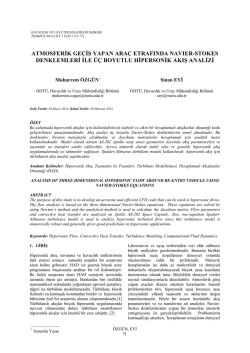
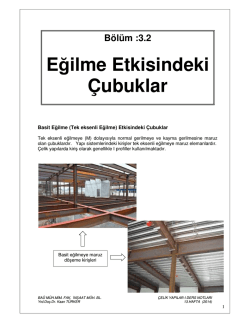
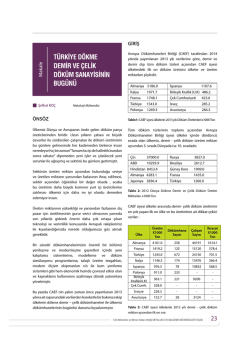
OTEKON 2014 7. Otomotiv Teknolojileri Kongresi 26 – 27 Mayıs 2014, BURSA DİKİŞ KAYNAKLI BİR T-BİRLEŞİMİN YAPISAL MUKAVEMETİNİN İNCELENMESİ Uğur Altay*, Kadir Elitok* Otokar Otomotiv ve Savunma Sanayi A.Ş. Arifiye, Sakarya * ÖZET Metallerin birleştirilmesi için sıkça kullanılan yöntemlerden biri olan dikiş kaynağının hem statik hem de çevrimsel yükler altındaki yapısal mukavemetinin henüz tasarım aşamasında doğru ve pratik bir şekilde değerlendirilebilmesi önemli bir çalışma konusudur. Bu çalışmada, bir tek-taraflı köşe kaynak dikişinin statik mukavemetini değerlendirmek ve üzerindeki gerilme halini anlamak amacıyla gerilme ve kuvvet tabanlı nümerik / analitik hesaplama teknikleri incelenmiştir. Çalışma, köşe dikiş kaynaklı örnek bir bağlantı üzerinde, eğilme durumu özelinde gerçekleştirilmiştir. Kaynaklı bağlantıyı yansıtmak için oluşturulan farklı sonlu elemanlar modelleri ve değerlendirme teknikleri incelenip birbirleri ile kıyaslanmıştır. Sonlu elemanlar analizleri MSC Nastran2013 ve ANSYS14.5.7 çözücüleri kullanılarak gerçekleştirilmiştir. Anahtar kelimeler: Dikiş Kaynağı, Yapısal Analiz, Sonlu elemanlar, Mukavemet, Yorulma, Etkili Boğaz Alanı, Gerilme, Katılık, Hot-Spot-Gerilmesi, Etkili-Çentik-Gerilmesi, Membran-Eğilme Gerilmesi, Ansys, Nastran INVESTIGATING THE STRUCTURAL STRENGTH OF A FILLET WELDED T-JOINT ABSTRACT Practical assessment of static and fatigue strength of seam welds early in the design process is still an important topic for the industry. In this paper stress and force based numerical / analytical techniques are investigated to assess the strength of a single sided fillet welded T-joint. The study is performed on a representative T-Joint with single-sided seam weld specifically for a bending dominated event. The finite element (FE) models generated to reflect the seam weld and the relevant assessment techniques are investigated and compared to each other. The FE models are run using the FE solvers MSC Nastran2013 and ANSYS14.5.7 Keywords: Seam Weld, Static Strength, T-joint, Stress, Ansys, Nastran, Stiffness, Fatigue, Finite Element, Effective Throat Area, Hot-Spot Stress, Effective-Notch-Stress, Membrane-Bending Stress b) Kaynak Kusurları c) İç gerilmeler Dolayısı ile yorulma hasarının temelindeki en önemli sebeplerden biri kaynaklı birleşim üzerindeki gerilme alanıdır. Bu çalışma hem kaynak statik mukavemetini değerlendirmek hem de kaynaklı birleşim üzerindeki gerilme halini daha iyi anlamak amacıyla yapılmıştır. 