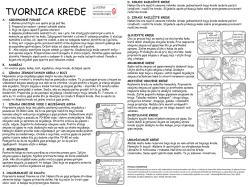
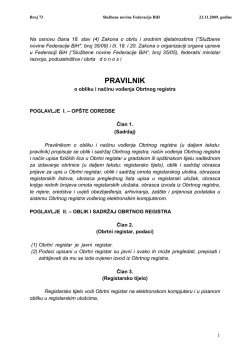
SVEUČILIŠTE U ZAGREBU METALURŠKI FAKULTET Faruk Unkić Zoran Glavaš OSNOVE LIJEVANJA METALA ZBIRKA RIJEŠENIH ZADATAKA Sisak, 2009. SADRŽAJ 1. UVOD 1 2. ULJEVNI SUSTAVI 2 2.1 Osnovne komponente uljevnog sustava 2.1.1 Uljevna čaša 2.1.2 Spust 2.1.3 Razvodnik 2.1.4 Ušće 4 5 6 7 7 2.2 Vrste uljevnih sustava 8 2.3 Dimenzioniranje uljevnog sustava 2.3.1 Primjena Bernoullijevog zakona 2.3.2 Primjena zakona o kontinuitetu strujanja 2.3.3 Učinci momenta 2.3.4 Vrijeme lijevanja 2.3.5 Dimenzioniranje kritičnog presjeka 12 12 15 17 21 24 2.4 Primjena keramičkih filtara u uljevnim sustavima 28 3. NAPAJANJE ODLJEVAKA 32 3.1 Volumne promjene tijekom hlađenja i skrućivanja odljevaka 32 3.2 Utjecaj načina skrućivanja na mogućnost napajanja 3.2.1 Progresivno i usmjereno skrućivanje 3.2.2 Način skrućivanja 35 36 37 3.3 Dimenzioniranje pojila 3.3.1 Dimenzioniranje pojila na osnovi modula odljevka 3.3.1.1 Izračunavanje modula 3.3.2 Heuversova metoda kružnica 43 43 48 52 3.4 Krajnja zona odljevka (KZ) i zona napajanja pojila (ZN) 53 3.5 Pojila i vrat pojila 62 3.6 Povećanje efikasnosti pojila egzotermnim i izolirajućim sredstvima 73 3.7 Hladila 76 3.8 Napajanje sivog i nodularnog lijeva 79 4. RAZRADA TEHNOLOŠKOG POSTUPKA IZRADE JEDNOKRATNOG KALUPA 87 4.1 Analiza konstrukcije odljevka s gledišta tehnologije lijevanja 87 4.2 Tehnološka razrada nacrta odljevka 4.2.1 Određivanje položaja odljevka u kalupu pri izradi kalupa i lijevanju 4.2.2 Ucrtavanje dodataka za strojnu obradu 4.2.3 Određivanje diobene ravnine kalupa i modela 4.2.4 Određivanje ljevačkih skošenja 4.2.5 Određivanje broja jezgara i veličine jezgrenih oslonaca 4.2.6 Definiranje sustava ulijevanja i napajanja i njihovog položaja u kalupu 88 88 89 90 91 91 Projektiranje ljevačkog kalupa 4.3.1 Određivanje broja odljevaka u kalupu 4.3.2 Određivanje debljine slojeva pijeska u kalupu i veličine kalupnika 4.3.3 Određivanje sustava odzračivanja kalupa 4.3.4 Određivanje razmaka između jezgre i modela 4.3.5 Određivanje linearnog stezanja odljevka 92 92 92 93 93 93 4.3 92 5. PRORAČUN ULOŠKA ZA TALIONIČKE AGREGATE 94 6. ZADACI 96 Zadatak 1 (proračun uljevnog sustava) 96 Zadatak 2 (proračun uljevnog sustava) 99 Zadatak 3 (proračun uljevnog sustava) 102 Zadatak 4 (proračun uljevnog sustava) 104 Zadatak 5 (određivanje modula odljevka) 106 Zadatak 6 (određivanje modula odljevka) 106 Zadatak 7 (proračun sustava napajanja) 107 Zadatak 8 (proračun sustava napajanja) 108 Zadatak 9 (proračun sustava napajanja i vanjskog hladila) 109 Zadatak 10 (proračun unutarnjeg hladila) 110 Zadatak 11 (proračun sustava napajanja) 111 Zadatak 12 (proračun sustava napajanja i vanjskih hladila) 118 7. Zadatak 13 (proračun sustava napajanja) 125 Zadatak 14 (proračun sustava napajanja) 129 Zadatak 15 (proračun sustava napajanja i unutarnjih hladila) 132 Zadatak 16 (razrada tehnološkog postupka izrade jednokratnog kalupa) 137 Zadatak 17 (određivanje likvidus temperature čeličnog lijeva) 152 Zadatak 18 (određivanje stezanja sivog lijeva i potrebe za napajanjem) 152 Zadatak 19 (određivanje stezanja sivog lijeva i potrebe za napajanjem) 153 Zadatak 20 (proračun sustava napajanja – sivi lijev) 154 Zadatak 21 (proračun sustava napajanja – sivi lijev) 157 Zadatak 22 (proračun metalnog uloška za kupolnu peć) 158 Zadatak 23 (proračun metalnog uloška za kupolnu peć) 161 Zadatak 24 (proračun metalnog uloška za kupolnu peć) 163 Zadatak 25 (proračun metalnog uloška za kupolnu peć) 165 Zadatak 26 (proračun uloška za indukcijsku peć) 168 Zadatak 27 (proračun uloška za indukcijsku peć) 171 Zadatak 28 (proračun uloška za indukcijsku peć) 175 LITERATURA 179 1. UVOD Proizvodnja metalnih predmeta lijevanjem, odnosno proizvodnja metalnih odljevaka je vrlo star postupak. Najstariji pronađeni lijevani metalni predmeti datiraju iz perioda oko 4500 godina prije nove ere. Proizvodnja odljevaka dugo vremena se zasnivala na empirijskim pravilima, odnosno metodi pokusa i pogreške zbog nedovoljnih spoznaja o procesima koji se dešavaju tijekom taljenja te lijevanja i skrućivanja odljevaka u kalupu. Premda se osnovi principi lijevanja metala nisu značajnije promijenili od svojih početaka, znanstvene spoznaje o procesima u ljevarstvu koje se permanentno nadograđuju rezultirale su širokim spektrom pouzdanih postupaka i materijala koji se danas uspješno oblikuju lijevanjem. Lijevanje je danas u velikoj mjeri poznat, vrlo konkurentan i efikasan proizvodni proces za izradu metalnih predmeta različitih oblika, veličina i kompleksnosti čija kvaliteta udovoljava zahtjevima suvremenog tržišta. Glavni cilj ljevača je postizanje konzistentne visoke kvalitete i zahtijevanih svojstava odljevaka uz što je moguće niže proizvodne troškove. Međutim, lijevanje metala je vrlo kompleksan proces i često može rezultirati neočekivanim rezultatima jer obuhvaća vrlo velik broj varijabli koje se moraju strogo kontrolirati. Kvaliteta uložnih materijala, proces taljenja i obrade taljevine, metalurško stanje taljevine, čistoća taljevine, temperatura i brzina lijevanja, kvaliteta kalupa, uljevni sustav i sustav napajanja odljevka itd. samo su jedan dio iz velikog skupa varijabli koje utječu na konačnu kvalitetu i svojstva odljevaka. Iz prakse je poznato da većina grešaka na odljevcima potječe od nepravilno konstruiranog i postavljenog uljevnog sustava i sustava napajanja. Turbulentno strujanje taljevine, erozija kalupa i uključci u odljevku, deformacija odljevka, nepovoljni temperaturni gradijenti u kalupu itd. samo su neki od problema koji nastaju uslijed neadekvatnog uljevnog sustava. Nedovoljan broj i nepravilno dimenzioniranje i postavljenje pojila rezultira nastankom usahlina (šupljina) i poroznosti u odljevku. U većini slučajeva navedene greške rezultiraju odbacivanjem odljevka. Pored uljevnog sustava i sustava napajanja, kvaliteta i svojstva odljevka u znatnoj mjeri ovise o kvaliteti i strukturi uložnog materijala za agregat u kojem se proizvodi taljevina željenog kemijskog sastava. To je posebno izraženo u ljevaonicama sivog, vermikularnog i nodularnog lijeva. Iz prethodno navedenog može se zaključiti da su pravilno konstruiranje i dimenzioniranje uljevnog sustava i sustava napajanja te proračun sastava uloška važni faktori za postizanje visoke kvalitete odljevaka i smanjenja udjela neispravnih odljevaka. Stoga, u okviru ovog nastavnog teksta čitatelj se može upoznati s postupkom dimenzioniranja uljevnog sustava i sustava napajanja te proračunom uloška za kupolnu i indukcijsku peć. Najprije se u okviru teorijskog dijela razmatraju komponente i vrste uljevnih sustava te zakonitosti koje se primjenjuju pri njihovom konstruiranju i dimenzioniranju, a potom osnovne karakteristike skrućivanja legura, volumne promjene tijekom skrućivanja te zakonitosti koje se primjenjuju pri konstruiranju i dimenzioniranju sustava napajanja. Nakon prikaza potrebnih stavki koje mora imati svaka razrada tehnološkog postupka izrade jednokratnog kalupa, sažeto su navedene zakonitosti na kojima se zasniva proračun uloška za talioničke agregate. U drugom dijelu nastavnog teksta, na konkretnim primjerima, kroz 28 riješenih zadataka prikazano je konstruiranje i dimenzioniranje uljevnog sustava i sustava napajanja te razrada tehnološkog postupka izrade jednokratnog kalupa i proračun uloška za kupolnu i indukcijsku peć. Podaci u ovom nastavnom tekstu mogu se primijeniti na veliki broj različitih legura i oblika odljevaka. Ovaj tekst je namijenjen kao nastavni materijal za izvođenje vježbi iz predmeta „Osnove lijevanja metala“ na sveučilišnom studiju metalurgije na Metalurškom fakultetu, ali sadrži i niz korisnih informacija koje mogu poslužiti svim stručnjacima koji se na bilo koji način bave ljevarstvom. 1 2. ULJEVNI SUSTAVI Uljevni sustav je mreža kanala preko kojih taljevina ulazi u kalup i ispunjava kalupnu šupljinu. Pravilno konstruiran uljevni sustav mora zadovoljiti niz kriterija: • • • • • • • • • • brzo popunjavanje kalupne šupljine, minimalizacija turbulencije, izbjegavanje erozije kalupa i jezgara, uklanjanje troske, metalnih oksida i uključaka prije ulaza u kalupnu šupljinu, spriječiti zahvaćanje zraka i ukloniti plinove iz kalupne šupljine, izbjegavanje distorzije (deformacije) odljevaka, stvaranje pogodnih toplinskih gradijenata, omogućiti proizvodnju odljevaka uz korištenje minimalne količine metala (maksimalni izvadak), ekonomičnost uklanjanja uljevnog sustava, kompatibilnost s postojećim načinom kalupovanja i lijevanja. Brzo popunjavanje kalupa važno je iz nekoliko razloga. Gubitak topline tekućeg metala tijekom punjenja kalupa (posebno kod tankostjenih odljevka) može rezultirati prijevremenim skrućivanjem, nastajanjem površinskih grešaka (npr. hladni zavari) ili nepotpunim popunjavanjem presjeka (stjenki odljevka). Pregrijavanjem taljevine povećava se tečljivost (sposobnost tečenja, livljivost) i sprječava prijevremeno skrućivanje. Međutim, prekomjerno pregrijavanje povećava opasnost od naplinjenja taljevine i povećava toplinsko opterećenje kalupa. Vrijeme punjenje kalupa potrebno je održavati kraćim od vremena izrade kalupa na automatskim linijama za izradu kalupa da bi se povećala produktivnost. Minimalizacija turbulencije. Turbulentno punjenje i tečenje u uljevnom sustavu i kalupnoj šupljini može povećati mehaničko i toplinsko opterećenje kalupa. Još veću opasnost predstavlja nastajanje grešaka na odljevcima. Turbulentnim strujanjem taljevine povećava se opasnost od zahvaćanja plinova. Plinovi zahvaćeni tekućim metalom u konačnici mogu rezultirati greškama na odljevcima (plinska poroznost ili mjehuravost). Osim toga, plinovi mogu reagirati s tekućim metalom (taljevinom) što može dovesti do stvaranja troske i uključaka u odljevcima. Turbulentno tečenje povećava površinu tekućeg metala koji je izložen zraku unutar uljevnog sustava. Osjetljivost različitih ljevačkih legura na oksidaciju značajno varira. Najvišu osjetljivost na oksidaciju pokazuju legure aluminija te legure magnezija. Kod ovih legura turbulencije mogu dovesti do stvaranja značajnog oksidnog filma koji može biti zahvaćen tekućim metalom, što često uzrokuje neprihvatljive greške i rezultira odbacivanjem (škartiranjem) odljevka. Tijekom punjenja kalupa, stacionarno tečenje taljevine u uljevnom sustavu mora se uspostaviti što je moguće prije. Izbjegavanje erozije kalupa i jezgara. Visoka brzina tečenja ili nepravilno usmjereno tečenje naspram površine kalupa (ili jezgre) može rezultirati greškama na odljevcima (uključcima) zbog erozije površine kalupa i zahvaćanja izdvojenih čestica tekućim metalom. Uljevni sustav mora omogućiti uklanjanje troske, metalnih oksida i uključaka prije no što uđu u kalupnu šupljinu i završe u odljevku. Osim uključaka koji mogu nastati unutar 2 kalupne šupljine, potrebno je ukloniti i uključke koji potječu od vanjskih faktora (npr. pećna troska, čestice vatrostalne obloge livnog lonca itd.). Zbog toga uljevni sustav mora biti tako konstruiran i dimenzioniran da omogući dovoljno vremena za isplivavanje (izdvajanje) uključaka iz mlaza taljevine prije no što uđu u kalupnu šupljinu. Uklanjanje uključaka može se efikasno provesti ugradnjom adekvatnih filtara u uljevni sustav. Izbjegavanje distorzije (deformacije) odljevaka posebno je važno kod proizvodnje tankostjenih odljevaka, kod kojih nejednolična raspodjela topline nakon popunjavanja kalupne šupljine može rezultirati nepovoljnim slijedom skrućivanja i deformacijom odljevka. Osim toga, stezanje metala u uljevnom sustavu tijekom njegovog skrućivanja može rezultirati istezanjem (povlačenjem) stjenki odljevka tijekom skrućivanja, što može dovesti do nastanka toplih pukotina i deformacije. Stvaranje pogodnih toplinskih gradijenata. Budući da je posljednja taljevina koja ulazi u kalupnu šupljinu najtoplija, obično je pogodno uvesti tu taljevinu u onaj dio odljevka za koji se očekuje da će posljednji skrutnuti. Jedan od načina da se to ostvari je da se taljevina iz uljevnog sustava usmjeri u pojilo, iz kojeg potom taljevina ulazi u kalupnu šupljinu. Općenito gledano, pojilo je tako dimenzionirano da posljednje skrućuje u kalupu. Zbog toga prethodno navedeni tok taljevine (uljevni sustav – pojilo – odljevak) promovira usmjereno skrućivanje od odljevka prema pojilu. Ako se uljevni sustav ne može konstruirati tako da osigura pogodne toplinske gradijente, mora se obrati pažnja da se konstruira tako da ne uzrokuje nepovoljne toplinske gradijente. To često uključuje uvođenje taljevine u kalupnu šupljinu kroz više ušća tako da ni jedno mjesto ne predstavlja toplinski čvor. Nakon hlađenja do sobne temperature, uljevni sustav i pojila uklanjanju se sa odljevka i vraćaju ponovo u proces kao povratni materijal (za ponovno pretaljivanje). Proizvodni troškovi mogu se značajno smanjiti ako se minimalizira količina metala u uljevnom sustavu i pojilima. Na taj način postiže se maksimalni izvadak i povećava produktivnost ljevaonice. Može se zaključiti da se uljevni sustav mora tako konstruirati i dimenzionirati da omogući proizvodnju ispravnih odljevka, uz što je moguće manju količinu metala u uljevnom sustavu. Ekonomičnost uklanjanja uljevnog sustava. Troškovi čišćenja i završne obrade odljevaka mogu se smanjiti ako se minimalizira broj i veličina ušća te vratova pojila povezanih sa odljevkom. Zbog toga, pogodno je uvesti taljevinu u kalupnu šupljinu kroz pojilo, jer vrat pojila može preuzeti ulogu ušća. Kompatibilnost s postojećim načinom kalupovanja i lijevanja. Moderni visokoučinski strojevi za izradu kalupa i automatizirani sustavi za lijevanje često značajno ograničavaju fleksibilnost u pogledu mjesta postavljanja i oblika uljevne čaše te spusta preko kojih se taljevina uvodi u kalup. Često ovakvi sustavi postavljanju određena ograničenja na brzinu lijevanja. 3 2.1 Osnovne komponente uljevnog sustava Osnovne komponente uljevnog sustava su (slika 2.1): • • • • • • uljevna čaša, spust, podnožje spusta, razvodnik, ušće (ušća), odzračnik (odzračnici). Slika 2.1. Osnovne komponente uljevnog sustava (kalup s horizontalnom diobenom ravninom). G – gornja polovica kalupa, D – donja polovica kalupa Sve navedene komponente uljevnog sustava međusobno su povezane primjenom specifičnih pravila i proračunatih omjera. Uljevni sustav može sadržavati i elemente koji osiguravaju napajanje odljevka (pojila), tj. pritjecanje taljevine i nakon završetka punjenja kalupne šupljine (za vrijeme skrućivanja odljevka) da bi se izbjegle greške uslijed stezanja metala. Radi poboljšanja čistoće taljevine prije ulaska u kalupnu šupljinu, odnosno uklanjanja nečistoća, u uljevni sustav mogu se inkorporirati filtri. 4 2.1.1 Uljevna čaša Uljevna čaša je prvi dio uljevnog sustava preko kojeg se uvodi taljevina u ostale dijelove sustava. Ona predstavlja rezervoar taljevine tijekom lijevanja, održavajući uljevni sustav tijekom cijelog lijevanja punim, sprječava rasprskavanje taljevine pri izlijevanju iz lonca te sprječava nasisavanje zraka i plinova, kao i ulaz troske u spust i ostale dijelove uljevnog sustava. Dubina uljevne čaše mora biti 3 - 4 puta veća od promjera spusta kako se iznad spusta ne bi pojavio vrtlog koji uvlači zrak i trosku s površine taljevine. Prema obliku, uljevna čaša može biti koritasta i ljevkasta (slika 2.2). a) b) Slika 2.2. Koritasta uljevna čaša (a), uljevni sustav s ljevkastom uljevnom čašom (b) Koritasta uljevna čaša omogućuje izdvajanje metalnih oksida i troske iz taljevine prije ulaza u ostale dijelove uljevnog sustava zbog njihove manje specifične težine u odnosu na taljevinu. Prilikom lijevanja taljevina se ulijeva u dio uljevne čaše koji ima veću dubinu (slika 2.1 i 2.2a), odnosno na suprotnoj strani od otvora spusta, a greben (prijelaz s dubljeg na plići dio uljevne čaše) koji se nalazi na dnu čaše olakšava izdvajanje nemetalnih uključaka iz taljevine. Koritastu čašu potrebno je uvijek držati punom. Obzirom da je površina uljevne čaše veća od površine poprečnog presjeka spusta, brzina kretanja taljevine u čaši je relativno niska, što pomaže izdvajanje uključaka i troske. Kada se lijevaju legure koje se sklone stvaranju oksida, primjenjuje se pregrada u koritastoj uljevnoj čaši, što doprinosi zadržavanju troske (slika 2.2a, dolje). Ljevkasta čaša ne ispunjava funkcije koje ima koritasta čaša i služi jedino da operateru olakša direktno lijevanje taljevine. Volumen čaše može se odrediti pomoću slijedećeg izraza: Vč = k m tρ (2.1) gdje je: Vč – volumen čaše (dm3), k - koeficijent koji ovisi o masi taljevine u kalupu (k = 1,5 – 2,0 za ljevkastu uljevnu čašu, odnosno k = 3 – 8 za koritastu uljevnu čašu (tablica 2.1), m – masa taljevine u kalupu (kg), t – vrijeme lijevanja (s), ρ – gustoća taljevine (kg/dm3). 5 Tablica 2.1. Vrijednost koeficijenta k ovisno o masi taljevine u kalupu (za koritastu uljevnu čašu) Masa taljevine, kg k do 100 100 - 500 500 - 1000 1000 - 5000 3 4 6 7,5 5000 10000 8 2.1.2 Spust Spust je vertikalni kanal kružnog poprečnog presjeka putem kojeg se taljevina iz uljevne čaše transportira prema razvodniku i potom prema ušćima. Pravilno konstruiran spust sužava se prema dolje, slično obliku mlaza fluida pri slobodnom padu (slika 2.3a). Takvim oblikom spusta smanjuju se turbulencije i mogućnost usisavanja zraka. Ako se presjek spusta ne sužava prema dolje, taljevina nasisava plinove zbog stvaranja područja niskog tlaka (slika 2.3b). Osim toga, tok taljevine je neujednačen i turbulentan, pogotovo kada mlaz taljevine dostigne osnovu spusta (podnožje spusta). a) b) Slika 2.3. Shematski prikaz toka taljevine u spustu koji se sužava prema dolje (a) i ravnom spustu (b) Na dnu spusta obično se nalazi podnožje spusta (slika 2.4) čija je uloga smanjenje turbulencije i tendencije ka usisavanju zraka. Slika 2.4. Podnožje spusta i karakteristične dimenzije 6 Podnožje spusta najčešće je kružnog poprečnog presjeka. Površina poprečnog presjeka podnožja spusta (Aps, slika 2.4) treba biti ~ 5 puta veća od površine poprečnog presjeka spusta na njegovom dnu (Asd). Visina podnožja spusta (hps, slika 2.4) treba biti ~ 2 puta veća od visine razvodnika (hr). 2.1.3 Razvodnik Razvodnik prihvaća i umiruje taljevinu iz spusta, omogućuje izdvajanje uključaka i metalnih oksida (isplivavaju na površinu taljevine i zadržavaju se u gornjem dijelu razvodnika) te usmjerava taljevinu u ušća. Razvodnik i uljevna čaša jedine su komponente u uljevnom sustavu, osim filtra, koje mogu spriječiti ulazak uključaka i metalnih oksida u kalupnu šupljinu. Na slici 2.5 prikazani su različiti oblici poprečnog presjeka razvodnika. Najviše se upotrebljavaju razvodnici trapeznog i pravokutnog poprečnog presjeka kod kojih je visina veća od širine, jer se time omogućuje izdvajanje troske i nečistoća iz taljevine. Slika 2.5. Shematski prikaz mogućih poprečnih presjeka razvodnika Kod lijevanja u kalupe s horizontalnom diobenom ravninom, razvodnik se postavlja vodoravno u donju ili gornju polovicu kalupa, što ovisi o vrsti uljevnog sustava. Uljevni sustav može imati jedan ili više razvodnika, što ovisi o veličini, obliku i broju odljevaka u kalupu. Razvodnici moraju biti tako konstruirani da se izbjegnu nagle promjene smjera tečenja taljevine jer uzrokuju stvaranje zona niskog tlaka i usisavanje zraka. 2.1.4 Ušće Ušće (ušća) predstavljaju završni element uljevog sustava i povezuju razvodnik s kalupnom šupljinom. Dimenzije i oblik ušća treba prilagoditi debljini stjenke odljevka. Ukoliko se uljevni sustav odstranjuje odlamanjem, debljina ušća ne smije preći 60 – 70 % debljine stjenke odljevka, kako se odljevak ne bi zalomio pri odstranjivanju uljevnog sustava. Ako se uljevni sustav odstranjuje rezanjem, debljina ušća može biti ista ili čak veća od debljine stjenke odljevka. Na slici 2.6 prikazani su različiti poprečni presjeci ušća. 7 Slika 2.6. Shematski prikaz mogućih poprečnih presjeka ušća Najčešće se upotrebljavaju ušća pravokutnog poprečnog presjeka. Erozija kalupa je najmanja u slučaju primjene ušća polukružnog poprečnog presjeka. Međutim, negativna strana ovih ušća je pojava turbulencija. Ušća se postavljaju tako da se osigura pravilno i ravnomjerno punjenje kalupne šupljine taljevinom. 2.2 Vrste uljevnih sustava Obzirom na tehniku izrade kalupa, odnosno diobenu ravninu, uljevni sustavi mogu se podijeliti na horizontalne i vertikalne. Horizontalni uljevni sustavi češći su u praksi. Vertikalni uljevni sustavi primjenjuju se kod automatskih linija za izradu kalupa s vertikalnom diobenom ravninom (npr. Disamatic®linije). Prema položaju ušća, uljevni sustavi mogu se klasificirati u tri osnovne grupe: • • • direktni uljevni sustavi sa ušćem odozgo, indirektni uljevni sustavi sa ušćem na diobenoj ravnini (ulijevanje sa strane), uljevni sustavi sa ušćem odozdo. Direktni uljevni sustav (slika 2.7) omogućuje brzo lijevanje, pravilno skrućivanje odljevka, kao i postepeno hlađenje (pozitivan temperaturni gradijent). Ovaj način lijevanja teško se primjenjuje kod velikih odljevaka. Zbog velike brzine, dolazi do udara taljevine i snažnog erozivnog djelovanja u kalupu, raspršivanja mlaza i stvaranja grešaka u obliku hladnih kapi. Direktni uljevni sustav s klinastim ušćem primjenjuje se za lijevanje odljevaka s vrlo tankim stjenkama, gdje se zahtijeva velika brzina lijevanja (slika 2.7, desno). Indirektni uljevni sustav često se primjenjuje jer to najčešće uvjetuje konfiguracija odljevka i jednostavnost kalupovanja (slika 2.8). U pogledu slijeda skrućivanja uvjeti su nešto složeniji i ovise o obliku odljevka i razmještaju pojila. Često se primjenjuje više ušća da bi se 8 postigla povoljnija raspodjela temperature. Ušća se postavljaju pod kutom od 90° u odnosu na razvodnik. Slika 2.7. Direktni uljevni sustav sa ušćem odozgo a) b) Slika 2.8. Indirektni uljevni sustavi: a) ulijevanje kroz razvodnik i ušća, b) ulijevanje kroz pojilo Uljevni sustav sa ušćem odozdo rjeđe se primjenjuje jer to zahtijeva kompleksniji način kalupovanja (slika 2.9). Ovaj sustav odlikuje se mirnijim načinom punjenja kalupne šupljine ali i neprirodnim slijedom skrućivanja, što zahtijeva veća pojila. Zbog mirnog ulaza taljevine u kalupnu šupljinu, ovaj uljevni sustav je pogodan za lijevanje metala koji su osjetljivi na oksidaciju. Slika 2.9. Uljevni sustav sa ušćem odozdo 9 Prema položaju kritičnog presjeka (najmanji poprečni presjek u uljevnom sustavu), uljevni sustavi se klasificiraju u dvije osnovne skupine: • • tlačni uljevni sustavi ili sustavi s prigušenjem. Po obliku su konvergentni jer se presjeci kanala sužavaju od spusta prema kalupnoj šupljini. Vrijedi odnos As > Ar > Au, gdje je: As - površina poprečnog presjeka spusta, Ar - površina poprečnog presjeka razvodnika, Au - površina poprečnog presjeka ušća (slika 2.10a), semitlačni uljevni sustavi ili uljevni sustavi bez prigušenja. Po obliku su divergentni jer se u smjeru toka taljevine šire, pa za njih vrijedi odnos: As < Ar < Au (slika 2.10b). a) b) Slika 2.10. Vrste uljevnih sustava: a) tlačni uljevni sustav, b) semitlačni uljevni sustav. Kalupi s horizontalnom diobenom ravninom. (G – gornja polovica kalupa, D – donja polovica kalupa, As – površina poprečnog presjeka spusta, Ar - površina poprečnog presjeka razvodnika, Au -površina poprečnog presjeka ušća) Dio uljevnog sustava koji ima najmanji poprečni presjek određuje brzinu strujanja taljevine u sustavu, odnosno vrijeme punjenja kalupa i naziva se kritični presjek ili prigušenje. Kod tlačnih uljevnih sustava kritični presjek je presjek ušća (slika 2.10a), dok kod semitlačnih uljevnih sustava to može biti presjek na izlazu iz spusta (slika 2.10b) ili presjek razvodnika u blizini spusta (spoj sa podnožjem spusta). Kod tlačnih uljevnih sustava razvodnik se smješta u gornju polovicu kalupa, a ušća u donju ili gornju polovicu kalupa (ispod ili iznad diobene ravnine kalupa), s tim da donja stranica (dno) ušća i razvodnika moraju biti u istom nivou (u istoj horizontalnoj ravnini) (slika 2.11). Kod semitlačnih uljevnih sustava razvodnik je smješten u donjoj polovici kalupa ispod diobene ravnine, a ušća u gornjoj polovici kalupa na diobenoj ravnini (slika 2.12). Time se smanjuje mogućnost ulaska troske i nečistoća u ušća. Slika 2.11. Nepravilan i pravilni načini povezivanja razvodnika i ušća u tlačnom uljevnom sustavu (R – razvodnik, U – ušće) 10 Slika 2.12. Pravilan i nepravilan spoj razvodnika i ušća u semitlačnom uljevnom sustavu Najvažnije karakteristike uljevnog sustava s prigušenjem su: • • • • • • svi dijelovi uljevnog sustava su puni tijekom lijevanja, uljevni sustav tijekom cijelog lijevanja je pod tlakom većim od atmosferskog, ako ima više ušća na jednom razvodniku, kroz svako ušće prolazi približno jednaka količina taljevine (pod uvjetom da imaju jednake površine poprečnog presjeka), masa taljevine u uljevnom sustavu je manja u usporedbi sa uljevnim sustavom bez prigušenja, tj. postiže se veće iskorištenje taljevine, zbog velike brzine strujanja taljevine u ušću može se dogoditi rasprskavanje i oksidacija taljevine te stvaranje vrtloga oko ušća (u sredini vrtloga obično se izdvajaju nečistoće i stvaraju uključci), uklanjanje uljevnog sustava sa odljevka zahtijeva manje rada i kraće brušenje na mjestu dodira ušća i odljevka u odnosu na uljevni sustav bez prigušenja. Najvažnije karakteristike uljevnog sustava bez prigušenja su: • • • • zbog velike površine poprečnog presjeka ušća, taljevina ulazi u kalupnu šupljinu s malom brzinom, pa je manja vjerojatnost rasprskavanja, oksidacije taljevine i stvaranja vrtloga oko ušća, odnosno u kalupnoj šupljini, kinetička energija duž razvodnika brzo opada, zbog čega ne protječe jednaka količina taljevine kroz svako ušće. Ovaj nedostatak može se eliminirati prikladnom konstrukcijom razvodnika: presjek razvodnika sužava se u smjeru tečenja taljevine poslije svakog ušća za površinu poprečnog presjeka ušća (slika 2.10b), uljevni sustav nije uvijek pun. Da bi svi dijelovi sustava bili uvijek puni razvodnik treba postaviti u donji dio kalupa, a ušća u gornji dio kalupa (slika 2.10b), masa taljevine u ovom uljevnom sustavu je veća nego u uljevnom sustavu s prigušenjem, zbog čega je iskorištenje taljevine manje. Kod sivog i tempernog lijeva obično se primjenjuje uljevni sustav s prigušenjem, a kod legura lakih metala uljevni sustav bez prigušenja jer su te legure osjetljive na veliku brzinu strujanja taljevine u ušću, stvaranje oksida i vrloga (turbulencije). Kod čeličnog i nodularnog lijeva, te kod legura teških obojenih metala upotrebljava se i jedan i drugi sustav, prema konkretnim uvjetima. Semitlačni uljevni sustav primjenjuje se u slučaju lijevanja većeg broja malih odljevaka u jednom kalupu, kada je nepraktična primjena prigušenja (kritičnog presjeka) na svakom pojedinačnom odljevku, kada su dimenzije kritičnog presjeka vrlo male, odnosno vrlo zahtjevne obzirom na tehniku izrade kalupa i temperaturu lijevanja. 