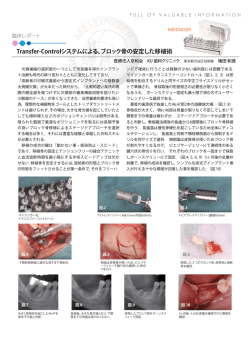
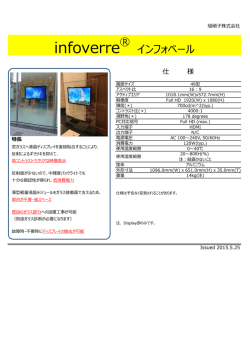
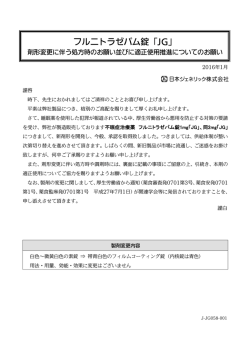
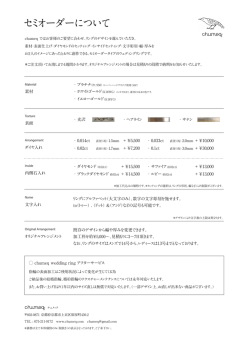
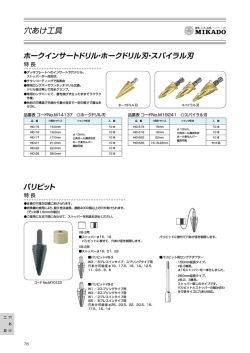
アルミニウム合金製真空チャンバーの製作実習 東北大学電気通信研究所 研究基盤技術センター 佐藤圭祐 工作部 1.はじめに 本工作部では研究室からの依頼により、様々な 実験装置・器具の製作を行っている。1つの依頼 につき1人の職員が完成まで担当しているため、 各職員は旋盤やフライス盤の操作や溶接作業な ど、製作工程の全てに精通している必要がある。 そこで溶接技術や工作技術の向上を目的として、 本工作部で製作してきた代表的な装置の一つで あるアルミニウム合金製真空チャンバーを題材 に製作実習を行った。アルミニウム合金は表面の ガス吸着量が多く、真空引きした時にそのガスが 放出されて真空度が上がりにくくなることから、 図 1 真空チャンバー設計図 2.1 切削加工 以前は真空材料として適さないものと考えられ 通常、アルミニウム合金は表面に厚く多孔質な ていた。しかし、表面に適切な処理を施すことに 酸化膜が形成され、ガスが多量に吸着する。その よりガス吸着量を非常に低減できることが分か ため真空材料として用いる際は表面処理が必要 り[1]、現在、アルミニウム合金製真空チャンバ となる。例えばその処理の一つに、旋盤での切削 ーは多くの分野で利用されている。本稿では、ア 加 工 の 際 に エ タ ノ ー ル を 切 削 液 に 用 い る EL ルミニウム合金製真空チャンバーの製作実習を (Ethanol Lathing)加工がある。エタノールには、 通してどのような技術向上が見られたかについ 脱脂・脱水効果や、冷却作用により酸化膜形成を て紹介する。 抑制する効果がある。そのため、清浄で、薄く緻 密な酸化膜が表面に形成され、ガス吸着量を大き 2.製作 図 1 に今回製作した真空チャンバーの設計図 く低減させることができる。この節では、旋盤で の EL 加工や、ラジアルボール盤、フライス盤に を示す。製作作業は基本的に切削加工→溶接→リ よる切削加工の様子を説明する。 ークテストという工程で行っている。万一、リー 2.1.1 旋盤 クが見つかった場合の修理は、リーク箇所近辺の 真空チャンバー胴体部分のパイプを、 旋盤 溶接ビードを切削して取り除き、そこを再び溶接 (HAMATSU HAT-20-B-800G)で切削加工している し、リークテストをするという手順で行った。リ 様子を図 2 に示す。ここで加工しているパイプは ークが無いことが確認できれば完成となる。この 板材をロール曲げしてから溶接して製作したも 章では製作内容の紹介を、切削加工、溶接、リー のであり、その溶接については 2.2.1 で取り上げ クテストと修理、の工程毎に説明する。 る。図 2 にあるように点滴器具を用いてエタノー ルを切削箇所に滴下して EL 加工を施した。パイ 図 3 にあるようにパイプを割り出し盤に固定し、 プをチャックに固定する際は、締め付けによる変 ドリルで下穴をあけた後にボーリングヘッドを 形を防ぐため、パイプの内側に丁度合うサイズの 使って切削加工し、ポートが入る大きさまで穴を 円板を入れた。