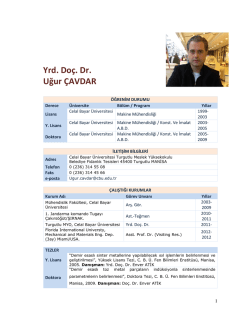
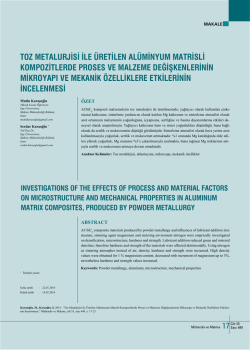
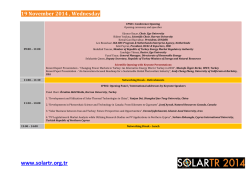
TEKNOLOJİK ARAŞTIRMALAR Makine Teknolojileri Elektronik Dergisi Cilt: 11, No: 1, 2014 (1-10) Electronic Journal of Machine Technologies Vol: 11, No: 1, 2014 (1-10) www.teknolojikarastirmalar.com e-ISSN:1304-4141 Tarama Makalesi (Article) Manyetik Aşındırıcılar ile Yüzey İşleme Özlem SALMAN Süleyman Demirel Üniversitesi, CAD/CAM Araştırma ve Uygulama Merkezi, Isparta/TÜRKİYE [email protected] Özet Günümüzde mikro boyutta işlemenin ve imalatın başarısı yüksek hızda, hassas, doğru ve tam istenilen boyutlarda işleme yapılmasıyla elde edilmektedir. Uzay, uçak, elektronik ve medikal endüstrinin giderek artan teknolojik ihtiyacını karşılamak amacıyla hassas yüzey işleme yöntemleri geliştirilmektedir. Manyetik aşındırıcılar işleme (MAİ) yöntemi, işleme bölgesine uygulanan manyetik alan altında yüzeyden malzeme aşındırarak işleme ve parlatma yapan bir yöntemdir. Yöntem, yüzey işleme için gereken manyetik kuvveti de etkileyen, ferromanyetik partiküller, aşındırıcı partikülleri kullanır. Aşındırıcı boyutu küçüldükçe elde edilen yüzey pürüzlülüğü azalmakta, mikro hassasiyette yüzeylerin elde edilmesine imkan vermektedir. Bu teorik çalışmada, hassas yüzey işleme yöntemleri hakkında genel bilgi verilerek literatür değerlendirilmiştir. Ardından, ülkemizde henüz yeterince çalışılmamış bir metot olan manyetik alan içerisinde aşındırıcı partikül ve sıvıların kullanıldığı manyetik aşındırıcılar ile işleme yöntemi tanıtılmıştır. Bu kapsamda manyetik aşındırıcılar ile işleme yöntemi incelenerek, işleme prensipleri ve işlem parametreleri hakkında bilgi verilmiş, yüzey aşındırma mekanizması, işleme parametreleri değerlendirilmiş ve imalat sürecine katkıları tartışılmıştır. Anahtar Kelimeler: Yüzey işleme, Mikro İşleme, Manyetik aşındırıcı, Parlatma, Yüzey pürüzlülüğü Magnetic Abrasives Assisted Finishing Abstract The successes of micro machining with high-speed, precise and accurate are obtained by performing processing. Aerospace, space, aircraft, electronics and medical industries in order to meet the growing technological needs precision surface processing methods are being developed. Magnetic abrasive finishing process is the one method which makes surface finishing and polishing with the magnetic field in the finishing zone. The method also affects the surface finishing of the magnetic force required for the ferromagnetic particles, the abrasive particles are used. The resulting surface roughness smaller mesh size decreases, the surface micro-precision allows obtaining. When the abrasive size decreases, the resulting surface roughness is reduced. It gives an opportunity for get smooth surface roughness. This theoretical study, gives general information about precise and accurate surface processing methods. Then, abrasive particles in a magnetic field and the magnetic fluids with abrasives used processing methods are overviewed. Therefore, the working principles of the magnetic abrasives assisted finishing method and procedures and contributions to the manufacturing process are discussed. Keywords : Finishing, Micro Machining, Magnetic Abrasives, Bu makaleye atıf yapmak için Salman Ö., “Manyetik Aşındırıcılar ile İşleme” Makine Teknolojileri Elektronik Dergisi, 2014(11), 1-10 How to cite this article Salman Ö. “Magnetic Abrasives Assisted Finishing” Electronic Journal of Machine Technologies, 2014(11), 1-10 Polishing, Surface Roughness Teknolojik Araştırmalar: MTED 2014 (11) 1-10 Manyetik Aşındırıcılar ile Yüzey İşleme Yöntemi 1. GİRİŞ Günümüzde uzay, uçak, makine, medikal gibi yüksek teknoloji ürünleri talep eden alanlarda yüzey işlemenin önemi yüksektir. Mikron veya nano boyutundaki hassas yüzey işleme yöntemlerinde, yüzeyden talaş kaldırmak bazen atom veya molekül düzeyinde malzeme aşındırma işlemi ile gerçekleştirilmektedir[1]. Bu yüksek teknoloji endüstrileri, medikal alanda kullanılan tüpler, vakum tüpleri, yüksek