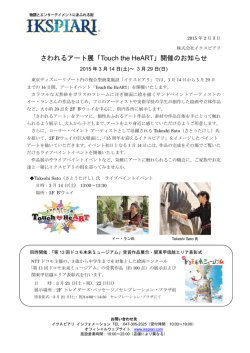
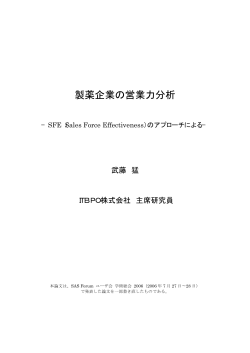
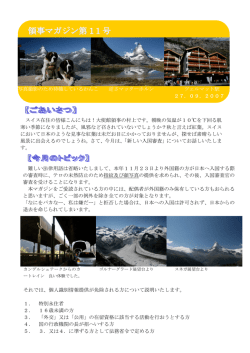
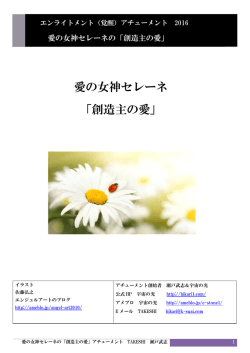
組立型製造業における 組立型製造業における コンサルティング事例 コンサルティング事例 -業務改革からSCM構築へ- -業務改革からSCM構築へ- 2000年 2000年12月 12月23日 23日 武藤 猛・八木 則茂 1.X社のプロフィール ■業種:電子機器製造業 ■事業内容:各種業種向けのハイテク機器(生産財) ■企業規模:売上高約500億円、従業員約1200人 ■市場における位置:業界3位以内 ■生産形態:見込生産および受注生産(製番方式) Copyright 2000, Takeshi Muto & Norishige Yagi 2 2.コンサルティングの経緯と経営改革の課題 [1]コンサルティングの経緯 IT診断・ IT診断・ 全社業務改革 全社業務改革 イノベーション イノベーション プロセス改革 プロセス改革 サプライチェーン サプライチェーン 改革 改革 経営改革 経営改革 約5年間 約1年間 3 Copyright 2000, Takeshi Muto & Norishige Yagi 2.コンサルティングの経緯と経営改革の課題 [2]経営改革のための緊急課題および中長期的課題(1995年当時) 緊急課題 緊急課題 業 業 務 務 改 改 革 革 シ シ ス ス テ テ ム ム 改 改 革 革 中長期的課題 中長期的課題 あるべき姿 あるべき姿 ●全社業務改革体制確立 ●全社業務改革体制確立 ●機種数削減 ●機種数削減 ●部品種類数削減 ●部品種類数削減 ●設計変更件数削減 ●設計変更件数削減 ●部品情報改革 ●部品情報改革 ●全社コード体系統合 ●全社コード体系統合 (顧客、部品、取引先等) (顧客、部品、取引先等) ●商品企画プロセス改革 ●商品企画プロセス改革 ●コンカレントエンジニアリング ●コンカレントエンジニアリング のパイロットプロジェクト のパイロットプロジェクト ●製品情報改革 ●製品情報改革 ●コンカレントエンジニアリング ●コンカレントエンジニアリング の展開による開発期間短縮 の展開による開発期間短縮 ●部品中心生産の実現による ●部品中心生産の実現による 欠品率削減と生産リードタイ 欠品率削減と生産リードタイ ムの短縮 ムの短縮 ●経営意思決定の迅速化 ●経営意思決定の迅速化 ●部品情報システム構築 ●部品情報システム構築 ●設計ツールの強化・統合化 ●設計ツールの強化・統合化 ●製品情報システム構築 ●製品情報システム構築 ●部品中心生産システムの ●部品中心生産システムの 適用可能性評価 適用可能性評価 ●新会計システム構築 ●新会計システム構築 ●リアルタイム会計情報システ ●リアルタイム会計情報システ ム ム ●製販統合システム(*) ●製販統合システム(*) (*) 1995年当時は、「ERP」という概念はまだ一般的でなかった Copyright 2000, Takeshi Muto & Norishige Yagi 4 3.SCM構築へ [1]SCM進化モデル 進化段階 評価項目 第1段階: 部門内改善 第2段階: 部門横断的効率化 第3段階: 統合業務/ 社内サプライチェーン 経営課題 品質問題によるコスト 受注業務の信頼性 顧客サービスのコスト 経営目標 品質・コスト改善 顧客サービス向上 組織改革 各部門間に組織の壁 サプライチェーン・プロセス改革 第4段階: 拡大サプライチェーン 第5段階: ネットワーク型バリューチェーン 収益力向上 ネットワーク型バリューチェーン 迅速な顧客対応と 収益向上の両立 収益力向上と成長の 両立 市場におけるリーダシップ 類似業務の集中化 (社内中心) サプライチェーン構築 サプライチェーン構築 (社外含む) 柔軟な組織組替え 手順通りの業務 部門間協力 部門横断的プロセス 顧客特化型プロセス