11 U uljevnim sustavima s prigušenjem obično se primjenjuju slijedeći omjeri površine poprečnog presjeka spusta As, razvodnika Ar i ušća Au: As : Ar : Au = 2 : 1,5 : 1 As : Ar : Au = 1,4 : 1,2 : 1 (2.2) As : Ar : Au = 1,2 : 1,1 : 1 Kritični presjek je presjek ušća koji se mora prvo odrediti, a onda se u skladu s danim razmjerima određuju presjeci spusta i razvodnika. U sustavima bez prigušenja obično se primjenjuju slijedeći omjeri: As : Ar : Au = 1 : 2 : 2 As : Ar : Au = 1 : 3 : 3 (2.3) As : Ar : Au = 1 : 4 : 4 As : Ar : Au = 1 : 6 : 6 Kritični presjek je izlaz iz koničnog dijela spusta (dno spusta) koji se mora prvo odrediti, a onda se u skladu s danim razmjerima određuju površine poprečnog presjeka razvodnika i ušća. Uljevni sustav sa omjerom As : Ar : Au = 1 : 2 : 2 često se susreće u ljevaonicama čelika. 2.3 Dimenzioniranje uljevnog sustava Prije no što se izračunaju dimenzije pojedinih komponenti uljevnog sustava, potrebno je odabrati tip uljevnog sustava (tlačni ili semitlačni). Uljevni sustav se dimenzionira počevši od dijela koji ima najmanji poprečni presjek, tzv. kritični presjek, koji određuje brzinu strujanja u uljevnom sustavu. Vrijeme punjenja kalupne šupljine također ovisi o kritičnom presjeku. Za pravilno dimenzioniranje uljevnog sustava potrebno je poznavati nekoliko temeljnih principa dinamike fluida. 2.3.1 Primjena Bernoullijevog zakona Uljevni sustav možemo promatrati kao posudu iz koje istječe taljevina. Brzina istjecanja tekućine može se odrediti primjenom Bernoullijevog zakona koji je u biti poseban oblik zakona o održanju energije. Prema Bernoullijevom zakonu, u svakoj točci punog sustava ukupna energija je konstantna, odnosno zbroj potencijalne energije, kinetičke energije i energije tlaka u svim presjecima je konstantan: h+ v2 p + = konst. 2g ρ gdje je: h – visina, v – brzina, g – gravitacijsko ubrzanje, p – tlak i ρ – gustoća. 12 (2.4) Primjenom Bernoullijevog teorema na presjek 1 (nivo taljevine u čaši, slika 2.13) i na presjek 2 (nivo ušća) u tlačnom uljevnom sustavu može se napisati slijedeća jednadžba: Slika 2.13. Primjena Bernoullijevog zakona na uljevni sustav v12 p1 v 22 p 2 h1 + + = h2 + + 2g ρ 2g ρ (2.5) gdje je: h1 – visina taljevine u uljevnoj čaši u odnosu na referentni nivo, v1 – brzina taljevine u uljevnoj čaši, g – gravitacijsko ubrzanje, p1 – tlak na površini taljevine u uljevnoj čaši, ρ – gustoća taljevine, h2 – visina ušća u odnosu na referentni nivo, v2 – brzina taljevine u ušću, p2 – tlak taljevine u ušću. Na površini taljevine u čaši i u ušću djeluje atmosferski tlak, zbog čega je p1 = p2. Površina presjeka čaše je daleko veća od površine presjeka ušća, zbog čega je brzina strujanja u čaši, v1, vrlo mala u odnosu na brzinu strujanja u ušću, tako da se može zanemariti (v1 = 0). Uzevši to u obzir, jednadžba (2.5) može se napisati u slijedećem obliku: v 22 h1 = h2 + 2g (2.6) Daljnjim sređivanjem jednadžbe (2.6) i uvrštavanjem H = h1 – h2 dobiva se poznata Torricellijeva formula za brzinu istjecanja idealnih fluida: v 2 = 2 gH (2.7) gdje je: v2 – brzina istjecanja, odnosno brzina taljevine u ušću (cm/s), a H – vertikalna udaljenost između nivoa taljevine u uljevnoj čaši i nivoa ušća. Stvarna brzina istjecanja taljevine u ušću uvijek je manja od vrijednosti određene jednadžbom (2.7) zbog energetskih gubitaka koji nastaju uslijed unutarnjeg trenja u uljevnom sustavu. Iz tog razloga uvodi se koeficijent brzine istjecanja μ: v 2 = μ 2 gH (2.8) Vrijednost koeficijenta μ ovisi o vrsti lijeva, odnosno koeficijentu viskoznosti taljevine, temperaturi taljevine, te obliku i konstrukciji uljevnog sustava (broj promjena 13 pravca kretanja taljevine). Vrijednost ovog koeficijenta određuje se iz dijagrama konstruiranih za dani fluid u zavisnosti od gore navedenih faktora. Vrijednosti koeficijenta brzine istjecanja μ za sivi lijev za razne načine ulijevanja i temperature taljevine mogu se odrediti sa slike 2.14. Slika 2.14. Ovisnost koeficijenta brzine istjecanja taljevine (μ) sivog lijeva o temperaturi taljevine i načinu lijevanja (prema A. Holzmülleru) Za brzo određivanje brzine protjecanja taljevine pri različitim načinima lijevanja i vrijednostima koeficijenta brzine istjecanja te visine H mogu se konstruirati dijagrami. Primjeri takvih dijagrama za sivi lijev prikazani su na slikama 2.15 i 2.16. Slika 2.15. Brzina istjecanja taljevine sivog lijeva u ovisnosti o temperaturi taljevine i načinu lijevanja (1 – lijevanje sa strane (jedna promjena smjera); 2 – lijevanje odozdo) za različite vrijednosti koeficijenta brzine istjecanja μ 14 Slika 2.16. Brzina istjecanja taljevine sivog lijeva u ovisnosti o temperaturi taljevine i načinu lijevanja (1 – lijevanje odozgo; 2 – lijevanje sa strane (više promjena smjera)) za različite vrijednosti koeficijenta brzine istjecanja μ 2.3.2 Primjena zakona o kontinuitetu strujanja Prema zakonu o kontinuitetu strujanja, u sustavu s nepropusnim stjenkama koji je ispunjen nestlačivom tekućinom, intenzitet strujanja (Q) je konstantan u svim točkama sustava: Q = A1v1 = A2v2 = konst. (2.9) U jednadžbi (2.9) Q predstavlja protok, odnosno intenzitet strujanja (m3/s), A1 i A2 su površine poprečnog presjeka kanala u točki 1, odnosno točki 2 (m2) (slika 2.17), a v1 i v2 su brzine strujanja fluida u točki 1, odnosno točki 2 (m/s2). Slika 2.17. Brzina toka taljevine kroz kanal s različitim površinama poprečnog presjeka (zakon o kontinuitetu strujanja) Volumen tekućine koji protječe u jedinici vremena kroz bilo koji presjek u sustavu je konstantan. To znači da brzina tekućine raste sa smanjenjem površine poprečnog presjeka i obrnuto. Zakon o kontinuitetu strujanja primjenjuje se pri dimenzioniranju spusta koji se sužava prema dolje (u smjeru tečenja taljevine, slika 2.3a). Pri određivanju površine 15 poprečnog presjeka spusta na gornjem kraju (Asg) (na dnu čaše) polazi se od toga da za isto vrijeme treba ista količina taljevine proteći na gornjem i na donjem kraju spusta. Primjenom jednadžbe kontinuiteta za presjeke na vrhu (Asg) i dnu spusta (Asd) dobiva se: Qsg = Asgvsg ; Qsd = Asdvsd (2.10) Qsg = Qsd gdje je: Qsg - protok taljevine kroz presjek Asg, vsg - brzina protjecanja taljevine kroz presjek Asg, Asg - površina poprečnog presjeka spusta na dnu čaše, Qsd - protok taljevine kroz presjek Asd, vsd - brzina protjecanja taljevine kroz presjek Asd, Asd - površina poprečnog presjeka spusta na donjem kraju. Ako se brzine taljevine u jednadžbi (2.10) izraze pomoću jednadžbe (2.8), visina taljevine u uljevnoj čaši označi sa h, a vertikalna udaljenost između nivoa taljevine u čaši i razine kritičnog presjeka sa H (slika 2.18), može se doći do izraza za određivanje površine poprečnog presjeka spusta na gornjem kraju (Asg): Slika 2.18. Shematski prikaz pojednostavljenog tlačnog uljevnog sustava Asg 2 gh = Asd 2 gH Asg = Asd H h (2.11) Spust koji se sužava prema dolje (u pravcu toka taljevine) sprječava nasisavanje zraka i pojavu turbulencije. Međutim, ovakav tip spusta nije prihvatljiv kod mnogih tipova visokoučinskih strojeva za izradu kalupa jer onemogućuje izvlačenje modela iz kalupa (spust bi se trebao proširivati u smjeru diobene ravnine kalupa). Zbog toga se često primjenjuje ravni spust, s tim da se na dnu spusta ili u razvodniku u blizini spusta načini odgovarajuće prigušenje (suženje) (slika 2.19) kojim se osigurava da padajući mlaz taljevine ispuni spust po čitavom presjeku. 16 a) b) Slika 2.19. Formiranje prigušenja (suženja) u ravnom spustu radi aproksimacije tečenja taljevine u spustu koji se sužava prema dolje (u pravcu toka taljevine, tj. prema diobenoj ravnini): a) prigušenje na dnu spusta, b) prigušenje u razvodniku 2.3.3 Učinci momenta Prema prvom Newtonovom zakonu suma sila koje djeluju na neko tijelo koje se nalazi u stanju mirovanja ili gibanja konstantnom brzinom je nula. Drugim riječima, tijelo koje se nalazi u stanju mirovanja ili se giba konstantnom brzinom ostati će u tom stanju sve dok vanjska sila ne djeluje na njega. To znači da će npr. taljevina u razvodniku koja se giba (teče) konstantnom brzinom nastaviti s tim tokom u danom smjeru sve dok vanjska sila ne djeluje na nju i promjeni joj smjer ili brzinu ili oboje. Prema drugom Newtonovom zakonu masa je svojstvo materijala. Sila ili težina nisu svojstva materijala. Ovaj zakon ne nalazi direktnu primjenu u proračunu (dimenzioniranju) uljevnog sustava, već u samom funkcioniranju uljevnog sustava. Npr. na početku lijevanja u tlačnom uljevnom sustavu, taljevina u razvodniku gibati će se konstantnom brzinom sve dok ne dosegne završetak razvodnika. U toj točci dolazi do nagle deceleracije, što rezultira smanjenjem brzine na nulu. Prema tome, nastala sila uzrokuje tok u suprotnom smjeru (slika 2.20), što u konačnici rezultira visokom turbulencijom i mogućim unošenjem troske i nečistoća u ušća jer je prva taljevina značajnije oksidirana te sadrži čestice troske i razne nečistoće. Slika 2.20. Povratni tok taljevine i stvaranje turbulencija na početku lijevanja u tlačnom uljevnom sustavu zbog nepravilne konstrukcije razvodnika 17 Prethodno opisani problem može se riješiti pravilnom konstrukcijom razvodnika. Ako razvodnik ima dovoljnu dužinu nakon zadnjeg ušća (produžetak razvodnika, slike 2.1 i 2.2b), zbog djelovanja momenta prva taljevina prolazi mimo ušća i završava u produžetku razvodnika. Isti princip primjenjuje se i kod semitlačnih uljevnih sustava. U tom slučaju ušća će se puniti čišćom taljevinom koja slijedi iza početnog mlaza. Kod tlačnih uljevnih sustava završetak razvodnika, odnosno produžetak od zadnjeg ušća do kraja razvodnika, mora se stanjivati prema kraju tako da poprimi oblik klina (slika 2.21a). Time se minimalizira turbulencija i mogućnost unošenja troske i nečistoća u ušća. U slučaju ograničenog prostora u kalupu (nedostatan produžetak razvodnika nakon zadnjeg ušća) može se dodati tzv. „gnijezdo“, odnosno podnožje ispod razvodnika na njegovom kraju (slika 2.21b). a) b) Slika 2.21. Pravilno konstruiran završetak razvodnika u tlačnom uljevnom sustavu: a) klinasti oblik razvodnika od zadnjeg ušća do završetka razvodnika, b) dodatak tzv.“gnijezda“ na kraju klinastog dijela razvodnika Da bi brzina strujanja ostala konstantna duž čitave dužine razvodnika u semitlačnom uljevnom sustavu, potrebno je održavati jednake tlakove na ušćima (slika 2.22). a) b) Slika 2.22. Nepravilna (a) i pravilna (b) konstrukcija razvodnika u semitlačnom uljevnom sustavu Zbog djelovanja momenta brzina taljevine kod prvog ušća je veća u odnosu na drugo ušće. Kod drugog ušća, brzina u razvodniku smanjuje se kad se dostigne njegov kraj, što 18 rezultira višim tlakom i višim protokom taljevine kroz drugo ušće. Ovaj nedostatak može se ukloniti prikladnom konstrukcijom razvodnika: presjek razvodnika sužava se u smjeru tečenja taljevine poslije svakog ušća za površinu poprečnog presjeka ušća. U analiziranom primjeru na slici 2.22, postavljanjem stepenice na razvodniku nakon prvog ušća (slika 2.22b) izjednačavaju se brzine taljevine i tlakovi kod oba ušća. Isti efekt može se postići i postepenim suženjem poprečnog presjeka razvodnika u smjeru tečenja taljevine. Ispitujući strujanje različitih tekućina u cijevima, Reynolds je došao do zaključka da priroda strujanja viskoznih tekućina ovisi o brzini strujanja, viskozitetu, gustoći i promjeru cijevi. Strujanje tekućine može se karakterizirati izračunavanjem tzv. Reynoldsovog broja: Re = vdρ η (2.12) gdje je: Re – Reynoldsov broj, v – brzina tekućine, d – promjer kanala kroz koji se giba tekućina, ρ – gustoća tekućine, η – dinamički viskozitet tekućine. Ako je Re < 2000 (slika 2.23a) strujanje je laminarno. Molekule tekućine nastoje se ravno gibati u smjeru toka. Slika 2.23. Reynoldsov broj i njegova povezanost s karakterizacijom strujanja: a) Re < 2000 (laminarno strujanje), b) 2000 ≤ Re < 20000 (turbulentno strujanje), c) Re ≥ 20000 (izrazito turbulentno strujanje) 19 U sustavima u kojima je Reynoldsov broj između 2000 i 20000, u određenom opsegu pojaviti će se miješanje i turbulencije (slika 2.23b), s tim da će se na površini mlaza održavati relativno neometan (miran) granični sloj. Ova vrsta turbulentnog tečenja, uobičajena za mnoge uljevne sustave u ljevaonicama, može se smatrati relativno bezopasnom sve dok ne dođe do kidanja površinskog sloja mlaza taljevine, što bi rezultiralo zahvaćanjem zraka. Ako je Re < 20000, strujanje će biti izrazito turbulentno (slika 2.23c). U tom slučaju doći će do kidanja površinskog sloja mlaza taljevine s velikom vjerojatnošću uvlačenja (zahvaćanja) zraka i stvaranja metalnih oksida (troske). U uljevnim sustavima u praksi ne ostvaruje se idealno laminarno strujanje, jer bi u tom slučaju brzina taljevine bila vrlo niska i ne bi se mogao ispuniti kalup prije nego što dođe do skrućivanja taljevine. U većini slučajeva strujanje je miješano, s tim da ne smije doći do kidanja površinskog sloja mlaza taljevine. Treba težiti da laminarna komponenta bude što je moguće više izražena. Pri konstruiranju uljevnog sustava potrebno je izbjeći nagle (oštre) promjene poprečnog presjeka kanala kroz koje protječe taljevina, jer može doći do stvaranja zona niskog tlaka, nasisavanja zraka i pojave turbulencija (slika 2.24). a) b) Slika 2.24. Shematski prikaz stvaranja zona niskog tlaka zbog nagle promjene poprečnog presjeka kanala kroz koje protječe taljevina: a) naglo povećanje poprečnog presjeka kanala, b) naglo smanjenje poprečnog presjeka kanala Problem prikazan na slici 2.24 može se minimalizirati postepenim promjenama poprečnih presjeka kanala. U uljevnim sustavim potrebno je izbjeći nagle (iznenadne) promjene smjera tečenja taljevine, jer mogu rezultirati stvaranjem zona niskog tlaka, nasisavanjem zraka i pojavom turbulencija (slika 2.25a). Navedeni problemi mogu se minimalizirati postepenom promjenom smjera tečenja taljevine. Nagle promjene smjera tečenja taljevine rezultiraju i povećanjem gubitaka uslijed trenja. Sustav s visokim gubicima uslijed trenja zahtijeva viši tlak da bi se održala potrebita brzina strujanja. 20 a) b) Slika 2.25. Shematski prikaz toka taljevine u slučaju nagle promjene smjera tečenja (a) i postepene promjene smjera tečenja (b) 2.3.4 Vrijeme lijevanja Vrijeme lijevanja ovisi o debljini stjenke odljevka, masi odljevka, vrsti legure, vrsti kalupa itd. Dva odljevka jednakih masa, ali različitih oblika, hlade se posve različito. Poznato je da se tankostjeni odljevci brže hlade od debelostjenih, zbog čega se moraju brže lijevati. Za određivanje optimalnog vremena lijevanja postoji više empirijskih izraza. Navedeni su izrazi koji se najčešće primjenjuju u praksi. Prema H. W. Dietertu, vrijeme lijevanja može se odrediti pomoću slijedeće formule: t=s m (2.13) gdje je: t – vrijeme lijevanja (s), s – koeficijent ovisan o debljini stjenke i masi odljevka, m – ukupna masa taljevine u kalupu zajedno s uljevnim sustavom (kg). Vrijednost koeficijenta s može se odrediti iz dijagrama na slici 2.26. U praksi se često primjenjuje i korigirana Dietertova formula koja u većoj mjeri uzima u obzir utjecaj debljine stjenke odljevka: t = 1,4m0,5 + 0,7δm0,5 (2.14) gdje je: t – vrijeme lijevanja (s), m – ukupna masa taljevine u kalupu (kg), a δ – debljina stjenke odljevka (cm). Prema M. G. Hènonu vrijeme lijevanja može se odrediti na osnovi slijedeće formule: t= C vp (2.15) gdje je: t – vrijeme lijevanja (s), C – ukupna visina kalupne šupljine (mm), a vp – najpovoljnija brzina podizanja nivoa taljevine u kalupu (mm/s) (tablica 2.2). 21 Slika 2.26. Vrijednost koeficijenta s ovisno o debljini stjenke odljevka i ukupnoj masi taljevine u kalupu (m) Tablica 2.2. Najpovoljnija brzina podizanja nivoa taljevine u kalupu za sivi, čelični i aluminijski lijev Debljina stjenke, mm <4 4 - 10 10 - 30 > 40 Najpovoljnija brzina podizanja nivoa taljevine, mm/s Sivi lijev Čelični lijev Aluminijski lijev 30 – 100 20 – 30 20 – 30 5 – 20 10 – 20 10 – 20 1–5 8 - 10 8 - 10 - Za odljevke od čeličnog lijeva mase do 15 t preporučuje se slijedeća formula: t = s1 3 δm (2.16) gdje je: s1 – koeficijent čija se vrijednost kreće od 0,9 – 1,45 ovisno o masi odljevka i debljini stjenke, δ – debljina stjenke koja dominira (mm), a m – ukupna masa taljevine u kalupu (kg). Za odljevke od čeličnog lijeva mase preko 15 t, vrijeme lijevanja se određuje prema izrazu Dieterta s tim da se vrijednost koeficijenta s kreće od 0,9 – 2,0. Prema F. Nielsenu vrijeme lijevanja određuje se prema slijedećem izrazu: za sivi lijev: t = 0,32δm0,4 (2.17) za Al-legure: t = 1,6δm0,4 (2.18) gdje je: t – vrijeme lijevanja (s), m – ukupna masa taljevine u kalupu (kg), a δ – debljina stjenke odljevka (mm). 22 U cilju bržeg određivanja vremena lijevanja mogu se na osnovi prethodno navedenih formula konstruirati dijagrami. Na slici 2.27 prikazan je dijagram za određivanje vremena lijevanja odljevaka od sivog i tempernog lijeva, a na slici 2.28 dijagrama za određivanje vremena lijevanja odljevaka od Al-legura. Slika 2.27. Vrijeme lijevanja odljevaka od sivog i tempernog lijeva ovisno o ukupnoj masi taljevine u kalupu (m) i debljini stjenke odljevka (δ) Slika 2.28. Vrijeme lijevanja odljevaka od Al-legura ovisno o ukupnoj masi taljevine u kalupu (m) i debljini stjenke odljevka (δ) 23 2.3.5 Dimenzioniranje kritičnog presjeka Uljevni sustav se dimenzionira počevši od dijela koji ima najmanji poprečni presjek (kritični presjek), koji određuje brzinu strujanja u uljevnom sustavu. Za dimenzioniranje kritičnog presjeka upotrebljava se jednadžba kontinuiteta (jednadžba 2.9) primijenjena na najuži, odnosno kritični presjek (Ak): Qk = Akvk (2.19) gdje je: Qk – intenzitet strujanja kroz kritični presjek (cm3/s), Ak – površina kritičnog presjeka (cm2), a vk – brzina taljevine kroz kritični presjek (cm/s). Intenzitet strujanja kroz kritični presjek (Qk) može se definirati kao omjer volumena taljevine i vremena potrebnog za istjecanje kroz dani presjek (t), a volumen taljevine kao omjer mase (m) i gustoće taljevine (ρ). Na osnovi toga dobiva se slijedeći izraz za određivanje površine kritičnog presjeka: AK = m tρv (2.20) U prethodnom izrazu brzina strujanja taljevine može se odrediti prema Torricellijevoj formuli (jednadžba 2.8) koja uzima u obzir energetske gubitke i računsku visinu (HR) koja proizlazi iz činjenice da se tijekom punjenja kalupne šupljine mijenja visina taljevine u njoj. Ako se kalupna šupljina nalazi djelomično u gornjem dijelu, a djelomično u donjem dijelu kalupa (slika 2.29), onda ne djeluje jednaka visina taljevine tijekom cijelog vremena lijevanja. a) b) c) Slika 2.29. Određivanje računske visine taljevine (HR) ovisno o načinu lijevanja: a) lijevanje sa strane, b) lijevanje odozgo, c) lijevanje odozdo Za vrijeme punjenja kalupne šupljine u donjem dijelu kalupa djeluje visina H, a za vrijeme punjenja kalupne šupljine u gornjem dijelu kalupa visina se smanjuje i na kraju lijevanja djeluje visina H – hog (slika 2.29). Zbog toga se u formulu unosi prosječna, tzv. računska vrijednost visine HR. Računska vrijednost visine može se izračunati prema formuli B. Osanna: HR = H − hog2 2ho (2.21) gdje je: HR – računska visina, H – vertikalna udaljenost od vrha uljevne čaše do razine ušća, hog – visina odljevka u gornjoj polovici kalupa, a ho – ukupna visina odljevka. 24 Navedeni izraz može se dodatno pojednostaviti ovisno o načinu lijevanja. Pri lijevanju odozgo (slika 2.29b) tijekom cijelog vremena lijevanja djeluje visina H. Budući da je hog = 0 dobiva se: HR = H (2.22) Pri lijevanju odozdo (slika 2.29c) na početku lijevanja djeluje visina H, a na kraju lijevanja H – hog. Za ukupno vrijeme lijevanja može se računati s nekom srednjom visinom, tj. za hog = ho dobiva se: HR = H − ho 2 (2.23) Pri lijevanju sa strane (slika 2.29a), ako je model podijeljen po sredini, jedna se polovica kalupne šupljine nalazi u gornjem dijelu kalupa, a druga u donjem. U tom će slučaju biti hog = ho/2, pa se dobiva: HR = H − ho 8 (2.24) Za određivanje računske visine u literaturi se navodi i slijedeća formula: HR = h1 + h2 2 (2.25) gdje je: h1 – visina taljevine na početku ulijevanja (cm), a h2 – visina taljevine na kraju lijevanja (cm). Uzevši u obzir sve navedeno, na osnovi izraza (2.20) može se izvesti formula za izračunavanje površine kritičnog presjeka: AK = m qtμ 2 gH R (2.26) gdje je: Ak – površina kritičnog presjeka (cm2), m – ukupna masa taljevine u kalupu (kg), ρ – gustoća taljevine na temperaturi lijevanja (kg/cm3), t –vrijeme lijevanja (s), µ - koeficijent brzine istjecanja, g – gravitacijsko ubrzanje (cm/s2), HR – računska visina (cm). U izrazu (2.26) za određenu ljevačku leguru gustoća (ρ) je konstanta, pa se može izračunati vrijednost ρ ⋅ 2 g . Za sivi, nodularni i temperni lijev, uzimajući da je gustoća ρ = 6,7 x 10-3 kg/cm3, vrijednost izraza ρ ⋅ 2 g iznosi 0,30. Kod čeličnog lijeva, uzimajući da je gustoća ρ = 7,0 x 10-3 kg/cm3, vrijednost izraza ρ ⋅ 2 g iznosi 0,31. Za aluminijske legure, uzimajući da je gustoća ρ = 2,38 x 10-3 kg/cm3, vrijednost izraza ρ ⋅ 2 g iznosi 0,105. Kod bakrenih legura, uzimajući da je gustoća ρ = 8,0 x 10-3 kg/cm3, vrijednost izraza ρ ⋅ 2 g iznosi 0,35. 25 Ako se u izraz (2.26) uvrsti odgovarajuća vrijednost ρ ⋅ 2 g za svaku ljevačku leguru dobivaju se jednostavnije formule za određivanje površine kritičnog presjeka: - za sivi, nodularni i temperni lijev: AK = m tμ 0 ,30 H R (2.27) - za čelični lijev: AK = m tμ 0 ,31 H R (2.28) - za aluminijske legure: AK = m tμ 0 ,105 H R (2.29) - za bakrene legure: AK = m tμ 0 ,35 H R (2.30) Ako se kritični presjek (Ak) odnosi na poprečni presjek ušća (tlačni uljevni sustav), dobivenu površinu kritičnog presjeka ušća potrebno je podijeliti s brojem ušća povezanih s odljevkom: Au = Ak n (2.31) gdje je Au – površina poprečnog presjeka jednog ušća, a n broj ušća. Odabrani broj ušća kontrolira se pomoću Wlodawer - ove preporuke: nAu = (2 – 3)f (2.32) gdje je f poprečni presjek izljevnika lonca: d 2π f = 4 (2.33) Dijagram za brzo određivanje površine kritičnog presjeka na osnovi ukupne mase taljevine u kalupu prikazan je na slici 2.30. Linija 1 u dijagramu odnosi se na brzo lijevanje kalupa, linija 2 na srednje, a linija 3 na sporo lijevanje kalupa. Sporo lijevanje obično se primjenjuje kod odljevaka s većom debljinom stjenke. 26 Slika 2.30. Dijagram za određivanje Ak ovisno o masi taljevine u kalupu (m) Za brzo određivanje površine kritičnog presjeka mogu se sastaviti dijagrami polazeći od formule za vrijeme ulijevanja i izraza za Ak. Primjer takvog dijagrama za sivi lijev koji je konstruiran polazeći od Nielsenove formule za vrijeme lijevanja i izraza za Ak prikazan je na slici 2.31. Dijagram je konstruiran za debljinu stjenke od 10,0 mm i μ = 0,5. Slika 2.31. Dijagram za određivanje Ak ovisno o masi taljevine u kalupu (m) i računskoj visini (HR) za sivi lijev 27 Ako debljina stjenke nije 10,0 mm ili koeficijent brzine istjecanja (μ) nije 0,5, potrebno je očitane vrijednosti korigirati pomoću dijagrama za korekciju Ak (slika 2.32). Slika 2.32. Dijagram za korekciju Ak (izračunata za δ = 10 mm i μ = 0,5) za različite debljine stjenke odljevka (δ = 3 - 100 mm) i različite vrijednosti koeficijenta brzine istjecanja taljevine (μ = 0,3 - 0,9) Nakon dimenzioniranja kritičnog presjeka prilazi se dimenzioniranju poprečnih presjeka ostalih elemenata uljevnog sustava prema odabranom omjeru (jednadžbe 2.2 i 2.3). 2.4 Primjena keramičkih filtara u uljevnim sustavima Keramički filtri intenzivno se primjenjuju u ljevarstvu u cilju poboljšanja čistoće odljevka i smanjenja troškova njegove izrade. Inkorporirani unutar uljevnog sustava, keramički filtri uklanjaju trosku i nemetalne čestice iz taljevine prije nego što taljevina uđe u kalupnu šupljinu. Većina ljevačkih legura izložena je prisustvu čestica koje štetno djeluju na svojstva odljevaka. Te čestice uključuju: • • • • okside nastale tijekom taljenja, prijenosa taljevine i lijevanja, čestice vatrostalnog materijala koje potječu od obloge peći i lonca, čestice vatrostalnog materijala prisutne u uljevnom sustavu ili izdvojene iz kalupnog ili jezgrenog materijala tijekom lijevanja, neotopljene metalne ili nemetalne čestice koje potječu od dodataka sredstava za metaluršku modifikaciju taljevine. Navedene čestice, ili uključci, djeluju kao diskontinuiteti u metalnoj osnovi odljevka i mogu imati različite štetne utjecaje: • veliki uključci mogu smanjiti mehanička svojstva (npr. vlačnu čvrstoću i izduženje), 28 • • • • smanjenje izdržljivosti pod (dinamičkim) opterećenjem, otežana strojna obradivost i jače izraženo trošenje alata za obradu, lošiji izgled površine odljevka, nedostatak nepropusnosti pod tlakom, itd. Uljevni sustav potrebno je tako konstruirati da se pospješi izdvajanje uključaka iz taljevine zbog razlike u gustoćama između metala i uključaka (tablice 2.3 i 2.4). Međutim, ovakav pristup ne osigurava uvijek odljevke zadovoljavajuće kvalitete. Osim toga, iskorištenje taljevine često je smanjeno posebno kod primjene semitlačnih uljevnih sustava. Tablica 2.3. Gustoće metala i metalnih oksida Gustoća, g/cm3 Ljevačka legura Legure aluminija Al Al2O3 3Al2O3 · SiO2 2,41 3,96 3,15 Legure magnezija Mg MgO 1,57 3,58 Legure bakra Cu CuO ZnO SnO BeO 8,0 6,0 5,61 6,45 3,01 Tablica 2.4. Gustoće metala i metalnih oksida Gustoća, g/cm3 Ljevačka legura Legure željeza Sivi željezni ljevovi Niskougljični čelik Čelik s 2,0%C FeO Fe2O3 Fe3O4 FeSiO4 MnO Cr2O3 SiO2 6,97 7,81 6,93 5,70 5,24 5,18 4,34 5,45 5,21 2,65 Keramički filtri, ispravno primijenjeni, mogu spriječiti ulazak uključaka u kalupnu šupljinu. Upotrebom keramičkog filtra u uljevnom sustavu konvencionalne konstrukcije može se smanjiti udio grešaka povezanih sa uključcima. Specijalnom konstrukcijom uljevnog sustava za inkorporaciju keramičkog filtra postiže se veća efikasnost. Na slici 2.33 prikazani su tipični uljevni sustavi za kalupe s horizontalnom diobenom ravninom konstruirani za inkorporaciju keramičkog filtra. 29 Slika 2.33. Specijalno konstruirani uljevni sustavi u kalupu s horizontalnom diobenom ravninom u cilju optimizacije djelovanja keramičkog filtra: a) As : Af : Ar : Au = 1 : 3 - 6 : 1,1 : 1,2, b) As : Af : Ar : Au = 1,2 : 3 - 6 : 1,0 : 1,1 (Af – površina poprečnog presjeka filtra) Najčešće upotrebljavani materijali za izradu keramičkih filtara su: mulit, korund, kvarc, cirkonijev dioksid i silicijev karbid. Djelovanje filtra zasniva se na dva mehanizma: fizičkom (prosijavanje) i kemijskom (privlačenje). Kada su pravilno inkorporirani u uljevni sustav, filtri ne predstavljaju značajno ograničenje toka taljevine. Omjer površine raspoložive za prolaz taljevine i ukupne površine poprečnog presjeka filtra kreće se od 60 – 85 %. Pri konstrukciji uljevnog sustava u kojem se nalazi filtar potrebno je obratiti pažnju na slijedeće: • • • • • smještanje filtra ne smije biti otežano, filtar ne smije utjecati na vrijeme punjenje kalupa, vrsta filtra mora biti odgovarajuća primjeni, uljevni sustav potrebno je tako konstruirati da se minimaliziraju turbulencije iza filtra i u kalupnoj šupljini, veličina uljevnog sustava mora se održavati na minimumu. Položaj filtra ovisi o metodi izrade kalupa, rasporedu modela i metalurškim operacijama koje se provode unutar kalupa (nodularizacija, cijepljenje). Na slici 2.34 prikazani su uobičajeni načini smještanja filtra u uljevne sustave kod kalupa s horizontalnom diobenom ravninom. Filtri se ne smiju smjestiti na dno spusta, jer u tom slučaju postoji povećana opasnost od loma filtra i smanjenja njegove efikasnosti. 