また、内面を加工する際は振動を 拡大した。この時も、加工の際に切削箇所にエタ 抑えるためパイプの周りにゴムバンドを巻いた。 ノールを滴下した。 こうすることで、より表面積が少ない平坦な面が 2.1.3 フライス盤 得られ、表面に吸着するガスの量が減少し、チャ 図 4 にフライス盤(MAKINO KSAP)を使用して ンバー内の真空度がより高くなる。内面と外面の チャンバーの天板を切削加工している様子を示 切削加工の条件だが、荒削りはハイスの剣バイト す。ここでは、ポートが入る穴の周りに溶接開先 を用いて回転速度 100rpm で直径 0.5mm ずつ行い、 を加工している。まず、ポート穴の中心とサーキ 最後の仕上げの切削はダイヤモンドの剣バイト ュラーテーブルの中心が一致するように板を固 を使用して回転速度 70rpm で直径 0.02mm 削った。 定した。そしてサーキュラーテーブルを回転させ、 エンドミルで穴の周りを切削して開先溝を形成 円板 ゴムバンド 点滴器具 した。ここでも切削箇所にエタノールを滴下して 加工を行った。 図 2 旋盤による胴体用パイプの切削の様子 2.1.2 ラジアルボール盤 ラジアルボール盤(MORI-SEIKI YR3-115)によ る胴体パイプのボーリング加工の様子を図 3 に 示す。このパイプは 2.1.1 で説明した旋盤で加工 したパイプ2つを溶接して製作したものである。 図 4 フライス盤による天板の開先加工の様子 2.2 溶接 溶接は清浄度が高い TIG 溶接を採用し交流電 流で行った。溶接機はダイヘンの AE-300 を使用 した。また、溶接機は稼働する際に部屋の埃を舞 い上げるので、設置場所を隣の部屋にし、溶接ト ーチのケーブルだけを溶接室に引き入れておい た。そして、溶接室の湿度を 50%以下に保つよ う管理しておいた。また、円周溶接する際は回転 台を使用し材料が自動で動くようにした。この回 転台は本工作部で製作したものであり、スクロー 図 3 ラジアルボール盤による胴体パイプの ルチャックがモーターによって回転する構造に ボーリング加工の様子 なっている。チャックはアースと繋がれていて、 モーターには電流が流れないように絶縁を施し てある。また、備えつけの操作盤により回転速度 の調節が可能である。溶接中は、溶け具合を見て 回転台の速度や溶接電流値を変える必要がある が、アルミニウム合金溶接では溶加棒の挿入が不 可欠であり、両手で作業をすることから1人では 不可能である。そこで、補助作業者に回転速度や 溶接電流値を口頭で指定して、自分の代わりに調 節してもらうことにした。またアルミニウム合金 (a) 溶接の場合、油や水分といった不純物を巻きこん で溶かすと、ガスが発生しリークの原因であるブ ローホールが生じやすくなる。そこで不純物を取 り除くために、材料や作業台、電極、溶加棒をエ タノールでふき取っておいた。また、作業中はク リーンウェアを着用し、材料やトーチや作業台を 触る時は布手袋を付けて素手で触らないように した。以上の条件のもとで溶接を行ったが、この 節ではその内の2つの例を紹介していく。 2.2.1 ロール曲げした板材の溶接 ロール曲げした厚さ 10mm の板材の端同士を 溶接して胴体用のパイプを2つ製作した。図 5 にそのパイプと溶接部の開先の様子を示す。この 開先はロール曲げの前にフライス盤で加工して 形成した。また、溶接の前に溶接部近辺の表面を ビューカッターで削っておいた。溶接部の端には エンドタブを仮溶接しておき、溶接はそのエンド タブごと行った。