ゼロベースからのプロセス 改革 サプライチェーン・プロセス指標 コスト管理中心 納期遵守 物流コスト最適化 顧客シェア最大化 顧客価値最大化 顧客との関係 御用聞き営業 顧客満足度向上 提案型営業 顧客リレーション一元管理に 顧客とのパートーナーシップ よる一対一対応 (開発段階から) サプライヤとの関係 価格に関する駆引き 納期督促 サプライヤ品質管理 重要サプライヤ絞込み パートナーシップ イノベーションチェーン・プロセス改革 プロダクト・アウト商品開発 マーケット志向商品開発 マーケット・イン商品開発 カスタマ・イン商品開発 カスタマ・アウト商品開発 IT:基本理念 自動化・省力化 個別パッケージ利用 統合化 相互運用可能性 インターネット連携 IT:計画系ツール 表計算 単独ツール 企業内サプライチェーン計画 実需連携型サプライチェーン 計画 各社同期型サプライチェーン 計画 IT:実行系ツール CAD/MRP/独自 開発アプリケーション MRP Ⅱ/個別パッケージ PDM /ERP CRM/DWH/KM インターネット連携 サプライヤとのネットワーク型 [注]本進化モデルは、Manugistics社のSupply Chain Compassを参考に、日本向きに修正および追加したものです Copyright 2000, Takeshi Muto & Norishige Yagi 5 3.SCM構築へ [2]SCM進化モデルから見た、X社の現状と当面の目標 進化段階 評価項目 第1段階: 部門内改善 第2段階: 部門横断的効率化 第3段階: 統合業務/ 社内サプライチェーン 経営課題 品質問題によるコスト 受注業務の信頼性 顧客サービスのコスト 経営目標 品質・コスト改善 顧客サービス向上 組織改革 各部門間に組織の壁 サプライチェーン・プロセス改革 第4段階: 拡大サプライチェーン 第5段階: ネットワーク型バリューチェーン 収益力向上 ネットワーク型バリューチェーン 迅速な顧客対応と 収益向上の両立 収益力向上と成長の 両立 市場におけるリーダシップ 類似業務の集中化 (社内中心) サプライチェーン構築 サプライチェーン構築 (社外含む) 柔軟な組織組替え 手順通りの業務 部門間協力 部門横断的プロセス 顧客特化型プロセス ゼロベースからのプロセス 改革 サプライチェーン・プロセス指標 コスト管理中心 納期遵守 物流コスト最適化 顧客シェア最大化 顧客価値最大化 顧客との関係 御用聞き営業 顧客満足度向上 提案型営業 顧客リレーション一元管理に 顧客とのパートーナーシップ よる一対一対応 (開発段階から) サプライヤとの関係 価格に関する駆引き 納期督促 サプライヤ品質管理 重要サプライヤ絞込み パートナーシップ イノベーションチェーン・プロセス改革 プロダクト・アウト商品開発 マーケット志向商品開発 マーケット・イン商品開発 カスタマ・イン商品開発 カスタマ・アウト商品開発 IT:基本理念 自動化・省力化 個別パッケージ利用 統合化 相互運用可能性 インターネット連携 IT:計画系ツール 表計算 単独ツール 企業内サプライチェーン計画 実需連携型サプライチェーン 計画 各社同期型サプライチェーン 計画 IT:実行系ツール CAD/MRP/独自 開発アプリケーション MRP Ⅱ/個別パッケージ PDM /ERP CRM/DWH/KM インターネット連携 Copyright 2000, Takeshi Muto & Norishige Yagi 現状 現状 当面の目標 当面の目標 サプライヤとのネットワーク型 最終目標 最終目標 6 3.SCM構築へ [3]X社のビジネスモデル:現状と今後の目標 組立型製造業のサプライチェーン 試作品 設計 設計 部品 部品 調達 調達 受注 受注 組立 組立 仕様 仕様 組立 組立 受注設計生産(ETO=Engineering To Order) 受注生産(MTO=Make To Order) 見込 見込 生産 生産 製品 製品 在庫 在庫 BTO/CTOによる BTO/CTOによる 短納期生産が 短納期生産が サバイバルの サバイバルの キーポイントとなる