30 Slika 2.34. Uobičajeni položaji filtra u uljevnom sustavu kod kalupa s horizontalnom diobenom ravninom: a) paralelno diobenoj ravnini kalupa, b) pod određenim kutom u odnosu na diobenu ravninu kalupa, c) pod kutom od 90° u odnosu na diobenu ravninu kalupa Ako se u kalupu nalazi reakcijska komora (npr. obrada taljevine predlegurom na bazi magnezija u cilju proizvodnje nodularnog lijeva), filtar se mora smjestiti iza nje (slika 2.35). Slika 2.35. Položaj filtra u slučaju kada se metalurške operacije (obrada taljevine predlegurom na bazi magnezija ili cijepljenje) provode u kalupu 31 3. NAPAJANJE ODLJEVAKA Jedan od vrlo važnih čimbenika u proizvodnji kvalitetnih odljevaka je razumijevanje i kontrola volumnih promjena koje se događaju tijekom hlađenja i skrućivanja odljevaka. Poznavanje ovih promjena omogućuje pravilnu konstrukciju sustava napajanja. 3.1 Volumne promjene tijekom hlađenja i skrućivanja odljevaka Pri punjenju kalupne šupljine rastaljeni metal (taljevina) dolazi u kontakt s kalupnim materijalom. Temperatura taljevine u kalupu postepeno opada zbog odvođenja topline kroz stjenke kalupa (kalupni materijal) prema okolini. Kada se dostigne likvidus temperatura (TL) započinje skrućivanje, odnosno fazna pretvorba iz tekućeg u kruto stanje. Tijekom skrućivanja, zbog povećanja gustoće pakovanja uslijed ugradnje atoma u kristalnu rešetku, dolazi do diskontinuirane promjene volumena, odnosno smanjenja volumena (stezanja). Zbog smanjenja volumena, na mjestu koje zadnje skrućuje u odljevku nastaje usahlina ili lunker (šupljina). Da bi se izbjegla prisutnost ove greške u odljevku, očito je da se tijekom skrućivanja odljevka mora kompenzirati manjak taljevine dotok taljevine iz vanjskog priljevnog dijela koji se naziva pojilo ili hranitelj. Kod većine ljevačkih legura razlikuju se tri područja volumnih promjena u odljevku koje se dešavaju tijekom hlađenja od temperature koju taljevina ima nakon završetka ulijevanja u kalupnu šupljinu do sobne temperature (slika 3.1): • • • stezanje u tekućem stanju, odnosno smanjenje volumena taljevine tijekom hlađenja od temperature koju taljevina ima u kalupu nakon završetka ulijevanja do likvidus temperature tj. početka skrućivanja, stezanje tijekom skrućivanja, odnosno smanjenje volumena tijekom hlađenja od likvidus do solidus temperature (TS), stezanje u krutom stanju, odnosno smanjenje volumena tijekom hlađenja odljevka od solidus temperature do sobne temperature. Slika 3.1. Shematski prikaz tipične krivulje volumnih promjena kod većine ljevačkih legura (osim sivih željeznih ljevova). Tt – temperatura taljevine u kalupu nakon završetka ulijevanja, TL – likvidus temperatura, TS – solidus temperatura 32 Stezanje u tekućem stanju (u literaturi se često naziva primarno stezanje) ovisi o vrsti legure i visini pregrijanja taljevine. Kod čeličnog lijeva stezanje u tekućem stanju obično iznosi 1,6 – 1-8 vol.% za svakih 100 °C pregrijanja taljevine, a kod sivih željeznih ljevova (sivi, vermikularni i nodularni lijev) 0,68 – 1,8 vol.% za svakih 100 °C pregrijanja taljevine. Tijekom skrućivanja dolazi do fazne pretvorbe tekuće → kruto, odnosno prijelaza iz stanje manje gustoće u stanje veće gustoće, što u konačnici rezultira smanjenjem volumena (stezanjem). Stezanje tijekom skrućivanja u literaturi se često naziva sekundarno stezanje. Kod čistih metala ovo smanjenje volumena pojavljuje se kod određene temperature, dok se kod legura odvija u temperaturnom intervalu ili intervalu skrućivanja (od likvidus do solidus temperature). U tablici 3.1 prikazane su vrijednosti volumnog stezanja tijekom skrućivanja za različite ljevačke legure. Tablica 3.1. Volumno stezanje (kontrakcija) tijekom skrućivanja za različite ljevačke legure Materijal Ugljični čelik Ugljični čelik sa 1% C Bijeli željezni lijev Sivi lijev Nodularni lijev Cu Cu-30Zn Cu-10Al Al Al-4,5Cu Al-12Si Mg Zn Stezanje tijekom skrućivanja, vol.% 2,5 – 3,0 4,0 4,0 – 5,5 Od 1,6 kontrakcije do 2,5 ekspanzije Od 2,7 kontrakcije do 4,5 ekspanzije 4,9 4,5 4,0 6,6 6,3 3,8 4,2 6,5 Iz tablice 3.1 može se vidjeti da stezanje tijekom skrućivanja značajno varira ovisno o metalu ili leguri koja se lijeva. Osim toga, može se vidjeti da tijekom skrućivanja sivih željeznih ljevova (sivi i nodularni lijev) može doći do ekspanzije, odnosno porasta volumena. Sivi željezni ljevovi ili željezni ljevovi s grafitom pokazuju znatno kompleksnije ponašanje glede volumnih promjena tijekom skrućivanja i hlađenja. Željezni ljevovi s grafitom skrućuju eutektičkom reakcijom. Tijekom eutektičkog skrućivanja (reakcije) dolazi do pretvorbe taljevine (L) u dvije krute faze: austenit (γ) i grafit (L → γ + grafit). Kod podeutektičkih željeznih ljevova s grafitom (ekvivalent ugljika (CE) < 4,3; CE = %C + %Si/3 + %P/3) prva faza koja se izlučuje tijekom skrućivanja je austenit, zbog čega na početku skrućivanja dolazi do stezanja (slika 3.2). Kada se tijekom daljnjeg hlađenja dostigne temperatura početka eutektičkog skrućivanja (reakcije) (TES) dolazi do izlučivanja grafita. Grafit ima značajno manju gustoću (2,2 g/cm3) u odnosu na taljevinu (~ 7,0 g/cm3). Zbog razlike u gustoćama, tijekom izlučivanja grafita dolazi do porasta volumena, odnosno ekspanzije (slika 3.2). Ako je sivi, vermikularni ili nodularni lijev (željezni ljevovi s grafitom) eutektičkog (CE = 4,3) sastava (TL = TES) odmah na početku skrućivanja započinje eutektička reakcija i izlučivanje grafita te dolazi do porasta volumena. Kod nadeutektičkih željeznih ljevova s grafitom (CE > 4,3) prva faza koja se izlučuje na početku skrućivanja je grafit, zbog čega odmah dolazi do porasta volumena. Iz navedenih razloga kod eutektičkih i nadeutektičkih željeznih ljevova s grafitom izostaje smanjenje 33 volumena (stezanje) na početku skrućivanja karakteristično za podeutektičke željezne ljevove s grafitom. Slika 3.2. Shematski prikaz volumnih promjena u podeutektičkim (CE < 4,3) sivim željeznim ljevovima od temperature koju taljevina ima u kalupnoj šupljini nakon završetka ulijevanja (Tt) do sobne temperature. TL – likvidus temperatura TES – temperatura početka eutektičkog skrućivanja, TS – solidus temperatura Praktični rezultati pokazuju da se pravilnom kontrolom metalurških i kaluparskih uvjeta, ekspanzija može upotrijebiti za smanjenje veličine pojila, pa čak i za eliminaciju pojila (stezanje u tekućem stanju (primarno stezanje) kompenzira se dotokom taljevine iz uljevnog sustava). Stezanje na kraju skrućivanja javlja se zbog nedovoljne količine izlučenog grafita na kraju skrućivanja, odnosno nedovoljne ekspanzije da bi se kompenziralo stezanje austenita (primarnog i eutektičkog). Volumne promjene, odnosno stezanje u tekućem stanju i stezanje tijekom skrućivanja potrebno je kompenzirati napajanjem odljevka. Pored poznavanja volumnih promjena koje se događaju od temperature taljevine u kalupnoj šupljini nakon završetka ulijevanja (Tt) do solidus temperature (TS), važno je i poznavanje volumnih promjena (stezanja) koje se dešavaju nakon završetka skrućivanja, tj. tijekom hlađenja od solidus temperature do sobne temperature (stezanje u krutom stanju, slike 3.1 i 3.2). Ove volumne promjene utječu na konačne dimenzije odljevaka i ne mogu se kompenzirati taljevinom iz pojila obzirom da se radi o krutom stanju. Stezanje u krutom stanju često se naziva modelarsko stezanje i mora se uzeti u obzir pri izradi modela, tako da se doda dodatak na stezanje, zbog kojeg je kalupna šupljina nešto uvećana u odnosu na konačne dimenzije odljevka. Kod čeličnih ljevova dodatak na dimenzije zbog stezanja u krutom stanju iznosi ~ 2,0 %, a kod sivih željeznih ljevova ~ 1,0 %. 34 3.2 Utjecaj načina skrućivanja na mogućnost napajanja Općenito promatrano, skrućivanje odljevka započinje od stjenki kalupa i odvija se prema unutrašnjosti odljevka. Prema tome, fronta skrućivanja pomiče se od stjenki kalupa prema unutrašnjosti odljevka, što znači u smjeru koji je suprotan smjeru odvođenja topline. Na mjestima koja zadnja skrućuju u odljevku nastaju usahline zbog čega takva mjesta ne smiju biti u odljevku, nego u njegovom priljevnom dijelu koje se zove pojilo ili hranitelj. U odsutnosti pojila, odljevak bi skrutnuo kao što to prikazuje slika 3.3. a) b) c) d) Slika 3.3. Shematski prikaz slijeda stezanja pri skrućivanju kocke od željeza: a) polazna taljevina, b) kruta kora i stvaranje usahline, c) unutarnje stezanje, d) unutarnja usahlina i uvlake na vanjskim površinama Odvođenje topline, a samim tim i skrućivanje, na kutovima i bridovima odljevka brže je od onoga na ravnim plohama. Odvođenje topline od taljevine u vanjskom kutu odljevka prema kalupu odvija se u dva smjera (slika 3.4a, točka A). Međutim, kod unutarnjih kutova odljevka kalup prima toplinu od dviju stranica odljevka (slika 3.4a, točka B). Zbog toga je temperatura kalupa viša u točki B nego u točki A, iako je temperatura taljevine jednaka u obje točke. Prema tome, temperaturni gradijent (°C/mm) je strmiji u točki A (vanjski kut) nego u točki B (unutarnji kut), što znači da se skrućivanje odvija brže u točki A. Na slici 3.4b shematski je prikazan način skrućivanja u vanjskom kutu, a na slici 3.4c način skrućivanja u unutarnjem kutu odljevka. a) b) c) Slika 3.4. a) odvođenje topline od vanjskih i unutarnjih kutova odljevka prema kalupu, b) način skrućivanja u vanjskom kutu odljevka, c) način skrućivanja u unutarnjem kutu odljevka Poseban problem pri napajanju odljevaka predstavljaju toplinski čvorovi (vruća čvorišta), tj. dijelovi odljevka koji ostaju najduže u tekućem stanju, zbog čega zadnji skrućuju. Svi toplinski čvorovi u odljevku moraju biti adekvatno napojeni. Neadekvatno napajanje rezultira nastankom grešaka uslijed stezanja u tim područjima odljevka. U većini slučajeva 35 odgovarajućom analizom konfiguracije odljevka mogu se odrediti položaji toplinskih čvorova u odljevku. Npr. sa slike 3.5 može se vidjeti da se u odljevku u obliku slova T toplinski čvor nalazi u točki B. Slika 3.5. Odljevak u obliku slova T. Toplinski čvor nalazi se u točki B Toplinski čvor nalazi se u točki B (slika 3.5) jer se u tom području nalazi velika količina (masa) taljevine, a unutarnji kutovi ograničavaju odvođenje topline iz tog područja. Za pravilno određivanje položaja pojila potrebno je primijeniti koncept usmjerenog skrućivanja. Usahline u odljevku mogu se izbjeći ako se skrućivanje odvija usmjereno od točki koje su najudaljenije od pojila ka pojilu. Usmjerenim skrućivanjem postiže se skrućivanje od tanjih prema debljim presjecima odljevka i na kraju prema pojilu koje mora posljednje skrutnuti. Navedeni uvjet predstavlja garanciju da je kanal napajanja uvijek otvoren i da postoji pravilni temperaturni gradijent u smjeru pojila. U tom se slučaju stezanje u tekućem stanju i stezanje tijekom skrućivanja odljevka kompenzira dotokom taljevine iz pojila. Mogućnost da se postigne usmjereno skrućivanje ovisi o: • • • leguri i njenom načinu skrućivanja, kalupnom materijalu, konstrukciji odljevka. 3.2.1 Progresivno i usmjereno skrućivanje Na slici 3.6 shematski je prikazano međusobno djelovanje progresivnog (postupnog) i usmjerenog skrućivanja. Slika 3.6. Shematski prikaz usmjerenog i progresivnog skrućivanja u odljevku s pojilom 36 Nakon popunjavanja kalupne šupljine, općenito promatrano, skrućivanje započinje od stjenki kalupa, gdje se formira kora skrutnutog metala. Toplina se odvodi kroz stjenke kalupa i nastala kora progresivno raste prema unutrašnjosti kalupne šupljine. Brzina skrućivanja najveća je na rubovima odljevka (ploče, slika 3.6), jer je zbog veće površine moguć znatno brži prijenos topline na kalup (veći intenzitet odvođenja topline). Prema tome, skrućivanje započinje na rubovima ploče. Ubrzo nakon toga skrutnu se krajevi ploče i fronta skrućivanja pomiče se ka pojilu, tako da se još neskrutnuti, srednji dio ploče sužava i poprima oblik klina. Brzina stvaranja krute kore kod pojila je smanjena, jer masa pojila osigurava veću količinu topline, a prijenos topline na kalup je smanjen na unutarnjem kutu spoja odljevak/pojilo. Ova kombinacija djelovanja ruba ili kraja odljevka i djelovanja pojila osigurava usmjereno skrućivanje. Tijekom daljnjeg skrućivanja smanjuje se širina tekućeg klina koji se postepeno kreće prema pojilu. Sve dok se front skrućivanja u obliku klina pomiče ka pojilu postoji usmjereno skrućivanje i moguć je dotok taljevine iz pojila. Međutim, ako paralelno napredujuće stjenke progresivno skrućuju i u središnjem dijelu odljevka počinju se susretati, kretanje tekućeg metala biti će spriječeno, što rezultira centralnom usahlinom. 3.2.2 Način skrućivanja Mogućnost postizanja i održavanja usmjerenog skrućivanja ovisi u velikoj mjeri o načinu skrućivanja legure. Obzirom na interval skrućivanja, legure se mogu klasificirati u tri skupine: • • • legure sa uskim intervalom skrućivanja: temperaturni interval od likvidus temperature do solidus temperature < 50 °C, legure sa srednjim intervalom skrućivanja: temperaturni interval od likvidus temperature do solidus temperature kreće se od 50 – 110 °C, legure sa širokim intervalom skrućivanja: temperaturni interval od likvidus temperature do solidus temperature > 110 °C. Kod čistih metala interval skrućivanja približava se nuli (slika 3.7a). Skrućujuće stjenke odljevka napreduju ka unutrašnjosti odljevka kao ravna, glatka fronta. Legure sa uskim intervalom skrućivanja (slika 3.7b) pokazuju snažnu tendenciju ka stvaranju kore. Kristalni frontovi (fronte) skrućuju ka unutrašnjosti i ne napreduju znatno brže od svojih osnova. Pri tome front skrućivanja neće biti gladak kao kod čistih metala, već hrapav i nepravilan. Takav relativno kratak kristalinični rast potpomaže održavanje kontakta između taljevine i svih površina koje skrućuju. Ovakvo snažno progresivno skrućivanje u legurama sa uskim intervalom skrućivanja promovira nastanak usmjerenog skrućivanja kod odgovarajućeg temperaturnog gradijenta u skrućujućem odljevku. Npr. u ugljičnom čeliku, temperaturni gradijenti od samo 0,022 – 0,045 °C/mm u pločama i 0,135 – 0,269 °C/mm u šipkama dovoljni su da se dobiju odljevci bez usahlina uslijed stezanja tijekom usmjerenog skrućivanja. 37 a) b) Slika 3.7. a) shematski prikaz načina skrućivanja čistih metala. Kristalizacija započinje na stjenkama kalupa i napreduje u unutrašnjost odljevka s ravnim ili glatkim frontom skrućivanja, b) shematski prikaz načina skrućivanja legura sa uskim intervalom skrućivanja Kod legura sa širokim intervalom skrućivanja (slika 3.8a) otežan je razvoj usmjerenog skrućivanja. Iako na početku skrućivanja može nastati tanka kora na stjenkama kalupa, skrućivanje se ne odvija progresivno ka unutrašnjosti odljevka, već nasumično preko cijelog volumena odljevka. Ovakav kašasti način skrućivanja rezultira nastankom velikog broja malih kanala tekućeg metala u kasnijim fazama skrućivanja. Napajanje putem tih kanala je ograničeno, zbog čega se uslijed stezanja, preko cijelog odljevka, javlja raspršena poroznost. Ovakav način skrućivanja tipičan je za mnoge komercijalne legure na bazi bakra, s tim da je napajanje dodatno otežano zbog visoke toplinske vodljivosti ovih legura, što potpomaže održavanju gotovo jednolične temperature kroz cijeli skrućujući odljevak. Da bi se promoviralo usmjereno skrućivanje, kod tih legura potrebno je ostvariti temperaturni gradijent od 1,46 °C/mm. Ovakav temperaturni gradijent obično se postiže oštrim hlađenjem jednog dijela skrućujućeg odljevka. Općenito, kod napajanja takvih legura cilj nije potpuno eliminirati greške uslijed stezanja, već ostvariti njihovu finu raspršenost, odnosno disperziranost (mikroporoznost). Kod legura sa srednjim intervalom skrućivanja (slika 3.8b) prisutna je kombinacija načina skrućivanja legura sa uskim i širokim intervalom skrućivanja (stvaranje kore uz stjenke kalupa i kašasto skrućivanje u središnjem dijelu odljevka). Ovakav način skrućivanja zapažen je kod čeličnih odljevaka. 38 a) b) Slika 3.8. a) shematski prikaz načina skrućivanja legura sa širokim intervalom skrućivanja, b) shematski prikaz načina skrućivanja legura sa srednjim intervalom skrućivanja Skrućivanje legura sa uskim intervalom skrućivanja može poprimiti u većoj mjeri elemente skrućivanja legura sa srednjim intervalom skrućivanja u debelim stjenkama odljevka kad je odvođenje topline s površine odljevka usporeno zagrijavanjem kalupnog materijala. Budući da se temperaturni gradijenti od centra skrućujućeg presjeka ka rubu odljevka smanjuju, dolazi do promjene načina rasta kristala od stubičastog (štapićastog), koji se odvija uz stjenke kalupa, ka ravnoosnom, koji se odvija nasumično preko cijelog volumena još tekućeg centra odljevka. Različiti načini skrućivanja rezultiraju znatno različitim konfiguracijama nastalih grešaka uslijed stezanja u odljevku i pojilu (slika 3.9) i predstavljaju različite probleme koje tehnolog treba prevladati dizajniranjem i napajanjem odljevka. Odabir pogodnih metoda ovisi u velikoj mjeri o mogućnosti ostvarivanja usmjerenog skrućivanja. Kod odljevaka odlivenih od legura sa širokim intervalom skrućivanja (slika 3.9a) javiti će se gruba raspršena poroznost u pojilu i toplinskom centru odljevka (spoj dvaju presjeka) te fina raspršena poroznost koja se u odljevku pojavljuje u odgovarajućim slojevima. Kod odljevaka odlivenih od legura sa uskim intervalom skrućivanja (slika 3.9b) pojaviti će se velika usahlina u pojilu te usahlina u toplinskom centru odljevka. Budući da nije ostvareno usmjereno skrućivanje, javiti će se centralna poroznost karakteristična za progresivno skrućivanje. 39 a) b) Slika 3.9. a) nastanak poroznosti uslijed stezanja u odljevcima lijevanim od legura koje skrućuju na kašast način (legure sa širokim intervalom skrućivanja) u kalupe od svježe kalupne mješavine, b) šupljine (usahline) u odljevcima lijevanim od legura koje su sklone stvaranju kore (legure sa uskim intervalom skrućivanja) Na slici 3.10 prikazan je utjecaj nekoliko varijabli (svojstava) kalupa i metala na razvoj progresivnog (i prema tome usmjerenog) skrućivanja. 40 Slika 3.10. Shematski prikaz utjecaja varijabli (svojstava) kalupa i metala na progresivno skrućivanje: a) utjecaj toplinske vodljivosti kalupa, b) utjecaj intervala skrućivanja skrućujućeg metala, c) utjecaj toplinske vodljivosti skrućujućeg metala, d) utjecaj temperature skrućivanja 41 Da li će pri usmjerenom skrućivanju napajanje odljevka biti neometano, otežano ili onemogućeno ovisi prije svega o morfologiji skrućivanja legure, odnosno mogućnosti transporta taljevine iz pojila u odljevak te mogućnosti transporta taljevine u samom odljevku (slika 3.11). Napajanje će biti otežano ako iz bilo kojeg razloga morfologija skrućivanja legure sprječava transport taljevine. Slika 3.11. Utjecaj morfologije skrućivanja na mogućnost napajanja: a) glatka fronta skrućivanja – napajanje nije ometano, b) hrapava fronta skrućivanja – otežano napajanje, c) kašasto ili tjestasto skrućivanje – vrlo otežano napajanje Sa slike 3.11a može se vidjeti da je kod skrućivanja s glatkom ili neznatno hrapavom frontom skrućivanja put napajanja gotovo neometan. Pri skrućivanju s hrapavom frontom (slika 3.11b) u početnoj fazi napajanja taljevina relativno dobro teče. Napajanje postaje sve teže i teže kako se približava završetak skrućivanja, jer dolazi do međusobnog kontakta kristala u centru odljevka. Pojedini segmenti taljevine postaju odvojeni od ostatka taljevine i u unutrašnjosti odljevka nastaju mikrousahline. Posebno je otežano napajanje kod tzv. spužvastog skrućivanja, kada stubičasti kristali (dendriti) u taljevini u obliku mrežastog kostura, posebno pri kraju skrućivanja, gotovo onemogućuju napajanje, što rezultira nastankom mikrousahlina u odljevku. Kašasto skrućivanje (slika 3.11c) u odljevku poseban je primjer kada se odljevak ne napaja samo taljevinom, već smjesom taljevine i krutine, tj. kašastom fazom. Napajanje odljevaka značajno se otežava kada kristali toliko narastu da se međusobno počnu dodirivati. Kada više nije moguće gibanje kašaste, odnosno tjestaste faze, zaustavlja se u potpunosti napajanje odljevka. Ovakav način napajanja smjesom taljevine i kristala tipičan je za odljevke od bronce. Za optimalno napajanje odljevka potrebno je osigurati neometan tok taljevine ili kašaste faze u unutrašnjost odljevka te usmjereno skrućivanje. Da bi se ostvarilo usmjereno skrućivanje i dobili kompaktni odljevci potrebno je primijeniti sve tehnološke mogućnosti. Često se u cilju postizanja usmjerenog skrućivanja kombinira napajanje sa istovremenim hlađenjem pojedinih dijelova odljevka, način i mjesto ulijevanja taljevine te konstrukcijski zahvati na odljevku. Izrazito efikasan način za ostvarivanje usmjerenog skrućivanja je 42 primjena rashladnih tijela (hladila) u kalupu. Osim što omogućuju usmjereno skrućivanje, hladila mijenjaju morfologiju skrućivanja odljevka i na taj način potpomažu njegovo napajanje. Uljevni sustav mora biti tako konstruiran da taljevina dotječe u kalup na mjestu koje posljednje skrućuje. Zbog toga se odljevci često lijevaju kroz pojila, odnosno taljevina prije no što uđe u kalupnu šupljinu prolazi kroz pojilo. 3.3 Dimenzioniranje pojila Zadatak pojila je da što duže zadrži taljevinu u rastaljenom stanju koja je potrebna za napajanje odljevka ili njegovih pojedinačnih dijelova. Premalo pojilo skrutne prije odljevka, što znači da ne može ispuniti svoju funkciju. Pojilo koje skrutne puno kasnije od odljevka ili dijela odljevka kojeg napaja nije ekonomično zbog nepotrebno većeg volumena. Iz ovoga se može zaključiti da je pojila potrebno racionalno dimenzionirati. Pri dimenzioniranju pojila polazi se od zahtjeva da vrijeme skrućivanja pojila mora biti malo duže od vremena skrućivanja odljevka ili djela odljevka što ga pojilo napaja. Danas najčešća metoda za dimenzioniranje pojila zasniva se na izračunavanju modula. Pored ove metode, u praksi se još primjenjuje metoda faktora oblika i različite grafičke metode (metoda Heuversovih kružnica), ali u znatno manjem opsegu. 3.3.1 Dimenzioniranje pojila na osnovi modula odljevka Metoda modula zasniva se na konceptu da se vrijeme skrućivanja odljevka ili dijela odljevka može odrediti pomoću Chvorinovog pravila: t = k ⋅ M o2 (3.1) gdje je: t – vrijeme skrućivanja odljevka (s), k – koeficijent proporcionalnosti koji ovisi o toplinskoj vodljivosti kalupne mješavine, temperature taljevine i vrste lijeva (s/cm2), a Mo – modul odljevka (cm). Modul odljevka, kako ga je definirao N. J. Chvorinov, predstavlja omjer volumena odljevka (Vo) i njegove površine (Ao): Mo = Vo Ao (3.2) gdje je: Mo – modul odljevka (cm), Vo – volumen odljevka (cm3), Ao – površina odljevka (cm2). Jednadžba (3.2) vrijedi i za pojilo i za njemu pripadajući odljevak, odnosno za dio odljevka kojeg pojilo napaja. Zbog toga je za usporedbu vremena skrućivanja pojila i odljevka, odnosno dijela odljevaka kojeg pojilo napaja, dovoljno usporediti vrijednosti njihovih modula (M). Prema tome, pojilo treba dimenzionirati tako da je njegov modul nešto veći od modula odljevka ili dijela odljevka što ga pojilo napaja. U tom slučaju (sukladno jednadžbi 3.1) pojilo će skrutnuti kasnije od odljevka ili dijela odljevka što ga pojilo napaja, jer je vrijednost koeficijenta k u jednadžbi (3.1) jednaka i za odljevak i njemu pripadajuća pojila. 