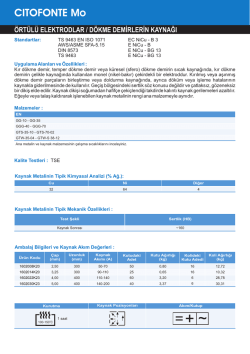
ENI 404 ÖRTÜLÜ ELEKTRODLAR / DÖKME DEMİRLERİN KAYNAĞI Standartlar: TS 9463 EN ISO 1071 AWS/ASME SFA-5.15 DIN 8573 TS 9463 EC NiCu - B 3 E NiCu - B E NiCu - BG 13 E NiCu - BG 13 Uygulama Alanları ve Özellikleri : Kır dökme demir, temper dökme demir veya küresel (sfero) dökme demirin sıcak kaynağında, kır dökme demirin çelikle kaynağında kullanılan monel (nikel-bakır) çekirdekli bir elektroddur. Kırılmış veya aşınmış dökme demir parçaların birleştirme veya doldurma kaynağında, ayrıca döküm veya işleme hatalarının kaynakla giderilmesinde de kullanılır. Geçiş bölgesindeki sertlik söz konusu değildir ve çatlaksız, gözeneksiz bir dikiş elde edilir. Kaynak dikişi soğumadan hafifçe çekiçlendiği takdirde kalıntı kaynak gerilemeleri azaltılır. Eğeyle veya talaş kaldırarak işlenebilen kaynak metalinin rengi ana malzemeyle aynıdır. Malzemeler : EN GG-10 - GG-35 GGG-40 - GGG-70 GTS-35-10 - GTS-70-02 GTW-35-04 - GTW-S 38-12 Ana metalin ve kaynak malzemesinin çalışma sıcaklıklarını inceleyiniz. Kalite Testleri : TSE, ISO 9001 Kaynak Metalinin Tipik Kimyasal Analizi (% Ağ.): Cu Ni Diğer 32 64 4 Kaynak Metalinin Tipik Mekanik Özellikleri : Test Şekli Sertlik (HB) Kaynak Sonrası ~160 Ambalaj Bilgileri ve Kaynak Akım Değerleri : Ürün Kodu Çap (mm) Uzunluk (mm) Kaynak Akımı (A) Kutudaki Adet Kutu Ağırlığı (kg) Kolideki Kutu Adedi Koli Ağırlığı (kg) 1602008W20 2,50 1602014W20 3,25 300 50-70 50 0,80 16 12,72 300 90-110 25 0,65 16 1602022W23 10,32 4,00 400 110-140 60 3,20 9 1602030W23 28,78 5,00 400 140-200 40 3,37 9 30,31 Kurutma 100-150oC 1 saat Kaynak Pozisyonları Akım/Kutup
© Copyright 2026 Paperzz