用するには適していませ ん。それよりも、軟質金型と 3D プリントによるプロトタイプの間のギャップを埋めることを意図しています。以下の 表(図1)はプロトタイプ開発プロセスを埋めるニッチな PolyJet テクノロジーを示しています。 プロトタイプの 製造方法 3D プリンティング * 部品の最適数量 1 〜 10 プロトタイプの 金型の 製造に使用される素材 平均コスト 1 部品 あたりの 平均コスト 1 部品 あたりの 平均時間 FDM または PolyJet プラスチック N/A 高 高 フライス加工 1 〜 100 熱可塑性樹脂 N/A 高 中 シリコン成形 5 〜 100 熱硬化性樹脂 低 中 高 10 〜 100 熱可塑性樹脂 低 中 中 100 〜 20,000+ 熱可塑性樹脂 高 低 非常に低い PolyJet 3D プリント された金型を使用し た射出成形 軟質金型を使用した 射出成形 図 1: 従来のプロトタイプ製造方法と比較した PolyJet プリント金型の特徴 * FDM およびレーザー焼結工程では熱可塑性物質を使用してプロトタイプが製造されますが、その機械的特性は実際の射出成形部品とは 一致しません。理由は、a)プロトタイプの作成に使用されるプロセスが異なる、b)FDM およびレーザー焼結プロトタイプに使用され る素材が通常射出成形部品に使用される素材とは異なるためです。 PolyJet 金型に関連する主要ポイント • PolyJet 金型を作成する初期費用は、比較的安価です。しかし、PolyJet 金型は使用される熱可塑性物質および 金型の複雑性にもよりますが、最大 100 個の部品作成に適しています。結果として、部品ごとの費用は中程度です。 • PolyJet 金型の作成は、比較的素早くできます。従来の金型の作成には数週間または数日かかるのと比較して、 PolyJet 金型は数時間で作成することができます。 • 設計変更が必要な場合は、低価格で社内で金型をつくりなおすことができます。これにより、PolyJet 3D プリンティ ングのスピードも活用して、設計者やエンジニアはデザインで大幅な自由度が得られます。 • デジタル ABS マテリアルで作成された金型は、30μm のピッチ、最高 0.1mm の精度で精密に構築可能です。 これにより滑らかな表面を作成できるため、ほとんどの場合で後処理は不要です。 2 • 複雑形状、薄壁、精密な細部などが簡単に金型設計にプログラムすることが可能です。さらに、この金型はシンプ ルな金型を作成する以上の費用はかかりません。 • PolyJet 金型の作成に、事前プログラムは不要です。また、一度 CAD 設計ファイルがロードされると、3D プリン トプロセスは作業者の介入なしに実行することができます。 • PolyJet 金型を使って部品を射出成形するための製造時間は、従来の金型ほど短くはありませんが、比較的短いと いえます。 マテリアル選択 PolyJet 金型を使用した射出成形の成功には、適切なマテリアルを選 択することが重要です。 デジタル ABS は IM 金型のプリントに最適で、強靭さと耐久性を高温 耐性に合わせもっています。また、硬質 FullCure®720 および Vero などの PolyJet マテリアルも IM 金型としてよく機能します。しかし、 複雑な形状をもつ部品の作成に使用する場合は、これらのマテリアル から作成した金型はデジタル ABS で作成したものよりも寿命が短くな ります。 射出成形部品に最適なマテリアルは、合理的な成形温度 < 300℃ (570°F)と好ましい流動作用を兼ね備えたものです。理想的な候補 としては: • ポリエチレン(PE) • ポリプロピレン(PP) • ポリスチレン(PS) • アクリロニトリル・ブタジエン・スチレン(ABS) • 熱可塑性エラストマー(TPE) • ポリアミド(PA) • ポリオキシメチレンまたはアセタール(POM) • ポリカーボネート -ABS 混合(PC-ABS) A= • • • • • ポリエチレン(PE) ポリプロピレン(PP) ポリスチレン(PS) アクリロニトリル・ブタジエン・スチレン(ABS) 熱可塑性エラストマー(TPE) B= • • • • ガラス繊維強化ポリプロピレン(PP+G) ポリアミド(PA) アセタール(ポリオキシメチレン [POM]) ポリカーボネート -ABS 混合(PC+ABS) C= • ガラス繊維強化ポリアミド(PA+G) • ポリカーボネート(PC) • ガラス繊維強化(POM+G) D= • ガラス繊維強化ポリカーボネート(PC+G) • ポリフェニレンオキサイド(PPO) • ポリフェニレン硫化物(PPS) 図 2:材料クラスごとの予想部品数 * * F 数値は IM 部品の寸法およびサイズによって変動 します。 • ガラス繊維強化ポリプロピレンまたはガラス強化繊維(G) 樹脂に必要な加工温度が 250℃(480°F)以上の場合、または樹脂の粘性がその加工温度で高い場合は、金型の 寿命が短くなり、最終部品の品質が悪化する場合もあります。 右の図2では、さまざまな加工方法を使用して一般的に製造される部品の相対的な数を概説しています。 3 次に示す表は、PolyJet 金型による射出成形の使用とアルミニウム金型による射出成形の比較を理解するための、費 用対効果分析を表しています。 アルミニウム コスト リードタイム $1,670 7 日間 コスト $960 デジタル ABS リードタイム 1日 構成部品 • • • • Objet500 Connex 810gr RGD535 1408gr RGD515 100gr サポート材料 • • • • Objet260 Connex 400gr RGD535 480gr RGD515 100gr サポート材料 • • • • Objet350 Connex 500gr RGD535 876gr RGD515 100gr サポート材料 POM 製のファンローター $1,400 30 日間 $785 7 時間 PP 製のアイスクリーム スプーン 6 本セット $1,900 4 日間 $530 13 時間 多様な素材を使用する ネジ付きキャップ 図 3:作成時間および費用の点から見た費用対効果分析(アルミニウム金型との比較) 上記の例に見られるように、時間の節約はかなり大幅で、数日から数週間にもなります。さらに、金型の製作コスト は一般的に 40 〜 70% も安価でした。 フィールドテスト Stratasys は、ヘルスケアおよび梱包業界向けの世界的な精密プラス チック製品の製造会社でありアイルランドのブレイに拠点を置くニプロ ヘルスケア社と共に、一連のテストを実行してラピッド・プロトタイピン グで作成し、以下の機能を備えたコアおよびキャビティの性能を精査し ました。 • ギア • インターロック脚 • ラチェット • 捕獲機能 4 実施した多くのテストのうちの 1 つでは、サンプルの ABS 部品をデジタル ABS 製の単一 PolyJet 金型に射出成形 しました。最大圧力、クッション、およびコアならびにキャビティ温度などのパラメーターが追跡されました。 以下の表は、金型が最適化された後の最初の 25 回の射出で使用された射出成形パラメーターを表しています。 ショット # ABS - 工程パラメーター 12 JUN 13 F/H 温度 (℃) M/H 温度 (℃) 射出圧力 (bar) クッション (mm) 1 54.3 59 880 9.19 2 18.1 38.1 887 9.12 3 51.2 42 892 9.21 4 48.4 37.9 894 9.2 5 49 40.5 896 9.18 6 49.6 38.2 894 9.24 7 49.6 39.8 897 9.25 8 50.9 37.6 891 9.15 9 53.9 38.1 894 9.17 10 53.6 40.2 884 9.14 11 54.8 44.0 890 9.27 12 53.3 40.8 882 9.26 13 55.1 41.8 884 9.24 14 53.1 41.7 884 9.07 15 57 42.1 897 9.22 16 48.2 43.7 893 9.19 17 52.7 41.9 891 9.22 18 55.4 42.3 882 9.15 19 55.7 42.9 884 9.2 20 56.3 47.9 884 9.26 21 57.3 46.8 886 9.29 22 55.1 47.6 882 9.23 23 56.2 43.6 885 9.23 24 55.1 45.2 884 9.19 25 57.5 47.1 882 9.22 図 5:PolyJet 金型で作成された射出成形部 品をテストするためにニプロが作成した構成 部品 図 6:完成したサンプル部品 図 4:ニプロ射出成形部品の ABS テストデータ テスト完了時に、金型は安定した射出圧力およびクッションで示されているように、安定しているようでした。さらに、 金型冷却で推奨手順を使用したことで、コアおよびキャビティ内の温度は 58℃を超えませんでした。さらに、射出成 形したプロトタイプの品質はニプロにより「良」とされました。 ニプロは以下のようにテストを分析しています。