43 Osim dimenzioniranja pojila potrebno je odrediti i njihov broj i mjesta postavljanja na odljevku. Veće odljevke treba podijeliti u zone napajanja (zone djelovanja pojila) i za svaku zonu napajanja izračunati dimenzije pojila. Pojila se postavljaju na one dijelove odljevka koji predstavljaju masivna čvorišta u kojima taljevina najkasnije skrućuje. Pri idealnom skrućivanju odljevka i pojila usahlina u pojilu imala bi paraboličan oblik, a vrh usahline dopirao bi do odljevka. Međutim, iz sigurnosnih razloga, pojilo se dimenzionira toliko veće da dubina usahline u pojilu ne bude veća od 4/5 visine pojila. U pojilu cilindričnog oblika kod kojeg je omjer visina pojila : promjer pojila = 1,5 : 1 usahlina paraboličnog oblika zauzima volumen koji iznosi ~ 14,0 % početnog volumena pojila. Tijekom skrućivanja odljevka dio taljevine prelazi iz pojila u odljevak, zbog čega se uslijed stvaranja usahline u pojilu povećava površina pojila, odnosno površina preko koje se odvodi toplina. Zbog toga je nakon završetka skrućivanja modul pojila ~ 17,0 % manji od početnog modula pojila. Upravo je to razlog zašto modul pojila (Mp) mora biti 1,2 puta veći od modula odljevka (Mo) ili dijela odljevka što ga pojilo napaja: M p = 1,2 ⋅ M o (3.3) gdje je: Mp – modul pojila (cm), a Mo – modul odljevka (cm). Uvjet definiran jednadžbom (3.3) mora se ispuniti jer u tom slučaju pojilo neće skrutnuti prije odljevka. To znači da pojilo može uspješno napajati odljevak. Potrebno je napomenuti da izraz 3.3 vrijedi za veliki broj ljevačkih legura (npr. čelike, legure na bazi aluminija, legure na bazi bakra itd.). Međutim, kod napajanja sivih željeznih ljevova, tj. sivog i nodularnog lijeva, zbog karakterističnog mehanizma skrućivanja primjenjuje se slijedeći izraz za određivanje modula pojila: M p = ( 0 ,8 − 1,2 ) ⋅ M o (3.4) Tijekom skrućivanja sivog i nodularnog lijeva postoji period kada dolazi do povećanja volumena, zbog čega se od pojila ne zahtijeva da napaja odljevak tijekom cijelog perioda skrućivanja odljevka. Zbog toga je moguće primijeniti pojilo s nešto manjim modulom. O ovome će se detaljnije govoriti nešto kasnije. Iz poznatog volumnog deficita cilindričnog pojila i poznatog volumnog stezanja lijeva u tekućem i tjestastom stanju lako se može izračunati volumen pojila dovoljan za napajanje odljevka (ili dijela odljevka). Ako se volumno stezanje lijeva u tekućem i tjestastom stanju označi sa s i ako se usvoji da volumen usahline u pojilu iznosi 14,0 % od početnog volumena pojila, može se napisati slijedeća jednadžba: 0 ,14 ⋅ V p = s ⋅ ( Vo + V p ) (3.5) gdje je: Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vo – volumen odljevka (cm3). Iz jednadžbe (3.5) može se izračunati potreban volumen pojila: s Vp = ⋅ Vo (3.6) 0 ,14 − s odnosno: 44 V p = k 1 ⋅ Vo (3.7) Vrijednost koeficijenta proporcionalnosti k1 u jednadžbi (3.7) ovisi o volumnom stezanju lijeva u tekućem i tjestastom stanju. U tablici 3.2 prikazane su vrijednosti koeficijenta k1 za nekoliko vrsta ljevova. Tablica 3.2. Vrijednosti koeficijenta proporcionalnosti k1 Vrsta lijeva Čelični lijev, nelegiran Čelični lijev, legiran Temperni lijev Uobičajeni sivi lijev Sivi lijev više kvalitete Mjed Bronca k1 0,30 0,40 0,30 0,12 0,20 0,25 0,30 Potrebno je napomenuti da volumno stezanje lijeva „s“ koje je uključeno u jednadžbu (3.6) predstavlja volumno stezanje lijeva u tekućem i tjestastom stanju. Tako npr. ukupno volumno stezanje čeličnog lijeva tijekom skrućivanja iznosi ~ 7,0 %, ali od toga na tekuće i tjestasto stanje otpada 4 – 4,5 %, tj. s = 0,04 – 0,045. Svaki odljevak ili svaki njegov dio, obzirom na napajanje, određen je s dva parametra, a to su volumen i modul. Ako je modul pojila 1,2 puta veći od modula odljevka, time je ostvaren prvi potreban uvjet za pravilno dimenzioniranje pojila. Kada je odljevak sastavljen od pojedinačnih dijelova koji imaju različite module, pojilo se dimenzionira za dio s najvećim modulom. Rijetko se u praksi susreću odljevci kod kojih se moduli pojedinačnih dijelova odljevka ravnomjerno (postepeno) povećavaju. Većina komercijalnih odljevaka sastoji se od segmenata koji imaju različitu debljinu i konfiguraciju. Deblji segmenti (presjeci) koji sporije skrućuju često su odvojeni tanjim segmentima koji brže skrućuju. U tom slučaju deblji presjeci odljevka djeluju kao pojila za tanje presjeke. Iz navedenih razloga za jedan odljevak obično nije dovoljno samo jedno pojilo. U takvim se slučajevima odljevak fiktivno podijeli u više samostalnih dijelova s njihovim pretpostavljenim smjerovima usmjerenog skrućivanja, te se za svaki pojedinačni dio odljevka upotrijebi odgovarajuće pojilo. Pravilnom upotrebom hladila ili izolirajućih materijala može se utjecati na putove napajanja, odnosno usmjerenost skrućivanja i na taj način smanjiti potreba za napajanjem (slika 3.12). Sa slike 3.12a može se vidjeti da u debljim presjecima (toplinskim centrima) odljevka nastaju greške uslijed stezanja (usahline) ako se ne primjenjuju pojila. Ako se odgovarajuće pojilo postavi samo na jedan deblji segment odljevka (slika 3.12b), usahlina je i dalje prisutna u drugom debljem segmentu (toplinskom centru), jer tanji segment odljevka prije skrućuje što onemogućuje napajanje drugog debljeg segmenta. Prema tome, može se zaključiti da nije ostvareno usmjereno skrućivanje. Odljevak prikazan na slici 3.12a najlakše se može napajati tako da se na oba deblja segmenta postave pojila (slika 3.12c). Međutim, ovakav slučaj nije povoljan obzirom na iskorištenje taljevine. Potrebno je razmotriti druge alternativne metode napajanja koje omogućuju proizvodnju ispravnog odljevka uz veće iskorištenje taljevine. Postavljanjem pojila na jedan deblji segment odljevka i odgovarajućeg hladila u kalup na drugi deblji segment (slika 3.12d) skraćuje se vrijeme skrućivanja debljeg segmenta na kojeg je postavljeno hladilo u odnosu na tanji segment odljevka, što omogućuje usmjereno skrućivanje i adekvatno napajanje (odljevak bez greški uslijed stezanja). Postavljanjem 45 odgovarajućeg izolirajućeg ili egzotermnog materijala na tanji segment odljevka (slika 3.12e) produlje se njegovo vrijeme skrućivanja, što omogućuje da pojilo postavljeno na jedan deblji segment odljevka adekvatno napoji drugi deblji segment odljevka. Slika 3.12. Napajanje odljevka kod kojeg su dva deblja segmenta (poprečna presjeka) odvojena jednim tanjim segmentom: a) situacija bez pojila, b) pojilo postavljeno samo na jedan deblji segment, c) pojila postavljena na oba deblja kraja, d) pojilo postavljeno na jedan deblji segment a hladilo na drugi, e) pojilo smješteno na jedan deblji segment, a izolirajući ili egzotermni materijal na tanji segment Pojilo dimenzionirano na osnovi modula u većini slučajeva ima dovoljno taljevine da napoji pripadajući dio odljevka. Međutim, masivni odljevci trebaju znatno manju količinu taljevine za napajanje od pločastih odljevaka jednakog modula. Npr. velika ploča čija debljina 46 iznosi 10 cm ima jednak modul (M = 5 cm) kao kugla promjera 30 cm. Međutim, volumen takve ploče može biti i nekoliko puta veći od volumena kugle. Zbog toga je i potreba za napajanjem te ploče razmjerno veća. Svako pojilo se zbog toga mora kontrolirati i prema jednadžbi (3.7) da bi se ustanovilo je li pojilo sa stanovišta volumnog stezanja pravilno dimenzionirano. Pri tome su gotovo uvijek prisutna dva slučaja: • • ako pojilo, dimenzionirano pomoću modula, ima veći volumen od stvarno potrebnog, tj. od onog što se dobije pomoću volumnog stezanja prema izrazu (3.7), može se za tu razliku smanjiti volumen pojila izračunat pomoću modula, ali na taj način da se pri tom ne smanji vrijednost ekvivalentna ranije izračunatom modulu. To se u praksi obično postiže upotrebom egzotermnih ili izolacijskih obloga oko pojila. Na taj način može se smanjiti volumen pojila bez da se smanji njegov modul, ako je volumen pojila, koji je dimenzioniran pomoću modula, premalen obzirom na uvjet definiran jednadžbom (3.7), potrebno je upotrijebiti pojilo većeg volumena, što ujedno znači i pojilo većeg modula od onog koji je prvotno izračunat. Sustav napajanja mora još ispuniti i tzv. uvjet zasićenja, što znači da se svaka točka u odljevku mora nalaziti u zoni jednog pojila. Odljevci kod kojih nije prisutno smanjenje modula (npr. ploče i palice) započinju sa skrućivanjem na mjestima koja su sa svih strana okružena pijeskom. Uslijed brzog odvođenja topline na tim mjestima (rubovi ploča i krajevi palica), taljevina se brzo skrutne i nastane tzv. krajnja zona odljevka (KZ) koja se napaja iz priključnog dijela odljevka, zbog čega u tom dijelu odljevka nije prisutna usahlina. Ostali dijelovi takvih odljevaka moraju se napajati pojilima koja imaju ograničeno djelovanje po horizontalnom i vertikalnom pravcu. Na slici 3.13 shematski je prikazan odljevak sa pravilno postavljenim težinskim (otvorenim) i atmosferskim (zatvorenim) pojilima, uz istodobnu upotrebu hladila. Slika 3.13. Shematski prikaz uravnoteženog skrućivanja odljevka: a1 i a2 – težinska (otvorena) pojila, b1 i b2 – atmosferska (zatvorena) pojila, c1 i c2 – mjesta za hladila Uravnoteženo skrućivanje u primjeru sa slike 3.13 može se objasniti na slijedeći način: Nakon što je završeno ulijevanje kalupa, najprije se skrutnu tanka rebra odljevka koja povezuju njegove masivnije dijelove. Učinak napajanja je povećan ugradnjom hladila c1 i c2 u kalup (šrafirana mjesta na odljevku, slika 3.13), čime se intenzivira hlađenje rebara i time ubrza njihovo skrućivanje. Na taj način je odljevak podijeljen u dva odvojena sustava 47 napajanja. Jedan dio odljevka napaja se otvorenim pojilima a1 i a2, a drugi dio zatvorenim pojilima b1 i b2. U slučaju da se gornja površina na pojilima a1 i a2 prerano skrutne, atmosferski tlak koji djeluje u zatvorenim pojilima b1 i b2 neće utjecati na napajanje pojila a1 i a2, jer su rebra već skrutnuta i sustav napajanja ostaje uravnotežen. U slučaju da tanka rebra odljevka nisu učinkovito hlađena, sustav napajanja bio bi neuravnotežen i pojedina pojila lako bi napajala susjedna područja napajanja, za što nisu dimenzionirana. U konačnici bi to rezultiralo nastankom usahline u odljevku. Iz ove kratke analize može se zaključiti da nije dovoljno samo nadomjestiti volumno stezanje odljevka tijekom skrućivanja, već je potrebno ostvariti i uravnotežen sustav napajanja odljevka. Uravnotežen sustav napajanja znači da svako pojilo napaja svoj dio odljevka. Drugim riječima, svako pojilo mora biti izolirano (u smislu napajanja) u svojem djelovanju, tj. ne smije biti povezano taljevinom s nekim drugim pojilom na odljevku. Danas se često kao pomoć pri konstruiranju i dimenzioniranju sustava ulijevanja i napajanja primjenjuju specijalizirani programski paketi pomoću kojih se simulira tijek skrućivanja te procjenjuju mjesta nastanka grašaka. Na taj način moguće je procijeniti efikasnost sustava ulijevanja i napajanja te provesti korekcije (ali i optimizaciju) u cilju dobivanja ispravnih odljevaka. Ovakvom virtualnom proizvodnjom odljevaka moguće je smanjiti udio škartnih odljevaka i povećati iskorištenje taljevine. 3.3.1.1 Izračunavanje modula Budući da je modul po definiciji omjer volumena i površine tijela, pojila moraju biti tako konstruirana da jedinica volumena ima što manju površinu u svrhu povećanja modula pri čemu se tijelo sporije skrućuje. Geometrijsko tijelo s najvećim modulom, tj. s najvećim omjerom između volumena i površine je kugla. Modul kugle promjera d može se odrediti pomoću slijedećeg izraza: π ⋅d3 V d = 6 2 = A π ⋅d 6 (3.8) V a3 a M = = = 2 A 6 ⋅a 6 (3.9) M = Modul kocke sa stranicom a je: Modul valjka promjera d i visine h = d je: d 2 ⋅π ⋅d V d 4 M = = = 2 A 2d ⋅ π 6 d 2 ⋅π + 4 (3.10) Iz prethodnih jednadžbi može se vidjeti da kugla promjera d i valjak kod kojeg je promjer jednak visini (h = d) imaju jednake module. Upravo zbog toga pojila obično imaju 48 valjkast oblik ili čak oblik kugle, jer takva pojila imaju najveći modul, odnosno najveću ekonomičnost. Ova činjenica važna je za praksu, jer se modul uglatih tijela može izračunati ako se u njih ucrta kugla, što bitno pojednostavljuje računanje modula. Tako je npr. modul kugle promjera d upisane u kocku s duljinom stranice d jednak modulu kocke i iznose d/6. Prema tome, u praksi se u mnogim slučajevima mogu pojedini segmenti odljevka prikazati jednostavnim geometrijskim oblicima čiji se modul može lako izračunati bez potrebe za izračunavanjem stvarnih površina i volumena. Modul kvadra sa osnovicama a i b te visinom c je: M = V a ⋅b⋅c a ⋅b⋅c = = A 2( a ⋅ b ) + 2( a ⋅ c ) + 2( b ⋅ c ) 2 ⋅ a ⋅ b + 2( a + b )c (3.11) Ako se čeone površine kvadra (presjek a x b) mogu zanemariti, tj. ako su vrlo male prema bočnim plohama kvadra ili su pak u kontaktu sa susjednim stjenkama odljevka zbog čega se kroz njih ne odvodi toplina, modul kvadra može se izračunati prema slijedećoj formuli: M = a ⋅b⋅c a ⋅b⋅c a ⋅b = = 2( a ⋅ c ) + 2( b ⋅ c ) 2 ⋅ c( a + b ) 2( a + b ) (3.12) Ako se kvadar duljine c savije u luk s radijusom r, dobiju se tijela prikazana na slici 3.14. Slika 3.14. Shematski prikaz savijanja kvadra u tijelo u obliku obruča i valjka Pri savijanju kvadra kako je prikazano na slici 3.14 ne mijenja se ukupna površina kvadra, zbog čega se modul savijenog kvadra može jednostavno izračunati pomoću slijedeće jednadžbe: M = površina opseg popreč . popreč . 49 presjeka presjeka kvadra kvadra (3.13) Pri tome se dobiva već poznati izraz (3.12) koji vrijedi za puni valjak i za obruč. Modul kocke jednak je modulu u kocku ucrtane kugle ili valjka (jednadžbe 3.8 – 3.10). Kocka i u kocku ucrtana kugla ili valjak imaju ista vremena skrućivanja. Može se pretpostaviti da se kutovi kocke skrutnu vrlo brzo, zbog čega preostaje samo tekuća jezgra kuglastog oblika. Ova postavka može se upotrijebiti za izračunavanje modula ploče s kvadratnom osnovicom (a x a) i debljinom d (slika 3.15). Slika 3.15. Ploča kvadratnog oblika sa ucrtanim valjkom Modul ploče prikazane na slici 3.15 može se izračunati pomoću slijedeće jednadžbe: V r 2 ⋅π ⋅ d M = = A 2 ⋅ r 2 ⋅π + 2 ⋅ r ⋅π ⋅ d (3.14) gdje je: r – radijus osnovice valjka ucrtanog u ploču, a d – debljina ploče. Ako je a ≥ 5d mogu se zanemariti bočne plohe ploče. Premda se na taj način čini mala pogreška, ovo pojednostavljenje primjenjuje se u praksi, pa se modul ploče prikazane na slici 3.15 računa prema slijedećem izrazu: M = r 2 ⋅π ⋅ d d = 2 ⋅ r 2 ⋅π 2 (3.15) U nastavku ćemo razmotriti određivanje modula odljevka u obliku obruča prikazanog na slici 3.16. Slika 3.16. Tijelo u obliku obruča s proširenjem u donjem dijelu, odnosno dodatnim vanjskim prstenom debljine c 50 Sa slike 3.16 može se vidjeti da postoji kontakt između plašta obruča i vanjskog prstena debljine c, što znači da se toplina ne odvodi preko cjelokupne površine plašta obruča, što je potrebno uzeti u obzir pri izračunavanju modula odljevka. Srednji promjer obruča ds može se izraziti pomoću debljine obruča a: ds = a ⋅ n (3.16) gdje je n – proizvoljni realni broj. Volumen odljevka prikazanog na slici 3.16 može se odrediti pomoću slijedećeg izraza: V = ds ⋅ a ⋅ b ⋅π = a2 ⋅ b ⋅ n ⋅π (3.17) Površina odljevka prikazanog na slici 3.16 može se odrediti pomoću slijedećeg izraza: P = 2 ⋅ π ⋅ d s ⋅ a + π ( d s − a )b + π ( d s + a ) ⋅ ( b − c ) (3.18) Izraz za određivanje modula odljevka prikazanog na slici 3.16 nakon sređivanja glasi: M = oblik: a ⋅b (3.19) ⎛ n + 1⎞ 2( a + b ) − c⎜ ⎟ ⎝ n ⎠ U graničnom slučaju kada ds → ∞ i n → ∞ (slika 3.17a) izraz (3.19) poprima slijedeći M = a ⋅b 2( a + b ) − c a) (3.20) b) Slika 3.17. Oblik tijela sa slike 3.16 u graničnom slučaju kada: a) ds → ∞, b) ds → a 51 U drugom graničnom slučaju (slika 3.17b) kada ds → a i n → 1 izraz (3.19) poprima slijedeći oblik: M = a ⋅b 2( a + b − c ) (3.21) Na prethodno opisani način mogu se izračunati moduli odljevka u obliku obruča, vijenaca ili pak ravnih stjenki koje graniče s prirubnicama ili sa stjenkama kućišta. U praksi se mora uzeti u obzir djelovanje jezgara kao izolatora, tj. u svim slučajevima u kojima su unutarnji otvori odljevka u obliku obruča suviše mali (kod čeličnog lijeva, npr. manji od ¼ vanjskog promjera), takve šupljine (obruče) potrebno je pri izračunavanju modula smatrati punim valjcima. Poseban problem pri izračunavanju modula predstavljaju čvorišta, tj. mjesta na odljevku gdje se spajaju dvije ili više stjenki različitih debljina, obično pod različitim kutovima. Prema A. Heuversu problem se rješava tako da se u čvorište ucrta krug i potom odredi modul čvorišta pomoću ucrtanog kruga. Promjer ucrtanog kruga jednak je debljini tzv. „pomoćne ploče“, pa je modul čvorišta u skladu s jednadžbom (3.15) jednak polumjeru ucrtanog kruga. Kod čvorišta s malim zaokruženjima na spoju stjenki iskustveno se poveća radijus ucrtanog kruga da se na taj način uzme u obzir i izolacijski efekt pijeska u čvorištima. 3.3.2 Heuversova metoda kružnica Heuversova metoda kružnica zasniva se na principu modula odljevka. Metoda je relativno jednostavna i često se primjenjuje za dimenzioniranje pojila za napajanje odljevaka od čeličnog lijeva. Prema ovoj metodi moduli poprečnih presjeka odljevka moraju se kontinuirano povećavati u smjeru prema pojilu da bi se osiguralo usmjereno skrućivanje. A. Heuvers prvi je razvio praktičnu metodu prema kojoj se na poprečnom presjeku odljevka upisuje serija kružnica čiji se promjer kontinuirano povećava u smjeru prema pojilu (slika 3.18). Pretpostavlja se da je za potpuno skrućivanje dijela odljevka potrebno duže vrijeme što je veći radijus upisane kružnice. Slika 3.18. Heuversova metoda kružnica Sa slike 3.18 može se vidjeti da ova metoda zahtjeva primjenu tehnoloških dodataka, odnosno povećanje debljine stjenke (ojačanje) u smjeru prema pojilu da bi se ostvarilo 52 usmjereno skrućivanje. Često ovaj tehnološki dodatak može biti značajan, što zahtjeva dodatne troškove za njihovo uklanjanje i obradu odljevka. Osim toga, tehnološki dodaci negativno utječu na izvadak, odnosno iskorištenje taljevine. U smjeru prema pojilu, promjer svake slijedeće kružnice je ~ 1,2 puta veći od promjera prethodne kružnice. Na taj način se i moduli pojedinih dijelova odljevka u koje su upisane kružnice povećavaju za isti faktor u smjeru prema pojilu. U literaturi se navodi da se promjer valjkastog pojila može odrediti tako da se promjer najveće upisane kružnice u poprečni presjek odljevka, tj. one upisane u toplinsko čvorište segmenta odljevka kojeg pojilo napaja, pomnoži sa 1,5 – 3,0, tj. promjer pojila je 1,5 – 3,0 puta veći od promjera kružnice upisane u toplo čvorište. Visina pojila odredi se tako da se promjer pojila pomnoži sa 1,5. 3.4 Krajnja zona odljevka (KZ) i zona napajanja pojila (ZN) U pješčanom kalupu odljevak se gotovo nikada ne skrućuje bez ikakve poroznosti. Kompaktnim zasićenim područjima odljevka obično se smatraju područja kod kojih veličina rendgenom otkrivenih grešaka (mikrošupljina) ne prelazi 1,5 % debljine stjenke odljevka. Karakteristike skrućivanja pojedine legure i konfiguracija odljevka mogu ograničiti zonu napajanja, odnosno djelovanja pojila. Ploče i palice predstavljaju geometrijski najjednostavniju konfiguraciju odljevka, zbog čega su na pločama i palicama najviše ispitivana i najbolje poznata kompaktna, tj. zasićena područja. Odljevak se smatra palicom ako omjer stranica poprečnog presjeka iznosi ~ 1:1 (kvadrat, krug). Ako navedeni omjer iznosi 5:1 ili više, takav se odljevak smatra pločom. Rubovi, odnosno bridovi odljevka u obliku ploče ili palice te dijelovi odljevka koji su na krajevima sa svih strana okruženi pijeskom brzo se skrućuju zbog intenzivnijeg odvođenja topline u tim područjima. Pri tome se ti krajnji dijelovi odljevka napajaju iz preostalih dijelova odljevka i skrućuju kao kompaktna krajnja zona odljevka (KZ). Zbog toga ta područja odljevka nije potrebno napajati. Ploča od nelegiranog čeličnog lijeva koja se napaja jednim pojilom prema slici 3.19 skrućuje kompaktno ako njezina duljina ne prelazi 4,5d, pri čemu je d - debljina ploče. Može se vidjeti da se kompaktno skrutnuto područje odljevka sastoji od krajnje kompaktne zone (KZ), što je rezultat utjecaja rubova odljevka i zone napajanja (ZN), odnosno zone koju napaja pojilo (zona djelotvornosti pojila). Pri tome je utjecaj ruba odljevka veći od utjecaja pojila (KZ > ZN). Slika 3.19. Duljina kompaktnog područja (ZN + KZ) kod čelične ploče duljine 4,5d s vršnim napajanjem (pojilo odozgo). ZN – zona napajanja, odnosno zona djelovanja pojila, KZ – krajnja kompaktna zona, odnosno zona djelovanja rubova odljevka, d – debljina ploče Kod ploče čija je duljina od pojila do ruba (kraja) veća od 4,5d (slika 3.20), duljina krajnje kompaktne zone odljevka (KZ) i duljina zone napajanja odnosno djelovanja pojila (ZN) iste su kao u prethodnom slučaju (2,5d, odnosno 2d – vidi sliku 3.19). To znači da će se u području između navedenih zona pojaviti greške uslijed stezanja (poroznost), jer to područje nije u domeni djelovanja niti pojila niti ruba odljevka. 53 Slika 3.20. Greške uslijed stezanja u čeličnoj ploči čija je duljina od pojila do ruba (kraja) veća od 4,5d. ZN – zona napajanja, odnosno zona djelovanja pojila, KZ – krajnja kompaktna zona, odnosno zona djelovanja rubova odljevka, d – debljina ploče Odljevak u obliku ploče je kompaktan u području između dva pojila ako razmak između pojila nije veći od 4d (slika 3.21). Područje od kraja ploče do pojila biti će kompaktno ako nije duže od 4,5d. Slika 3.21. Kompaktno područje (bez grešaka uslijed stezanja) čelične ploče između dva pojila koja se nalaze na udaljenosti 4d. d – debljina ploče Ako je udaljenost između dva pojila na čeličnoj ploči veća od 4d (slika 3.22), u području koje je izvan zona napajanja pojila, odnosno zona djelovanja pojila, pojaviti će se greške uslijed stezanja (poroznost). Područje od kraja ploče do pojila biti će kompaktno ako nije duže od 4,5d. Slika 3.22. Greške uslijed stezanja u čeličnoj ploči u području između dva pojila koje se nalazi izvan zone napajanja, odnosno djelovanja pojila. d – debljina ploče Upotrijebi li se osim pojila i hladilo na kraju odljevka, može se povećati duljina kompaktne zone od pojila do kraja ploče za ~ 50 mm i u tom slučaju iznosi 4,5d + 50 mm (slika 3.23). Hladilo brzo odvodi toplinu čime pospješuje razvoj umjerenog skrućivanja od kraja ploče prema pojilu. 54 Slika 3.23. Utjecaj hladila postavljenog na kraj ploče na duljinu kompaktne zone od kraja ploče do pojila Hladila su posebno djelotvorna ako se postave na odljevak (ploču) između dva pojila (slika 3.24). Na taj način se na mjestu gdje je postavljeno hladilo formira umjetni efekt (učinak) kraja odljevka (simulira se djelovanje kraja odljevka), što omogućuje značajno povećanje udaljenosti između pojila, odnosno smanjenje broja pojila potrebnih da se dobije ispravan odljevak, povećanje izvatka te smanjenje troškova uklanjanja pojila. U tom slučaju kompaktna zona između pojila može doseći dužinu od čak 9d + 100 mm, što je značajno više nego u slučaju kada se ne primjenjuje hladilo između pojila (4d, vidi sliku 3.21). Hladila na kraju ploče trebaju imati debljinu približno jednaku debljini ploče, a hladila između pojila moraju biti dva puta deblja. Slika 3.24. Utjecaj hladila postavljenog na ploču između pojila na duljinu kompaktne zone između pojila Prednosti koje se postižu primjenom hladila jasno se mogu vidjeti iz slijedećeg primjera koji opisuje napajanje čelične prirubnice bez primjene i s primjenom hladila (slika 3.25). Sa slike 3.25a može se vidjeti da se čak i sa 8 pojila ne može osigurati potpuno napajanje odljevka, odnosno postoje područja koja su izvan djelovanja pojila, što zahtijeva dodavanje barem još jednog pojila. Primjenom hladila (slika 3.25b) ostvaruju se umjetni efekti (učinci) kraja odljevka, što omogućuje da se s manjim brojem pojila (5) dobije potpuno ispravan odljevak. 55 a) b) Slika 3.25. Utjecaj hladila na broj potrebnih pojila za napajanje čelične prirubnice: a) slučaj bez primjene hladila – 8 pojila, b) slučaj nakon postavljanja hladila – 5 pojila Kod čeličnih palica s kvadratnim poprečnim presjekom ostvaruju se drugačije duljine kompaktnih područja nego kod čeličnih ploča. Područje od kraja palice do pojila bit će kompaktno ako nije duže od 6 d (d – debljina, odnosno širina palice), što je kraće nego kod ploča (slika 3.26). 56 Slika 3.26. Duljina kompaktnog područja (ZN + KZ) kod čelične palice duljine 6 d s vršnim napajanjem (pojilo odozgo). ZN – zona napajanja, odnosno zona djelovanja pojila, KZ – krajnja kompaktna zona, odnosno zona djelovanja rubova odljevka, d – debljina palice Kod palice čija je duljina od pojila do ruba (kraja) veća od 6 d (slika 3.27), duljina krajnje kompaktne zone odljevka (KZ) i duljina zone napajanja odnosno djelovanja pojila (ZN) iste su kao u prethodnom slučaju (1,5d - 2d, odnosno 0,5d – 2d – vidi sliku 3.26). To znači da će se u području između navedenih zona pojaviti greške uslijed stezanja (poroznost), jer to područje nije u domeni djelovanja niti pojila niti ruba odljevka. Slika 3.27. Greške uslijed stezanja u čeličnoj palici čija je duljina od pojila do ruba (kraja) veća od 6 d . ZN – zona napajanja, odnosno zona djelovanja pojila, KZ – krajnja kompaktna zona, odnosno zona djelovanja rubova odljevka, d – debljina palice Odljevak u obliku palice je kompaktan u području između dva pojila ako razmak između pojila iznosi 1d – 4d (slika 3.28). Slika 3.28. Kompaktno područje (bez grešaka uslijed stezanja) čelične palice između dva pojila koja se nalaze na udaljenosti 1d – 4d. d – debljina palice Ako je udaljenost između dva pojila na čeličnoj palici veća od 1d, odnosno 4d (slika 3.29), u području koje je izvan zona napajanja pojila, odnosno zona djelovanja pojila, pojaviti će se greške uslijed stezanja (poroznost). 57 Slika 3.29. Greške uslijed stezanja u čeličnoj palici u području između dva pojila koje se nalazi izvan zone napajanja, odnosno djelovanja pojila. d – debljina palice Ako se pored pojila upotrijebe i hladila, kompaktna se duljina na krajevima palice povećava na 6 d + d (slika 3.30), a kompaktna duljina između pojila na 12 d + 2d (slika 3.31). Debljina krajnjeg hladila tada je jednaka polovici debljine palice, a debljina hladila između pojila jednaka je debljini palice. Kod iste debljine d odljevak u obliku palice teže je napajati nego ploču. Slika 3.30. Utjecaj hladila postavljenog na kraj palice na duljinu kompaktne zone od kraja palice do pojila Slika 3.31. Utjecaj hladila postavljenog na palicu između pojila na duljinu kompaktne zone između pojila Velika količina podataka o zoni napajanja dostupna je za nelegirane čelične ljevove. Različiti dijagrami i tablice u širokom opsegu primjenjuju se već desetljećima. Dijagrami na slikama 3.32 i 3.33 prikazuju duljinu kompaktnih područja ovisno o debljini stjenke odljevka od nelegiranog čeličnog lijeva. 58 a) b) Slika 3.32. Duljina krajnje kompaktne zone (KZ) (a) i zone napajanja (ZN) (b) ovisno o debljini stjenke odljevka i omjeru stranica na poprečnom presjeku odljevka od nelegiranog čeličnog lijeva Slika 3.33. Duljina krajnje kompaktne zone (KZ) i zone napajanja (ZN) ovisno o debljini stjenke odljevka i omjeru stranica na poprečnom presjeku odljevka od nelegiranog čeličnog lijeva Za većinu ostalih legura ne postaje tako precizni podaci o duljini krajnje kompaktne zone i zone napajanja kao za nelegirane čelične ljevove. U tablici 3.3 dane su vrijednosti ukupne duljine kompaktnog područja (KZ + ZN) za nekoliko različitih ljevačkih legura. 59 Tablica 3.3. Duljina kompaktnog područja (KZ + ZN) za nekoliko ljevačkih legura Vrsta lijeva Duljina kompaktne, tj. zasićene zone (ZN + KZ) za odljevke debljine d s pravokutnim poprečnim presjekom 6 – 6,5d min. 7,5d min. 3,5d Nodularni lijev Mjed (mesing) (70/30) Silumin Kod sivog i nodularnog lijeva duljine kompaktnih, tj. zasićenih područja odljevka ovise u velikoj mjeri o čvrstoći kalupa. Ako kalup nema dovoljnu čvrstoću, porast volumena odljevka tijekom izlučivanja grafita u obliku listića ili nodula za vrijeme skrućivanja ima za posljedicu „napuhivanje“ odljevka i nastanak poroznosti. Do ekspanzije, odnosno porasta volumena odljevka tijekom izlučivanja grafita dolazi zbog značajno manje gustoće grafita (2,2 g/cm3) u odnosu na taljevinu (~ 7,0 g/cm3). Međutim, ako se lijevanje provodi u dovoljno čvrste kalupe neće doći do porasta volumena odljevka već do porasta tlaka u kalupnoj šupljini. Ova činjenica može se iskoristiti za napajanje odljevka tijekom skrućivanja i na taj način smanjiti potrebit broj i volumen pojila. S velikom se sigurnošću može pretpostaviti da se odljevci od sivog i nodularnog lijeva, koji su lijevani u dovoljno čvrste jednokratne (pješčane) kalupe, mogu uz pravilno metalurško vođenje taljevine napajati do proizvoljno dugih zona zasićenja. Pri lijevanju ploča i palica u vertikalnom položaju mora se uzeti u obzir da je napajanje po vertikali također ograničeno. Obično se problem rješava tehnološkim dodatkom, odnosno ojačanjem (povećanjem debljine) stjenke odljevka u smjeru prema pojilu (slike 3.34 i 3.35). Na taj način postiže se odgovarajući temperaturni gradijent, odnosno usmjereno skrućivanje prema pojilu. Slika 3.34. Ojačanje (povećanje debljine) stjenke odljevka od čeličnog lijeva u smjeru prema pojilu u cilju postizanja usmjerenog skrućivanja 60 Slika 3.35. Postizanje odgovarajućeg temperaturnog gradijenta, odnosno usmjerenog skrućivanja povećanjem debljine stjenke odljevka u smjeru prema pojilu Preporučena ojačanja stjenke odljevka prema H. Steinu prikazana su u obliku dijagrama na slici 3.36. Slika 3.36. Ojačanje (povećanje debljine) stjenke odljevka ovisno o njezinoj visini i debljini Sa slike 3.36 može se vidjeti da je duljina krajnje kompaktne zone (KZ) i zone napajanja (ZN) kod vertikalno lijevanih ploča jednaka kao i kod horizontalno lijevanih ploča (slika 3.19). Za uspješno napajanje vertikalne stjenke visine h (visina od kraja stjenke do pojila) potrebno je segment, odnosno dio stjenke koji se nalazi iznad krajnje zone (KZ) i zone napajanja (ZN) podebljati za iznos prema dijagramu na slici 3.36. 