こうすることで、パイプの端に 熱が集中し溶け落ちるのを防ぐことができる。そ して溶接は内側と外側から 2 回行ったが、どちら も深く溶かし込むことで板厚の中心に空洞がで きないようにした。この時の電極の径は 4.0mm、 溶加棒の径は 4.0mm、電流値は内側からの溶接で は 240A~260A、外側からは 230A~240A の範囲 で行った。 (b) 図 5 溶接した胴体用パイプ(a)と溶接部の開先(b) 2.2.2 胴体パイプと天板の溶接 図 6 に回転台を使用して胴体パイプと天板を 溶接した様子を示す。この工程では胴体パイプが 天板で塞がれるため、パイプの内側から溶接をす ることができない。そのため外側から溶接を行っ たが、その場合は内側表面に酸化膜が形成するの を抑えるためのシールドガスが必要となる。そこ で図 6 に示すように、全てのポートをアルミホイ ルで封止し、チャンバーの中に Ar ガスを注入し ながら溶接を行った。溶接中は材料の温度が上が っていくため、基本的に溶接電流値は徐々に減少 し、回転速度は徐々に上がっていく。しかし今回 は材料が大きく、熱が拡散したために、溶接電流 値、回転速度ともに開始時からあまり変化しなか った。また、溶接する距離が長かったため長さ 1m の溶加棒 1 本では間に合わず、3 回に分けて 溶接した。その際、溶接ビード同士の間に隙間が 生じないように 50mm ほど重なるようにして溶 接した。この時の電極の径は 4.0mm、溶加棒の径 は 4.0mm、電流値は 260A 前後で行った。 溶接ビード Ar ガスを注入 するホース 図 8 完成したアルミニウム合金製真空チャンバー 回転台 図6 胴体パイプと天板の溶接ビードの様子 2.3 リークテストと修理 リークテストは真空法で行った。まず、テスト 3.まとめ この実習を通して、真空溶接技術を習得するこ とができた。また機械工作においても、特に清浄 度が要求される EL 加工を始め、様々な加工技術 する容器をリークディテクタ(ANELVA ASM- (材料の固定、刃物の選定、加工条件等々)を習 110-TURBO-CL)に取り付け、内部を真空にした。 得することができた。さらに、リークディテクタ そして溶接ビードに He ガスを吹きかけ、リーク を使用しリークを的確に見つける技術も習得す ディテクタがリーク穴から侵入してきた He ガス ることができた。この経験は今後、様々な実験装 を感知することでリーク個所を特定した。胴体パ 置や器具の製作においても活用できるものと考 イプ側面にポートを溶接しリークテストしたと えている。 ころ、数箇所のリークが見つかった。そこでリー ク箇所近辺の溶接ビードをビューカッターで削 り、溶接して修理した(図 7)。しかし、再度リ 謝辞 今回の製作実習に取り組むに当たり、本工作部 ークテストしたところ数箇所のリークが見つか の職員の皆様にはご理解とご協力をいただきま ったので、再び溶接修理した。すると今度はリー した。特に、渡辺博志技術補佐員には製作工程全 クを止めることができた。全ての部品を溶接して、 般に渡って熱心な技術指導をいただきました。 リークテストでリークが無いことを確認して真 心よりお礼申し上げます。 空チャンバーが完成した(図 8)。 参考文献 [1]下山田博,修士論文“超高真空用アルミニウム 合金の表面処理に関する研究” 再溶接した箇所 図 7 リーク箇所の修理の様子
© Copyright 2026 Paperzz