1. GİRİŞ Otomotiv yapılarında yapısal hasarların çoğunluğu birleşim noktalarında oluşmaktadır. Başlıca birleştirme yöntemleri Kaynaklı Bağlantı, Civatalı Bağlantı, Perçin, Yapıştırma ve SıkıGeçme’dir. Bu çalışmanın konusu bu bağlantı yöntemlerinden olan kaynaklı bağlantıların (Dikiş Kaynağı) mukavemetidir. Dinamik yüklere maruz kaynaklı yapılarda kaynak için başlıca hasar mekanizmasının malzeme yorulması olduğu bilinmektedir. Kaynaklı birleşimlerin yorulma mukavemetinin düşük olmasının başlıca 3 sebebi vardır: a) Gerilme Konsantrasyonu 2. DİKİŞ KAYNAĞI Kaynak, malzemeleri ve erime sıcaklıkları birbirine yakın olan metalleri ısı ve/veya basınç uygulamasıyla birleştirmek için kullanılan bir bağlantı türüdür. 1 Avantajlı yanları; Birleştirmenin yapısal bütünlük anlamında verimli olması (Gevşeme vs sözkonusu değil), kolay icra edilebilmesi ve ucuz olması (Bilhassa yüksek sayıda imalat için) ve yük taşıma kapasitesinin diğer bağlantı çeşitlerine göre yüksek olmasıdır. Dezavantajları ise; Isıl olaylardan dolayı kalıntı gerilme oluşması, ITAB (Isı Tesiri Altındaki Bölge), geometrik çarpılmalara sebep olması, kolayca sökülemez oluşu ve malzemede metalurjik değişimler yaratmasıdır. 2.1 Dolgu Malzemesinin Geometrisine Göre Kaynak Tipleri Dikiş Kaynakları dolgu geometirisine göre 3 ana kategoriye ayrılabilinir: Köşe Kaynağı (Fillet Weld), Alın Kaynağı (Butt Weld) ve Yarık Kaynağı (Slot weld) Şekil 3. Dolgu Geometrisine Göre Kaynak Çeşitleri Mukavemet beklentisinin düşük olduğu durumlarda köşe kaynağı belirli avantajlarla uygulanabilir. Bunlar; Köşe kaynağının özel bir hazırlık gerektirmemesi, daha az kaynak hacmi kullanılması, daha çabuk ve ucuz olarak icra edilebilmesidir. Şekil 1. Dikiş Kaynağı Kesit Görüntüsü Bu çalışma “Köşe dikiş kaynağı” özelinde gerçekleştirilmiş bir araştırmadır ve dolayısı ile dikiş kaynağı için Şekil2’de gösterilen terminoloji kullanılmıştır. Kaynağın ana malzeme ile birleştiği noktalar kaynak ucu (Weld toe) şeklinde adlandırılmaktadır. Kaynak uçları aşağı kaynak ucu (Lower-toe) ve yukarı kaynak ucu (Upper-toe) olarak isimlendirilmiştir. Ana malzemeler ve kaynağı birleştiği süreksizlik noktasına kaynak kökü (Weld Root) denilmektedir. Kaynağın yüksekliğin veya genişliğini belirtmek amacıyla kullanılan isim de “kaynak kenar uzunluğu” dur. Kaynak kökünden kaynak yüzeyine olan en kısa mesafe de (Dik mesafe) literatürde “Kaynak Boğaz Kalınlığı” olarak ifade edilmektedir. 