61 3.5 Pojila i vrat pojila Prema konstrukciji, pojila se dijele na: • • otvorena pojila i zatvorena pojila. Otvorena pojila smještena su tako da je završetak, odnosno gornja površina pojila vidljiva na gornjoj površini kalupa. Prema djelovanju otvorena pojila mogu biti: klasična gravitacijska, izolacijska i egzotermna. Klasična otvorena pojila zovu se još i težinska pojila, jer kod njih napajanje odljevka (ako se pojilo na površini skrutne) ovisi o statičkom tlaku taljevine ispod skrutnute kore u pojilu. Otvorena pojila kod kojih je primijenjena egzotermna ili izolacijska obloga, tijekom skrućivanja odljevka u pravilu ne skrutnu na površini, zbog čega funkcioniraju kao atmosferska pojila. Zatvorena pojila gotovo uvijek imaju oblik valjka s vrhom i dnom u obliku polukugle (kupole), zbog čega imaju optimalni modul (slika 3.37). a) b) c) Slika 3.37. Pravilno (a) i nepravilno (b i c) oblikovano zatvoreno pojilo Zatvoreno pojilo prikazano na slici 3.37a ostati će duže u tekućem stanju od zatvorenih pojila prikazanih slikom 3.37b i 3.37c. Očito je da polukugla na vrhu i dnu pojila ima isti promjer kao pojilo, zbog čega njihov radijus iznosi 1/2 promjera pojila. Sjecište vertikalne simetrale kroz pojilo i horizontalne simetrale kroz vrat pojila predstavlja ishodište iz kojeg se povlači radijus donje polukugle (slika 3.38). Slika 3.38. Dimenzioniranje polukugle na dnu pojila Zatvorena pojila postavljaju se na niže dijelove odljevka (masivna čvorišta), gdje i nije moguće upotrijebiti otvorena pojila i potpuno su okružena pijeskom. Na vrh zatvorenog pojila često se stavlja porozna pješčana jezgra (Williamsova jezgra) koja omogućuje da vanjska 62 atmosfera (oko pojila) tijekom skrućivanja ima stalan kontakt s taljevinom u unutrašnjosti pojila, tlačeći je iz pojila u odljevak, zbog čega se i naziva atmosfersko pojilo (slika 3.39). Slika 3.39. Zatvoreno atmosfersko pojilo s jezgrom na vrhu. dp – promjer pojila Ako se na vrh pojila ne postavi porozna pješčana jezgra, nastala kruta kora na vrhu pojila onemogućuje djelovanje atmosferskog tlaka na taljevinu u pojilu, zbog čega nastaje potlak u pojilu (tlak u pojilu niži od atmosferskog tlaka). U tom slučaju može doći čak do toga da odljevak napaja pojilo, a ne obrnuto (slika 3.40). Slika 3.40. Primjer slučaja u kojem odljevak napaja pojilo zbog potlaka u pojilu Primjenom zatvorenih atmosferskih pojila izostaje potreba za neophodnim ojačanjem vertikalnih stjenki odljevka, jer ta pojila napajaju niže segmente odljevka na koje su postavljena, pa nije potrebno ostvariti usmjereno skrućivanje prema otvorenim pojilima postavljenim na vrhu odljevka (slika 3.41). Posebno je važno da je područje koje napaja zatvoreno atmosfersko pojilo samostalno (vidi sliku 3.13), tj. područje tipa krajnje zone (KZ) koja je prirodna (kraj odljevka) ili umjetna, što se postiže primjenom hladila. U suprotnom slučaju zatvoreno atmosfersko pojilo napajati će i susjedna područja napajanja, za što nije dimenzionirano. To naravno nije povoljno i rezultira nastankom grešaka uslijed stezanja u odljevku. 63 Slika 3.41. Primjer upotrebe zatvorenih atmosferskih pojila (varijanta napajanja 1) u cilju izbjegavanja ojačanja stjenke odljevka (varijanta napajanja 2) Obzirom na uljevni sustav razlikujemo hladno i toplo pojilo. Kod toplog pojila taljevina na putu prema kalupnoj šupljini najprije prolazi kroz pojilo tako da toplo pojilo ostaje popunjeno najtoplijom taljevinom (slika 3.42a), što povoljno utječe na napajanje. U hladno pojilo taljevina dolazi tek kada je popunila kalupnu šupljinu, zbog čega se pojilo ispuni hladnijom taljevinom nego odljevak (slika 3.42b). a) b) Slika 3.42. Toplo (a) i hladno (b) pojilo Podaci o dimenzijama i modulima nekih najčešće upotrebljavanih tipova pojila prikazani su u tablicama 3.4 – 3.9. Kada se izračuna potrebni modul pojila, tip pojila odabere se na osnovi iskustva obzirom na geometriju odljevka i geometriju mjesta na koje se pojilo postavlja. Na prirubnicama će se, npr. upotrijebiti ovalna pojila umjesto cilindričnih. Visina pojila, odnosno omjer visine i promjera pojila, bira se u pravilu obzirom na očekivani nivo taljevine u kalupu. Potrebno je spomenuti i korisne formule pomoću kojih se lako može izračunati modul pojila ako su poznate njegove dimenzije. Npr. modul cilindričnog pojila visine hp i promjera 2r može se odrediti pomoću slijedeće formule: M = r ⋅ hp 2( r + h p ) (3.22) Osim što omogućuje izračunavanje modula pojila na osnovi njegovih poznatih dimenzija, jednadžba (3.22) omogućuje da se na osnovi poznatog modula pojila i poznate visine pojila H, koja je npr. određena nivoom taljevine u kalupu, odredi promjer pojila. 64 Tablica 3.4. Modul (M) i dimenzije pojila u obliku valjka kojem je promjer (dp) jednak visini (hp) M, cm 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,25 4,50 4,75 5,0 5,25 5,50 5,75 6,0 6,25 6,50 6,75 7,0 7,25 7,50 7,75 8,0 8,25 8,50 dp = hp, mm 30 36 42 48 54 60 66 72 78 84 90 96 102 108 114 120 132 144 156 168 180 192 204 216 228 240 256 270 285 300 315 330 345 360 375 390 405 420 435 450 465 480 495 510 65 V, dm3 0,022 0,037 0,057 0,086 0,123 0,169 0,225 0,290 0,370 0,460 0,570 0,690 0,820 0,980 1,2 1,4 1,9 2,3 3,1 3,7 4,5 5,5 6,6 7,8 9,3 11,0 13,0 15,0 18,0 21,0 25,0 28,0 32,0 37,0 41,0 46,0 52,0 58,0 64,0 71,0 78,0 87,0 95,0 104,0 Tablica 3.5. Modul (M) i dimenzije pojila u obliku valjka kojem je visina (hp) 1,5 puta veća od promjera (dp) M, cm 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,25 4,50 4,75 5,0 5,25 5,50 5,75 6,0 6,25 6,50 6,75 7,0 7,25 7,50 7,75 8,0 … 9,25 dp, mm 27 32 38 43 48 54 59 64 70 75 80 86 91 96 102 107 118 128 140 150 160 172 182 192 204 214 228 240 255 266 280 294 308 320 335 347 361 375 388 400 415 428 … 495 hp, mm 40 48 57 65 72 81 89 96 105 113 120 130 137 144 153 160 177 192 210 225 240 258 274 288 306 320 344 360 384 400 420 440 460 480 500 520 542 562 582 600 625 642 … 742 66 V, dm3 0,024 0,040 0,062 0,093 0,131 0,180 0,239 0,315 0,400 0,500 0,610 0,740 0,890 1,0 1,2 1,5 1,9 2,5 3,4 4,0 4,9 5,8 7,2 8,5 10,0 12,0 14,0 16,0 19,0 22,0 26,0 30,0 35,0 39,0 44,0 50,0 56,0 62,0 69,0 77,0 84,0 93,0 … 143,0 Tablica 3.6. Modul (M) i dimenzije pojila s horizontalnim presjekom u obliku elipse M, cm 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,25 4,50 4,75 5,0 5,25 5,50 5,75 6,0 6,25 6,50 6,75 7,0 7,25 7,50 7,75 8,0 8,25 8,50 b, mm 36 44 51 59 66 74 81 88 95 102 110 117 125 132 138 145 160 174 189 203 220 233 248 263 277 293 310 326 345 362 380 400 415 420 455 472 490 510 530 545 565 582 600 620 a, mm 24 29 34 39 44 49 54 59 63 68 73 78 83 88 92 97 107 116 126 135 147 155 165 175 185 195 206 218 230 242 253 266 276 280 303 315 326 340 351 363 376 388 400 414 67 hp, mm 30 37 43 49 55 61 67 73 79 85 91 97 103 109 115 121 133 145 157 169 181 193 205 218 230 242 256 272 286 302 316 332 347 362 376 394 408 424 438 452 468 484 500 513 V, dm3 0,024 0,040 0,062 0,093 0,132 0,182 0,240 0,315 0,400 0,500 0,610 0,740 0,890 1,0 1,2 1,5 1,9 2,5 3,4 4,0 4,9 5,9 7,2 8,5 10,0 12,0 14,0 16,0 19,0 22,0 26,0 30,0 35,0 39,0 44,0 50,0 56,0 62,0 69,0 77,0 84,0 93,0 103,0 112,0 Tablica 3.7. Modul (M) i dimenzije pojila s horizontalnim presjekom u obliku elipse M, cm 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,25 4,50 4,75 5,0 5,25 5,50 5,75 6,0 6,25 6,50 6,75 7,0 7,25 7,50 7,75 8,0 8,25 8,50 b, mm 33 39 45 53 59 65 71 78 84 90 98 104 109 117 123 129 143 154 168 180 194 205 219 234 244 256 272 290 305 320 337 353 370 385 400 418 435 450 465 482 500 515 530 548 a, mm 22 26 30 35 39 43 47 52 56 60 65 69 73 78 82 86 95 103 112 120 129 137 146 155 163 171 182 193 204 214 225 236 246 256 266 279 290 300 310 321 333 343 354 365 68 hp, mm 40 48 46 64 73 81 89 97 105 113 121 129 137 145 153 161 177 193 210 226 242 258 274 290 306 324 344 364 384 404 424 444 464 484 504 524 544 564 584 604 624 644 664 684 V, dm3 0,025 0,042 0,064 0,096 0,134 0,189 0,250 0,326 0,415 0,516 0,640 0,775 0,930 1,1 1,3 1,5 2,0 2,6 3,5 4,2 5,1 6,2 7,4 8,8 10,0 12,0 15,0 17,0 20,0 24,0 27,0 32,0 36,0 41,0 46,0 52,0 58,0 65,0 72,0 80,0 88,0 97,0 107,0 116,0 Tablica 3.8. Modul (M) i dimenzije pojila s horizontalnim presjekom u obliku elipse M, cm 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,25 4,50 4,75 5,0 5,25 5,50 5,75 6,0 6,25 6,50 6,75 7,0 7,25 7,50 7,75 8,0 8,25 8,50 a, mm 21 26 30 34 38 43 47 51 53 59 64 68 72 76 80 85 93 102 110 118 127 135 143 152 160 169 180 190 200 212 222 232 242 253 264 274 284 295 306 316 326 337 348 358 b, mm 42 52 60 68 76 86 94 102 106 118 128 136 144 152 160 170 186 204 220 236 254 270 286 304 320 338 360 380 400 424 444 464 484 506 528 548 568 590 612 632 652 674 696 716 69 hp, mm 32 38 45 51 57 63 70 76 82 88 95 102 107 114 120 127 139 152 165 177 190 204 215 226 240 252 268 285 300 316 331 348 364 380 395 411 426 442 456 474 490 505 522 536 V, dm3 0,025 0,049 0,072 0,105 0,147 0,212 0,276 0,354 0,396 0,550 0,705 0,840 1,0 1,2 1,4 1,7 2,1 2,8 3,5 4,4 5,3 6,5 7,6 9,3 11,0 13,0 16,0 18,0 21,0 25,0 29,0 33,0 38,0 43,0 49,0 55,0 61,0 68,0 76,0 84,0 92,0 102,0 112,0 123,0 Tablica 3.9. Modul (M) i dimenzije pojila s horizontalnim presjekom u obliku elipse M, cm 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,25 4,50 4,75 5,0 5,25 5,50 5,75 6,0 6,25 6,50 6,75 7,0 7,25 7,50 7,75 8,0 8,25 8,50 b, mm 38 46 52 60 68 76 84 90 98 106 114 120 128 134 142 150 186 190 194 210 226 240 254 270 286 300 320 338 356 374 394 412 432 450 468 486 508 522 542 560 580 600 618 636 a, mm 19 23 26 30 34 38 42 45 49 53 57 60 64 67 71 75 83 90 97 105 113 120 127 135 143 150 160 169 178 187 197 206 216 225 234 243 254 261 271 280 290 300 309 318 70 hp, mm 42 51 59 68 76 85 93 100 110 118 127 135 143 152 160 169 185 203 220 236 252 270 286 304 320 337 356 380 400 422 444 464 484 508 528 548 570 590 610 632 652 675 695 718 V, dm3 0,028 0,049 0,071 0,108 0,157 0,220 0,300 0,370 0,472 0,600 0,750 0,870 1,1 1,2 1,4 1,7 2,3 3,0 3,7 4,7 5,8 7,0 8,2 10,0 12,0 14,0 16,0 19,0 23,0 27,0 31,0 35,0 41,0 46,0 52,0 58,0 62,0 71,0 80,0 88,0 98,0 110,0 119,0 129,0 Pojilo je spojeno sa odljevkom pomoću vrata pojila (slika 3.43) koji je obično kružnog ili pravokutnog poprečnog presjeka. Za vrat pojila također vrijede uvjeti usmjerenog skrućivanja, što znači da modul vrata pojila mora biti nešto veći od modula odljevka ili dijela odljevka što ga pojilo napaja, a nešto manji od modula pojila. U praksi obično se primjenjuje slijedeći omjer između modula odljevka (ili dijela odljevka što ga pojilo napaja), vrata pojila i pojila: M o : M vp : M p = 1 : 1,1 : 1,2 (3.23) gdje je: Mo – modul odljevka, Mvp – modula vrata pojila, a Mp – modul pojila. Slika 3.43. Odljevak s pojilima i uljevnim sustavom Izraz (3.23) za određivanje modula vrata pojila vrijedi za veliki broj ljevačkih legura (npr. čelike, legure na bazi aluminija, legure na bazi bakra itd.). Međutim, potrebno je napomenuti da sivi željezni ljevovi, tj. sivi i nodularni lijev, i u ovom slučaju (kao i kod određivanja modula pojila) predstavljaju izuzetak. Zbog izlučivanja grafita dolazi do porasta volumena tijekom jednog perioda skrućivanja, pa vrat pojila ne mora biti propustan za transport taljevine iz pojila u odljevak tijekom cijelog perioda skrućivanja. Modul vrata pojila u tom slučaju može iznositi: M vp = ( 0 ,67 − 1,1 ) ⋅ M o (3.24) što i u ovom slučaju (kao i kod određivanja modula pojila) ovisi o nizu faktora. Dimenzije vrata pravokutnog poprečnog presjeka mogu se odrediti iz dijagrama na slici 3.44 na osnovi njegovog modula. Smatra se da dužina vrata pojila kružnog poprečnog presjeka ne bi smjela biti veća od 1/2 promjera pojila, dok dužina vrata pojila pravokutnog poprečnog presjeka ne smije biti veća od 1/3 promjera pojila. 71 Slika 3.44. Dijagram za određivanje dimenzija pravokutnog poprečnog presjeka vrata pojila U praksi se ponekad između pojila i odljevka, odnosno na samom vratu pojila, postavljaju jezgreni pješčani ovratnici, odnosno tzv. odlomne ili Washburnove jezgre (slika 3.45) koje mehanički slabe vrat pojila, što olakšava uklanjanje pojila sa odljevka. Pojilo se u tom slučaju može jednostavno mehanički (odbijanjem) ukloniti sa odljevka. Takvi su ovratnici posebno djelotvorni kod pojila relativno malih promjera i kod odljevaka od relativno krhkih ljevova, gdje odstranjivanje pojila autogenim rezanjem stvara određene poteškoće. Slika 3.45. Pješčana jezgrena pločica (ovratnik) na vratu pojila Prema istraživanjima različitih autora, za odljevke od krtih čeličnih legiranih ljevova najpogodnije dimenzije takvih jezgrenih ovratnika, tj. odlomnih jezgri su: debljina jezgrenog ovratnika: ~ 0,093D ~ 0,56Mo 72 promjer otvora ovratnika: ~ 0,39D ~ 2,34M0 gdje je: D – promjer pojila, a Mo – modul odljevka. Ako je masa odlomne jezgre mala, ona brzo dostiže temperaturu taljevine zbog čega nema značajniji utjecaj na skrućivanje pojila. 3.6 Povećanje efikasnosti pojila egzotermnim i izolirajućim sredstvima Odljevak će biti kompaktan (ispravan) ako su svi njegovi masivni dijelovi napojeni, tj. ako je ostvareno usmjereno skrućivanje (pojila moraju skrutnuti posljednja). To se može postići na slijedeći način: a) modul otvorenog pojila mora biti 1,2 puta veći od modula odljevka ili dijela odljevka što ga pojilo napaja. Ako se primjenjuju zatvorena pojila, često se radi povećanja sigurnosti, dodatno povećava modul pojila, odnosno modul zatvorenog pojila je 1,3 puta veći od modula odljevka ili dijela odljevka što ga pojilo napaja, b) volumen pojila izračunat pomoću modula mora se prilagoditi uvjetu volumnog stezanja dotičnog lijeva prema izrazu (3.7) tako da volumen pojila bude veći, ili što je najbolje, jednak onome iz izraza (3.7), ali ni u kom slučaju manji, c) moduli pojedinih dijelova odljevka moraju se povećavati u smjeru skrućivanja, tj. prema pojilu da bi se ostvarilo usmjereno skrućivanje, d) ako moduli pojedinih dijelova odljevka u određenom smjeru ne ispunjavaju uvjet usmjerenog skrućivanja (točka c), ti se dijelovi odljevka moraju intenzivnije hladiti hladilima tijekom skrućivanja ako su prevelikog modula ili se sustav napajanja na svakom takvom mjestu mora podijeliti u dva zasebna sustava napajanja ako dotično mjesto ima mali modul. U suprotnom potrebno je rekonstruirati odljevak. Osim hlađenja pojedinih dijelova odljevka hladilima, u praksi se primjenjuje i dodatno grijanje i izoliranje pojila da bi taljevina u njima ostala što duže tekuća. Hlađenje pojedinih dijelova odljevka i grijanje pojila temelji se na istom principu, tj. na principu bilance topline između dijela odljevka i hladila koje iz odljevka apsorbira toplinu, odnosno bilance topline između egzotermne obloge pojila i taljevine u pojilu koja prima toplinu. Primjenom egzotermnih i izolacijskih košuljica oko bočnih stranica i vrha zatvorenog pojila (slika 3.46a) ili dodatkom pokrovnih egzotermnih i izolirajućih sredstava odmah nakon završetka lijevanja na vrh otvorenih pojila (slika 3.46b) smanjuje se brzina prijenosa topline od pojila ka kalupnom materijalu i atmosferi. Očito je da se primjenom navedenih sredstava odgađa (produlje) skrućivanje i stvaranje krute kore u pojilima. Ako se na vrhu pojila ne stvori kruta kora, atmosferski tlak djeluje na taljevinu i potiskuje taljevinu iz pojila u odljevak, odnosno poboljšava se djelotvornost pojila. Primjena egzotermnih i izolirajućih sredstava pri napajanju posebno je korisna kod legura sa širokim intervalom skrućivanja. 73 a) b) Slika 3.46. a) shematski prikaz primjene egzotermnih (i izolirajućih) košuljica oko bočnih stranica i vrha zatvorenog pojila, b) primjena egzotermnih i izolirajućih košuljica oko bočnih stranica otvorenog pojila te egzotermnih (i izolacijskih) pokrova (posipa) na vrhu pojila Iz tablice 3.10 jasno se može vidjeti utjecaj izolirajućih sredstava na vrijeme skrućivanja pojila. Za tri različita materijala prikazana su vremena skrućivanja valjkastog pojila (promjer pojila 102 mm, visina pojila 102 mm) s različitim kombinacijama izolacije stranica i vrha pojila. Tablica 3.10. Utjecaj izolirajućih sredstava na vrijeme skrućivanja pojila Materijal Čelik Bakar Aluminij Gubici uslijed zračenja kroz vrh pojila, % 42,0 26,0 8,0 Vrijeme skrućivanja pojila, min. Bez izolacije Izolirajuća košuljica po opsegu pojila, otvoren vrh pojila Izolirajuće sredstvo na vrhu pojila, bez izolirajuće košuljice po opsegu pojila Izolirajuća košuljica po opsegu pojila, izolirajuće sredstvo na vrhu pojila 5 8,2 12,3 7,5 15,1 31,1 13,4 14,0 14,3 43,0 45,0 45,6 Egzotermna i izolirajuća sredstva povećavaju temperaturni gradijent između pojila i odljevka, čime se promovira usmjereno skrućivanja od odljevka prema pojilu, odnosno povećava zona napajanja. Obzirom da smanjuju brzinu odvođenja topline od pojila ka kalupnom materijalu, egzotermna i izolirajuća sredstva povećavaju efektivni modul pojila u odnosu na geometrijski modul tog pojila. 74 Egzotermna sredstva su mješavine različitih metalnih oksida sa aluminijem koji pri oksidaciji oslobađa toplinu prema slijedećoj (egzotermnoj) reakciji: 2Al + Fe2O3 → Al2O3 + 2Fe + ΔH Oslobođena toplina uslijed prethodno prikazane egzotermne reakcije rezultira povišenjem temperature taljevine u pojilu. Kod pravilno dimenzioniranih pojila sa egzotermnom oblogom taljevina u pojilu ravnomjerno se spušta, zbog čega je gornja površina takvih pojila nakon završetka skrućivanja obično ravna, za razliku od klasičnog negrijanog pojila u kojem je nakon skrućivanja prisutna šupljina (lunker) stožastog oblika. Zbog toga je volumno iskorištenje pojila sa egzotermnom oblogom znatno veće od volumnog iskorištenja pojila bez egzotermne obloge. Pri upotrebi egzotermnih pojila obično sa računa sa 30 %-tnim iskorištenjem volumena pojila, dok je to iskorištenje samo 14,0 % kod klasičnih negrijanih pojila. Debljina egzotermne obloge pojila iznosi najviše 1/5 promjera pojila, jer su veće debljine neekonomične. Vrijeme skrućivanja egzotermnih pojila (tegz. poj.) obično je 2 puta duže od vremena skrućivanja klasičnih negrijanih pojila (tklas. poj.): tegz. poj. = 2 · tklas. poj. (3.25) Prema jednadžbi (3.1) vrijeme skrućivanja egzotermnih grijanih pojila proporcionalno je kvadratu njegova modula, pa se jednadžba (3.25) može napisati u slijedećem obliku: 2 2 k ⋅ M egz . poj . = 2 ⋅ k ⋅ M klas . poj . (3.26) odnosno: M egz . poj . = 2 ⋅ M klas . poj . (3.27) Iz jednadžbe 3.27 može se vidjeti da egzotermno pojilo ima ~ 1,4 puta veći modul od klasičnog negrijanog pojila jednakih dimenzija, što omogućuje primjenu razmjerno manjeg pojila ako se primjenjuje egzotermno pojilo. Potrebno je imati na umu da egzotermni materijali mogu negativno utjecati na čistoću taljevine. Egzotermna sredstva primjenjuju se kod pojila male i srednje veličine, ali ne i kod velikih pojila koja imaju dugo vrijeme skrućivanja. Budući da je vrijeme izgaranja egzotermnih obloga ograničeno, tj, vrijeme zagrijavanja taljevine u velikom pojilu kraće je od vremena potrebnog za napajanje odljevka, tako zagrijavana pojila prerano gube svoju funkciju. U takvim se slučajevima preporučuje upotreba izolacijskih obloga (košuljica) pomoću kojih se kod pojila s promjerom većim od ~ 300 mm (modul veći od 6 cm) postižu zadovoljavajući rezultati. Ako se primjenjuje izolacijska obloga, prema jednadžbi 3.27, može računati s faktorom smanjenja modula negrijanog pojila za ~ 1,4 puta (jednako kao i kod egzotermnih obloga). Adekvatnom primjenom izolirajućih, odnosno egzotermnih sredstava i hladila mogu se proizvesti odljevci bez grešaka uslijed stezanja uz primjenu značajno manjih pojila (slika 3.47). 75 Slika 3.47. Metode za smanjenje veličine pojila: a) otvoreno pojilo, b) otvoreno pojilo i primjena hladila, c) otvoreno pojilo manjih dimenzija i primjena hladila, d) primjena izolirajuće košuljice oko pojila i izolirajućeg pokrova na vrhu pojila, e) primjena izolirajuće košuljice oko pojila, izolirajućeg pokrova na vrhu pojila i hladila 3.7 Hladila Često je radi usmjerenog skrućivanja potrebno reducirati, tj. smanjiti modul jednog dijela odljevka s vrijednosti M0 na manju vrijednost Mr, pa se na takvim mjestima u kalup ugrađuju hladila koja oduzimaju dio topline od taljevine u kalupu. Hladila time lokalno mijenjaju morfologiju skrućivanja odljevka, zbog čega se na tom mjestu formira “umjetna“ krajnja zona odljevka. Tako se s velikom sigurnošću može postići usmjereno skrućivanje odljevka u smjeru prema pojilima. Prema tome, osnovni zadatak hladila je da omogući povoljan temperaturni gradijent i na taj način omogući napajanje kritičnog mjesta. Prema načinu djelovanja hladila se dijele na unutarnja i vanjska, a prema položaju u kalupu na gornja, bočna i donja. Vanjska hladila ugrađuju se u kalup i sa odljevkom samo izmjenjuju toplinu (slika 3.48). Postavljaju se na površinu odljevka na mjestima gdje se zbog gomilanja mase može očekivati pojava usahline. Potrebno je obratiti pažnju da se hladilo postavi na ispravno mjesto i u tu svrhu treba na modelu predvidjeti posebne oznake. Budući da se dio odljevka na kojem se nalazi hladilo naglo skrutne, posebnu pažnju potrebno je obratiti na opasnost od stvaranja vrućih pukotina. Osim što se zahtjeva prikladan oblik hladila, pažnju je potrebno obratiti i na stanje površine hladila. Površina hladila mora biti potpuno čista. Najbolje je hladilo ispjeskariti i njegovu površinu zaštititi premazom koji ne smije razvijati plinove tijekom zagrijavanja pri ulijevanju taljevine. 76 Slika 3.48. Primjer upotrebe vanjskih hladila Jednadžba toplinske bilance u slučaju primjene vanjskog hladila ima slijedeći oblik: mvh ⋅ c p ⋅ ΔT = V0 ⋅ M0 − Mr ⋅ρ⋅L M0 (3.28) gdje je: mvh – masa vanjskog hladila, cp – specifični toplinski kapacitet hladila, ΔT – temperaturna razlika između hladnog (0 °C) i zagrijanog hladila (400 °C), V0 – volumen dijela odljevka koji se hladi hladilom, M0 – stvarni (geometrijski) modul odljevka, Mr – reducirani modul odljevka, L – toplina taljenja legure, ρ – gustoća legure. Sređivanjem jednadžbe (3.28) dobiva se slijedeći izraz za određivanje mase vanjskog hladila: mvh = M − Mr ρ⋅L ⋅ V0 ⋅ 0 c p ⋅ ΔT M0 (3.29) Učinak hladila ovisi o njegovoj debljini, veličini površine nalijeganja i položaju u kalupu. Ako hladilo hladi donje površine odljevka (donja hladila) smatra se da ne postoji tanki sloj zraka između hladila i odljevka (nastao uslijed stezanja) kao kod bočnih ili gornjih hladila. Površina nalijeganja donjeg hladila na odljevak (Anh) računa se po slijedećoj formuli: Anh = V0 ⋅ M0 − Mr 2⋅ M0 ⋅ Mr (3.30) Površina nalijeganja bočnih i gornjih hladila (hladila s zračnim slojem) uzima se dva puta veća od površine izračunate jednadžbom (3.30). U praksi je utvrđeno da debljina hladila kod lijevanja odljevaka od čeličnog lijeva zadovoljava ako je njegova debljina jednaka 2/3 debljine stjenke, odnosno čvorišta odljevka što ga hladi: d hl = 2 ⋅d 3 (3.31) gdje je: dhl debljina hladila, a d – debljina stjenke odljevka na koju je postavljeno hladilo. 77 U tablici 3.11 prikazano je koliko se primjenom vanjskih hladila može reducirati modul stjenke, odnosno čvorišta odljevka različitih oblika. Tablica 3.11. Utjecaj vanjskih hladila na modul odljevka (M0 – stvarni modul odljevka, Mr – reducirani modul odljevka) Skica Modul Skica Modul Bez hladila M r max . = Odljevci u obliku palica Odljevci pločastog oblika d M0 = 2 M0 2 d = 4 M r max . = M r max . M r max . = M r max . M r max . = M r max . 2 M0 3 d = 3 1 M0 3 d = 6 Toplinska čvorišta Odljevci u obliku palica M r max . = A⋅ B 4( A + B ) D( a + d ) 2( D + 2 a ) D( a + d ) 4( D + a ) 0 ,45 ⋅ D ⋅ d a≤ 1,05 ⋅ D − 2 ⋅ d D( a + d ) M r max . = 3⋅D + 4⋅a 0 ,45 ⋅ D ⋅ d a≤ 1,05 ⋅ D − 2 ⋅ d M r max . = A⋅ B 2( A + 2 B ) M r max . = A⋅ B 3A + 4B M0 = A⋅ B 2( A + B ) M r max . = M r max . = Bez hladila Bez hladila Mo = A⋅ B 2( 2 A + B ) D( a + d ) 4( D + a ) 0 ,95 ⋅ D ⋅ d a≤ 1,05 ⋅ D − 2 ⋅ d M r max . = A⋅ B 3 A + 2B Unutarnja hladila stavljaju se u kalupnu šupljinu i ostaju utaljena u odljevku (slika 3.49). Budući da unutarnje hladilo predstavlja sastavni dio odljevka, vezanje hladila sa odljevkom mora biti potpuno. Zbog toga se unutarnja hladila izrađuju od istog materijala kao i odljevak te u svezi s tim imaju i pogodan oblik. Na unutarnje hladilo lako se može vezati 78 troska, plinovi ili dijelovi pijeska, pa zbog toga posebnu pažnju treba posvetiti čistoći površine hladila. Prisutni korozijski produkti, različiti oksidi i vlaga na unutarnjim hladilima mogu uzrokovati poroznost u odljevku. Slika 3.49. Primjer upotrebe unutarnjih hladila Dimenzije unutarnjeg hladila moraju biti takve da toplina u čvorištu izazove potpuno zavarivanje hladila sa osnovnim materijalom. Ukoliko se sa unutarnjim hladilom ne postupa posve korektno ili ako je nepravilno dimenzionirano, može biti uzrokom značajnih pogrešaka u odljevku. Iz navedenih razloga ne preporučuje se upotreba unutarnjih hladila, osim u iznimnim slučajevima. Pri unutarnjem hlađenju odljevka uvjeti su nešto drugačiji nego pri vanjskom hlađenju, jer volumen kalupa u tom slučaju ostaje nepromijenjen. Da bi se jednadžba toplinske bilance mogla riješiti, pretpostaviti će se da je volumen hladila zanemarivo malen u usporedbi s volumenom odljevka. Za proračun mase, odnosno volumena unutarnjih hladila polazi se od jednadžbe toplinske bilance za unutarnje hlađenje: muh ( c p ⋅ Ts + M − M r ⎡1 1 ρ ⎢ L + c p ( TL − Ts L ) = V0 0 2 M0 ⎣3 ⎤ )⎥ ⎦ (3.32) gdje je: muh - masa unutarnjih hladila, cp –specifični toplinski kapacitet legure, TL – temperatura lijevanja, Ts – temperatura taljenja, V0 - volumen dijela odljevka koji se hladi hladilom, M0 - stvarni (geometrijski) modul odljevka, Mr - reducirani modul odljevka, L toplina taljenja legure, ρ - gustoća legure. 3.8 Napajanje sivog i nodularnog lijeva Sivi i nodularni lijev tijekom skrućivanja pokazuju određene specifičnosti. Vrijeme u kojem dolazi do stezanja i stvaranja usahlina je kod sivog i nodularnog lijeva kraće od ukupnog vremena skrućivanja. Skrućivanje sivog lijeva shematski je prikazano na slici 3.50. Tijekom eutektičkog skrućivanja dolazi do izlučivanja ugljika u obliku grafita, koji u odljevku zauzima veći volumen nego što ga je imao u taljevini. Zbog toga se tijekom eutektičkog skrućivanja specifični volumen dotičnog odljevka poveća, i to tim više što je veća količina eutektički izlučenog grafita. Povećanje volumena može biti tako veliko da se dijelom ili potpuno izjednači s volumenom usahlina koje bi inače nastale u odljevku. Sa stajališta napajanja to je gotovo idealan slučaj kojemu treba uvijek težiti, jer se tako postiže tzv. samonapajanje odljevka (bez upotrebe pojila). 