「射出成形の試行は非常に上手くいったと言えます。コアおよびキャ ビティのプリントプロセスは、時間、初期機能評価および金型費用の削減といった点からメリットがあると言えます。」 5 活用事例ガイドライン 射出成形の設計は、それ自体がアートであり、数年にわたる経験と射出成形 プロセスの深い理解が必要です。PolyJet 金型の作成および使用に際して設 計に考慮すべき点は従来の方法の金型と基本的には同じですが、多少の違い があります。従来のスチール金型の設計とは対照的に、PolyJet 金型の作成 時には設計者は以下の変更を考慮する必要があります。 1. 金型の設計 • 部品設計が許す限り抜き勾配を大きくする。これにより、部品を取り出 図 7:デジタル ABS と 20% GF ナイロン 部品で作成された PolyJet 射出成形 す際に取り出しやすくなり、金型へのストレスを軽減できます。 • ゲートサイズを大きくし、せん断応力を減らす。 • キャビティに注入される溶融物が金型の小さい / 薄い部分に影響しない ようにゲートを配置する。 •トンネルゲートおよびポイントゲートの使用を避ける。そのかわりに、湯 口ゲートまたはエッジゲートなどのせん断応力を減らすゲートを使用す る。 2. 金型のプリント 図 8:成形機器に挿入された PolyJet 金型 左がコアで右がキャビティ PolyJet 3D プリントにより生み出された機会を最大化するために、以下のガ イドラインを推奨します。 • サーフェイスを滑らかにするために、光沢モードでプリントする。 • 光沢のある表面が最大になるように、Objet Studio™ ソフトウェアで部 品を正しい方向に向ける。 • ポリマーの流れがプリントラインと同じ方向になるように、金型を正しい 方向に向ける。 図 9:D プリントのインサートに取り付けら れた 射出装置 図 10:光沢のある表面が最大になるように、Objet Studio ソフトウェアで部品を正しい方 向に向けます。左側:金型が Y 軸方向に向いていると、スレッドはサポート材料により設定 されます。右側:金型が Z 軸方向に向いていると、スレッドはサポート材料なしで自動的に 設定されます。 6 3. 金型の仕上げ PolyJet 金型の主なメリットは、数時間で設計・構築・使用ができることです。 ほとんどの場合はプリント後の処理を必要としませんが、以下の場合は最終 仕上げが必要な場合もあります。 • 金型を射出装置に合わせる。 射出ピンおよび射出ピンホールとの間を ぴったり合わせるために、ホールを STL ファイルでプログラムしますが、 その時その直径を 0.2 〜 0.3mm 小さくします。その後、金型が硬化し たら、穴を最終的なサイズに正確に拡げます。 図 11:成形構成部品の仕上げ工程 • 挿入するとベースにフィットします。 • 非常に滑らかな表面が必要です。 時折、斜めの表面から金型の入り口にかけて軽く研磨することを推奨します。 例えば、背の高いコアの金型を使用する前に軽度のスムージングをすると、 部品離れがよくなります。 4. 取り付け 図 12:両面テープで成形機のバック部レー トに取り付けられた単独金型 • 単独金型(枠組みに制約されない)は標準のスチール製マシンバックプ レートにネジまたは両面テープで直接取り付け可能です。 • 図 8 では、金型インサートがボルトを使ってベース金型に取り付けられ ています。 どの取り付けオプションを選択しても、標準の湯口ブッシングを使用してノズ ルとプリントされた金型との間の直接接触を避けることが重要です。もう 1 つのオプションは、金型の湯道を標準のスチール製プレートにある湯口の中 心に置くことです。 図 13:標準スチール製ベース上で組み立 てられ小ネジで固定された金型インサート 5. 射出成形プロセス PolyJet 金型を最初に使用するときに推奨される手順: • 短いショットとゆっくりとした射出速度で始める。融液は金型に入ると同 時には冷えないため、充填時間が長くなる場合があります。キャビティ が 90 〜 95% 満たされるまでショットサイズを上げます。 • 保持プロセスでは、実際の射出圧力の 50 〜 80% を使用し、必要に応 じて保持時間を調整しひけマークを避けます。 図 14:金型に取り付けられた冷却用ジグ。 金型が開くと、圧縮空気を事前設定した時 間数表面に吹き付ける • 通常の計算したクランプ力値(注入圧力 × 突き出し部分面積)を初期値 として適用します。 7 • PolyJet 金型は、熱伝導率が低いため長い冷却時間が必要です。 小さ い部品または肉厚の薄い部品(壁厚 1mm 未満)の場合は、30 秒の 冷却時間から初めて必要に応じて調整します。