2.2 Birleşim (Joint) Tipleri Köşe, alın ve yarık kaynağı kullanılarak oluşturulabilecek birleşim tipleri şu şekildedir: Alın birleştirme, T-Birleştirme, Bindirmeli Birleştirme, Kenar Birleştirme ve Köşe Birleştirme. Şekil 4. Birleşim Tipleri 2.3 Dikiş Kaynağının Mukavemeti – Genel Bilgiler Birleştirilen ana malzeme çeşidine göre kaynak mukavemetinin önemi değişim göstermektedir. Örnek olarak standart yapı çeliklerinin kaynaklı Şekil 2. Dikiş Kaynağı Terminolojisi 2 birleşiminde mukavemet açısından ana malzeme (ITAB Bölgesi) zayıf halka olarak kabul edilirken, yüksek mukavemetli çeliklerde (Örneğin zırh çelikleri) kaynak dikişi zayıf halka olarak kabul edilmekte ve olası hasar kaynak dikişi üzerinde beklenmektedir. Bu yüzden ticari uygulamalarda mukavemet problemlerini ana malzeme, yorulma problemlerinin kaynak kökenli olacağını düşünmek yanlış olmayacaktır. Askeri uygulamalarda ise dikiş kaynağı, mukavemet anlamında dahi potansiyel hasar noktasıdır. Kaynak üzerindeki gerilme dağılımı incelemek için yapılmış ilk çalışmalardan biri aşağıda Şekil5(a) ‘da C.H. Norris adlı araştırmacının 1945 yılında fotoelastik deney sonucu elde ettiği grafikte görülebilir. Bu grafiğe göre en yüksek gerilmeler kaynak ucu ve kaynak kökünde oluşmaktadır. Şekil5(b)’de ise A.G. Salakian ve G.E. Claussen’in 1937 yılında yaptıkları çalışma sonucu kaynak boğazı üzerinde, kaynak kökünden kaynak yüzeyine giden çizgi üzerinde, elde ettikleri asal gerilme ve maksimum kayma gerilmesi dağılımı verilmiştir. Bu grafiğe göre de en yüksek gerilmenin kaynak kökünde oluşmaktadır. Şekil 6. Etkili Boğaz Düzlemi Üzerindeki Gerilme Bileşenleri Kaynak yorulma mukavemetinin değerlendirilmesi için ise kaynak üzerindeki lokal gerilmeler hakkında detaylı çalışmalar yapmak gerekmektedir. Başlıca 4 lokal yöntem vardır: 1. Hot-Spot Gerilme Metodu 2. Membran+ Eğilme Gerilmesi Metodu 3. Etkili-Çentik-Gerilme Metodu 4. Çatlak İlerleme Metodu. Bu çalışmada yerel gerilmeleri anlayabilmek için bu gerilme tiplerinden olan HotSpot Gerilmesi, Membran+Eğilme Gerilmesi ve Etkili-Çentik-Gerilmesi incelenmiştir. Şekil 7. Kaynaklı Birleşimde Gerilme Dağılımı Kaynak yapılardaki olası hasarların ekonomik ve çevresel sonuçları olduğu gibi yaralanmalara ve ölümlere varan felaketlerle sonuçlandığı tecrübe edilmiştir. Bu sebeple test, analiz ve deneyimlere binaen bazı uluslararası kodlar ve standartlar geliştirilmiş ve bu standartlarla hesaplama yöntemleri ve değerlendirme esaslarına yer verilmiştir. Bu standartlardan bazıları aşağıdaki gibidir: Şekil 5. Kaynaklı Birleşimde Gerilme Dağılımı Kaynak geometrisinin karmaşıklığı ve malzeme yapısındaki değişimler sebebiyle kaynak bağlantı bölgesinde tam çözüm veren hesaplama yöntemi bulunmamaktadır, ortaya konan hesap yöntemleri güvenli tarafta kalacak şekilde geliştirilen yaklaşımlardır. Kaynağın statik mukavemet hesabı için kullanılan en yaygın yöntem kaynak üzerine etkiyen bileşke