79 Slika 3.50. Shematski prikaz skrućivanja sivog lijeva. TL – likvidus temperatura, TS – solidus temperatura Tlak u taljevini obično je veći ili barem jednak atmosferskom tlaku. Zbog eutektički izlučenog grafita dolazi do porasta tlaka u taljevini. Međutim, s povišenjem temperature taljevine povećava se stezanje u tekućem stanju, zbog čega će porast tlaka biti manji. Na visinu tlaka u taljevini utječe i čvrstoća kalupa. U dovoljno čvrstom kalupu tlak u taljevini toliko poraste da je pozitivan tijekom cijelog skrućivanja. U nedovoljno čvrstom kalupu, zbog pomicanja stjenki kalupa, tlak u taljevini na kraju skrućivanja često padne i ispod atmosferskog tlaka što rezultira nastankom poroznosti u odljevku. Sadržaj ugljika, silicija (i fosfora) može se promatrati zajedno kao vrijednost CE – ekvivalent ugljika ili Sc – stupanj zasićenja. Ovi faktori koristan su pokazatelj ljevačkih svojstava. Ekvivalent ugljika (ili stupanj zasićenja) određuje se zbog utjecaja legirajućih elemenata na sadržaj ugljika u eutektiku. Svi legirajući elementi utječu na sadržaj ugljika u eutektiku i shodno tome bi trebali biti uključeni u formulu za izračunavanje ekvivalenta ugljika. Međutim, utjecaj silicija (i fosfora) je znatno izraženiji od ostalih elemenata, zbog čega su sadržaji samo ovih elemenata uključeni u formulu za izračunavanje ekviv. ugljika. Postoji nekoliko formula za određivanje ekvivalenta ugljika koje se upotrebljavaju kao pokazatelj svojstava i primarne strukture odljevaka od željeznih ljevova. Najčešće primjenjivana formula za izračunavanje ekvivalenta ugljika dana je slijedećom jednadžbom: CE = %C + %Si % P + 3 3 (3.33) Kad je ekvivalent ugljika, CE, jednak 4,3, govorimo o eutektičkom sastavu, a odstupanje od te veličine mjera je relativne količine eutektika. Ako je vrijednost ekvivalenta ugljika < 4,3 radi se o podeutektičkom sastavu. U tom slučaju prva faza koja nastaje pri skrućivanju je austenit. Ukoliko je vrijednost ekvivalenta ugljika > 4,3 govorimo o nadeutektičkom sastavu. Prva faza koja se izlučuje tijekom skrućivanja nadeutektičkih sastava je primarni grafit. Ekvivalent ugljika ne može se mjeriti, već samo izračunati iz poznatog kemijskog sastava. 80 Stupanj zasićenja određuje se prema slijedećoj formuli: Sc = %C 4,26 − 1 / 3(% Si + % P) (3.34) Kada je Sc = 1, govorimo o eutektičkom sastavu. Ukoliko je Sc < 1 govorimo o podeutektičkom sastavu, a u slučaju Sc > 1 o nadeutektičkom sastavu. Količina eutektički izlučenog grafita u podeutektičkom sivom lijevu [EIG]pe može se odrediti pomoću slijedećih izraza: [EIG ] pe = C − 1,3 + 0 ,1(% Si + % P ) (3.35) Osim kemijskog sastava i vrijednosti ekvivalenta ugljika, odnosno stupnja zasićenja, količina eutektički izlučenog grafita ovisi i o brzini hlađenja (a samim tim i o modulu odljevka). U tankim stjenkama odljevka (visoka brzina skrućivanja), skrućivanje sivog i nodularnog lijeva može se odvijati metastabilno (bijelo), što znači da u tom slučaju ne dolazi do izlučivanja eutektičkog grafita. Nastala bijela struktura ima veću sklonost ka stvaranju usahlina od sive strukture, koja nastaje kada se skrućivanje odvija stabilno (izlučivanje ugljika u obliku grafita). Kod debelostjenih odljevaka skrućivanje se odvija sporije, što potpomaže odvijanje stabilnog skrućivanja. Pomoću dijagrama na slici 3.51 moguće je odrediti volumno stezanje lijeva (S) i vrijeme stezanja (u %) u odnosu na ukupno vrijeme skrućivanja. Slika 3.51. Dijagram za određivanje volumnog stezanja lijeva i vremena stezanja u odnosu na ukupno vrijeme skrućivanja na osnovi kemijskog sastava, modula odljevka i temp. taljevine u kalupu 81 Dodatno napajanje (D) određuje se pomoću dijagrama na slici 3.52 ovisno o vremenu lijevanja i modulu odljevka. Slika 3.52. Dijagram za određivanje dodatnog napajanja Prikazana zavisnost (slika 3.52) vrijedi samo ako vrijeme lijevanja odgovara vremenu u kojem temperatura lijeva ni u jednoj točki kalupa ne padne ispod likvidus temperature (TL), odnosno vrijeme lijevanja je približno jednako vremenu postojanja taljevine u kalupu. Ako je to vrijeme duže od vremena ulijevanja, taj način dodatnog napajanja ne dolazi u obzir. Ukupno stezanje može se prikazati slijedećom relacijom: ΣS = S + D (3.36) gdje je: S – volumno stezanje lijeva koje se može odrediti iz dijagrama na slici 3.51, a D – dopajanje (dodatno napajanje), odnosno smanjenje cjelokupnog stezanja zbog povećanja volumena uslijed izlučivanja ugljika u obliku grafita tijekom eutektičkog skrućivanja. Ako je suma ove dvije komponente jednaka nuli, odljevak se može lijevati bez primjene pojila. Pojila se moraju postaviti ako je volumno stezanje (S) veće od dopajanja (D). Opisana metoda dodatnog napajanja vrijedi samo za odljevke s modulom do 2 cm, budući da je u praksi dokazano da je do te vrijednosti modula vrijeme ulijevanja jednako likvidus-vremenu (vrijeme dodatnog napajanja). Drugi uvjet je da kalupi moraju biti dovoljno čvrsti, jer se samo u dovoljno čvrstim kalupima može iskoristiti porast volumena uslijed izlučivanja grafita za kompenzaciju volumnog stezanja odljevka. Zbog sigurnosti, kod kalupa manje čvrstoće računa se s potpunim stezanjem, odnosno ne uzima se u obzir mogućnost dopajanja. 82 Kod sivog lijeva, za razliku od čelika, deblji presjeci odljevka mogu se napajati preko tanjih, ako je vrijeme stezanja debljih presjeka kraće od ukupnog vremena skrućivanja tanjih presjeka. Tanje stjenke moraju biti tako dugo tekuće dok se stezanje debljih dijelova ne završi. Ako se ukupno vrijeme skrućivanja tanjih presjeka označi sa Z a vrijeme stezanja debljih presjeka sa T, tada vrijedi: Ztanji presj. = Tdeblji presj. (3.37) Vrijeme stezanja T prema vremenu skrućivanja Z za isti presjek odljevka ovisi o temperaturi taljevine i količini eutektički izlučenog grafita. Količina eutektički izlučenog grafita ovisi o kemijskom sastavu i metalurškom stanju taljevine te modulu odljevka. Zbog toga se izraz (3.37) može povezati s modulom odljevka. Ako se označi modul koji pripada vremenu skrućivanja Z kao modul skrućivanja Mz, može se napisati slijedeći izraz: Z = k ⋅ M z2 (3.38) Analogno prethodnom izrazu, vremenu stezanja T pripada modul MT: T = k ⋅ M T2 (3.39) Ako je poznat omjer Z/T (može se odrediti iz dijagrama na slici 3.51 – polje 3), može se izračunati T i zatim iz njega MT . Pomoću slijedećeg izraza može se odrediti minimalni modul tanjeg dijela odljevka koji osigurava skrućivanje odljevka bez usahline: MT = M z p 100 (3.40) gdje je p postotak vremena stezanja prema vremenu skrućivanja. Ako se poveća vrijeme stezanja prema vremenu skrućivanja, povećava se također minimalno potrebni modul tanjeg dijela. Ako je stvarni modul tankog dijela premalen (pretanka stjenka), on će se skrutnuti prijevremeno i u debljem dijelu odljevka nastati će usahlina. Dimenzioniranje pojila za odljevke od sivog i nodularnog lijeva, zbog specifičnog skrućivanja, nešto se razlikuje od dimenzioniranja pojila za odljevke od ostalih vrsta ljevova. Pri tome mora se poznavati postotak stezanja (S) i vrijeme tijekom kojeg je taljevina u tekućem stanju unutar kalupa. Pored toga, i za pojila vrijedi uvjet definiran jednadžbom (3.40). Na temelju tih postavki konstruirani su dijagrami (slike 3.53 i 3.54) pomoću kojih se mogu odrediti karakteristične dimenzije pojila u obliku valjka za odljevke od sivog i nodularnog lijeva kod kojih ukupno stezanje iznosi 0,5 % (slike 3.53a i 3.54a), odnosno 1,0 % (slike 3.53b i 3.54b). Na desnom dijelu dijagrama (slike 3.53 i 3.54) na krajevima krivulja s kojih se očitava promjer pojila, dane su mase dotičnog pojila. Npr., ako modul odljevka iznosi 1,0 cm, ukupno stezanje 1,0 %, a vrijeme stezanja iznosi 80,0 % od ukupnog vremena skrućivanja, s desnog dijela dijagrama na slici 3.54b može se vidjeti da promjer pojila iznosi 60 mm, a masa pojila 1,9 – 2,4 kg. Budući da se radi o pojilu čija je visina 2 puta veća od promjera pojila, visina pojila u analiziranom primjeru iznosi 120 mm. Prema tome, pojilo promjera 60 mm i visine 120 mm može imati masu od 1,9 – 2,4 kg, što ovisi o stezanju pojila koje kod sivog i 83 nodularnog lijeva varira od slučaja do slučaja ovisno o količini izlučenog eutektičkog grafita te drugim faktorima vezanim za napajanje odljevaka od sivog i nodularnog lijeva. a) b) Slika 3.53. Dijagram za dimenzioniranje valjkastog pojila za napajanje odljevaka od sivog i nodularnog lijeva kod kojih ukupno stezanje iznosi: a) 0,5 % (S = 0,5 %), b) 1,0 % (S = 1,0 %),. Promjer pojila (D) jednak je visini pojila (H) 84 a) b) Slika 3.54. Dijagram za dimenzioniranje valjkastog pojila za napajanje odljevaka od sivog i nodularnog lijeva kod kojih ukupno stezanje iznosi: a) 0,5 % (S = 0,5 %), b) 1,0 % (S = 1,0 %),. Visina pojila (H) 2 puta je veća od promjera pojila (D) 85 Kod odljevaka s različitim debljinama stjenki radi se tako da se najprije pomoću dijagrama na slici 3.51 odredi stezanje za najtanju stjenku (najveće stezanje). Pomoću jednadžbe: t= Mo ε (3.41) odredi se maksimalno vrijeme ulijevanja (t) za srednju debljinu stjenke (vrijeme u kojem temperatura lijeva ni u jednoj točki kalupa ne padne ispod likvidus temperature). Vrijednosti faktora ε kreću se od 0,015 – 0,050 cm/s ovisno o debljini stjenke odljevka. Najčešće se uzima ε = 0,035 cm/s. Nakon toga, pomoću dijagrama na slici 3.52 odredi se dodatno napajanje, tj. dopajanje (D) koje vrijedi za najdeblju stjenku odljevka (najmanje dopajanje). 86 4. RAZRADA TEHNOLOŠKOG POSTUPKA IZRADE JEDNOKRATNOG KALUPA Razrada tehnološkog postupka izrade jednokratnog kalupa obuhvaća tehnološku razradu nacrta odljevka i projektiranje ljevačkog kalupa. Prije tehnološke razrade nacrta odljevka potrebno je razmotriti zahtjeve kupca koji se moraju ostvariti kod odljevka (mehanička svojstva, točnost dimenzija, kvaliteta površina itd.). Osim toga, potrebno je sistematski analizirati konstrukciju odljevka i utvrditi da li je pogodna s gledišta tehnologije lijevanja. 4.1 Analiza konstrukcije odljevka s gledišta tehnologije lijevanja Pažljivom analizom konstrukcije odljevka potrebno je utvrditi da li je ona pogodna obzirom na tehnologiju izrade komponenti lijevanjem. Konstrukcija odljevka tehnološki pogodnog za lijevanje mora ispuniti slijedeće zahtjeve: • • • • • • mogućnost pristupa mjestima na odljevku koja se moraju napajati, pravilan smjer skrućivanja odljevka (usmjereno skrućivanje), izbjegavanje oštrih prijelaza na odljevku (prijelaz od debelih na tanke stjenke treba biti postepen, rubovi na odljevku moraju biti zaobljeni), mogućnost skrućivanja bez nastanka pukotina koje potječu od napetosti u odljevku i oštrih rubova na odljevka, minimalni broj masivnih (toplinskih) čvorišta, izbjeći toplinska čvorišta tipa X, Y i Z zbog značajnog povećanja (gomilanja) mase na tim mjestima (sa stanovišta tehnologije lijevanja pogodnija su toplinska čvorišta tipa T i L). Ukoliko se analizom utvrdi da konstrukcija odljevka nije pogodna sa aspekta tehnologije lijevanja (ne omogućuje proizvodnju ispravnih odljevaka), potrebno je kupcu predložiti konstruktivne izmjene, s tim da predložene izmjene i dalje omogućuju ispunjenje zahtjeva kupca i ne mijenjaju funkciju odljevka. Na slikama 4.1 – 4.3 prikazani su primjeri prilagodbe konstrukcije odljevka s gledišta tehnologije lijevanja. Slika 4.1. Promjene konstrukcije odljevka u cilju postizanja adekvatnog napajanja: a) nepravilna konstrukcija, b) pravilna konstrukcija 87 Slika 4.2. Promjena konstrukcije završetka udubljenja na odljevku: a) nepravilna konstrukcija, b) pravilna konstrukcija Slika 4.3. Rekonstrukcija odljevka od čeličnog lijeva da bi se izbjegla nepovoljna toplinska čvorišta tipa X i Y 4.2 Tehnološka razrada nacrta odljevka Tehnološka razrada nacrta odljevka predstavlja izradu nacrta odljevka na kojem su ucrtani elementi neophodni za tehnološki proces izrade modela i jezgri. Potrebno je definirati slijedeće elemente: • • • • • • položaj odljevka (odljevaka) u kalupu pri izradi kalupa i lijevanju, dodatke za strojnu obradu, diobenu ravninu kalupa i modela, ljevačka skošenja, broj jezgara i veličine jezgrenih oslonaca, sustav ulijevanja i napajanja i njihov položaj u kalupu. 4.2.1 Određivanje položaja odljevka u kalupu pri izradi kalupa i lijevanju Kod određivanja položaja odljevka (odljevaka) u kalupu potrebno je uzeti u obzir slijedeće: - zahtjeve kupca na odljevak, - stupanj kompliciranosti odljevka, - što bolje iskorištenje prostora u kalupnicima i kapaciteta kalupilica, - uvjet da se najveća dimenzija odljevka stavlja po mogućnosti u ravninu dijeljenja kalupa, 88 - uvjet da se odljevci od sivog lijeva u većini slučajeva lijevaju kroz najtanju stjenku odljevka, a odljevci od nodularnog i čeličnog lijeva kroz najdeblju stjenku ili kroz pojilo. U većini je slučajeva položaj odljevka pri sklapanju kalupa isti kao i pri njihovom lijevanju. 4.2.2 Ucrtavanje dodataka za strojnu obradu Na nacrt gotove (strojno obrađene) komponente ucrtavaju se dodaci za strojnu obradu uzimajući pri tome u obzir: - tehničke zahtjeve kupca, - način izrade odljevka, - klasu dimenzijske točnosti odljevka, - kvalitetu lijeva (sivi lijev, nodularni lijev, čelični lijev itd.), - položaj odljevka u kalupu (samo u gornjoj polovici kalupa, samo u donjoj polovici kalupa, u gornjoj i donjoj polovici kalupa), - veličinu odljevka. Dodaci za strojnu obradu na odljevcima obično su definirani međunarodnim normama (EN, ASTM itd.). U većim ljevaonica dodaci za strojnu obradu mogu se definirati i internim normama. Osim toga, kupac može imati posebne zahtjeve na dodatke za strojnu obradu. Na slici 4.4 prikazan je primjer nacrta odljevka sa ucrtanim dodacima za strojnu obradu. Slika 4.4. Primjer tehnološke razrade nacrta odljevka bez jezgre 89 Kada se u nacrt ucrtavaju dodaci za strojnu obradu odljevka, rubovi odljevka moraju se zaobliti, što je također propisano normama. Radijus zaobljenja obično iznosi 2/3 dodatka za strojnu obradu. Zaobljenja se ne izvode na rubovima odljevka koji se nalaze u diobenoj ravnini kalupa. 4.2.3 Određivanje diobene ravnine kalupa i modela Pri određivanju diobene ravnine kalupa i modela treba ispuniti slijedeće uvjete: - izraditi što jednostavniji model, ali tako da u potpunosti budu ostvarene sve dimenzije odljevka. Ovaj uvjet biti će ispunjen ako se izbjegne više ravnina dijeljenja i ako su u istoj polovici kalupa (gornjoj ili donjoj) smješteni dijelovi odljevka koji međusobno moraju biti na točnim udaljenostima, - položaj odljevka u kalupu treba biti takav da se osigura najbolja kvaliteta određenih (definiranih) površina odljevka, - ostvariti najnižu cijenu i najkraći rok izrade modela. Diobenu ravninu je najlakše odrediti kod simetričnih odljevaka (npr. remenice, zupčanici itd.) jer se mogu podijeliti na dva jednaka dijela. Diobena ravnina prolazi najvećom dimenzijom odljevka. Pri izradi kalupa gornja polovica modela zakalupuje se u gornju polovicu kalupa, a donja polovica modela u donju polovicu kalupa (slika 4.5). Slika 4.5. Određivanje diobene ravnine i položaja modela u kalupu za slučaj simetričnog odljevka (remenica) Potrebno je napomenuti da su često prisutni i slučajevi kada se odljevak zbog svoje konfiguracije ili posebnih zahtjeva na kvalitetu površine mora zakalupovati samo u gornju ili donju polovicu kalupa (vidi sliku 4.4). 90 4.2.4 Određivanje ljevačkih skošenja Ljevačka skošenja (konusi) omogućuju lakše izvlačenje modela iz kalupa. Pri određivanju ljevačkih skošenja potrebno je uzeti u obzir slijedeće: - način izrade kalupa (ručno, strojno), - vrstu materijala od kojeg se izrađuje model, - vrstu kalupa (jednokratni, višekratni), - veličinu odljevka, - zahtjeve kupca. Ako ljevačka skošenja nisu definirana nacrtom ili tehničkim uvjetima kupca primjenjuju se normama definirana skošenja za modele, jezgre i jezgrene oslonce. Primjer ucrtanih ljevačkih skošenja može se vidjeti na slici 4.4. 4.2.5 Određivanje broja jezgara i veličine jezgrenih oslonaca Jezgra se primjenjuje za oblikovanje šupljina u odljevku i pojednostavljenje modela radi lakše i sigurnije izrade kalupa. Modele treba nastojati tako izraditi da se broj jezgri svede na minimum ili da se, ako je moguće, izbjegne njihova primjena. Odljevak se lijeva bez jezgre, odnosno model se može sigurno zakalupovati, ako je promjer otvora u njemu veći od njegove visine. Ovakav slučaj je prikazan na slici 4.4. Veličine i skošenja oslonaca za vodoravno i okomito postavljene jezgre definirane su normama ili ih treba propisati internim propisima za konkretne uvjete ljevaonice. Na slici 4.6 prikazan je primjer primjene okomito postavljene jezgre te oblik, dimenzije i skošenja jezgrenih oslonaca. Slika 4.6. Primjer tehnološke razrade nacrta odljevka sa okomito postavljenom jezgrom 91 4.2.6 Definiranje sustava ulijevanja i napajanja i njihovog položaja u kalupu Uljevni sustav i pojila moraju biti tako dimenzionirani i postavljeni da se osigura ravnomjerno punjenje kalupne šupljine i usmjereno skrućivanje. Odljevci od sivog lijeva lijevaju se kroz tanke stjenke, dok se odljevci od nodularnog i čeličnog lijeva te većeg broja legura lakih i teških obojenih metala (ljevovi s većim volumnim stezanjem) lijevaju kroz najdeblje stjenke, odnosno kroz pojila. Određivanje tipa i dimenzioniranje komponenti uljevnog sustava i pojila obrađeno je u prethodnim poglavljima. 4.3 Projektiranje ljevačkog kalupa Definiranje tehnologije izrade kalupa obuhvaća određivanje: - broja odljevaka u kalupu, - debljine slojeva pijeska u kalupu i veličine kalupnika, - sustava odzračivanja kalupa, - razmaka između jezgre i modela, - linearnog stezanja odljevka. 4.3.1 Određivanje broja odljevaka u kalupu Raspoloživi prostor u kalupu treba maksimalno iskoristiti. Kalup je racionalno iskorišten ako omjer mase metala i mase pijeska u kalupu kod sitnih i srednje krupnih odljevaka iznosi min. 0,25. Uljevni sustav i pojila zauzimaju određeni prostor u kalupu i na taj način negativno utječu na broj modela (odljevaka) koji se mogu smjestiti u kalup. Lijevanjem većeg broja odljevaka u jednom kalupu poboljšava se izvadak, odnosno iskorištenje taljevine i produktivnost ljevaonice. 4.3.2 Određivanje debljine slojeva pijeska u kalupu i veličine kalupnika Debljina slojeva pijeska u kalupu utječe na količinu odvedene topline od odljevka ka okolini, čvrstoću kalupa i ekonomičnost iskorištenja kalupa. Masa pijeska u kalupu, odnosno debljina slojeva pijeska u kalupu mora biti dovoljno velika da se osigura protuteža metalostatičkom tlaku ulivene taljevine. Osim toga, utjecajni faktori su i stupanj sabijenosti kalupne mješavine te sniženje čvrstoće kalupa tijekom ulijevanja zbog toplinskih naprezanja. Veličina kalupnika ovisi o dimenzijama pojedinih komponenti u kalupu (modela, uljevnog sustava i pojila), potrebnim minimalnim razmacima između pojedinih komponenti u kalupu, razmacima između pojedinih komponenti u kalupu i stjenki kalupnika te udaljenostima između vrha gornje, odnosno donje polovice modela i kalupnika. Minimalne debljine slojeva pijeska i razmaci u kalupu tabelirani su ovisno o masi odljevka. 92 4.3.3 Određivanje sustava odzračivanja kalupa Kanali za odzračivanje jezgri definiraju se i ucrtavaju u tehnološki razrađeni nacrt sklopljenog kalupa. Pri tome se u većini slučajeva svi kanali za odzračivanje jedne jezgre povezuju u jedan glavni kanal kojim je jezgra spojena s vanjskom atmosferom. Kanali za odzračivanje kalupa (odzračnici) ucrtavaju se u tehnološki razrađeni nacrt sklopljenog kalupa te nacrt rasporeda modela u kalupu. Plinove iz kalupa treba odvoditi najkraćim putem do vanjske atmosfere (slika 4.7). Slika 4.7. Primjer sustava odzračivanja kalupa Veličina, broj i raspored kanala za odzračivanje sklopljenog kalupa ovise o složenosti odljevka, postupku izrade i vrsti jezgara, kvaliteti kalupne mješavine, brzini skrućivanja odljevka i dimenzijama jezgri. Odzračivanje ljevačkog kalupa još se uvijek u velikoj mjeri određuje na temelju praktičnog iskustva. 4.3.4 Određivanje razmaka između jezgre i modela U okviru projektiranja ljevačkog kalupa potrebno je odrediti i razmak (zračnost ili zazor) između jezgre i modela. Razmak između modela i jezgre određuje se prema odgovarajućim normama. 4.3.5 Određivanje linearnog stezanja odljevka Volumna promjena (stezanje) koje se dešava nakon završetka skrućivanja, tj. tijekom hlađenja od solidus temperature do sobne temperature (stezanje u krutom stanju) utječe na konačne dimenzije odljevka. Ovo stezanje često se naziva linearnim odnosno modelarskim stezanjem. Linearno stezanje odljevka mora se definirati i taj podatak upisati na nacrt tehnološke razrade odljevka radi adekvatnog povećanja dimenzija ljevačkog modela. Linearno stezanje odljevaka od čeličnog lijeva obično iznosi ~ 2,0 %, a linearno stezanje odljevaka od sivih željeznih ljevova ~ 1,0 %. Kod odljevaka od aluminijskih i magnezijevih legura linearno stezanje obično iznosi ~ 1,2 %. 93 5. PRORAČUN ULOŠKA ZA TALIONIČKE AGREGATE U talioničkim agregatima proizvodi se taljevina zahtijevanog kemijskog sastava pretapanjem metalnih (i nemetalnih) komponenti (sirovina) koje su uložene u peć. Očito je da sastavi i udjeli pojedinih komponenti u ulošku imaju značajnu ulogu u postizanju željenog kemijskog sastava taljevine. Zbog toga je važno pravilno odabrati komponente i odrediti njihove udjele u ulošku ovisno o potrebnom kemijskom sastavu lijeva. Osim toga, pažljivim odabirom uložnih materijala prema kvaliteti lijeva koji se proizvodi može se smanjiti potreba za dodatkom skupih ferolegura i na taj način smanjiti troškovi proizvodnje (npr. ako se proizvodi sivi lijev legiran niklom i kromom poželjno je u uložak dodati sirovine koje sadrže ove elemente). Pravilan proračun uloška zasniva se na točnom poznavanju kemijskog sastava komponenti uloška. Osim toga, potrebno je poznavati i promjene sastava uloška koje se događaju tijekom taljenja (prirast ili odgor pojedinih elemenata). Npr. zbog primjene koksa u kupolnoj peći tijekom taljenja u većini slučajeva dolazi do porasta sadržaja sumpora u odnosu na količinu koja je unesena putem metalnih komponenti uložnog materijala. S druge strane, silicij i mangan odgaraju tijekom taljenja, zbog čega će njihov sadržaj u taljevini biti niži nego što je to uneseno putem uloška. Sve ove činjenice potrebno je uzeti u obzir pri proračunu uloška (suvišak elemenata koji odgaraju tijekom taljenja (npr. silicij, mangan) i manjak elemenata čiji se sadržaj povećava tijekom taljenja (npr. sumpor tijekom taljenja u kupolnoj peći). Pri proračunu uloška potrebno je riješiti dva osnovna zadatka: • • prema zadanom kemijskom sastavu taljevine, odnosno lijeva koji se proizvodi u peći, odrediti kemijski sastav uloška, na osnovi određenog kemijskog sastava uloška odrediti udjele pojedinih komponenti u ulošku. Proračun uloška može se provesti pomoću slijedećih metoda: • • • grafička metoda, analitička metoda, metoda izbora. U okviru ovog poglavlja ukratko ćemo opisati osnovne karakteristike analitičke metode i metode izbora. Analitička metoda omogućuje proračun uloška iz n komponenti (sirovina) po n – 1 elemenata (n – proizvoljan realan broj). Ako su poznati sadržaji promatranih elemenata u taljevini i kemijski sastavi raspoloživih sirovina, udjeli pojedinih komponenti u ulošku dobivaju se rješavanjem sustava jednadžbi postavljenih na osnovi materijalnih bilanci promatranih elemenata. Materijalna bilanca pojedinog elementa može se prikazati slijedećom jednadžbom: xk 1 E zahtijevan E E E Ek1 + x k 2 k 2 + x k 3 k 3 + x kn kn = 100 100 100 100 100 94 (5.1) gdje je: - xk1 – sadržaj komponente 1 u ulošku, % xk2 – sadržaj komponente 2 u ulošku, % xk3 – sadržaj komponente 3 u ulošku, % xkn – sadržaj komponente n u ulošku, % Ek1 – sadržaj promatranog elementa u komponenti 1, % Ek2 - sadržaj promatranog elementa u komponenti 2, % Ek3 - sadržaj promatranog elementa u komponenti 3, % Ekn - sadržaj promatranog elementa u komponenti n, % Ezahtijevan – zahtijevan sadržaj promatranog elemenata, % Odgor ili prirast promatranog elementa tijekom taljenja potrebno je uzeti u obzir i ukalkulirati u materijalnu bilancu. Ako je poznat iznos odgora ili prirasta promatranog elementa tijekom taljenja i zahtijevan sadržaj promatranog elementa (Ezahtijevan), količina promatranog elementa koja se mora unijeti u peć (Epotreban) da bi se u taljevini nakon promjena u sastavu uloška tijekom taljenja ostvario zahtijevan sadržaj promatranog elementa može se odrediti pomoću slijedeće jednadžbe: E potreban = E zahtijevan mmu 100 − odgor E (5.2) E potreban = E zahtijevan mmu 100 + prirast E (5.3) odnosno: gdje je: - Epotreban – potreban sadržaj promatranog elemenata u ulošku, % Ezahtijevan – zahtijevan sadržaj promatranog elemenata u taljevini, % mmu – masa metalnog uloška, kg odgor E – odgor promatranog elementa tijekom taljenja, % prirast E – povećanje (prirast) sadržaja promatranog elementa tijekom taljenja, %. Nedostatak analitičke metode je što nije uočljivo da li postavljeni sustav jednadžbi daje nerealno rješenje, što znači da se ne može ostvariti zahtijevani sastav iz raspoloživih sirovina. Kod proračuna uloška metodom izbora polazi se od procijenjenog učešća pojedinih komponenti u ulošku na osnovi zahtijevanog sadržaja promatranih elemenata u njemu te kemijskog sastava raspoloživih sirovina. Nakon toga odredi se potreban i stvaran unos svakog promatranog elementa. Nedostatak ove metode je nedovoljno egzaktan način proračuna, zbog čega je često potrebna korekcija uloška, odnosno nadoknada potrebnog sadržaja promatranih elemenata u ulošku različitim postupcima (npr. dodatak ferolegura). Ukoliko se dobiju značajnija odstupanja u pogledu sadržaja promatranih elemenata, potrebno je procijeniti novi sastav uloška i proračun ponoviti. 