saflıkta gaz taşıyan tüp ve ilaç endüstrisi kritik uygulamalar için hassas işlenmiş, pürüzsüz yüzeylere ihtiyaç duymaktadır. İleri mühendislik malzemelerin yüzeylerinin tam, doğru, yüksek hassasiyette ve minumum yüzey hataları (mikro çatlak) ile işlenmesi ve bitirilmesi, taşlama ve parlatma gibi geleneksel yöntemler ile oldukça zordur. İşleme yöntemine de bağlı olarak değişebilen yüzey hasarlarını en aza indirmek, kontrol edilebilen, düşük kuvvet uygulayan, hassas ve esnek yüzey işleme yöntemleri ve parametreleri gerektirmektedir. Genel anlamada manyetik aşındırıcılar yardımı ile işleme yöntemi, yüzeylerin bitirilmesi, temizlik, ısınarak yapışan talaşın işlenmesi, metal ve metal olmayan ileri mühendislik ürünlerinin yüzeylerinin parlatılmasında etkili olan bir işleme yöntemidir [1-3]. Geliştirilen malzemelerin ve ürünlerin çeşitliliğinin yanısıra bu ürünlerin çalışma şartları ve onlardan beklenilen performansı karşılamak için sürekli yeni yöntemler geliştirilmektedir [4]. Lebleme, honlama, taşlama vb. gibi geleneksel yüzey işlemleri genellikle düz yada silindirik basit geometrilere uygulanmaktadır, mikro düzeyde imalatın artmasıyla birlikte ulaşılması zor olan yüzeylerin pürüzlülüğünü gidermek amacıyla çeşitli yöntemler geliştirilmiştir [1]. Enjeksiyon kalıpları gibi karmaşık geometrilerin ve küçük çaplı deliklerin iç yüzeylerinin işlenmesinde ise sıvı yada gaz aşındırıcılar kullanılmaktadır. Fakat özellikle çapı 1 mm den küçük deliklerin iç yüzeylerinin işlenmesinde sıvı yada gaz aşındırıcılar kullanımı bazı problemler doğurmaktadır [2]. Yukarıda bahsedilen klasik yöntemlere ek olarak elektro-kimyasal işleme, ultrasonik titreşimle bitirme işlemi, ultrasonik çapak temizleme, aşındırıcı akışkan ile işleme, manyetik aşındırıcı toz ile işleme gibi klasik olmayan yeni yöntemler geliştirilmiştir [1-4]. Geleneksel yüzey parlatma işlemlerinden en yaygını olan taşlama işlemi, yüksek hızla dönen silindirik tekerlek haline getirilmiş aşındırıcıları ile iş parçası yüzeyine temas edilerek yüzeyin parlatıldığı işlemdir. Fakat işlem sonrasında iş parçası yüzeyinde arta kalan istenilenden büyük çapak, pürüz ve malzeme tepecikleri olması nedeniyle laplama denilen diğer bir yüzey parlatma işlemine ihtiyaç duyulmuştur. Laplama, iş parçası yüzeyi ve aşındırıcı tanecikler arasında daha yumuşak bir malzeme olarak yer alarak yüzeyi pürüzsüzleştirmek için üçüncül etken maddenin kullanılarak uygulanan geleneksel yüzey işleme tekniğidir. Tüp, boru gibi büyük çaplı silindirik yüzeylerin iç yüzeylerini parlatmak amacıyla üzerine yapıştırılmış aşındırıcı malzemeler olan çubuk yâda aparat tüp içerisinde belirli hızlarda ileri geri hareket ettirilerek honlama adı verilen işlemle yüzey parlatma yapılmaktadır. Bu teknikler ile en iyi yüzey pürüzlülüğü taşlama işlemine 0.025-6.25 µm, honlama işleminde 0.025-1.5 µm, laplama işleminde 0.013-0.75 µm olarak tespit edilmiştir [4]. Günümüz teknolojik gereksinimleri doğrultusunda pek çok ürün nano (10-9 m) düzeyde yüzey pürüzlülük değerleri gerektirmektedir. Bu değer bahsedilen geleneksel yüzey işleme tekniklerle elde etmek mümkün olamamaktadır. Elde edilmek istenen yüzey, zamana bağlı ve otomatik süreçler gerektirmektedir. Manyetik aşındırıcı ile işleme yöntemi, 1938 yılında Harry P.Coats tarafından patenti alınan geleneksel olmayan yüzey işleme süreçlerinden biridir [5]. Manyetik aşındırıcılar ile yüzey işleme, yüksek hız freze millerinin seramik rulmanları ve yatakları [6], hijyenik paslanmaz çelik tüplerin iç yüzeyleri, havacılık gibi özel uygulamalarda gaz veya sıvı taşıyan tüplerin iç yüzeyleri [7,8], yüksek sertliğe sahip tüplerin iç yüzeyleri [9], medikal amaçlı kullanılan kılcal tüplerin iç yüzeylerinin işlenmesi [10] gibi potansiyel uygulama alanları bulmuştur. Manyetik alan altında yüzeylerin işlenmesi ve parlatılması kavramının öncelikle Doğu Avrupa’da, günümüzde ise USA, Japonya ve Kore de birçok bilim adamının ilgisini çektiği belirtilmektedir [11]. Khairy A.B., 2001, yaptığı çalışmada, östenitik ve yüksek hız çeliklerinin yüzeylerin manyetik alan yardımıyla işlenerek, iyileştirildiğini belirtmiştir [11]. 