キーポイントとなる 受注加工組立(BTO=Build To Order) 受注生産品(今後) 受注生産品(今後) 受注仕様組立(CTO=Configure To Order) 見込生産品(今後) 見込生産品(今後) 顧 客 メーカー 受注生産品(現状) 受注生産品(現状) 見込生産品(現状) 見込生産品(現状) 見込生産(BTS=Build To Stock) 在庫販売(STS=Sell To Stock) CODP(= CODP(=Customer Point):受注分割点(メーカーは、これより左側のステージまでを事前準備する) (=Customer Order De-coupling Point): ):受注分割点(メーカーは、これより左側のステージまでを事前準備する) 7 Copyright 2000, Takeshi Muto & Norishige Yagi 組立型製造業における 組立型製造業における コンサルティング事例 コンサルティング事例 - 導入で苦労した点- 導入で苦労した点 -Supply/C Supply/C導入で苦労した点- 2000年 2000年12月 12月23日 23日 八木 則茂・武藤 猛 -Supply/C導入で苦労した点- 内容 1.SCM導入コンサルテーションの目的 導入コンサルテーションの目的 1. 2.概要 3.総括 4.各フェーズの意味、ポイント、留意点 基準生産計画から需要予測へ 製番方式からMRPへ へ 製番方式から 開発上の制約として(既存ホストシステムに極力手を加えない) 開発上の制約として(既存ホストシステムに極力手を加えない 5.効果 9 Copyright 2000, Takeshi Muto & Norishige Yagi SCM導入コンサルの目的 本事例において認識したSCM導入コンサルの目的は以下の通りです。 サプライチェーン改革の推進を支援するのがSCM導入コンサルの役割です。 ここにおいて、サプライチェーン改革の目的は販売/物流/生産/資材調達の 全体最適化を達成することです。そのために、製造リードタイムの短縮、在庫削 減、調達コストの逓減を狙います。 これを達成するには、業務改革、とSCMツールの機能を熟知した上で、システ ムの要件定義を並行に進める必要があります。この活動は前提知識なしにいき なりできるものではありません。ここにSCM導入コンサルを行う目的があります。 Copyright 2000, Takeshi Muto & Norishige Yagi 10 概要(1) ! コンサルティングの概要 会社概要:ハイテク製品を扱う組立型製造業、製番方式による製造 " サプライチェーンの範囲:営業情報を効果的な生産活動に結びつけ るまでの社内を範囲とするサプライチェーン改革 " 主な狙い:①生産計画および供給計画の最適化による棚卸削減、 ②計画業務の効率化および迅速化による生産リードタイムの短縮 化、③即時納期回答の仕組みの構築による販売機会ロスの削減と 売上増大への貢献、④部品購買の効率化、⑤棚卸削減および部品 購買効率化によるキャッシュフローの改善 " サプライチェーン改革における業務改革の支援、Supply/Cの導入に 関する技術支援、基幹システムとSupply/C間のインタフェース仕様 決定の支援、プロジェクト管理 " 11 Copyright 2000, Takeshi Muto & Norishige Yagi 概要(2) 販売計画 販売計画 需要予測 システム ●マスター スケジュール 生産計画 生産計画 SCM システム ●品目データ ●品目データ ●原価データ ●原価データ ●部品表 ●部品表 ●工順データ ●工順データ ●在庫データ ●在庫データ ●製造指図書 ●製造指図書 ●POPデータ ●POPデータ ●購買オーダ ●購買オーダ ●顧客オーダ ●顧客オーダ 設 計 設 計 ホスト ホスト ●部品情報 ●製品情報 生産管理システム/ 資材管理システム PDM システム ●最適供給計画/製造計画 ●最適供給計画/製造計画 企画部 企画部 Copyright 2000, Takeshi Muto & Norishige Yagi 資材部 資材部 生産管理部 生産管理部 12 概要(3) SCMソフトを用いた計画業務の狙いと計画サイクル 部品の調達状況や製造リー ドタイムを勘案して、マスタ・スケ ジュールに極力近づけるよう に立てられる製造計画で す。 