kuvvetin hesap edilmesi ve bu kuvvetin etkili boğaz alanına bölünerek elde edilen gerilmenin belirli isterlerle kıyaslanmasına dayanmaktadır. Etkili boğaz alanı kaynak içerisinde yüke maruz kalan minimum alanı temsil etmektedir. Bu yaklaşım global veya makro-geometrik yaklaşım olarak adlandırılabilinir. Eurocode 3 Part:1-8 (Design of Steel Structures), FKM Guideline IIW / ISO (Criterion for fillet weld stresses), AWS D1.1 (Structural Welding Code), BSK07, BS7608, BS5950, ASME Pressure Vessel Code 3 3. KAYNAK GERİLME ANALİZİ VE DEĞERLENDİRME METODLARI F=15kN h= 400mm, w=100mm, L(kaynak uzunluğu)=100mm a(kaynak yüksekliği)=5 mm t = 0.707 × a= 3.5mm (Etkili Boğaz Kalınlığı) M(moment)= Fxh 2 = 3000 N. m I(kaynak Ataleti)= 8.75× 10−7 m4 1 12 w × L × t 3 + L × t × ( )2 )= A(kaynak alanı) = t × L= 3.5× 10−4 m Kuvvet Hesabı F 15kN Fx = = = 7.5kN 2 2 Fy = 0 F × h 15 × 400 Fz = = = 60kN w 100 Gerilme Hesabı M×w = ≈ 171.4Mpa σ bending τ= Fx A 2 2 P I = 21.4Mpa σ’(Von Mises Gerilme) =�σ2 + 3 x τ2 σ’ = 175.4Mpa Şekil 8. Örnek Problem 3.1.2 Kaynak Boğaz Alanı Metodu: Katı ve kabuk modellerde kaynak bağlantılarını incelemek için şekildeki gibi eğilmeye maruz kalan bir örnek model kullanılmıştır. Bu modelde 1 nolu ve 2nolu parçalar 5mm yüksekliğinde kaynak ile birleştirilmiştir. Bu kaynak, öncelikle, katı elemanlarla (CTETRA / SOLID187) oluşturulan sonlu elemanlar (SE) modelleri ile incelenmiş, farklı kaynak yüksekliği(5mm ya da 10mm) durumunda ya da 1 nolu parça için farklı duvar et kalınlığı durumlarında değişik gerilme okuma metodları kullanılarak kaynak üzerindeki gerilme miktarı tahmin edilmiştir. Ayrıca kullanılan bu metodlar birbirleriyle kıyaslanarak farklı durumlar için gerilme tahminleri değerlendirilmiştir. İkinci olarak SE ortamında kabuk elemanlarla oluşturulan kaynak bağlantıları için birkaç farklı model oluşturulmuş ve bu modeller üzerinden kaynak üzerindeki gerilme tahmin edilmeye çalışılmıştır. Şekil 9. Kaynak Kuvvetleri Üstteki şekilde gösterildiği gibi kaynak kesitine gelen kuvvetler SE programından Ftotal=60kN olarak elde edilmiştir. Bu kuvvet kaynak etkili boğaz alanına (throat area) bölünerek kaynak gerilmesi şu şekilde elde edilmiştir: 60kN F total (SEA Sonucu) = l(kaynak boyu) = 100mm t(etkili boğaz kalınlığı) = 3.5mm 𝐹𝑡𝑜𝑡𝑎𝑙 (𝑆𝐸𝐴) 𝜏𝑡ℎ𝑟𝑜𝑎𝑡 = = 171.4Mpa 3.1 Katı Modellerde Kaynak Bağlantıları Üzerindeki Gerilme Tahmin Metodları: Yapılan analitik ve mümerik çalışmalar şekil7’de görülen örnek problem kullanılarak gerçekleştirilmiştir. Problem, kaynak kenar uzunluğu 5mm olan bir T-bağlantının 15 kN’luk kuvvet altında eğilme durumundaki gerilme halinin incelenmesidir. 