2 Salman Ö. Teknolojik Araştırmalar: MTED 2014 (11) 1-10 Araştırmacılar, yaptıkları deneysel ve teorik çalışmalarda metal ve seramik malzemeler için manyetik aşındırıcılar ile yüzey parlatmanın teorisini kurarak deneysel sonuçlarla bu teorilerini desteklemişlerdir Manyetik alan altında işlem yapan ve bu işlemin karakterizasyonunu yapabileceği prototip imal etmiş ve elde ettikleri sonuçlarını yayınlamıştır. Çalışmalar, manyetik özellik taşıyan ve taşımayan tüm malzemelerin yüzeylerinin ekonomik, verimli ve tam geometrisinde işlenebileceği cihaz tasarımları ile halen devam etmektedir [5,6,11-13]. Son zamanlardaki literatüre incelendiğinde manyetik alan yardımıyla yüzey işleme yönteminin yeni malzemeler ve geometriler ile devam ettiği söylenebilir. Yüzey bitirme işlemlerinde ve parlatma amacıyla kimyasal yöntemlerin uygulanması sırasında kullanılan çeşitli zehirli kimyasallar çevreyi, atıklarının atıldığı doğayı olumsuz yönde etkilemektedir. Geniş uygulama alanı olan ve tercih edilen kimyasal ve elektrokimyasal parlatma işlemlerinde kullanılan bazı kimyasallar çevre yönünden zehirli atıklar üretirken, manyetik aşındırıcılar ile işleme yöntemi zehirli kimyasallar kullanmaması yönüyle çevredostu yöntemler arasında yer almaktadır. Yani bu yöntemin uygulanmasında çevreye herhangi bir zarar verilmemektedir. Genel olarak aşındırıcıları üniform boyutlarda imal etmek daha pahalı ve zordur. Bu nedenle, alüminyum ve elmas gibi manyetik olmayan aşındırıcı malzemeler ferromanyetik tozlar ile sinterlenmektedir. Uygulanacak yüzeyin pürüzlülüğüne ve işleme tipine göre kullanıcı tarafından belirlenen boyutlarda öğütülerek aşındırıcı olarak kullanılmaktadır. Literatürde yeni manyetik aşındırıcılar elde edilmesi ile ilgili çalışmalar yer almaktadır [3,5,14]. Manyetik aşındırıcı toz ile işleme yönteminde kullanılacak aşındırıcı partikülleri boyutlandırmak veya sınıflandırmak o malzemeleri daha üniform hale getirmekle ilgilidir. Bu teorik çalışmada, dünyada gün geçtikçe daha fazla öneme sahip olan yüzey işleme yöntemleri hakkında genel bilgi verilerek literatür değerlendirilmiştir. Ardından, ülkemizde henüz yeterince çalışılmamış bir metot olan manyetik alan içerisinde aşındırıcı partikül ve sıvıların kullanıldığı yüzey işleme yöntemleri tanıtılmıştır. Bu kapsamda manyetik aşındırıcılar ile işleme yöntemi incelenerek, işlem parametreleri hakkında bilgi verilmiş, yüzey aşındırma mekanizması, işleme parametreleri değerlendirilmiş bu alanda yapılan çalışmalar gözden geçirilerek örnekler verilmiş ve imalat sürecine katkıları tartışılmıştır. 2. AŞINDIRICI İLE İŞLEME YÖNTEMLERİ Günümüzde elektronik ve bilgisayar endüstrisinin cihazlarında artan yüksek doğruluk ve hassasiyet talepleri ile imalat alanında gelişmeleri gerektirmiştir. Bu gereklilikler neticesinde geliştirilen üretim, işleme yöntemleri ile atomik boyutlarda (~0.3 nm) bilgisayar mikrodevreleri üretilmiştir. Nanometre aralığında yüzeyler atomik yâda moleküler düzeyde malzeme aşındıracak tekniklerin gelişmesinin yolunu açmışlardır. İleri parlatma teknikleri dört temel alan olarak mekanik, termoelektrik, elektrokimyasal ve kimyasal süreçlere ayrılabilir. Jain V.K. (2009), yaptığı çalışmada, mikro/nano işleme yöntemlerini taşlamai laplama ve honlamadan oluşan geleneksel işleme yöntemleri ve geleneksel olmayan işleme yöntemleri olarak ikiye ayırmıştır. Geleneksel olmayan işleme yöntemleri, ileri aşındırıcı ile işleme yöntemlerini olarak iki grupta değerlendirilmiştir. Bunlardan ilki, yapılan işleme süresinde uygulanan kuvvetin dışarıdan kontrol edilemediği yöntemler olan Aşındırıcı Akışkan ile İşleme (AFM), Elastik Emisyon ile İşleme (EMM), Kimyasal-Mekanik Parlatma (CMP) dır. Diğer grup ise, manyetik alan üreteci tarafından akımın değiştirilebildiği veya sabit mıknatısın çalışma aralığının değiştirilebildiği böylece uygulanan kuvvetin kontrol edilebildiği Manyetik Aşındırıcı ile İşleme (MAF), Manyetoreolojik İşleme (MRF), Manyetoreolojik Aşındırıcı Akışı ile İşleme (MRAFF) yöntemlerinden oluşmaktadır [15]. Herbiri ayrı malzeme yüzeyleri için uygulandığında başarılı sonuçlar veren yeni parlatma yöntemlerinde Al2O3, SiC, SiO2, CBN, B4C, MgO, Fe2O3, elmas tozları, sinterlenmiş aşındırıcı partiküller, 3 Teknolojik Araştırmalar: MTED 2014 (11) 1-10 Manyetik Aşındırıcılar ile Yüzey İşleme Yöntemi ferromanyetik partiküller kullanılmaktadır. SiC ile aşındırıcı akışı ile işleme sertleştirilmiş çelik yüzeylerde 50 nm, Manyetik aşındırıcılar ile işleme paslanmaz çelik yüzeylerde 7.6nm, Si 3N4 işparçasında Manyetik CeO2 akışı ile işleme 4.0nm, CeO2 ile Manyetoreolojik aşındırıcı akışı işlemi 0.8 nm, silikon malzemenin parlatıldığı elastik emisyon ile işlemede <0.5 nm, yüzey pürüzlülüğü elde edilebildiği yayınlanmıştır [4]. 3. MANYETİK AŞINDIRICILAR İLE YÜZEY İŞLEME PRENSİPLERİ Manyetik Aşındırıcı Toz ile İşleme yöntemi, karmaşık şekilli ya da iç yüzeyi çok uzun ve dar parçaların yüzeylerinin işlenmesinde kullanılabilecek bir yöntemdir. Aşındırılacak yüzeyler metalik ya da metalik olmayan bileşenler (kılcal tüpler, medikal implantlar, cam, seramik, polimer ve polimer kompozit malzemeler vb.) olabilmektedir. Bu yöntemde, manyetik alanın gücünü kontrol etmek için ferromanyetik ve aşındırcı partiküller (Al2O3, SiC, CBN veya elmas), kullanılmakta ve hepsi birlikte “aşındırıcı karışım” olarak adlandırılmaktadır. Karışımın kendi içerisindeki hareketini kolaylaştırmak ve sürtünme kuvvetini yenmek için yağlayıcı sıvı kullanılan çalışmalar literatürde yer almaktadır [2]. Karışımlarda kullanılan aşındırıcı ve ferromanyetik partiküllerin boyutları ve miktarı malzemenin özelliklerine ve başlangıç yüzey şartlarına bağlı olarak seçilmektedirler. Yöntem, silindirik malzemelerin iç ve dış yüzeylerinin yanı sıra manyetik veya manyetik olmayan düz yüzeyli malzemeler için de uygulanabilir [3]. Manyetik aşındırıcılar ile yüzey işleme yöntemi, manyetik alan içerisinde bulunan manyetik aşındırıcı partiküllerin hareketi ile geleneksel tekniklerle ulaşılması zor kısımlardaki pürüzlülüklerin giderilmesine imkân tanımaktadır [2]. Manyetik alan altında yapılacak olan yüzey işlemenin çalışma prensibi, iş parçası yüzeyine karşı olan manyetik karışımının rölatif hareketi vasıtasıyla mekanik olarak yüzeyden çok ince katmanlarda abrasif aşındırma meydana getirmektir. Bu yöntemde işleme için uygulanan manyetik alanın şiddeti, manyetik karışımın oranı, iş parçasının/aşındırıcı karışımın dönme hızı meydana gelecek aşınmanın oranı ve miktarını belirlemektedir. Aşındırılacak yüzeyler metalik yada metalik olmayan bileşenler (tüpler, medikal implantlar, cam, seramik, polimer ve polimer komposit malzemeler vb.) olabilmektedir. Manyetik aşındırıcılar ile işleme tüp, boru gibi silindirik geometriye sahip iş parçalarının iç yüzeylerine uygulanmasının [2,12] yanı sıra düzlem yüzeylerde de manyetik aşındırıcılar ile fırçalama metodu ile uygulanmaktadır [1]. Manyetik alan altında yapılan yüzey parlatma işlemlerinde uygulanan mikro işleme yöntemi özellikle iç çapı 1 mm’den küçük tüplerin iç yüzey fonksiyonlarının iyileştirilmesine uygun bir işlem olduğu belirtilmektedir [2]. Manyetik aşındırıcıları etkileyen manyetik kuvvetin teğetsel bileşeni manyetik aşındırıcılar ile tüpün iç yüzeyi arasında oluşan sürtünme kuvvetinden büyük olursa ve aynı zamanda da iş parçası kendi ekseninde yüksek hızda döndürülürse manyetik aşındırıcılar tüpün iç yüzeyini pürüzsüzleştirici bağıl hareket göstermektedir (Şekil 1.). Bu bağıl hareketin sonucunda da manyetik aşındırıcı tarafından iş parçası tüpün iç yüzeyinden malzeme kaldırılır ve iç yüzey daha pürüzsüz bir hale getirilir. Ayrıca, kullanılan aşındırıcı partiküllerin boyutları, işlemin süresi, kullanılan yağlayıcının kimyasal özellikleri de genel olarak işlemin sonucunu belirlemektedir [2]. 