製造に必要となる部品を 製品の組み付けに必要と なる時期まで引き付け行う 部品調達計画です。 需要予測 に基づく マスタ・スケジュール作成 必要な時期まで調達を遅らせることに より以下の効果がでます。 ① より精度の高い需要情報による部 品調達が可能になる ②部品調達コストのキャッシュフローを 改善できる ①最適供給計画 に基づく部品発注 ②最適製造計画 に基づく製造指示 4ヶ月前後先を見た 部品調達 実需情報 に基づく マスタ・スケジュール修正 Copyright 2000, Takeshi Muto & Norishige Yagi 2ヶ月先を見た 製品製造 最適製造計画により以下の効果がで ます。 ①営業部門などに対して納期回答を 迅速に行うことができる ②納期遅れの製品がわかるのでフォ ローアップ対策が早めに打てる 13 概要(4) コンサルティングの活動項目 ! ! ! ! ! ! ! ! 業務改革方針、システム化構想提示 現状調査実施 業務改革支援 要件定義実施 システム開発実施(コンパック開発部門) テスト支援 導入支援 プロジェクト管理 Copyright 2000, Takeshi Muto & Norishige Yagi 14 概要(5) 11ヶ月 3ヶ月 業務改革 営業系 製造系 SCM コンサル ティング 4ヶ月 H/W導入 S/W導入 運用 設計 2ヶ月 小物 ソフト開発 1ヶ月 ソフト 開発 システム要件 部品表分析 データ分析 お客様 需要予測 要件定義 テスト 運用 教育 社内啓蒙 2ヶ月 3ヶ月 見直し ソフト修正 テスト 本稼動 もともとの完成予定 ソフト開発 需要予測(見直し) 要件見直し ソフト改修 Copyright 2000, Takeshi Muto & Norishige Yagi 15 業務改革で苦労した点の概要 ! 業務改革で苦労した点 " 需要予測システム関連 – 需要予測データと基準生産計画データの考え方の違いに悩む – 販売部門と生産部門の需要予測データの精度に対する見解の違い " 製番方式の部品発注受入関連 – MRP方式の部品管理の組み込み Copyright 2000, Takeshi Muto & Norishige Yagi 16 需要予測システム関連 ! 需要予測データと基準生産計画データ 需要予測データ 基準生産計画データの考え方の違いに悩む 基準生産計画データ # 需要予測データとは 需要予測データ – 各製品毎に今後半年から1年分の毎月の顧客需要数 顧客需要数を予測したデータ 顧客需要数 – Supply/Cの入力情報となる " 需要予測システムとは 需要予測システム – 需要予測データの作成を支援するシステム。営業情報や過去の売上実績等を参考にしな がらデータを作成する 需要予測 システム 部品発注 計画 需要予測 データ Supply/C 製品製造 計画 需要予測データのイメージ 当月 1ヶ月後 2ヶ月後 3ヶ月後 3ヶ月後 4ヶ月後 5ヶ月後 製品A 10 15 8 12 10 10 10 製品B 100 120 90 110 110 110 110 Copyright 2000, Takeshi Muto & Norishige Yagi 17 需要予測システム関連 ! 