𝑙×t 3.1.1 Analitik (El hesabı) Metod: Kaynak üzerindeki genel gerilme durumu (Makrogeometrik) aşağıdaki şekilde hesaplanmıştır. 4 ucundaki tekillikten oluşan non lineer gerilmelerin toplamıdır. 3.1.3 “Hot Spot” Metodu (Structural Hot-Spot Stress) Şekil 12. Mebran + Eğilme+ Nonlineer Gerilme Bu metodda eğilme ve ortalama kesit gerilmelerinin toplamı kaynak gerilmesini vermektedir. Şekil 10. Hot-Spot Metodu-Doğrusal Gerilme Dağılımı Üst şekilde de gösterildiği üzere 12mm et kalınlıklı kare kesitli profil üzerinden seçilen herhangi bir noktadan kaynak ayağına doğru bir doğrusal yol üzerinden Von Mises gerilme değerleri okunarak yol boyunca gerilme dağılımı aşağıdaki grafikte çizilmiştir. Şekil 13. Kalınlık Kesiti Boyunca Doğrusal Gerilme Dağılımı Kaynak ucundaki gerilmeyi hesap etmek için şekildeki gibi kaynak ucundaki profil kalınlığı boyunca doğrusal hat üzerinden gerilme değerleri okunmuş ve bu değerler üzerinden membrane ve bending gerilme hesap edilmiştir. Şekil 11. Doğrusal Ekstrapolasyon Eğrisi Lineer extrapolasyon yapılarak ve böylelikle kaynak ucundaki tekillikten(singularty) doğan nonlineer gerilmeler atılaran 1.derece hex elaman kullanılan farklı ağ boyutlu modeller için kaynak ucunda gerilmeler şöyledir. Şekil 14. Membran / Eğilme / Pik Gerilme Gerilme değerleri farklı eleman boyutları için yakınsadığı ve bu yüzden 3mm eleman boyutu yeterlidir. Farklı 1.derece hex eleman boyutları için gerilme sonuçları figürdeki gibidir: 3.1.4 “Membran+Eğilme Gerilmesi” Metodu: SEA’de okunan kaynak ucundaki gerilme ortalama kesit gerilmesi (Membrane), momentten oluşan lineer eğilme (bending) gerilmesi ve kaynak 3mm eleman boyutunun bu metod için yeterli olduğu görülmüştür. 5 ayağının izdüşümüne gelecek şekilde kalınlığı 3.5mm olan kabuk elemanla bağlandı (Etkili boğaz kalınlığı). 3.1.5 Etkili-Çentik-Gerilmesi (Effective Notch Stress) Metodu: Kaynak ayağıdaki tekil gerilmelerden kurtulmak için sert keskin kenarlara radius verilmiştir. Literatürden elde edilen bilgilere göre 5mm’den büyük duvar kalınlığı için önerilen radius 1mm’dir. Bu örnekte 12mm duvar kalınlığı kullanıldığı için 1mm radius yeterlidir.Kaynak ayağındaki gerilmeleri yakalamak için şekildeki gibi detaylı bir SE ağı oluşturulmuştur. Şekil 17. Model1’deki Nodal Kuvvetler Üstteki figürde gösterildiği üzere kaynak bitimindeki nodal kuvvetler (Gridpoint forces) alındı ve bunların toplamı 66.9 kN elde edildi.Bu bilgiden hareketle kaynak gerilmesi Kaynak Boğaz Alanı Metodu kullanılarak şu şekilde elde edildi. F GP Forces,total (FEA sonucu)= 66.9 kN l(kaynak boyu)= 100mm h(kaynak yüksekliği)= 5mm a(etkili boğaz kalınlığı)= 0.7xh=3.5mm 𝐹𝑏𝑖𝑙𝑒ş𝑘𝑒 𝜎 (𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑔𝑒𝑟𝑖𝑙𝑚𝑒) = = 191𝑀𝑝𝑎 𝑙×a Genel yapının katılığını hesaplamak için 15kN’un uygulandığı noktada x yöndeki sehim miktarı alındı ve bu kuvveti bu sehime oranlayarak yapının katılığı hesaplandı. Şekil 15. Etkili-Çentik-Gerilme Modeli Sonuç olarak farklı ağ boyutları için şu gerilmeler elde edilmiştir. Sehim,x=0.351mm (yük uygulama noktası), 𝐹𝑥 15𝑘𝑁 Katılık= = = 42.5𝑘𝑁/𝑚𝑚 Bu metod için 0.5mm radius yüzeyi eleman 𝑆𝑒ℎ𝑖𝑚,𝑥 boyutunun yeterli olduğu görülmüştür. 0.353𝑚𝑚 3.2.2 Model2: RBE2 Kaynak Bağlantısı 3.2 Kabuk Kaynak Modelleri ve Uygulanan Gerilme Tahmin Metodları: Örnek model Nastran’da CQUAD elemanlarla modellenip farklı kabuk model yaklaşımları incelenmiştir. 3.2.1 Model1: Kabuk Kaynak Bağlantısı Şekil 18. Model2 F MPC Forces,total (FEA sonucu)= 65.6 kN F GP Forces,total (FEA sonucu)= 65.2 kN σ (nominal gerilme) = 187.5Mpa(MPC Force) σ (nominal gerilme) = 186.3Mpa(GP force) Sehim,x=0.364mm (yük uygulama noktası), Katılık= 41.2𝑘𝑁/𝑚𝑚 Şekil 16. Model1 Üstteki figürde gösterildiği üzere 15mm ve 12mm kalınlıkta katıların orta yüzeyleri alındı ve kaynak 6 3.2.3 Model3: RBE3 Kaynak Bağlantısı F MPC Forces,total (FEA sonucu)= 64.8 kN F GP Forces,total (FEA sonucu)= 64.4 kN 𝜎 (𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑔𝑒𝑟𝑖𝑙𝑚𝑒) = 185.1𝑀𝑝𝑎(𝑀𝑃𝐶 𝐹𝑜𝑟𝑐𝑒) 𝜎 (𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑔𝑒𝑟𝑖𝑙𝑚𝑒) = 184𝑀𝑝𝑎(𝐺𝑃 𝑓𝑜𝑟𝑐𝑒) Sehim,x= 0.406mm (yük uygulama noktası), Katılık= 37𝑘𝑁/𝑚𝑚 Not: Katı modelde (5mm kaynak kenar uzunluğu, 3mm eleman boyutu) x yöndeki sehim 0.468mm’dir. Katılık ise 32kN/mm’dir. 3.3 Gerilme Tahmin Metod Çalışmalarının Özeti Bu çalışma kapsamında katı modelde kaynak üzerindeki gerilme okumak için uygulanan metodları ve okunan gerilme değerleri aşağıdaki tabloda özetlenmiştir: Şekil 19. Model3 Duvar Kaynak Eleman et kalınlığı kenar uzunluğu Ağ Tipi boyutu Gerilme Okuma Methodu (mm) (mm) (mm) Hex 3 Hot Spot Method Tetra 3 Hot Spot Method Hex 3 Membrane+Bending 5 12 Tetra 3 Membrane+Bending hex 3 Kaynak Boğaz Alanı Metodu Tetra 0.5 ffective Notch Stress Metho Hex 3 Hot Spot Method 12 10 Hex 3 Membrane+Bending hex 3 Kaynak Boğaz Alanı Metodu Hex 3 Hot Spot Method Tetra 3 Hot Spot Method 6 5 Hex 3 Membrane+Bending Tetra 3 Membrane+Bending hex 3 Kaynak Boğaz Alanı Metodu Hex 3 Hot Spot Method 6 10 Hex 3 Membrane+Bending hex 3 Kaynak Boğaz Alanı Metodu Hex 3 Hot Spot Method Tetra 3 Hot Spot Method 4 5 Hex 3 Membrane+Bending Tetra 3 Membrane+Bending hex 3 Kaynak Boğaz Alanı Metodu Hex 3 Hot Spot Method 4 10 Hex 3 Membrane+Bending hex 3 Kaynak Boğaz Alanı Metodu F MPC Forces,total (FEA sonucu)= 64.4 kN F GP Forces,total (FEA sonucu)= 64.1 kN 𝜎 (𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑔𝑒𝑟𝑖𝑙𝑚𝑒) = 184𝑀𝑝𝑎(𝑀𝑃𝐶 𝐹𝑜𝑟𝑐𝑒) 𝜎 (𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑔𝑒𝑟𝑖𝑙𝑚𝑒) = 183.1𝑀𝑝𝑎(𝐺𝑃 𝑓𝑜𝑟𝑐𝑒) Sehim,x=0.364mm (yük uygulama noktası), Katılık = 41.2𝑘𝑁/𝑚𝑚 3.2.4 Model4: Node-node Bağlantı Gerilme Değeri (Mpa) 132.8 125.8 110.6 131 171.4 151.2 105.1 94.6 84.05 199.5 215.4 185.7 192.11 173.4 136.57 112.04 84.05 183.65 208.23 198.7 211.81 171.7 157.3 140.71 85.85 Kabuk modellerde uygulanan kaynak modelleri ve gerilme değerlendirmeleri de aşağıdaki tabloda özetlenmiştir. Şekil 20. Model4 F GP Forces,total (FEA sonucu)= 68.8 kN 𝜎 (𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑔𝑒𝑟𝑖𝑙𝑚𝑒) = 196.6𝑀𝑝𝑎(𝐺𝑃 𝑓𝑜𝑟𝑐𝑒) Sehim,x=0.349mm (yük uygulama noktası), Katılık= 43𝑘𝑁/𝑚𝑚 3.2.5 Model5: Kabuk+RBE3 Bağlantı Şekil 21. Model5 7 Bağlantı tipleri GP Force Stress(Mpa) Model1:Kabuk Bağlantı Model2:RBE2 Bağlantı Model3:RBE3 Bağlantı Model4:node-node bağlama Model5:Kabuk+rbe3 bağlama Katı Model 191 187.5 184.4 196.6 185.1 171.4 MPC Force Stiffness Stress(Mpa) (kN/mm) yok 186.3 183.1 yok 184 yok 42.7 41.2 41.2 43 37 32 4. DEĞERLENDİRMELER Katı modellerde gerilme okumak için bir çok teknik kullanılmıştır. “Hot spot” metodu, “Notch stress Method’, ‘Membrane+Bending Method’ kullanılarak kaynak ucundaki (Weld toe) gerilmeler tahmin edilebilmiştir. Etkili kaynak boğaz alanı metodu ile kaynaktaki genel bileşke kayma gerilmesi elde edilmiştir. Hot spot metodu ile de lineer ekstrapolasyon ile kaynak ucu gerilme tahmin edilebilmiştir. Yani kaynak ucundaki nonlineer gerilmeler okunmamıştır. Membrane+bending metodunda ise profil kalınlığı boyunca bir kenardan ortalama ve eğilme gerilmeleri toplanarak kaynak ucu gerilmesi hesap edilmiştir. Bu metodda da nonlineer gerilmeler hesaba dahil edilmemiştir. Nonlineer gerilmeler sadece Effective Notch Stress Method’da hesaba katılmıştır. Bu sebeple sonuçları diğerlerinden daha yüksek çıkmıştır. Profil kalınlığı azaldıkça kaynak ucu gerilmeler yükselmiştir ve kaynak ucu gerilme okuma metodları (hot spot, membrane+bending) ile elde edilen gerilmeler kaynak boğazı alanı metoduyla elde edilen gerilmelerden daha yüksek çıkmaya başlamıştır. Bu sebeple profil kalınlığı azalması kaynak ucunu genel kaynak yapısından daha kritik hale getirmektedir. Hot spot ve membrane+bending metodlarda eleman tipi seçimi okunan gerilmeyi değiştirmektedir. Tetra elemanlı model üzerinden tahmin edilen gerilmeler hex elemanlı model üzerinden okunan gerilmelerden daha yüksek çıkmaktadır. Hot spot ve membrane+bending gerilme okuma metodları kaynak kenar uzunluğu değişimi etkisini içermektedir. Membrane+bending metod ağ boyutundan daha az etkilenmektedir. Kaynak