95 6. ZADACI Zadatak 1 Potrebno je dimenzionirati uljevni sustav za kalup prema slici 6.1, u koji se lijevaju odljevci od sivog lijeva (ρ = 6,7 kg/dm3), uz pretpostavku da napajanje nije potrebno. Temperatura lijevanja iznosi 1315 °C, a iskorištenje taljevine ~ 70 % (ostalih 30 % taljevine popunjava uljevni sustav). Slika 6.1. Shematski prikaz kalupa - volumen jednog odljevka na osnovi dimenzija sa slike 6.1 iznosi: Vo = 65⋅50⋅16 + 65⋅60⋅10 = 91000 mm3 = 0,091 dm3 - masa jednog odljevka: mo = ρ⋅Vo = 6,7⋅0,091 = 0,61 kg - ukupna masa odljevaka u kalupu (6 odljevaka u kalupu): ∑m = 6⋅ mo = 6⋅0,61 = 3,66 kg - ukupna masa taljevine: mt = ∑ m = 3,66 = 5 ,23 kg η 0 ,70 - računska visina (odljevci su u potpunosti smješteni u donji dio kalupa - lijevanje odozgo): HR = 150,0 mm = 15,0 cm 96 - vrijeme lijevanja prema Nielsenu: t = 0,32⋅δ⋅m0,4 = 0,32⋅10,0⋅5,230,4 = 6,2 s - koeficijent brzine istjecanja određuje se iz dijagrama na slici 2.14 (više promjena smjera kretanja taljevine u uljevnom sustavu) i iznosi μ = 0,5 (stranica 14). - dimenzioniranje kritičnog presjeka: Ak = m μ ⋅t ⋅ ρ ⋅ 2⋅ g ⋅ HR = 5 ,23 0 ,5 ⋅ 6 ,2 ⋅ 6700 ⋅ 2 ⋅ 9 ,81 ⋅ 0 ,15 = 1,45 cm 2 - odabir razmjera (tlačni uljevni sustav): As : Ar : Au = 1,4 : 1,2 : 1. - dimenzioniranje ušća (ukupnu površinu kritičnog presjeka potrebno je podijeliti s brojem ušća): Au = Ak η = 1,45 = 0 ,2416 cm 2 = 24 ,16 mm 2 6 odabire se ušće pravokutnog poprečnog presjek prema slici, za koje vrijedi: a = 3b Au = a ⋅ b = ( 3b ) ⋅ b = 3b 2 ⇒ b = Au = 3 24 ,16 = 2 ,84 mm 3 a = 3⋅b = 3⋅2,84 = 8,52 mm -dimenzioniranje razvodnika: Ar = 1,2⋅Au = 1,2⋅145,0 = 174,0 mm2 odabire se trapezni razvodnik prema slici 6.1, za koji vrijedi: h = 1,1· a b = 0,7 · a (a – veća paralelna stranica, b – manja paralelna stranica, h – visina) 2 Ar a+b a + 0 ,7 a 1,7 a 1,87 a 2 Ar = ⋅h = ⋅ 1,1a = ⋅ 1,1a = ⇒a= = 2 2 2 2 1,87 h = 1,1⋅a = 1,1 · 13,64 = 15,00 mm b = 0,7⋅a = 0,7 · 13,64 = 9,55 mm 97 2 ⋅ 174 ,0 = 13,64 mm 1,87 - dimenzioniranje spusta: As = 1,4⋅Au =1,4⋅145,0 = 203,0 mm2 - promjer spusta kod razvodnika (dsd): Asd = d sd2 ⋅ π ⇒ d sd = 4 4 Asd π = 4 ⋅ 203,0 = 16 ,08 mm 3,14 - promjer spusta kod čaše (dsg): Asg ⋅ v1 = Asd ⋅ v 2 d sg2 ⋅ π 4 d sd2 ⋅ π H 150 ,0 ⋅ 2 gH 1 = ⋅ 2 gH 2 ⇒ d sg = d sd ⋅ 4 2 = 16 ,08 ⋅ 4 = 19 ,46 mm 4 H1 70 ,0 (H1 = 70,0 mm, H2 = 150,0 mm) - volumen ljevkaste čaše: Vč = 1,5⋅ 5,23 m = 1,5 = 0,188 dm3 t⋅ρ 6,2 ⋅ 6,7 - iz tablice 6.1 odabire se ljevkasta uljevna čaša (slika 6.2) pod rednim brojem 2 (prvi veći volumen od izračunatog). Tablica 6.1. Dimenzije lijevka (čaše) Redni broj Masa taljevine, kg Volumen čaše, dm3 D, mm D1, mm H1, mm 1 2 3 0,8 1,3 2,0 0,12 0,20 0,30 60,0 70,0 80,0 40,0 50,0 60,0 60,0 70,0 80,0 - dimenzioniranje ljevkaste čaše (prema tablici 6.1): D = 70,0 mm, D1 = 50,0 mm, H1 = 70,0 mm, za Vl = 0,20 dm3 Slika 6.2. Karakteristične dimenzije ljevkaste uljevne čaše 98 Najveći promjer spusta, mm 16,0 20,0 25,0 Zadatak 2 Potrebno je konstruirati i dimenzionirati uljevni sustav za lijevanje stupa bušilice od sivog lijeva (ρ = 6,7 kg/dm3) kao što je prikazano na slici 6.3. Temperatura lijevanja iznosi 1330 °C. Pretpostavlja se da napajanje nije potrebno. Iskorištenje taljevine iznosi 93,0 %. Slika 6.3. Shematski prikaz kalupa - volumen stupa bušilice: ( 1,29 2 − 0 ,69 2 ) ⋅ π ( 0 ,99 2 − 0 ,39 2 ) ⋅ π V0 = V1 + V2 = ( 10 ,24 − 1,50 ) + ⋅ 1,21 = 8 ,94 dm 3 4 4 - masa stupa bušilice: mo = ρ⋅V0 = 6,7⋅8,94 = 59,9 kg 99 - masa taljevine u kalupu: mt = mo η = 59 ,9 = 64 ,4 kg 0 ,93 - računska visina: HR = H − hog2 2 ho = 102 ,4 − ( 102 ,4 − 15 ,0 ) 2 = 64 ,0 cm 2(( 102 ,4 − 15 ,0 ) + 12 ,1 ) - vrijeme lijevanja po Nielsenu: t = 0,32⋅δ⋅m0,4 = 0,32 ⋅ 30,0 ⋅ 64,40,4 = 50,0 s - koeficijent brzine istjecanja određuje se iz dijagrama na slici 2.14 (jedna promjena smjera kretanja taljevine u uljevnom sustavu) i iznosi μ = 0,64 (stranica 14). - dimenzioniranje kritičnog presjeka: Ak* = 3,1 cm2, iz dijagrama na slici 2.31 (stranica 27), za m = 64,4 kg, HR = 64,0 cm μ = 0,5 i δ = 10,0 mm - korekcija površine kritičnog presjeka obzirom na μ i δ: Ak = 0,8 cm2 = 80,0 mm2 (na dijagramu na slici 2.32 (stranica 28) polazi se s desne strane dijagrama od vrijednosti Ak* te se ide prema gore do stvarane vrijednosti δ, a zatim lijevo do stvarne vrijednosti μ te prema dolje do Ak). - odabir razmjera (tlačni uljevni sustav): As : Ar : Au = 1,2 : 1,1 : 1 - dimenzioniranje ušća: Au = Ak = 80,0 mm2 prema slici 6.3 ušće ima trokutasti poprečni presjek: Au = a2 ⇒ a = 2 ⋅ Au = 2 ⋅ 80 ,0 = 12 ,65 mm 2 - dimenzioniranje spusta: As = 1,2 Au = 1,2 ·80,0 = 96,0 mm2 100 - promjer spusta kod razvodnika (dsd): Asd = d sd2 ⋅ π ⇒ d sd = 4 4 Asd π = 4 ⋅ 96 ,0 = 11,00 mm 3,14 - promjer spusta kod čaše (dsg): Asg ⋅ v1 = Asd ⋅ v 2 d sg2 ⋅ π 4 ⋅ 2 gH 1 = d sd2 ⋅ π H 1024 ,0 ⋅ 2 gH 2 ⇒ d sg = d sd ⋅ 4 2 = 11,00 ⋅ 4 = 21,5 mm 4 H1 70 ,0 - volumen koritaste uljevne čaše: Vč = k ⋅ m 64 ,4 = 2⋅ = 0 ,38 dm 3 t⋅ρ 50 ,0 ⋅ 6 ,7 - iz tablice 6.2 odabire se koritasta uljevna čaša (slika 6.4) pod rednim brojem 2 (prvi veći volumen od izračunatog). Tablica 6.2. Dimenzije koritaste uljevne čaše Masa Volumen taljevine, čaše, kg dm3 1,0 0,16 3,0 0,45 10,1 1,60 33,0 4,90 L M H1 R1 R2 R3 R4 r r1 80 120 180 240 20 40 70 95 50 70 110 170 20 25 40 60 15 20 35 55 25 35 50 75 20 30 45 70 10 10 15 20 5 5 5 10 - dimenzioniranje koritaste uljevne čaše (prema tablici 6.2): Vč = 0,45 dm3, H1 = 70,0 mm, L = 120,0 mm, M = 40,0 mm Slika 6.4. Karakteristične dimenzije koritaste uljevne čaše 101 Promjer spusta, mm do 17 17…25 25…32 32…40 Zadatak 3 Potrebno je dimenzionirati uljevni sustav za lijevanje zamašnjaka od čeličnog lijeva (ρ = 7,0 kg/dm3) prema slici 6.5. Masa odljevka iznosi 180,0 kg, a koeficijent iskorištenja taljevine 0,70. Vertikalna udaljenost od vrha uljevne čaše do razine ušća (H) iznosi 30,0 cm, a koeficijent brzine istjecanja μ = 0,80. Odljevak se lijeva sa strane, a model je podijeljen po sredini, tako da se jedna polovica kalupne šupljine nalazi u gornjem dijelu kalupa, a druga u donjem. Slika 6.5. Skica zamašnjaka i shematski prikaz uljevnog sustava - masa taljevine u kalupu: mt = mo η = 180 ,0 = 258 ,0 kg 0 ,70 - vrijeme lijevanja određuje se prema jednadžbi (2.16) (stranica 22): t = s1 3 δm = 0 ,90 ⋅ 3 30 ,0 ⋅ 258 ,0 = 17 ,80 ≈ 18 ,0 s (koeficijent s1 određuje se na osnovi mase i debljine stjenke odljevaka) - računska visina: HR = H − ho 16 ,0 = 30 ,0 − = 28 ,0 cm 8 8 - dimenzioniranje kritičnog presjeka: Ak = m μ ⋅t ⋅ ρ ⋅ 2⋅ g ⋅ HR = 258 ,0 0 ,8 ⋅ 18 ,0 ⋅ 7000 ⋅ 2 ⋅ 9 ,81 ⋅ 0 ,28 - odabir razmjera (semitlačni uljevni sustav): As : Ar : Au = 1,0 : 2,0 : 2,0 Ak = AS 102 = 10 ,92 cm 2 - dimenzioniranje razvodnika: Ar = 2,0 · As = 2,0 · 10,92 = 21,84 cm2 budući da uljevni sustav ima 2 razvodnika, potrebno je izračunati površinu jednog razvodnika: Ar 1 = 21,84 = 10 ,92 cm 2 2 ( Ar 1 = Ar 2 ) odabire se trapezni razvodnik, za koji vrijedi: Ar ; a = 1,2 ⋅ h ; b = 0 ,8 ⋅ h h= h= Ar = 10 ,92 = 3 ,30 cm a = 1,2 ⋅ h = 1,2 ⋅ 3,30 = 3,96 cm b = 0 ,8 ⋅ h = 0 ,8 ⋅ 3,30 = 2 ,64 cm (a – veća paralelna stranica, b – manja paralelna stranica, h – visina) - dimenzioniranje ušća: Au = 2,0 · As = 2,0 · 10,92 = 21,84 cm2 budući da uljevni sustav ima 4 ušća, potrebno je izračunati površinu jednog ušća: Au 1 = 21,84 = 5 ,46 cm 2 4 - odabire se ušće pravokutnog poprečnog presjeka za koje vrijedi: a = 3b gdje je a širina ušća, a b visina ušća. Au = 3 Au = a ⋅ b = ( 3b ) ⋅ b = 3b 2 ⇒ b = 5 ,46 = 1,35 cm 3 a = 3⋅b = 3 ·1,35 = 4,05 cm - promjer spusta kod razvodnika (dsd): Asd = d sd2 ⋅ π ⇒ d sd = 4 4 Asd π 103 = 4 ⋅ 10 ,92 = 3,73 cm 3,14 Zadatak 4 Dimenzionirati uljevni sustav za lijevanje poklopca cilindra prikazanog na slici 6.6. Slika 6.6. Shematski prikaz kalupa za lijevanje poklopca cilindra Odljevak se lijeva od sivog lijeva (ρ = 6,7 kg/dm3). Masa odljevka iznosi 114,0 kg, a prosječna debljina stjenke 20,0 mm. Vertikalna udaljenost od vrha uljevne čaše do razine ušća (H) iznosi 350,0 mm, a visina odljevka 280,0 mm. Taljevina se uvodi bočno na visini 125,0 mm ispod gornje ivice odljevka, preko dva ušća. Promjer odljevka (poklopca cilindra) iznosi 630,0 mm, a koeficijent brzine istjecanja μ = 0,50. Odabrati slijedeći razmjer: As : Ar : Au = 2,0 : 1,5 : 1. Koeficijent iskorištenja taljevine (η) iznosi 0,67. Potrebno je odrediti: - ukupnu površinu poprečnog presjeka ušća, dimenzije ušća, uzimajući u obzir da imaju pravokutni poprečni presjek s odnosnom stranica a : b = 2 : 1, površinu poprečnog presjeka razvodnika, površinu poprečnog presjeka spusta na donjem kraju. - masa taljevine u kalupu: mt = mo η = 114 ,0 = 170 ,0 kg 0 ,67 - vrijeme lijevanja prema H. W. Dietertu: t = s m = 1,1 ⋅ 170 ,0 = 14 ,0 s (koeficijent s određuje se iz dijagrama na slici 2.26, stranica 22) 104 - računska visina: HR = H − hog2 2 ho = 35 ,0 − 12 ,5 2 = 32 ,0 cm 2 ⋅ 28 ,0 - dimenzioniranje kritičnog presjeka (ušća jer se radi o tlačnom uljevnom sustavu): Ak = m μ ⋅t ⋅ ρ ⋅ 2⋅ g ⋅ HR = 170 ,0 0 ,50 ⋅ 14 ,0 ⋅ 6700 ⋅ 2 ⋅ 9 ,81 ⋅ 0 ,32 = 14 ,5 cm 2 - dimenzioniranje ušća (ukupnu površinu kritičnog presjeka potrebno je podijeliti s brojem ušća): Au = Ak η = 14 ,5 = 7 ,25 cm 2 2 a : b = 2 : 1 ⇒ a = 2b Au = a ⋅ b = 2b ⋅ b = 2b 2 ⇒ b = Au 7 ,25 = = 1,9 cm 2 2 a = 2b = 2 ⋅ 1,9 = 3 ,8 cm - dimenzioniranje razvodnika: Ar = 1,5 · Au = 1,5 ⋅ 14,5 = 21,8 cm2 - dimenzioniranje spusta: As = 2,0 · Au = 2,0 ⋅ 14,5 = 29,0 cm2 - promjer spusta kod razvodnika (dsd): d sd2 ⋅ π Asd = ⇒ d sd = 4 4 Asd π 105 = 4 ⋅ 29 ,0 = 6 ,1 cm 3,14 Zadatak 5 Izračunati modul prirubnice prikazane na slici 6.7. Slika 6.7. Izgled i dimenzije prirubnice - u toplinsko čvorište prirubnice ucrta se kružnica pomoću koje se odredi modul čvorišta. Promjer ucrtane kružnice u toplinsko čvorište u ovom slučaju iznosi 72 mm. Obzirom na dimenzije prikazane na slici, očito je da toplinsko čvorište ima približno isti modul kao ploča dimenzija 72,0 x 115,0 mm, s nehlađenom površinom širine 50,0 mm. - modul prirubnice određuje se pomoću jednadžbe (3.20) (stranica 51): M = a ⋅b 7 ,2 ⋅ 11,5 = = 2 ,55 cm 2( a + b ) − c 2( 7 ,2 + 11,5 ) − 5 ,0 gdje je: a – promjer upisane kružnice u toplinsko čvorište, a c – širina nehlađene površine (površina preko koje se ne odvodi toplina). Zadatak 6 Potrebno je odrediti modul toplinskog čvorišta u stjenci poklopca prikazanog na slici 6.8 Slika 6.8. Izgled i dimenzije poklopca 106 - u toplinsko čvorište, tj. u sjecište dviju stjenki, ucrta se kružnica s nešto većim radijusom da bi se uzeo u obzir izolacijski efekt pijeska. Modul toplinskog čvorišta u tom slučaju je jednak modulu ploče s debljinom koja je jednaka promjeru ucrtane kružnice. - modul toplinskog čvorišta određuje se pomoću jednadžbe (3.15) (stranica 50): M = d 8 ,5 = = 4 ,25 cm 2 2 gdje je: d – promjer kružnice ucrtane u toplinsko čvorište. Zadatak 7 Od čeličnog lijeva treba odliti ploču debljine a = 65,0 mm, širine b = 260,0 mm i duljine c = 1000,0 mm. Potrebno je odrediti broj pojila i mjesto postavljanja pojila u slučaju kada se ne primjenjuju hladila. - određivanje omjera između stranica poprečnog presjeka ploče: 260 ,0 4 = 65 ,0 1 - pomoću dijagrama na slici 3.32b (stranica 59), polazeći od debljine ploče (65,0 mm) i omjera stranica na poprečnom presjeku (4:1) odredi se duljina zone napajanja (ZN), odnosno duljina zone djelovanja pojila: ZN = 120,0 mm. - pomoću dijagrama na slici 3.33 (stranica 59), polazeći od debljine ploče (65,0 mm) i omjera stranica na poprečnom presjeku (4:1) odredi se duljina krajnje zone (KZ) i zone napajanja: KZ + ZN = 280,0 mm - modul odljevka (ploče) određuje se pomoću jednadžbe (3.12) (stranica 49): Mo = a⋅b 6 ,5 ⋅ 26 ,0 = = 2 ,6 cm 2( a + b ) 2( 6 ,5 + 26 ,0 ) - modul pojila: M p = 1,2 ⋅ M o = 1,2 ⋅ 2 ,6 = 3 ,12 cm - dimenzije cilindričnog pojila čija je visina 1,5 puta veća od promjera pojila određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 3,2 cm. Promjer pojila iznosi 172,0 mm, visina 258,0 mm, a volumen pojila 5,8 dm3. - treba upotrijebiti dva pojila, njihov međusobni razmak je ~ 120,0 mm, a udaljena su od svakog kraja ploče za ~ 270,0 mm. 107 Zadatak 8 Potrebno je dimenzionirati egzotermno pojilo za odljevak od legiranog čeličnog lijeva. Volumen odljevka iznosi 25,0 dm3, a površina 7,0 dm2. - modul odljevka: Mo = V 25000 ,0 = = 3 ,6 cm A 7000 ,0 - modul negrijanog pojila: M p = 1,2 ⋅ M o = 1,2 ⋅ 3,6 = 4 ,3 cm - dimenzije cilindričnog pojila čija je visina 1,5 puta veća od promjera pojila određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 4,5 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 4,3 cm). Promjer pojila iznosi 240,0 mm, visina 360,0 mm, a volumen pojila 16,0 dm3. - volumen pojila računat iz uvjeta stezanja (jednadžba (3.7), stranica 45) uz k1 = 0,4 za legirani čelični lijev (tablica 3.2, stranica 45): V p = k 1 ⋅ Vo = 0 ,4 ⋅ 25 ,0 = 10 ,0 dm 3 - očito je da pojilo izračunato pomoću modula ima znatno veći volumen (16,0 dm3) od potrebnog (10,0 dm3), zbog čega se može upotrijebiti egzotermno pojilo. - iz jednadžbe 3.27 (stranica 75) može se vidjeti da egzotermno pojilo ima ~ 1,4 puta veći modul od klasičnog negrijanog pojila, što omogućuje primjenu razmjerno manjeg pojila ako se primjenjuje egzotermno pojilo: M egz . poj . = 4 ,3 2 = 3,05 cm - dimenzije cilindričnog pojila čija je visina 1,5 puta veća od promjera pojila određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 3,2 cm (uzimaju se podaci za pojilo s modulom 3,2 jer se u tablici ne nalaze podaci za pojilo s modulom 3,05 dm3). Promjer pojila iznosi 172,0 mm, visina 258,0 mm, a volumen pojila 5,8 dm3. - prethodno definirano pojilo (V = 5,8 dm3) potrebno je obložiti egzotermnom oblogom da bi se zadržao ekvivalent prije izračunatog modula pojila (Mp = 4,3 cm). Debljina egzotermne obloge obično iznosi 1/5 promjera pojila: debljina egzotermne obloge: 172 ,0 ⋅ 1 = 34 ,4 mm ≈ 35 ,0 mm 5 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 108 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 0 ,30 ⋅ V p = s ⋅ ( Vo + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vo – volumen odljevka (cm3). 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 25 ,0 + V p ) 0 ,30 ⋅ V p = 1,125 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 1,125 V p = 4 ,4 dm 3 - volumen egzotermnog pojila iznosi Vegz.p = 5,8 dm3 i veći je od minimalno potrebnog volumena pojila (Vp = 4,4 dm3) izračunatog iz uvjeta volumnog stezanja, što znači da je pojilo pravilno dimenzionirano. - tako dimenzionirano pojilo moramo obložiti egzotermnom oblogom tako da pojilo zadrži modul određen prema odljevku. Zadatak 9 Potrebno je odliti bakrenu ploču debljine 8,0 cm volumena ~ 100,0 dm3. Da li je svrsishodno takav odljevak hladiti hladilom od npr. sivog lijeva? - modula bakrene ploče: M0 = 8 ,0 = 4 ,0 cm 2 - modula pojila: M p = 1,2 ⋅ M o = 1,2 ⋅ 4 ,0 = 4 ,8 cm - dimenzije cilindričnog pojila čija je visina 1,5 puta veća od promjera pojila određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 5,0 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 4,8 cm). Promjer pojila iznosi 266,0 mm, visina 400,0 mm, a volumen pojila 22,0 dm3. 109 - izabrano pojilo potrebno je kontrolirati obzirom na uvjet volumnog stezanja (jednadžba 3.7) (stranica 45). Koeficijent k1 za bakar iznosi 0,15. V p = k 1 ⋅ Vo = 0 ,15 ⋅ 100 ,0 = 15 ,0 dm 3 - prema tablici 3.5 pojilo volumena 15,0 dm3 ima slijedeće dimenzije (uzimaju se podaci za pojilo volumena 16,0 dm3 jer se u tablici ne nalaze podaci za pojilo volumena 15,0 dm3): dp = 240,0 mm, hp = 360,0 mm, Vp = 16,0 dm3, Mp = 4,50 cm - modul odljevka, kojeg prethodno dimenzionirano pojilo može napojiti je: Mr = 4 ,5 = 3,75 cm 1,2 - budući de je modul odljevka M0 = 4,0 cm reduciran na Mr = 3,75 cm, odljevak treba hladiti hladilom. - masa vanjskog hladila od sivog lijeva određuje se pomoću jednadžbe 3.29 (stranica 77) (LCu = 180,0 kJ/kg, ρCu = 8,8 g/cm3 i cFe = 590,0 J/kgK): mvh = M − M r 8 ,8 ⋅ 180000 ,0 ρ Cu ⋅ LCu 4 ,0 − 3 ,75 = 41,94 ≈ 42 ,0 kg ⋅ Vo o = ⋅ 100 ,0 ⋅ 590 ,0 ⋅ 400 c Fe ⋅ ΔT 4 ,0 Mo Zadatak 10 Neka je kocka s bridom 10,0 cm dio većeg odljevka od Cu-Zn-Sn legure i neka proračun modula tog odljevka pokazuje da se zbog uvjeta usmjerenog skrućivanja mora modul kocke smanjiti pomoću unutarnjih hladila na vrijednost Mr = 1,4 cm. Potrebno je odrediti volumen unutarnjeg hladila kojim se to može postići. Potrebni podaci o leguri: L = 210,0 kJ/kg, cp = 500,0 J/ (kgK), TL = 1100 °C, TS = 1030 °C. - modul kocke može se odrediti pomoću jednadžbe 3.9 (stranica 48): M = a 10 ,0 = = 1,67 cm 6 6 - volumen kocke: V = a 3 = 10 ,0 3 = 1000 ,0 cm 3 - masa unutarnjeg hladila određuje se pomoću jednadžbe 3.32 (stranica 79): muh ( c p ⋅ TS + M − Mr 1 ⎡1 L ) = V0 0 ρ uh ⎢ L + c p ( TL − TS 2 M0 ⎣3 110 ⎤ )⎥ ⎦ - ako se masa hladila izrazi pomoću njegovog volumena i gustoće ( muh = ρ uh ⋅ Vuh ), dobiva se slijedeća jednadžba: ρ uh ⋅ Vuh ( c p ⋅ TS + M − Mr 1 ⎡1 L ) = V0 0 ρ uh ⎢ L + c p ( TL − TS 2 M0 ⎣3 ⎤ )⎥ ⎦ - sređivanjem prethodne jednadžbe dobiva se izraz za određivanje volumena unutarnjeg hladila: V0 Vuh = M0 − Mr M − M r ⎡1 ⎡1 ⎤ ⎤ ρ uh ⎢ L + c p ( TL − TS ⎥ V0 0 L + c p ( TL − TS ⎥ ⎢ M0 M0 ⎣3 ⎦ ⎣3 ⎦ = 1 1 ρ uh ( c p ⋅ TS + L ) ( c p ⋅ TS + L ) 2 2 1000 ,0 Vuh = 1,67 − 1,4 ⎡ 1 ⎤ ⋅ 210000 ,0 + 500 ,0( 1100 − 1030 )⎥ ⎢ 1,67 ⎣ 3 ⎦ = 27 ,38 ≈ 27 ,0 cm 3 1 ( 500 ,0 ⋅ 1030 + 210000 ,0 ) 2 Zadatak 11 Potrebno je dimenzionirati pojila za kotač od legiranog čeličnog lijeva koji je prikazan na slici 6.9. Predvidjeti dodatak na strojnu obradu od 10,0 mm na čeone površine glavčine kotača (označeno brojem 1) i ukupno 10,0 mm na unutarnji promjer (označeno brojem 2). Slika 6.9. Izgled i dimenzije kotača 111 - kotač podijelimo u tri zasebne cjeline: vijenac, ručice (krakovi) i glavčina. A) Vijenac - modul vijenca: Mv = a ⋅b 13 ,7 ⋅ 9 ,0 = = 2 ,7 cm 2( a + b ) 2( 13 ,7 + 9 ,0 ) - vijenac promatramo kao gredicu s dimenzijama a x b na poprečnom presjeku: a = 137,0 mm = 13,7 cm b = (1120,0 – 940,0)/2 = 90,0 mm = 9,0 cm - modul pojila: M p = 1,2 ⋅ M v = 1,2 ⋅ 2 ,7 = 3 ,24 cm - dimenzije pojila s horizontalnim presjekom u obliku elipse određuje se iz tablice 3.7 (stranica 68). Odabire se pojilo s modulom 3,4 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 3,24 cm). Dimenzije pojila su: širina: ap = 14,6 cm dužina: bp = 21,9 cm visina: hp = 27,4 cm volumen: Vp = 7400,0 cm3 - određivanje duljine zone napajanja uz aprokimaciju vijenca gredicom s kvadratnim poprečnim presjekom b x b: ZN = 1,5 ⋅ b = 1,5 ⋅ 112 ,0 − 94 ,0 = 13 ,5 cm 2 - područje napajanja jednog pojila: L = 2 ⋅ ZN + b p = 2 ⋅ 13 ,5 + 21,9 = 48 ,9 ≈ 49 ,0 cm - srednji promjer vijenca: dv = 112 ,0 + 94 ,0 = 103 ,0 cm 2 - srednji opseg vijenca: Ov = d v ⋅ π = 103,0 ⋅ 3,14 = 323 ,42 cm 112 - broj pojila na vijencu: n= Ov 323,42 = = 6 ,6 L 49 ,0 zbog simetrije uzima se n = 6 - volumen vijenca: Vv = d 2 ⋅π d 12 ⋅ π 112 ,0 2 ⋅ 3 ,14 94 ,0 2 ⋅ 3 ,14 ⋅a − 2 ⋅a = ⋅ 13 ,7 − ⋅ 13 ,7 = 39877 ,69 cm 3 4 4 4 4 gdje je: d1 – vanjski promjer vijenca, a d2 – unutarnji promjer vijenca. - volumen vijenca kojeg napaja jedno pojilo: Vv 1 / 6 = Vv 39877 ,69 = = 6646 ,28 cm 3 6 6 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ Vv1 / 6 = 0 ,40 ⋅ 6646 ,28 = 2658 ,51 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 2658,51 cm3) značajno manji od volumena pojila određenog na osnovi modula pojila (Vp = 7400,0 cm3). Zbog toga se mogu primijeniti egzotermna pojila. - modul egzotermnog pojila: M egz . poj . = 3 ,24 2 = 2 ,3 cm - dimenzije pojila s horizontalnim presjekom u obliku elipse određuju se iz tablice 3.7 (stranica 68). Odabire se pojilo s modulom 2,4 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 2,3 cm). Dimenzije pojila su: širina: ap = 10,3 cm dužina: bp = 15,4 cm visina: hp = 19,3 cm volumen: Vp = 2600,0 cm3 - prethodno definirano pojilo (Vp = 2600 cm3) potrebno je obložiti egzotermnom oblogom da bi se zadržao ekvivalent prije izračunatog modula pojila (Mp = 3,24 cm). Debljina egzotermne obloge obično iznosi 1/5 promjera pojila. U ovom slučaju, budući da se radi o ovalnom pojilu, debljina egzotermne obloge može se odrediti na sljedeći način: 113 debljina egzotermne obloge: 1 a + b 1 103 ,0 + 154 ,0 ⋅ = ⋅ = 25 ,7 mm → uzima se 30,0 mm 5 2 5 2 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 0 ,30 ⋅ V p = s ⋅ ( Vv1 / 6 + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vv1/6 – volumen vijenca koji napaja jedno pojilo (cm3). 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 6646 ,28 + V p ) 0 ,30 ⋅ V p = 299 ,08 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 299 ,08 V p = 1172 ,86 cm 3 - volumen egzotermnog pojila iznosi Vegz.p. = 2600,0 cm3 i veći je od minimalno potrebnog volumena pojila (Vp = 1172,86 cm3) izračunatog iz uvjeta volumnog stezanja, što znači da je pojilo pravilno dimenzionirano. - duljina zone napajanja egzotermnog pojila (ZN)eg može se odrediti iz dijagrama prikazanog na slici 6.10. Slika 6.10. Duljina zone napajanja (ZN) ovisno o debljini stjenke odljevka i omjeru stranica na poprečnom presjeku odljevka kod primjene egzotermnog pojila 114 - dimenzije vijenca na poprečnom presjeku: a = 13,7 cm, b = 9,0 cm. - omjer stranica na poprečnom presjeku vijenca: 13,7/9,0 = 1,52 - na osnovi prethodno navedenih podataka iz dijagrama prikazanog na slici 6.10 može se odrediti duljina zone napajanja egzotermnog pojila: (ZN)egz = 17,0 cm - područje napajanja jednog egzotermnog pojila: Legz = 2 ⋅ ( ZN )egz + b p = 2 ⋅ 17 ,0 + 15 ,4 = 49 ,4 cm - broj egzotermnih pojila na vijencu: negz = Ov 323 ,42 = = 6 ,5 Legz 49 ,4 zbog simetrije uzima se negz p.= 6 B) Ručice (krakovi) Ručice, odnosno krakovi koji povezuju glavčinu i vijenac kotača razmjerno su tanki, zbog čega se može pretpostaviti da brzo skrutnu i na taj način prekinu vezu između glavčine i vijenca. Osim toga, potreba za napajanjem je kompenzirana pojilima na glavčini i vijencu. Zbog toga su pojila na vijencu smještena na spoju ručice i vijenca (vidi sliku 6.9). C) Glavčina Glavčinu promatramo kao obruč (cilindar) sa sljedećim dimenzijama: vanjski promjer: dv = 350 mm visina: h = 175,0 mm + 10,0 mm + 10,0 mm = 195,0 mm (na obje čeone površine glavčine kotača dodaje se po 10,0 mm za strojnu obradu) unutarnji promjer: du = 90,0 mm – 10,0 mm = 80,0 mm (ukupni dodatak na strojnu obradu iznosi 10,0 mm) - debljina stjenke glavčine: a= d v − d u 35 ,0 − 8 ,0 = = 13 ,5 cm 2 2 115 - modul glavčine: M gl = hgl ⋅ a 2( hgl + a ) = 19 ,5 ⋅ 13,5 = 3,99 cm 2( 19 ,5 + 13,5 ) - modul pojila: M p = 1,2 ⋅ M gl = 1,2 ⋅ 3,99 = 4 ,79 cm - dimenzije cilindričnog (valjkastog) pojila čiji je promjer jednak visini određuju se iz tablice 3.4 (stranica 65). Odabire se pojilo s modulom 5,0 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 4,79 cm). Promjer pojila iznosi 300,0 mm, visina 300,0 mm, a volumen pojila 21,0 dm3. - određivanje duljine zone napajanja uz aprokimaciju glavčine gredicom s kvadratnim poprečnim presjekom a x a: ZN = 1,5 ⋅ a = 1,5 ⋅ 13,5 = 20 ,25 cm - područje napajanja jednog pojila: L = 2 ⋅ ZN + d p = 2 ⋅ 20 ,25 + 30 ,0 = 70 ,5 ≈ 71,0 cm - srednji promjer glavčine: dv = 35 ,0 + 8 ,0 = 21,5 cm 2 - srednji opseg glavčine: Ov = d v ⋅ π = 21,5 ⋅ 3,14 = 67 ,51 cm - broj pojila na glavčini: n= Ov 67 ,51 = = 0 ,95 → 1 L 71,0 potrebno je 1 pojilo za napajanje glavčine - volumen glavčine: d v2 ⋅ π d u2 ⋅ π 35 ,0 2 ⋅ 3 ,14 8 ,0 2 ⋅ 3,14 V gl = ⋅h − ⋅h = ⋅ 19 ,5 − ⋅ 19 ,5 = 17772 ,0 cm 3 4 4 4 4 gdje je: dv – vanjski promjer glavčine, a du – unutarnji promjer glavčine. 116 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V gl = 0 ,40 ⋅ 17772 ,0 = 7108 ,8 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 7108,8 cm3) značajno manji od volumena pojila određenog na osnovi modula pojila (Vp = 21000,0 cm3). Zbog toga se može primijeniti egzotermno pojilo znatno manjih dimenzija i pri tome njegova visina prilagoditi visini pojila na vijencu. - određivanje modula valjkastog egzotermnog pojila na osnovi njegove visine (jednadžba (3.22), stranica 64): M egz . p . = r ⋅ hp 2( r + h p ) gdje je: hp – visina pojila (u ovom slučaju 19,3 cm da bi odgovarala visini egzotermnih pojila postavljenih na vijenac kotača), a r – radijus pojila (budući da se odabire valjkasto pojilo kod kojeg je visina jednaka promjeru, r = 19,3 cm/2 = 9,65 cm). M egz . p . = r ⋅ hp 2( r + h p ) = 9 ,65 ⋅ 19 ,3 = 3,22 cm 2( 9 ,65 + 19 ,3 ) - volumen egzotermnog pojila: Vegz . p . = d p2 ⋅ π 4 ⋅ hp = 19 ,3 2 ⋅ 3,14 ⋅ 19 ,3 = 5643 ,41 cm 3 4 - debljina egzotermne obloge obično iznosi 1/5 promjera pojila: debljina egzotermne obloge: 19 ,3 ⋅ 1 = 3,86 ≈ 3,9 cm 5 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 0 ,30 ⋅ V p = s ⋅ ( V gl + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vgl – volumen glavčine koju napaja pojilo (cm3). 117 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 17772 ,0 + V p ) 0 ,30 ⋅ V p = 799 ,74 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 799 ,74 V p = 3136 ,24 cm 3 - volumen egzotermnog pojila iznosi Vegz.p. = 5643,41 cm3 i veći je od minimalno potrebnog volumena pojila (Vp = 3136,24 cm3) izračunatog iz uvjeta volumnog stezanja, što znači da je pojilo pravilno dimenzionirano. Zadatak 12 Potrebno je dimenzionirati pojila za napajanje simetričnog kućišta ventila prikazanog na slici 6.11. Kućište ventila lijeva se od legiranog čeličnog lijeva. Slika 6.11. Izgled i dimenzije kućišta ventila:1 – ovalna pojila, 2 – hladilo, 3 – cilindrično (valjkasto) pojilo, 4 – hladilo 118 A) Dimenzioniranje pojila na prirubnicama - u toplinskom čvorištu, na dodiru prirubnice s ravnim djelom cijevnog kraka ucrta se kružnica. Promjer ucrtane kružnice iznosi 90,0 mm. Toplinsko čvorište ima približno isti modul kao i palica čije dimenzije na poprečnom presjeku iznose a = 9,0 cm, b = 17,0 cm s nehlađenom površinom širine c = 8,0 cm (analogno zadatku 5). b= 520 ,0 − 180 ,0 = 170 ,0 mm = 17 ,0 cm 2 ⎛ 280 ,0 − 180 ,0 ⎞ ⎛ 340 ,0 − 280 ,0 ⎞ c=⎜ ⎟ = 80 ,0 mm = 8 ,0 cm ⎟+⎜ 2 2 ⎠ ⎠ ⎝ ⎝ - modul prirubnice: M prirub = a ⋅b 9 ,0 ⋅ 17 ,0 = = 3 ,48 ≈ 3,5 cm 2( a + b ) − c 2( 9 ,0 + 17 ,0 ) − 8 ,0 - modul pojila: M p = 1,2 ⋅ M prirub = 1,2 ⋅ 3,5 = 4 ,2 cm - obzirom na geometriju odljevka odabiru se ovalna pojila. - dimenzije pojila s horizontalnim presjekom u obliku elipse određuje se iz tablice 3.8 (stranica 69). Odabire se pojilo s modulom 4,25 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 4,2 cm). Dimenzije pojila su: širina: ap = 180,0 mm dužina: bp = 360,0 mm visina: hp = 268,0 mm volumen: Vp = 16,0 dm3 - na svaku od četiri prirubnice postavlja se po jedno prethodno dimenzionirano ovalno pojilo (pojila označena brojem jedan na slici 6.11). - volumen prirubnice s cijevnim krakom: V = V prirub + Vcjev .krak + Vkosi⋅dio V prirub = 18 ,0 2 ⋅ 3 ,14 52 ,0 2 ⋅ 3,14 ⋅ 7 ,5 − ⋅ 7 ,5 = 15919 ,80 − 1907 ,55 = 14012 ,25 cm 3 4 4 Vcjev .krak 18 ,0 2 ⋅ 3,14 94 ,0 28 ,0 28 ,0 2 ⋅ 3 ,14 94 ,0 28 ,0 = ⋅( − − 7 ,5 ) − ⋅( − − 7 ,5 ) 2 2 4 2 2 4 Vcjev .krak = 15693 ,72 − 6485 ,67 = 9208 ,05 cm 3 119 Vkosi⋅dio 34 ,0 2 ⋅ 3 ,14 28 ,0 2 ⋅ 3 ,14 ⋅ 7 ,5 − ⋅ 7 ,5 6805 ,95 − 4615 ,80 4 4 = = 1095 ,08 cm 3 = 2 2 V = V prirub + Vcjev .krak + Vkosi⋅dio = 14012 ,25 + 9208 ,05 + 1095 ,08 = 24315 ,38 cm 3 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V prirub = 0 ,40 ⋅ 24315 ,38 = 9726 ,15 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 9726,15 cm3) manji od volumena pojila određenog na osnovi modula pojila (Vp = 16000,0 cm3). Zbog toga se mogu primijeniti egzotermna pojila. - modul egzotermnog pojila: M egz . poj . = 4 ,2 2 = 3,0 cm - dimenzije pojila s horizontalnim presjekom u obliku elipse određuju se iz tablice 3.8 (stranica 69). Odabire se pojilo s modulom 3,0 cm. Dimenzije pojila su: širina: ap = 127,0 mm dužina: bp = 254,0 mm visina: hp = 190,0 mm volumen: Vp = 5,3 dm3 - prethodno definirano pojilo (Vp = 5300 cm3) potrebno je obložiti egzotermnom oblogom da bi se zadržao ekvivalent prije izračunatog modula pojila (Mp = 4,2 cm). Debljina egzotermne obloge obično iznosi 1/5 promjera pojila. U ovom slučaju, budući da se radi o ovalnom pojilu, debljina egzotermne obloge može se odrediti na slijedeći način: debljina egzotermne obloge: 1 a + b 1 127 ,0 + 254 ,0 ⋅ = ⋅ = 38 ,1 mm → uzima se 40,0 mm 5 2 5 2 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 0 ,30 ⋅ V p = s ⋅ ( V + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a V – volumen prirubnice s cijevnim krakom (cm3). 