4 Salman Ö. Teknolojik Araştırmalar: MTED 2014 (11) 1-10 Şekil 1. Manyetik aşındırıcılar ile iç yüzey işleme yöntemi [5] Manyetik devrenin sabit olduğu manyetik aşındrıcı ile işleme yöntemini Şekil 1.de şematik olarak göstermektedir. Manyetik aşındırıcılar iç yüzeyi işlenecek tüp, boru gibi silindirik geometriye sahip iş parçasının içerisinde, manyetik alan tarafından üretilen işleme bölgesinde toplanırlar. Ferromanyetik ve aşındrıcı partiküller herhangi bir yağlayıcı sıvı kullanılmadan mekanik olarak karıştırılarak manyetik aşındırıcı karışım elde etmişlerdir. Bu aşındırıcı karışım, manyetik kuvvet altında iş parçası ve manyetik kutuplar arasında işleme bölgesinde, kendi içerisinde de hareket edebilmesine imkan verecek koşullarda bir arada toplanmaktadır. Oluşan bu aşındırıcı karışım çokuçlu kesici takım gibi davranarak bir işleme bölgesinde manyetik aşındırıcı fırçalama görevi üstlenir. Aşındırıcı partiküller üzerindeki manyetik kuvvet, gerekli işleme kuvvetini sağlamaktadır. Bu kuvvet, manyetik aşındırıcı partiküller tarafından silindirik iş parçasının aşındırılması mekanizmasını meydana getirmektedir [5]. Yapılan diğer çalışmada ise silindirik iş parçalarının dış yüzeylerinin işlenmesi amacıyla uygulanan manyetik aşındırıcılar ile işleme yöntemi çalışma prensibi Şekil 2.de gösterilmiştir. Yüksek hızda dönen silindirik iş parçasının dışında manyetik alan oluşturan kutup uçlarının (N ve S) arasında yer alan manyetik aşındırıcı karışım dış yüzeye uyguladığı teğetsel kuvvet ile iş parçası yüzeyinden aşındırma işlemi yapmaktadır. Şekil 2. (a) Manyetik aşındırıcılar ile dış yüzey işleme yönteminde teğetsel kuvvetin etkisi, (b) Düzlemsel yüzeylerin manyetik aşındırıcılar ile işlenmesinde merkezkaç kuvvetinin etkisi [3]. Literatürde yapılan çalışmalardan, bu yöntemin uygulandığı iş parçası malzemesi, aşındırıcı partiküller ve boyutları, yağlayıcı sıvı, çalışılan manyetik alan yoğunluğu (Tesla), işleme süresi ve elde edilen yüzey pürüzlülüğü (Ra) ile ilgili bilgi vermesi amacıyla Tablo 1. hazırlanmıştır. Tablo 1. Manyetik aşındırıcılar ile işleme parametreleri N o İş parçası malzem esi Aşındırıcı partiküller Aşındırıcı partiküller boyutları Yağlayıcı sıvı Manyetik alan yoğunluğu 5 İşleme süresi, saniye Yüzey pürüzlülüğü (Ra veya ∆ Ra (µm)) Kaynaklar Teknolojik Araştırmalar: MTED 2014 (11) 1-10 1 2 3 4 SS305, SS 316, Pirinç Alaşımlı Çelik Pirinç 304 paslanm az çelik Al2O3 (ferromanyetik ile sinterlenmiş) Beyaz Al2O3 (ferromanyetik ile sinterlenmiş) Al2O3 (ferromanyetik ile sinterlenmiş) Al2O3 (ferromanyetik ile karşım) toz Manyetik Aşındırıcılar ile Yüzey İşleme Yöntemi 53, 75, 106 µm yok 0.1-0.35 T 60, 90, 120 saniye 0.075 – 0.13 µm [19] 5 µm yok 0.7-1.0 T 45-180 saniye 8-50 nm [12] 120-420 µm Hafif kesme sıvısı 0.4-1.2 T 30 dakika 0.05 µm [5] 80 - 150 µm Çözülebilir yüzey işleme sıvısı 0-3.4 T 20 dakika 0.02 µm [2] toz toz toz 4. MANYETİK AŞINDIRICI İLE İŞLEME YÖNTEMİ Manyetik aşındırıcılar ile dairesel kesitli tüplerin iç yüzeylerin veya düzlem yüzeylerin işlenmesi yöntemi, mekanik enerji kullanan geleneksel olmayan işleme yöntemlerinden biridir. Aşındırıcı karışımlarının (partikül, sıvı, toz, elmas pasta) hızlandırılması ile oluşan kinetik enerjinin, işlenecek olan malzeme yüzeyine çarpması ve bu çarpma hareketinin kontrol edilerek malzeme işleme amacı ile kullanılması ilkesine dayanmaktadır. Mekanik enerji kullanan yöntemler gibi malzemenin iletken ya da yalıtkan olmasından bağımsız olarak işleme olanağı sağlamaktadır [16]. Shinmura vd. farklı çaplarda demir partikülleri ve aşındırıcı partiküller olmak üzere iki tip manyetik aşındırıcı toz hazırlamış ve yüzey işlemedeki aşınma miktarı ve yüzey pürüzlülüğüne etkisini araştırmıştır. Demir partiküllerin çaplarının hem aşınma miktarı hemde yüzey pürüzlülüğü üzerinde etkili olduğunu, aşındırıcı partiküllerin çapının etkisinin ise aşındırma miktarı bakımından diğerine kıyasla daha az fakat oluşan yüzey pürüzlülüğü yönünden dikkate değer etkisinin olduğunu belirtmiştir [5]. Yamaguchi ve Shinmura, alumina seramik tüplerin iç yüzeylerini elmas esaslı manyetik aşındırıcılar kullanarak işledikleri çalışmalarında, yağlayıcının