より大きな部品(壁厚 2mm 以上)については、90 秒から初めて適宜調整してください。 冷 却時間は、使用されているプラスチック樹脂の種類によって異なります。 • プリントされたコア部分が過度に収縮しないように、冷却時間を最短にす ることをお勧めします。長時間冷却した場合は、部品を取り出す時に金 型にストレスを与え、破損してしまう場合があります。 • 各成形サイクル後に、金型表面に圧縮空気を当てて冷却することが重要 です。これにより部品品質と金型寿命が維持されます。さらに、自動化 金型冷却ジグを使用することもできます。 まとめ PolyJet 3D プリントで作成された金型を使用することで、最終製品の作成 に使用のと同じ IM プロセスおよびマテリアルから製品のプロトタイプを作成 することができます。このため、メーカーは機能テストを新たなレベルに向 上させることが可能になります。このテクノロジーで、企業は優れた性能デー タを生成し信頼性を検証することが可能になります。 PolyJet 金型は金属金型と同じように機能しますが、より安価で、簡単に素 早くできることが大きな特徴です。PolyJet テクノロジーにより、メーカーは 従来の方法よりも素早く大幅にコストを抑えてプロトタイプを作成できます。 結果として、3D プリントによりメーカーは大量生産を始める前に、従来ははっ きりと分からなかった製品の性能、適合性および品質を簡単に評価すること ができるのです。 ベストフィット・パラメーター PolyJet 成形は 以下の条件下での用途に最適です。 熱可塑性プラスチック • 合理的な成形温度 < 300℃ (570°F) • 良好な流動作用 • 候補: ・ポリエチレン(PE) ・ポリプロピレン(PP) ・ポリスチレン(PS) ・アクリロニトリル・ブタジエン・ スチレン(ABS) ・熱可塑性エラストマー(TPE) ・ポリアミド(PA) ・ポリオキシメチレン またはアセタール(POM) ・ポリカーボネート -ABS 混合 (PC-ABS) ・ガラス繊維強化樹脂 数量 • 少量(5 〜 100) サイズ • 中程度のサイズの部品 <165 cm3(10 inch3) • 50 〜 80トンの成形機械 • 手動プレスも使用可能 設計 • 複数回の設計見直しが必要 テスト • 機能確認が必要 • コンプライアンステスト (例:UL または CE)が必要 Stratasys | www.stratasys.co.jp | [email protected] 株式会社ストラタシス・ジャパン 〒 104-0033 東京都中央区新川 2-26-3 住友不動産ビル 2 号館 8F Tel: 03-5542-0042 Fax: 03-5566-6360 ISO 9001:2008 年認定 ©2013 Stratasys Ltd. All rights reserved. Stratasys, Stratasys logo, Objet, For a 3D World, Objet24, Objet30 Pro, Objet Studio, Quadra, QuadraTempo, FullCure, SHR, Eden, Eden250, Eden260, Eden260V, Eden 330, Eden350, Eden350V, Eden500V, Jo Manager, CADMatrix, Connex, Objet260 Connex, Connex350, Connex500, Alaris, Alaris30, PolyLog, TangoBlack, TangoGray, TangoPlus, TangoBlackPlus, VeroBlue, VeloBlack, VeroBlackPlus, VeroClear, VeroDent, VeroGray, VeroWhite, VeroWhitePlus, Durus, Digital Materials, PolyJet, Polyjet Matrix, ABS-like および ObjetGreen は、米国ならびにその他の国々における Stratasys Inc. の商標です。その他のすべての商標はそれぞれの所有者に帰属します。 事前の通知なしに製品仕様が変更される場合があります。InjectionMolding-11-13 Stratasys のシステムおよび材料、アプリケーションの詳細については 03-5542-0042 もしくは www.stratasys.co.jp をご参照ください。
© Copyright 2026 Paperzz