需要予測データと基準生産計画データ 需要予測データ 基準生産計画データの考え方の違いに悩む 基準生産計画データ " " 需要予測データをSupply/Cの入力情報として新規作成 従来は需要予測データ 需要予測データではなく基準生産計画データ 基準生産計画データを用いて製造計画 需要予測データ 基準生産計画データ をたてていた – 基準生産計画データは各製品毎に今後半年から1年分の毎月の製造数 製造数を計画した 基準生産計画データ 製造数 データ – 基準生産計画データは月締めで出力されるホストのデータから算出 基準生産計画データ – Supply/Cでは、需要予測データ 需要予測データを与えれば、製品在庫数と製品仕掛数を勘案してシ 需要予測データ ステム内部で製品製造数を算出して、そのために必要な部品発注量などが計算さ れる – 基準生産計画データから需要予測データ 需要予測データに移行させる考え方に苦慮 基準生産計画データ 需要予測データ – 以下の考え方を用いて解決 製品需要数=製品在庫数+製品仕掛数+新規製品製造数 Copyright 2000, Takeshi Muto & Norishige Yagi 18 需要予測システム関連 ! 販売部門と生産部門 販売部門 生産部門の需要予測データ 生産部門 需要予測データの精度に対する見解の違い 需要予測データ " 販売部門は需要予測データ 生産部門は需要予測データ 販売部門 需要予測データを作成。生産部門 需要予測データ 生産部門 需要予測データをもと 需要予測データ に生産を実施 " 販売部門の意見:需要予測データ 需要予測データの精度向上 生産部 販売部門 需要予測データ 精度向上には限界がある。生産部 精度向上 門は需要予測データ 需要予測データの変更に応じて柔軟に対応してほしい 需要予測データ " 生産部門の意見:需要予測データ 需要予測データの精度向上 販売部門 生産部門 需要予測データ 精度向上ができないのは販売部門 精度向上 の怠慢。直前になっての計画変更に対応していては生産効率が上がら ない。 販売計画部門 生産部門 需要予測 データ Supply/C 19 Copyright 2000, Takeshi Muto & Norishige Yagi 需要予測システム関連 ! 販売部門と生産部門 販売部門 生産部門の需要予測データ 生産部門 需要予測データの精度 需要予測データ 精度に対する見解の違い 精度 " 折り合い フリーズ期間をかける前の需要予測データ 需要予測データの変更 フリー フリーズ期間 需要予測データ 変更は許す。また、フリー 変更 ズ期間は製品ごとに細かく設定する。 ズ期間 フリーズ期間:製造指図書発行後の製品提供までの期間。フリーズをかけた後は需要予測データ フリーズ期間 の変更はできない。 フリーズ期間 未来 現在 フリーズをかける タイミング 製品の 提供希望時期 計画変更を許 さない期間 Copyright 2000, Takeshi Muto & Norishige Yagi 20 製番方式の部品発注受入関連 ! MRP方式の部品管理の組み込み " Supply/Cにおける部品発注の考え方はMRPの部品発注の考え方 – 処理速度が速いため、短時間でリジェネレーションをやり直すことができる – ネットチェンジの考え方が不要 – MRPの狙い。JITの部品調達。コストダウン等が狙い – 従来の製番方式からMRPに切り替えるための業務改革項目(抜粋) – 部品発注業務 » 従来の部品発注業務にSCM関連の部品発注業務をシステム的および業務 的に極力インパクトを少なく組み込むため算段 – 部品在庫管理 » MRPに切り替えによる部品在庫エリア増加→現状在庫スペースの見直し、 余力調査 – 部品受入、検査、払出業務 » 現行システムの部品受入、検査、払出業務にオペレータが慣れているため 現行の手順の変更はインパクトが大きい。この点手をつけずにすむ方法を 検討 Copyright 2000, Takeshi Muto & Norishige Yagi 21 導入効果 ! 2000年度目標 " " ! 対象製品の棚卸額 15(%) 削減 製造指示を出してから製品完成までのトータル・リードタイムを40日削減 現状の効果 " " 運用が10月開始のため明確な効果はまだ出ていない 定性的には以下の2点の効果がでた – 部品発注量が数値に裏づけされるようになった – 各種リードタイム(部品調達、組立等)がトータルリードタイムに影響することが数字 で見えるようになったため、各種リードタイム短縮活動が活性化した Copyright 2000, Takeshi Muto & Norishige Yagi 22
© Copyright 2026 Paperzz