hacmi, ferritik partikül boyutu ve aşındırıcı tanecik büyüklüğünün işleme karakteristikleri üzerindeki etkilerini incelemişlerdir. Manyetik kutupların dönme hızındaki artış ile yüzeyde oluşan aşınmanın arttığı sonucuna varmıştır [17]. Manyetik akım yoğunluğu, titreşim frekansı ve genliği, işleme zamanı ve manyetik kutup uçları ve iş parçası arasındaki mesafenin etkisini araştırıldığı, manyetik aşındırıcılar ile yüzey işleme karaktersitiklerinin incelendiği çalışmada, titreşim ve manyetik akım yoğunluğunun işlemeyi etkileyen en önemli iki parametre olduğunu belirtilmiştir [5]. Aşındırıcı partikül veya karışımların sentezlendiği ve üretildiği çalışmalar ile manyetik aşındırıcılarla işleme yöneminin verimliliği arttırılması amaçlanmaktadır. Kim J.D., WC/Co partiküllerden oluşan bir karışım sentezlemiş ve tüp iç yüzeylerinin işlenerek parlatılmasında kullanmıştır [18]. Khairy, Al2O3 (%15) ve demir partiküllerinden (%85) oluşan aşındırıcı karışımı preslemiş, sinterlemiş ve daha sonra aşındırıcı toz haline getirerek çelik alaşımlı çubukların işlenmesinde kullanarak Ra 8-50 nm aralığında yüzeyler elde etmiştir [11]. Yamaguchi vd. bükülmüş SUS304 paslanmaz çelik tüpü, 10 µm den daha küçük çaplı demir tozları ile yüksek basınç ve sıcaklıkta sinterlenmiş 80 µm çaplı aşındırıcı alüminyum oksit karışımı kullanarak iç yüzeyini işlemiştir. Başarılı bir yüzey işleme için iki fazda yaptığı deneyde 80 µm çaplı aşındırıcı alüminyum oksit karışıma 150 ve 330 µm çaplarındaki iki farklı demir partikül kullanarak işlemeyi kontrol ederek, 150 µm demir partikülü kullanımının daha başarılı olduğunu tespit etmiştir [19]. Elmas aşındırıcılar ile demir partikülleri karıştırarak hazırladıkları karışım ile yaptıkları deneysel çalışma sonucu elmas aşındırıcıların işlemenin verimliliğini arttırdığını belirtmektedir. Seramik yüzeylerin işlendiği çalışmada, işleme derinliğinin karışımın içinde yer alan demir partiküllerin miktarının artışı ile arttığını tespit etmişlerdir [5]. Jain vd. (2001) ferromanyetik olmayan paslanmaz çelik iş parçasını manyetik alan altında işlemiş, manyetik kutuplar ve iş parçası arasındaki çalışma boşluğu ve kutupların dönme hızının iş parçası yüzeyindeki aşınma miktarı ve yüzey pürüzlülüğüne etkisini incelemiştir [20]. Mori, manyetik alan altında sinterlenmiş manyetik aşındırıcı partiküller kullanıldığında meydana gelen aşınma mekanizmalarını incelemiştir [21]. Lin vd. ferromanyetik olmayan SUS304 çeliğini işlemek için ağırlıkça %60:40 oranında demir tozu ve aluminyum oksitden oluşan 6 Salman Ö. Teknolojik Araştırmalar: MTED 2014 (11) 1-10 karışımı sinterlemişlerdir. Bu çeliğin yüzeyini işlemek için sinterlenen malzemeyi öğüterek toz haline getirmiş ve elde ettikleri farklı büyüklüklerdeki aşındırıcıları kullanmışlardır [22]. Wang ve Hu, yaptıkları çalışmada Ly12 aluminyum alaşım, 316L paslanmaz çelik ve H62 pirinç tüplerin iç yüzeylerini manyetik aşındırıcı ile işlemişlerdir. Üç malzeme arasında pirinç tüpün en fazla aşınma sergilediğini belirtmişlerdir [23]. Bu kapsamda Singh P. vd. (2011) tarafından, en büyük teknolojik ilerlemenin aşındırıcı partiküller üretmek olduğu, manyetik aşındırıcı türleri arasında sinterlenerek üretilenlerin, manyetik alan altında yüzey işleme verimliliğinin en fazla olduğunu belirtmiştir [5]. Yamaguchi vd. iç çapı 400 µm olan bir tüpte manyetik aşındırma yöntemini başarılı bir şekilde uygulamışlardır. Bu yöntemde mıknatıs kutupları sabittir ve iş parçası olan kılcal tüp yüksek devirde (30.000 rpm) döndürülür ve iş parçasının içindeki manyetik aşındırıcıların yüzeydeki hareketini kontrol etmek için iş parçasının dışında sabit şekilde tutulan ve manyetik alan oluşturan mıknatıslar ile oluşturulan manyetik devreyi kullanmışlardır [2]. 