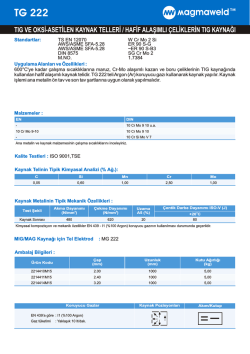
ENI 416 ÖRTÜLÜ ELEKTRODLAR / DÖKME DEMİRLERİN KAYNAĞI Standartlar: TS 9463 EN ISO 1071 AWS/ASME SFA-5.15 DIN 8573 TS 9463 EC NiFe - 13 E NiFe - Cl E NiFe - G 23 E NiFe - G 23 Uygulama Alanları ve Özellikleri : Dinamik ve kuvvetli zorlamalara maruz makina gövdesi, ayakları gibi kır dökme demir, temper dökme demir veya küresel (sfero) dökme demirden yapılmış parçaların soğuk ve sıcak kaynağında kullanılan nikel-demir çekirdekli bir elektroddur. Kaynak metalinin ısıl genleşmesi az olduğu için kaynak sonrasında düşük çekme özelliği gösterir. Saf nikel elektrodlara göre daha yüksek dayanıma sahiptir ve bu nedenle küresel dökme demirlerin, temper dökme demirin, kır dökme demirlerin ve bu dökme demirlerin çelik, bakır ve nikel malzemelerler kaynağına çok uygundur. Ark başlangıcı ve yeniden tutuşturması kolaydır. Kararlı bir arkı vardır. Düzgün kaynak dikişi verir. Kaynak metali işlenebilir. Kaynak işlemi kısa pasolarla yapılmalıdır. Malzemeler : EN GGG-40.3 - GGG-70 GTS-35-10 - GTS-70-02 W-35-04 - GTW-S 38-12 Ana metalin ve kaynak malzemesinin çalışma sıcaklıklarını inceleyiniz. Kalite Testleri : TSE, ISO 9001 Kaynak Metalinin Tipik Kimyasal Analizi (% Ağ.): C Si Mn Fe Ni 1,0 0,6 0,4 43 55 Kaynak Metalinin Tipik Mekanik Özellikleri : Test Şekli Sertlik (HB) Kaynak Sonrası ~210 Ambalaj Bilgileri ve Kaynak Akım Değerleri : Ürün Kodu Çap (mm) Uzunluk (mm) 1603008W21 2.50 1603014W20 3.25 1603022W23 4.00 Kurutma 100-150oC 1 saat Kaynak Akımı (A) Kutudaki Adet Kutu Ağırlığı (kg) Kolideki Kutu Adedi Koli Ağırlığı (kg) 300 60-90 100 1.56 9 14,04 300 90-110 70 1.86 9 16,75 400 130-170 60 3,12 9 28,08 Kaynak Pozisyonları Akım/Kutup
© Copyright 2026 Paperzz