boğaz alanı metodu kaynak üzerindeki genel mukavemeti hakkında bilgi verdiği için mukavemet analizleri için daha uygun olduğu değerlendirilmiştir. Hot-spot, membrane-bending ve “Effective Notch Stress” metodları ise kaynak ucundaki gerilmeler hakkında fikir vermektedir. Yorulma analizinde bu gibi yerel faktörler daha önemli hale geleceği için bu üç metodun yorulma analizi için kullanılmasının daha uygun olacağı değerlendirilmiştir. Modeldeki katılığı en iyi katı model yansıtır.Bu yüzden yapının katılığı 32kN/mm değerlendirilmiştir. Oluşturulan kabuk modeller arasında yapının katılığına en yakın kabuk model 37kN/mm katılıkla model5 (Kabuk+RBE3) olmuştur. Diğer bağlama tiplerinin gerçek katılıktan daha fazla katılığa sahip olduğu anlaşılmıştır. Kaynak üzerindeki doğru yük akışını yine katı modelin yansıttığı anlaşılmıştır. Katı modelden alınan nodal kuvvetten hareketle kayma gerilmesi 171.4Mpa olduğu tespit edilmiştir. Bu değere yakın gerilme gösteren modeller model2 (RBE2 bağlantı), model3 (RBE3 bağlantı), model5 (Kabuk + RBE3 bağlantı) modelleridir. Diğerleri daha yüksek kayma gerilmesi göstermektedir. Kabuk üzerinde doğrudan gerilme okunamamıştır. Modelden nodal ve mpc kuvvetler alınarak bu kuvvetler kayma gerilmesine çevrilmiştir (Etkili kaynak boğaz alanı metodu). Statik mukavemet açısından bu değerin de AWS D1.1’e göre birleştirilen parçaların akma gerilmesinin %40’ı ya da kaynak çekme mukavemetinin %30’undan düşük olması gerekmektedir. KAYNAKLAR 1. International Institute of Welding, " IIW Recommendations for fatigue design of welded joints and components", 2008 2. M.Aygül, "Fatigue Analysis Of Welded Structures Using The Finite Element Method ",Chalmers University of Technology,Gothenburg Sweden, 2012 3. The Cosmos Companion, " Static analysis of welds and weldments ",Volume 116 4. Peter Barrett, " Weld Stress Analysis Ansys Webinar ", June 2013 5. A.Chattopadhyay,G.Glinka,M.ElZein,J.Qian and R.Formas, " Stress analysis and fatigue of welded structures " 6. Türk Standartları, " Teknik ResimKaynakların sembolik olarak gösterilmesi kuralları " 7. M.A.Weaver, " Determination of Weld Loads and Throat Requirements Using Finite Element Analysis with Shell Element Models(A comparison with Classical Analysis ", Weaver Engineering, Seattle, WA, USA, 2009 8. Eurocode3- " Design of Steel Structures” Part 6.6 Welded Connections " 9. Erkki Niemmi, " Stress Determination for Fatigue Analysis of Welded Components 10. Richard G. Budynas and J. Keith Nisbett, " Welding, Bonding and The design of permanent joints" ,Shigley's Mechanical Engineering Design, 9th Edition, 2011 8
© Copyright 2026 Paperzz