5. AŞINMA MEKANİZMASI Manyetik aşındırıcılar ile yüzey işleme yöntemini kullanarak, ferromanyetik demir partiküller, alüminyum ve yağlayıcıdan oluşan karışımın, aşındırıcı partikül boyutunun yüzey pürüzlülüğüne etkisi işleme yöntemi ve geometrisine göre modellenmektedir [24, 25, 26]. Şekil 3. Manyetik aşındırıcı partikül karışımının mekanik modeli [24] Yapılan çalışmada, ferromanyetik partikül ve aşındırıcı partikül üzerinde etkili olan aşındırma kuvveti ve sürtünme kuvveti mekanik modeli Şekil 3. de görülmektedir [24]. Bu yöntemde kullanılan aşındırıcı partiküllerin avantajı, seçim aralığının geniş olması, maliyet açısından ucuz ve temin edilmesinin kolay olmasıdır. Manyetik aşındırıcı toz karışımın Şekil 3. de görülen karakteristiği incelendiğinde, sürtünme katsayısı, ferromanyetik partikül ve aşındırıcı partiküllerin x ve y eksen yönlerindeki kuvvet denklemi: Fpt = Fpn x µp , Ft = Fa x µw (1) olarak ifade edilmektedir. Burada; µp, iş parçası ve aşındırıcı partikül arasındaki sürtünme katsayısını, µw, ferromanyetik partikül ve iş parçası arasındaki sürtünme katsayısını, Fa: Yüzeyin uyguladığı dik kuvvet, Ft: Yüzeyin uyguladığı yatay kuvvet, Fpn: aşındırma kuvveti, Fpt: sürtünme kuvvetini ifade etmektedir. Chen vd. (2011), etkili bir yüzey işleme için aşındırıcı malzemenin iş parçasından daha sert olması gerekliliğini ve aşındırılan yüzeyin pürüzlülüğü ve aşınma hızının aşındırıcı malzemenin karakteristik özelliklerine bağlı olarak değiştiğini ifade etmektedir. Karektersitik özellikleri belirlemek için yaptıkları deneysel çalışma ile iş parçasının yüzey pürüzlüğünü etkileyen en önemli faktörlerden biri olan aşındırıcı partikül boyutunun işlemeye etkisini incelemişlerdir. Çalışmalarında, partikül büyüklüğü 80 µm olan alumina aşındırıcı ile 149, 330 ve 1680 µm olan ferromanyetik partiküller kullanmışlardır. Partikül çapı arttıkça kesici kenarlarda oluşan kesme kuvvetinin arttığını ve böylelikle kesme derinliğinin arttığını, daha fazla malzemenin yüzeyden aşındırıldığını belirlemişlerdir. Fakat, 1680 µm olan partikül boyutlarıyla elde edilen yüzey pürüzlülüğü en fazla olmuş, 149 µm partikül, aşındırma kuvveti Fpn yi 7 Teknolojik Araştırmalar: MTED 2014 (11) 1-10 Manyetik Aşındırıcılar ile Yüzey İşleme Yöntemi arttırmamış ve yüzeyde işleme yapılamamıştır. 330 µm partikül boyutunda ise en iyi yüzey pürüzlülüğünü (Ra 2.1 µm ve 0.4 µm) aşındırma kuvvetini elde etmişlerdir. 6. TARTIŞMA VE SONUÇ Bu teorik çalışmada manyetik aşındırıcılar ile yüzey işleme yönteminin talaş kaldırma mekanizması ve işlem parametreleri tanıtılmıştır. Sonuç olarak yöntemle ilgili aşağıdaki genel yargılara ulaşılmıştır. Yöntem, metal veya metal olmayan tüm yüzeylere uygulanabilmektedir. Mikro işleme ile üretilen teknolojik ürünlerin yüzeylerinin iyileştirilmesi için uygundur. Geleneksel yöntemlere kıyasla çok daha hassas ve ölçü tamlığında işleme yapılabilir. Zehirli kimyasallar kullanılmaz, çevre dostu bir yöntemdir. Kesici takım, elektrot gibi sarf malzemeler içermez. Tüp gibi silindirik geometrili iş parçalarının iç ve dış yüzeyleri veya düzlem yüzeyler işlenebilmektedir. Mikro düzeyde iç çapı olan kılcal tüplerin işlenmesi için ideal bir yöntemdir. İşlemede kullanılan aşındırıcı partiküllerin çapları küçüldükçe yüzey pürüzlülüğünü azalmaktadır. İşlemede kullanılan aşındırıcı partiküllerin çapları büyüdükçe, yüzeyden aşınan malzeme miktarı artmaktadır. 7. KAYNAKLAR 1. Jha, S., Jain, V.K., Nanotechnology, 171-195. 2006, “Nano-Finishing Techniques”, Micromanufacturing and 2. Yamaguchi H., Shinmura T., Ikeda R., 2007, “Study of Internal Finishing of Austenitic Stainless Steel Capillary Tubes by Magnetic Abrasive Finishing”, Journal of Manufacturing Science and Engineering, 129, 885-892. 3. Girma, B., Joshi, S. S., Raghuram, M. V. G. S., 2006, “An Experimental Analysis of Magnetic Abrasives Finishing of Plane Surfaces”, Machining Science and Technology, 10, 323–340. 4. Jain V.K., Sidpara V., Sankar M.R., Das M., 2011, “Nano-finishing techniques: a review”, Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 226, 327-346. 5. Singh P., Samra P.S., Singh L., 2011, “Internal Finishing of cylindrical pipes using sintered magnetic abrasives”, International Journal of Engineering Science and Technology, 3, 7. 6. Fox, M., Agrawal, K., Shinmura, T., and Komanduri, R., 1994, “Magnetic Abrasive Machining of Rollers” Annals of the CIRP, 43(1):181–184. 7. Yamaguchi, H. and Shinmura, T., 1999, “Study of the Surface Modification Resulting from an Internal Magnetic Abrasive Finishing Process”, Wear , 225–229:246–255. 8. Yamaguchi, H. and Shinmura, T., 2000, “Study of an Internal Magnetic Abrasive Finishing using a Pole rotation System–Discussion of the Characteristic Abrasive Behavior”, Journal of the International Societies for Precision Engineering and Nanotechnology, 24:237–244. 9. Yan, B., Chang, G., Cheng, T., Hsu, R., 2003, “Electrolytic Magnetic Abrasive Finishing”, International Journal of Machine Tools and Manufacture, 43:1355–1366. 8 Salman Ö. Teknolojik Araştırmalar: MTED 2014 (11) 1-10 10. Yamaguchi, H. , Kang, J., 2010, ‘‘Study of Internal Deburring of Capillary Tubes with Multiple Laser-machined Slits’’, Burrs-Analysis, Control and Removal, Editor: Aurich J.C., Dornfeld D., 205-212. 11. Khairy A.B., 2001, “Aspects of surface and edge finish by magnetoabrasive particles”, Journal of Materials Processing Technology, 116, 77–83. 12. Yamaguchi H., Shinmura, T., 2004, “Internal finishing process for alumina ceramic components by a magnetic field assisted finishing process”, Precision Eng., 28, 135–142. 13. Maiboroda V.S., Stepanov O.V., Taranenko N.L., Vermenko V.Ya., 1994, “Rheological characteristics of magnetic-abrasive powders in a magnetic field”, Powder Metallurgy and Metal Ceramics, 33, 1-2. 14. Sharma, M., Singh, D.P., 2013, “To Study the Effect of Various Parameters on Magnetic Abrasive Finishing”, IJRMET, 3, 2, 212. 15. Jain V.K., 2009, “Magnetic field assisted abrasive based micro/nano finishing”, Journal of Materials Processing Technology 209, 6022-6038. 16. Eyercioğlu Ö., Yılmaz N.F., Dereli T., 2006, “Aşındırıcı Akışkanla Yüzey İşleme”, TİMAK Tasarım İmalat Aanaliz Kongresi, Balıkesir, 256-263. 17. Yamaguchi, H., Shinmura, T., 1999, “Study of the Surface Modification Resulting from an Internal Magnetic Abrasive Finishing Process”, Wear, 225–229:246–255. 18. Kim J.D., 2003, “Polishing of ultra-clean inner surfaces using magnetic force”, International Journal of Advanced ManufacturingTechnology, 21, 91–97. 19. Yamaguchi H., Shinmura, T., Sekine M., 2005, “Uniform Internal Finishing of SUS304 Stainless Steel Bent Tube Using a Magnetic Abrasive Finishing Process”, ASME journal of manufacturing science and engineering, 127, 605-611. 20. Jain, V.K., Prashant, K., Behra, P.K., and Jayswal, S.C., 2001, “Effect of Working Gap and Circumferential Speed on the Performance of Magnetic Abrasive Finishing Process”, Wear, 250:384– 390. 21. Mori, T., Hirota, K., and Kawashima, Y., 2003, “Clarification of Magnetic Abrasive Finishing Mechanism”, Journal of Materials Possessing Technology, 143–144. 22. Lin, C-T., Yang, L-D., Chow, H-M., 2007, “Study of magnetic abrasive finishing in free-form surface operations using the Taguchi method”, International Journal of Advance Manufacturing Technology, 34, 122–130. 23. Wang Y., Hu D., 2005, “Study on Inner Surface Finishing of Tubing by Magnetic Abrasive Finishing”, International Journal of Machine Tools and Manufacture, 45, 43–49. 24. Chen, Y., Shimamoto, A., Gao X., Zhang, M.M., 2011, “Study of Friction Coefficient and Friction Force on Magnetic Abrasive Finishing”, Materials Science Forum, 675-677, 663-666. 9 Teknolojik Araştırmalar: MTED 2014 (11) 1-10 Manyetik Aşındırıcılar ile Yüzey İşleme Yöntemi 25. Singh D.K., Jain V. K., Raghuram V., 2006, “Experimental investigations into forces acting during a magnetic abrasive finishing process”, Int. J. Adv. Manuf. Technol. 30: 652–662. 26. Yamaguchi, H., Shinmura, T., 2000, “Study of an Internal Magnetic Abrasive Finishing using a Pole rotation System–Discussion of the Characteristic Abrasive Behavior. Precision Engineering”, Journal of the International Societies for Precision Engineering and Nanotechnology, 24:237–244. 10
© Copyright 2026 Paperzz