120 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 24315 ,38 + V p ) 0 ,30 ⋅ V p = 1094 ,19 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 1094 ,19 V p = 4290 ,94 cm 3 - volumen egzotermnog pojila iznosi Vegz.p. = 5300,0 cm3 i veći je od minimalno potrebnog volumena pojila (Vp = 4290,94 cm3) izračunatog iz uvjeta volumnog stezanja, što znači da je pojilo pravilno dimenzionirano. - određivanje duljine (po opsegu) prirubnice koju svako klasično (negrijano) pojilo može napojiti: - srednji promjer prirubnice: dp = 520 ,0 + 180 ,0 = 350 ,0 mm = 35 ,0 cm 2 - srednji opseg prirubnice: Ov = d v ⋅ π = 35 ,0 ⋅ 3,14 = 109 ,9 cm ≈ 110 ,0 cm - prirubnica se može promatrati kao odljevak u obliku kvadra kod kojeg duljina stranica na poprečnom presjeku iznosi: a = 170,0 mm, b = 75,0 mm. Omjer stranica na poprečnom presjeku iznosi: 170,0/75,0 = 2,26 ~ 2,3. To znači da se odljevak (prema presjeku) može svrstati između palice i ploče. - duljina zone napajanja (ZN) može se odrediti iz dijagrama na slici 3.32 b (debljina stjenke odljevka iznosi 75,0 mm) (stranica 59): ZN = 120,0 mm - područje koje napaja jedno klasično (negrijano) pojilo: L = 2 ⋅ ( ZN ) + b p = 2 ⋅ 12 ,0 + 36 ,0 = 60 ,0 cm - budući da srednji opseg prirubnice iznosi 110,0 cm, očito je da bi veći dio prirubnice ostao nenapojen, što znači da bi se u donjem dijelu prirubnice pojavile greške, odnosno usahline. Zbog toga treba na donjem dijelu svake prirubnice postaviti odgovarajuće hladilo. 121 B) Dimenzioniranje hladila na prirubnicama - duljina kompaktne zone na prirubnicama, za slučaj kada se primjenjuju hladila, može se odrediti na dva načina: - prema slici 3.23 (stranica 55): KZ + ZN = 4 ,5 ⋅ d + 50 ,0 mm = 4 ,5 ⋅ 75 ,0 + 50 ,0 = 387 ,5 mm ≈ 390 ,0 mm - prema dijagramu na slici 3.33 (stranica 59): KZ + ZN = 300 ,0 mm - debljina hladila određuje se prema jednadžbi (3.31) (stranica 77): d hl = 2 2 ⋅ d odljevka = ⋅ 75 ,0 mm = 50 ,0 mm 3 3 - duljina hladila: l hl = ( 2 − 4 ) ⋅ d hl = 150 ,0 mm - budući da hladilo pokriva 150,0 mm srednjeg opsega prirubnice, područje koje napaja jedno klasično pojilo uz primjenu hladila iznosi: L = 2 ⋅ ( ZN ) + b p + l hl = 2 ⋅ 30 ,0 + 36 ,0 + 15 ,0 = 111,0 cm što znači da će svaka prirubnica biti adekvatno napojena ako se na nju postavi jedno pojilo i jedno hladilo. C) Dimenzioniranje pojila (pojilo broj 3) na gornjem nastavku kućišta ventila - gornji nastavak ima oblik valjka dimenzija φ 140,0 x 70,0 mm i ujedno je dio kraka (cijevi) prirubnice. Debljina cijevnog kraka prirubnice na kojoj se nalazi gornji nastavak iznosi 50,0 mm. - modul gornjeg nastavka određuje se prema jednadžbi (3.21) (stranica 52) i slici 3.17b (stranica 51): M gn 14 ,0 ⋅ 7 ,0 2 = = 2 ,7 cm 14 ,0 + 7 ,0 − 5 ,0 ) 2( 2 - modul pojila: M p = 1,2 ⋅ M gn = 1,2 ⋅ 2 ,7 = 3,24 cm 122 - odabire se valjkasto pojilo, s tim da visina pojila mora odgovarati nivou taljevine u prethodno dimenzioniranim ovalnim pojilima na prirubnicama. - udaljenost od horizontalne simetrale odljevka do nivoa taljevine u ovalnim pojilima na prirubnicama (prema slici 6.11): 520 ,0 + 268 ,0 = 528 ,0 mm ≈ 530 ,0 mm 2 gdje je: 268,0 mm – visina klasičnih (negrijanih) ovalnih pojila na prirubnicama. - visina pojila na gornjem nastavku: 530 ,0 − ( 180 ,0 + 70 ,0 ) = 370 ,0 mm 2 - polumjer (r) valjkastog pojila na gornjem nastavku određuje se pomoću slijedeće jednadžbe: Mp = rp ⋅ h p 2( rp + h p ) gdje je: hp – visina pojila (u ovom slučaju 37,0 cm da bi odgovarala visini ovalnih pojila postavljenih na prirubnice), Mp - modul pojila, a rp – radijus pojila. 3,24 = rp ⋅ 37 ,0 2( rp + 37 ,0 ) = rp ⋅ 37 ,0 2rp + 74 ,0 3,24( 2rp + 74 ,0 ) = rp ⋅ 37 ,0 6 ,48 rp + 239 ,76 = rp ⋅ 37 ,0 30 ,52rp = 239 ,76 rp = 7 ,86 cm ≈ 8 ,0 cm - dimenzije pojila na gornjem nastavku: dp = 160,0 mm, hp = 370,0 mm Vp = d p2 ⋅ π 4 ⋅ hp = 16 ,0 2 ⋅ 3 ,14 ⋅ 37 ,0 = 7435 ,52 cm 3 4 - modul pojila: Mp = rp ⋅ h p 2( rp + h p ) = 8 ,0 ⋅ 37 ,0 = 3,28 cm 2( 8 ,0 + 37 ,0 ) 123 - volumen gornjeg nastavka: V gn = 14 ,0 2 ⋅ 3 ,14 ⋅ 7 ,0 = 1077 ,02 cm 3 4 - zbog uzimanja u obzir mase u okolini gornjeg nastavka, izračunati volumen gornjeg nastavka treba uzeti znatno veći: usvaja se volumen gornjeg nastavka od 3000,0 cm3. - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V gn = 0 ,40 ⋅ 3000 ,0 = 1200 ,0 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je pojilo, obzirom na volumno stezanje gornjeg nastavka i njemu susjednog dijela kućišta (volumen ~ 3000,0 cm3), predimenzionirano. Primjena egzotermne obloge kod ionako vitkog pojila (hp : dp = 370 : 160) nije moguća, jer bi se njegov promjer morao dodatno smanjiti. Zbog toga, ovaj primjer u praksi bi se najvjerojatnije riješio smanjenjem modula nastavka primjenom hladila U nastavku biti će prikazano dimenzioniranje hladila za donji nastavak. D) Dimenzioniranje vanjskog hladila (hladilo broj 4) na donjem nastavku kućišta ventila - modul donjeg nastavka kućišta ventila jednak je modulu gornjeg nastavka kućišta ventila i iznosi: Mdn = 2,7 cm. Ovaj modul potrebno je smanjiti primjenom vanjskog hladila do modula stjenke kućišta (debljina stjenke kućišta ventila iznosi ds = (280,0 – 180,0)/2 = 50,0 mm), tj do: Mr = d s 50 ,0 = = 25 ,0 mm = 2 ,5 cm 2 2 (stjenku kućišta ventila promatramo kao ploču debljine 50,0 mm) - podaci potrebni za proračun mase vanjskog hladila: LFe = 210,0 kJ/kg, cFe = 590,0 J/kgK, ρFe = 7,8 kg/dm3, ΔT = 500 °C, Vdn = Vgn = 3000,0 cm3 - masa vanjskog hladila određuje se pomoću jednadžbe (3.29) (stranica 77): mvh = M − M r 7 ,8 ⋅ 210000 ,0 ρ Fe ⋅ LFe 2 ,7 − 2 ,5 = 1,23 kg ⋅ Vdn dn = ⋅ 3 ,0 ⋅ 590 ,0 ⋅ 500 c Fe ⋅ ΔT 2 ,7 M dn - površina nalijeganja vanjskog hladila određuje se pomoću jednadžbe (3.30) (stranica 77): Anh = Vdn ⋅ M dn − M r 2 ,7 − 2 ,5 = 3000 ,0 = 44 ,44 cm 2 2 ⋅ M dn ⋅ M r 2 ⋅ 2 ,7 ⋅ 2 ,5 124 - budući da donji nastavak kućišta ventila ima valjkasti oblik, prikladno je odabrati i hladilo valjkastog oblika. - promjer vanjskog hladila: Anh = d 2 ⋅π ⇒ d vh = 4 4 ⋅ Aoh = 3,14 4 ⋅ 44 ,44 = 7 ,5 cm 3,14 gdje je: Anh – površina osnovice vanjskog hladila, odnosno površina nalijeganja hladila. - volumen vanjskog hladila: Vvh = mvh ρ Fe = 1,23 = 0 ,158 dm 3 = 158 ,0 cm 3 7 ,8 - debljina, odnosno visina vanjskog hladila: Vvh = 4 ⋅V V d vh2 ⋅ π 4 ⋅ 158 ,0 = 3,58 cm hvh ⇒ hvh = 2 vh = 2 vh = 4 d vh ⋅ π d vh ⋅ π 7 ,5 2 ⋅ 3,14 4 Zadatak 13 Potrebno je dimenzionirati pojilo za napajanje odljevka od nelegiranog čeličnog lijeva prikazanog na slici 6.12. Slika 6.12. Izgled i dimenzije odljevka 125 - modul odljevka: Mo = a ⋅b 15 ,0 ⋅ 43 ,0 = = 5 ,5 cm 2( a + b ) 2( 15 ,0 + 43,0 ) a = (630,0 – 330,0)/2 = 150,0 mm = 15,0 cm b = 43,0 cm - modul pojila: M p = 1,2 ⋅ M o = 1,2 ⋅ 5 ,5 = 6 ,6 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 6,75 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 6,6 cm): Dimenzije pojila su: promjer: dp = 361,0 mm visina: hp = 542,0 mm volumen: Vp = 56,0 dm3 - određivanje omjera između stranica na poprečnom presjeku odljevka: 430 ,0 = 2 ,87 ≈ 3 ,0 150 ,0 - pomoću dijagrama na slici 3.33 (stranica 59), polazeći od debljine odljevka (150,0 mm) i omjera stranica na poprečnom presjeku (3:1) odredi se duljina zone napajanja (ZN) i krajnje zone (KZ): ZN + KZ = 590 ,0 mm - duljina kompaktnog područja: L = 2 ⋅ ( ZN + KZ ) + d p = 2 ⋅ 590 ,0 + 361,0 = 1541,0 mm ≈ 154 ,1 cm - srednji promjer odljevka: dv = 630 ,0 + 330 ,0 = 480 ,0 mm = 48 ,0 cm 2 - srednji opseg odljevka: Ov = d v ⋅ π = 48 ,0 ⋅ 3,14 = 150 ,7 cm - broj pojila: n= Ov 150 ,7 = = 0 ,98 ≈ 1 L 154 ,1 126 - dovoljno je jedno pojilo (n = 1) koje se postavlja na sredini luka odljevka (slika 6.12). - volumen odljevka: d 2 ⋅π d 12 ⋅ π 33,0 2 ⋅ 3,14 63 ,0 2 ⋅ 3 ,14 ⋅b − 2 ⋅b ⋅ 43,0 − ⋅ 43,0 4 4 4 4 Vo = = = 48607 ,2 cm 3 2 2 gdje je: d1 – vanjski promjer odljevka, a d2 – unutarnji promjer odljevka. - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V0 = 0 ,30 ⋅ 48607 ,2 = 14582 ,16 cm 3 gdje je: 0,30 vrijednost koeficijenta proporcionalnosti k1 za nelegirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 14582,16 cm3) značajno manji od volumena pojila određenog na osnovi modula pojila (Vp = 56000,0 cm3). Zbog toga se može primijeniti egzotermno pojilo. - modul egzotermnog pojila: M egz . poj . = 6 ,6 2 = 4 ,7 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 4,75 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 4,7 cm). Dimenzije pojila su: promjer: dp = 255,0 mm visina: hp = 384,0 mm volumen: Vp = 19000,0 cm3 - prethodno definirano pojilo (Vp = 19000,0 cm3) potrebno je obložiti egzotermnom oblogom da bi se zadržao ekvivalent prije izračunatog modula pojila (Mp = 6,6 cm). Debljina egzotermne obloge obično iznosi 1/5 promjera pojila. debljina egzotermne obloge: 1 1 ⋅ d p = ⋅ 255 ,0 = 51,0 mm → uzima se 50,0 mm 5 5 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 127 0 ,30 ⋅ V p = s ⋅ ( V0 + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vo – volumen odljevka (cm3). 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 48607 ,2 + V p ) 0 ,30 ⋅ V p = 2187 ,3 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 2187 ,3 V p = 8577 ,6 cm 3 - volumen egzotermnog pojila iznosi Vegz.p. = 19000,0 cm3 i veći je od minimalno potrebnog volumena pojila (Vp = 8577,6 cm3) izračunatog iz uvjeta volumnog stezanja, što znači da je pojilo pravilno dimenzionirano. - masa odljevka: mo = Vo ⋅ ρ o = 48607 ,2 ⋅ 0 ,0078 = 379 ,1 kg gdje je: ρ o - gustoća čelika (7800,0 kg/m3 → 0,0078 kg/cm3). - masa pojila: m p = V p ⋅ ρ p = 19000 ,0 ⋅ 0 ,0078 = 148 ,2 kg gdje je: ρ p - gustoća čelika (7800,0 kg/m3 → 0,0078 kg/cm3). - ako pretpostavimo da je masa uljevnog sustava 30,0 kg, izvadak (iskorištenje taljevine) iznosi: I= mo 379 ,1 = = 0 ,6802 = 68 ,02 % mo + m p + mus 379 ,1 + 148 ,2 + 30 ,0 gdje je: mus – masa uljevnog sustava. 128 Zadatak 14 Potrebno je dimenzionirati pojila za napajanje odljevka (kućišta mlina) od legiranog čeličnog lijeva prikazanog na slici 6.13. Slika 6.13. Izgled i dimenzije kućišta mlina - obzirom na konfiguraciju, odljevak nije potrebno dijeliti na zasebne cjeline (jedinice napajanja). - modul odljevka: Mo = a ⋅b 26 ,0 ⋅ 19 ,0 = = 7 ,6 cm 2( a + b ) − c 2( 26 ,0 + 19 ,0 ) − 25 ,0 a = promjer upisane kružnice u toplinsko čvorište odljevka = 26,0 cm b = 180,0 + 10,0 = 190,0 mm = 19,0 cm c = širina nehlađene površine = (1390,0 – 890,0)/2 = 250,0 mm = 25,0 cm - modul pojila: M p = 1,2 ⋅ M o = 1,2 ⋅ 7 ,6 = 9 ,12 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 9,25 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 9,12 cm). - dimenzije pojila: promjer: dp = 495,0 mm visina: hp = 742,0 mm volumen: Vp = 143,0 dm3 129 - prosječna debljina stjenke odljevka: 1340 ,0 − 890 ,0 1390 ,0 − 890 ,0 1650 ,0 − 890 ,0 1250 ,0 − 890 ,0 + + + 2 2 2 2 d= = 258 ,75 mm ≈ 25 ,9 cm 4 - određivanje duljine zone napajanja (ZN) uz aproksimaciju odljevka (vijenca) gredicom s kvadratnim poprečnim presjekom s x s: ZN = 1,5 ⋅ d = 1,5 ⋅ 25 ,9 = 38 ,85 cm - područje napajanja jednog pojila: L = 2 ⋅ ZN + d p = 2 ⋅ 38 ,85 + 49 ,5 = 127 ,2 cm - srednji promjer odljevka: do = 165 ,0 + 134 ,0 + 139 ,0 + 125 ,0 + 89 ,0 = 130 ,4 cm 5 - srednji opseg odljevka: Oo = d o ⋅ π = 130 ,4 ⋅ 3,14 = 409 ,46 cm - broj pojila na odljevku: n= Oo 409 ,46 = = 3 ,2 L 127 ,2 uzima se n = 3 - volumen odljevka: odljevak po visini podijelimo u 4 djela: prvi dio ima visinu 180,0 mm, drugi 10,0 mm, treći 320,0 mm i četvrti 315,0 mm. Vo = V1 + V2 + V3 + V4 89 ,0 2 ⋅ π 165 ,0 2 ⋅ π 89 ,0 2 ⋅ π 134 ,0 2 ⋅ π ⋅ 18 ,0 − ⋅ 18 ,0 ) + ( ⋅ 10 ,0 − ⋅ 10 ,0 ) + 4 4 4 4 89 ,0 2 ⋅ π 125 ,0 2 ⋅ π 89 ,0 2 ⋅ π 139 ,0 2 ⋅ π +( ⋅ 32 ,0 − ⋅ 32 ,0 ) + ( ⋅ 31,5 − ⋅ 31,5 ) 4 4 4 4 V0 = ( Vo = 141794 ,55 + 151536 ,40 + 286368 ,00 + 190500 ,66 = 770199 ,61 cm 3 ≈ 770 ,2 dm 3 130 - volumen odljevka kojeg napaja jedno pojilo: Vv 1 / 3 = V0 770 ,2 = = 256 ,73 dm 3 3 3 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ Vv1 / 3 = 0 ,40 ⋅ 256 ,73 = 102 ,69 dm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 102,69 dm3) manji od volumena pojila određenog na osnovi modula pojila (Vp = 143,0 dm3). Zbog toga se mogu primijeniti egzotermna pojila. - modul egzotermnog pojila: M egz . poj . = 9 ,12 2 = 6 ,5cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 6,5 cm. - dimenzije pojila: promjer: dp = 347,0 mm visina: hp = 520,0 mm volumen: Vp = 50,0 dm3 - prethodno definirano pojilo (Vp = 50,0 dm3) potrebno je obložiti egzotermnom oblogom da bi se zadržao ekvivalent prije izračunatog modula pojila (Mp = 9,12 cm). Debljina egzotermne obloge obično iznosi 1/5 promjera pojila. debljina egzotermne obloge: 1 1 ⋅ d p = ⋅ 347 ,0 = 69 ,4 mm → uzima se 70,00 mm 5 5 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 0 ,30 ⋅ V p = s ⋅ ( Vv 1 / 3 + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (dm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vv1/3 – volumen odljevka koji napaja jedno pojilo (dm3). 131 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 256 ,73 + V p ) 0 ,30 ⋅ V p = 11,55 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 11,55 V p = 45 ,29 dm 3 - volumen egzotermnog pojila iznosi Vegz.p. = 50,0 dm3 i veći je od minimalno potrebnog volumena pojila (Vp = 45,29 dm3) izračunatog iz uvjeta volumnog stezanja, što znači da je pojilo pravilno dimenzionirano. Zadatak 15 Potrebno je dimenzionirati pojila za napajanje kućišta ventila prikazanog na slici 6.14. Odljevak se lijeva od legiranog čeličnog lijeva. Temperatura lijevanja (TL) iznosi 1605 °C. Slika 6.14. Izgled i dimenzije kućišta ventila - na kućištu ventila prikazanom na slici 6.14 postoje 4 toplinska čvorišta koja treba napajati. Toplinska čvorišta detaljnije su prikazana na slici 6.15. Slika 6.15. Toplinska čvorišta na kućištu ventila 132 A) Određivanje modula toplinskih čvorišta i dimenzioniranje pojila - obzirom na položaj toplinskih čvorišta i njihove udaljenosti jednih od drugih, može se zaključiti da se toplinsko čvorište I mora obavezno napajati. Toplinska čvorišta I i II mogu se napajati iz jednog pojila zbog njihove male međusobne udaljenosti i debele stjenke koja spaja toplinska čvorišta I i II, s tim da je potrebno dodatno pothlađivanje (smanjenje modula) toplinskog čvorišta II kromitnim pijeskom pomoću jezgre (kromitni pijesak brže odvodi toplinu). Toplinsko čvorište III neće se napajati zbog malog prostora za postavljanje pojila i poteškoća u čistionici pri elektrolučnom rezanju i profiliranju zaobljenog spojnog rebra gdje bi trebao doći vrat pojila. Zbog toga će se modul toplinskog čvorišta III smanjiti postavljanjem unutarnjeg hladila. Toplinsko čvorište IV napajati će se iz zasebnog pojila. - moduli toplinskih čvorišta (jednadžba (3.20), stranica 51): MI = 6 ,8 ⋅ 8 ,0 = 2 ,07 cm 2( 6 ,8 + 8 ,0 ) − 3,3 gdje je: 6,8 cm– promjer kružnice upisane u toplinsko čvorište I, 3,3 cm – širina nehlađene površine (debljina stjenke odljevka između toplinskih čvorišta I i II). M II = 3,5 ⋅ 5 ,9 = 1,33 cm 2( 3,5 + 5 ,9 ) − 3 ,3 gdje je: 3,5 cm– promjer kružnice upisane u toplinsko čvorište II, 3,3 cm – širina nehlađene površine (debljina stjenke odljevka između toplinskih čvorišta II i III), 5,9 cm – polovica duljine segmenta odljevka od toplinskog čvorišta II do toplinskog čvorišta III (11,8 cm/2 = 5,9 cm, vidi sliku 6.15). M III = 3,5 ⋅ 5 ,9 = 1,25 cm 2( 3,5 + 5 ,9 ) − 2 ,25 gdje je: 3,5 cm – promjer kružnice upisane u toplinsko čvorište III, 2,25 cm – širina nehlađene površine (debljina stjenke odljevka između toplinskih čvorišta III i IV), 5,9 cm – polovica duljine segmenta odljevka od toplinskog čvorišta II do toplinskog čvorišta III (11,8 cm/2 = 5,9 cm, vidi sliku 6.15). M IV = 2 ,6 ⋅ 6 ,5 = 1,06 cm 2( 2 ,6 + 6 ,5 ) − 2 ,25 gdje je: 2,6 cm – promjer kružnice upisane u toplinsko čvorište IV, 2,25 cm – širina nehlađene površine (debljina stjenke odljevka između toplinskih čvorišta III i IV), 6,5 cm – duljina segmenta odljevka od toplinskog čvorišta IV do ruba odljevka (slika 6.14). - modul pojila (P1) za napajanje toplinskih čvorišta I i II: M P 1 = 1,2 ⋅ M I = 1,2 ⋅ 2 ,07 = 2 ,48 cm 133 - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 2,6 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 2,48 cm). - dimenzije pojila (P1) za napajanje toplinskih čvorišta I i II: dP1 = 140,0 mm hP1 = 210,0 mm VP1 = 3,4 dm3 - volumen dijela odljevka koji se napaja iz pojila P1: V1 = V prirub . + Vkup . gdje je V1 – volumen prirubnice bez segmenta u obliku kupole, a V2 – volumen segmenta odljevka u obliku kupole (radi pojednostavljena, ovaj segment promatrat će se kao krnji stožac). V prirub . = 14 ,0 2 ⋅ 3,14 30 ,0 2 ⋅ 3,14 ⋅ 6 ,3 − ⋅ 6 ,3 = 4450 ,95 − 969 ,32 = 3481,63 cm 3 4 4 Vkup . ≈ Vkup . ≈ π ⋅ h1 3 ( r12 + r22 + r1 ⋅ r2 ) − π ⋅ h2 3 ( r32 + r42 + r3 ⋅ r4 ) 3,14 ⋅ 3,0 3,14 ⋅ 6 ,3 ( 7 ,0 2 + 2 ,3 2 + 7 ,0 ⋅ 2 ,3 ) ( 10 ,3 2 + 4 ,55 2 + 10 ,3 ⋅ 4 ,55 ) − 3 3 Vkup . ≈ 1145 ,08 − 221,02 ≈ 924 ,06 cm 3 h1 = 30 ,0 + 33 ,0 = 63 ,0 mm r1 = 140 ,0 + 33,0 + 33,0 = 103,0 mm 2 r2 = 46 ,0 + 22 ,5 + 22 ,5 = 45 ,5 mm 2 h2 = 30,0 mm r3 = 140 ,0 = 70 ,0 mm 2 r4 = 46 ,0 = 23,0 mm 2 V1 = V prirub . + Vkup . = 3481,63 + 924 ,06 = 4405 ,69 cm 3 134 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V1 = 0 ,40 ⋅ 4405 ,69 = 1762 ,28 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 1762,28 cm3) manji od volumena pojila određenog na osnovi modula pojila (VP1 = 3400,00 cm3), što znači da je pojilo pravilno dimenzionirano. - modul pojila (P2) za napajanje toplinskog čvorišta IV: M P 2 = 1,2 ⋅ M IV = 1,2 ⋅ 1,06 = 1,27 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 1,3 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 1,27 cm). - dimenzije pojila (P2) za napajanje toplinskog čvorišta IV: dP2 = 70,0 mm hP2 = 105,0 mm VP2 = 400,0 cm3 - volumen dijela odljevka koji se napaja iz pojila P2: vanjski promjer: dv = 100,0 mm unutarnji promjeri : du1 = 74,0 mm du2 = 55,0 mm debljina stjenke: t = (100,0 – 74,0)/2 = 13,0 mm V2 = 5 ,5 2 ⋅ 3 ,14 7 ,4 2 ⋅ 3 ,14 10 ,0 2 ⋅ 3,14 ⋅ 6 ,5 − ⋅ ( 6 ,5 − 1,3 ) − ⋅ 1,3 4 4 4 V2 = 510 ,25 − 223,53 − 30 ,87 = 255 ,85 cm 3 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V2 = 0 ,40 ⋅ 255 ,85 = 102 ,34 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 102,34 cm3) manji od volumena pojila određenog na osnovi modula pojila (VP2 = 400,00 cm3), što znači da je pojilo pravilno dimenzionirano. 135 B) Dimenzioniranje unutarnjeg hladila za toplinsko čvorište III (jednadžba (3.32), stranica 79) - podatci potrebni za proračun: LFe = 210,0 kJ/kg, cFe = 590,0 J/kgK, ρFe = 7,8 kg/dm3, TL = 1605 °C, TS = 1515 °C. - volumen dijela odljevka koji se hladi hladilom: 14 ,5 2 ⋅ 3 ,14 4 ,6 2 ⋅ 3 ,14 ⋅ 5 ,9 − ⋅ 5 ,9 973 ,77 − 98 ,00 4 4 V0 ≈ = = 437 ,89 cm 3 ≈ 0 ,438 dm 3 2 2 - modul toplinskog čvorišta III potrebno je smanjiti primjenom unutarnjeg hladila do modula stjenke kućišta između toplinskih čvorišta II i III (ts = 22,5mm), tj do: Mr = t s 2 ,25 = = 1,125 cm ≈ 1,13 cm 2 2 (stjenku kućišta ventila između toplinskih čvorišta II i III promatramo kao ploču debljine 22,5 mm) - masa unutarnjeg hladila: muh ( c p ⋅ Ts + muh ( 590 ,0 ⋅ 1515 + M − M r ⎡1 1 L ) = V0 0 ρ ⎢ L + c p ( TL − Ts 2 M0 ⎣3 ⎤ )⎥ ⎦ 1,25 − 1,13 1 ⎤ ⎡1 ⋅ 210000 ,0 ) = 0 ,438 ⋅ ⋅ 7 ,8 ⋅ ⎢ ⋅ 210000 ,0 + 590 ,0 ⋅ ( 1605 − 1515 )⎥ 1,25 2 ⎦ ⎣3 998850 ⋅ muh = 40376 ,8 muh = 0 ,0404 kg = 40 ,4 g - potrebna su 2 komada prethodno dimenzioniranih rashladnih tijela za toplinsko čvorište III. - na slici 6.16 prikazan je položaj uljevnog sustava i pojila. Slika 6.16. Sustav ulijevanja i napajanja kućišta ventila 136 Zadatak 16 Potrebno je izraditi tehnološku kartu za odljevak (remenica) prikazan na slici 6.17. Odljevak se lijeva od legiranog čeličnog lijeva. Slika 6.17. Izgled i dimenzije remenice Izrada tehnološke karte obuhvaća slijedeće stavke: 1) Tehnološka razrada konstrukcijskog nacrta odljevka: 1.1) 1.2) 1.3) 1.4) Određivanje dodataka za strojnu obradu, Određivanje diobene ravnine kalupa i odljevka (modela), Određivanje ljevačkih skošenja, Određivanje broja jezgara i veličine jezgrenih oslonaca. 2) Dimenzioniranje sustava napajanja i položaja pojila: 2.1) 2.2) 2.3) 2.4) 2.5) 2.6) 2.7) Određivanje modula odljevka, Dimenzioniranje pojila, Određivanje volumena i mase odljevka, Određivanje broja pojila, Kontrola pojila obzirom na uvjet volumnog stezanja, Dimenzioniranje egzotermnih pojila, Proračun hladila. 3) Određivanje broja i položaja odljevka u kalupu i dimenzioniranje uljevnog sustava: 3.1) 3.2) 3.3) 3.4) Broj i raspored odljevaka u kalupu, Masa čelika u kalupu, Dimenzioniranje komponenti uljevnog sustava, Izvadak, odnosno iskorištenje taljevine. 4) Projektiranje kalupa: 4.1) 4.2) Određivanje debljine slojeva pijeska u kalupu i veličine kalupnika, Određivanje sustava odzračivanja kalupa. 5) Određivanje linearnog stezanja odljevka 137 1) Tehnološka razrada konstrukcijskog nacrta odljevka 1.1) Određivanje dodataka za strojnu obradu - dodatak za strojnu obradu odljevaka od čeličnog lijeva određuje se iz tablice 6.3. Tablica 6.3. Dodatak za strojnu obradu odljevaka od čeličnog lijeva (standard DIN 1683) Područje nazivnih mjera obzirom na najveću vanjsku mjeru odljevka, mm Dodatak, mm do 50 2 > 50 120 3 > 120 250 4 > 250 400 5 > 400 500 6 > 500 800 7 > 800 1000 8 > 1000 1600 9 > 1600 2500 10 - najveća vanjska mjera odljevka iznosi 600,0 mm. Dodatak na strojnu obradu ploha „a“, „b“, „c“, „d“ i „e“ (slika 6.18) iznosi 7,0 mm (tablica 6.3). Slika 6.18. Dodaci na stroju obradu (označeni crvenom bojom) 1.2) Određivanje diobene ravnine kalupa i odljevka (modela) - odabire se kalup s horizontalnom diobenom ravninom. Remenica se horizontalno dijeli na dva dijela. Kalupljenje se izvodi tako da se gornja polovica modela zakalupuje u gornju polovicu kalupa, a donja polovica modela u donju polovicu (slika 6.19). Izvlačenje modela iz kalupa je moguće jer na remenici (modelu) nema kosih dijelova koji se suzuju u smjeru izvlačenja modela. Slika 6.19. Shematski prikaz kalupovanja (jedan odljevak u kalupu) 138 1.3) Određivanje ljevačkih skošenja - ljevačka skošenja, odnosno dodaci na pojedine površine modela u cilju njegovog lakšeg izvlačenja iz kalupa mogu se odrediti iz tablice 6.4 Tablica 6.4. Ljevačka skošenja za unutarnje i vanjske površine (standard DIN 1511) Visina h, mm do 10 > 10 - 20 > 20 - 35 > 35 - 65 > 65 - 150 > 150 - 250 > 250 - 400 Visina h, mm > 400 - 600 > 600 - 800 > 800 - 1000 > 1000 - 1250 > 1250 - 1600 > 1600 - 2000 > 2000 - 2500 Skošenje, 3° 2° 1° 0° 45´ 0° 30´ 1,5 mm 2,5 mm Skošenje, 3,5 mm 4,5 mm 5,5 mm 7,0 mm 9,0 mm 11,0 mm 13,5 mm - ljevačka skošenja na pojedinim plohama modela prema tablici 6.4: - ploha „a“ – dijeli se na dva jednaka dijela visine 57,0 mm ((100,0 + 7,0 + 7,0)/2) jer je model podijeljen na dva dijela - skošenje 0° 45´. ploha „c“ – visina 25,0 + 7,0 = 32,0 mm – skošenje 1°. ploha „e“ – visina 25,0 + 7,0 + 7,0 = 39,0 mm – skošenje 0° 45´. - prethodno određena skošenja prikazana su slici 6.20. Slika 6.20. Ljevačka skošenja (označena plavom bojom) 1.4) Određivanje broja jezgara i veličine jezgrenih oslonaca - odljevak se lijeva bez primjene jezgre, odnosno model se može sigurno zakalupovati ako je promjer šupljine (otvora) u njemu veći od njegove visine. - promjer šupljine (otvora) u odljevku uzimajući u obzir dodatak na strojnu obradu: d1 = 200,0 – 7,0 – 7,0 = 186,00 mm 139 - visina odljevka uzimajući u obzir dodatak na strojnu obradu: h = 100,0 + 7,0 + 7,0 = 114,0 mm - budući da je d1 > h, za formiranje unutarnje šupljine u odljevku ne primjenjuje se jezgra. 2) Dimenzioniranje sustava napajanja i položaja pojila 2.1) Određivanje modula odljevka - u toplinsko čvorište ucrta se kružnica. Promjer upisane kružnice iznosi 65,0 mm (slika 6.21). Slika 6.21. Određivanje modula odljevka - odljevak se može promatrati kao ploča dimenzija 114,00 x 65,0 mm s nehlađenom površinom širine 64,0 mm (50,0 + 7,0 + 7,0 mm). Sukladno tome modul odljevka iznosi: Mo = 2.2) 6 ,5 ⋅ 11,4 = 2 ,52 cm 2 ⋅ ( 6 ,5 + 11,4 ) − 6 ,4 Dimenzioniranje pojila - modul pojila: M p = 1,2 ⋅ M o = 1,2 ⋅ 2 ,52 = 3 ,02 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 3,2 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 3,02 cm). - dimenzije pojila: dP = 172,0 mm hP = 258,0 mm VP = 5,8 dm3 140 2.3) Određivanje volumena i mase odljevka - odljevak se podijeli u pet dijelova radi lakšeg određivanja njegovog volumena (slika 6.22). Slika 6.22. Dijeljenje odljevka na 5 dijelova radi lakšeg određivanja njegovog volumena Vo = V1 + V2 + V3 + V4 + V5 V1 = ( 20 ,0 − 0 ,7 − 0 ,7 ) 2 ⋅ 3,14 ( 30 ,0 + 0 ,7 + 0 ,7 ) 2 ⋅ 3,14 ⋅ ( 2 ,5 + 0 ,7 ) − ⋅ ( 2 ,5 + 0 ,7 ) 4 4 V1 = 2476 ,73 − 869 ,05 = 1607 ,68 cm 3 V2 = ( 20 ,0 − 0 ,7 − 0 ,7 ) 2 ⋅ 3,14 30 ,0 2 ⋅ 3,14 ⋅ 5 ,0 − ⋅ 5 ,0 4 4 V2 = 3532 ,50 − 1357 ,89 = 2174 ,61 cm 3 V3 = ( 20 ,0 − 0 ,7 − 0 ,7 ) 2 ⋅ 3 ,14 ( 30 ,0 + 0 ,7 + 0 ,7 ) 2 ⋅ 3,14 ⋅ ( 2 ,5 + 0 ,7 ) − ⋅ ( 2 ,5 + 0 ,7 ) 4 4 V3 = 2476 ,73 − 869 ,05 = 1607 ,68 cm 3 V4 = 30 ,0 2 ⋅ 3,14 ( 60 ,0 + 0 ,7 + 0 ,7 ) 2 ⋅ 3 ,14 ⋅ ( 2 ,5 + 0 ,7 ) − ⋅ ( 2 ,5 + 0 ,7 ) 4 4 V4 = 9470 ,14 − 2260 ,8 = 7209 ,34 cm 3 141 30 ,0 2 ⋅ 3 ,14 ( 60 ,0 + 0 ,7 + 0 ,7 ) 2 ⋅ 3 ,14 ⋅ ( 2 ,5 + 0 ,7 ) − ⋅ ( 2 ,5 + 0 ,7 ) 4 4 V5 = 2 V5 = 9470 ,14 − 2260 ,8 = 3604 ,67 cm 3 2 Vo = V1 + V2 + V3 + V4 + V5 = 1607 ,68 + 2174 ,61 + 1607 ,68 + 7209 ,34 + 3604 ,67 = 16203,98 cm 3 - masa odljevka: mo = ρ ⋅ Vo = 7 ,8 ⋅ 16 ,204 = 126 ,40 kg gdje je: 7,8 kg/dm3 – gustoća čelika. 2.4) Određivanje broja pojila - srednji promjer odljevka: d= ( 60 ,0 + 0 ,7 + 0 ,7 ) + ( 20 ,0 − 0 ,7 − 0 ,7 ) = 40 ,0 cm 2 - srednji opseg odljevka: O = d ⋅ π = 40 ,0 ⋅ 3,14 = 125 ,6 cm - srednja debljina vanjskog oboda: t= ( 2 ,5 + 2 ,5 + 0 ,7 + 0 ,7 ) + ( 2 ,5 + 0 ,7 + 0 ,7 ) = 5 ,15 cm 2 - širina oboda odljevka: z= ( 60 ,0 + 0 ,7 + 0 ,7 ) − ( 20 ,0 − 0 ,7 − 0 ,7 ) = 21,4 cm 2 - omjer stranica na poprečnom presjeku: z 21,4 = = 4 ,15 t 5 ,15 - duljina zone napajanja (ZN) može se odrediti iz dijagrama na slici 3.32 b (stranica 59) polazeći od srednje debljine vanjskog oboda ( t = 5 ,15 cm ) i omjera stranica na poprečnom presjeku odljevka (~ 4:1): ZN = 110,0 mm 142 - područje koje napaja jedno klasično (negrijano) pojilo: L = 2 ⋅ ( ZN ) + d p = 2 ⋅ 11,0 + 17 ,2 = 39 ,2 cm - broj pojila na odljevku: n= O 125 ,6 = = 3 ,2 L 39 ,2 zbog simetrije uzima se n = 3 - raspored pojila na odljevku prikazan je na slici 6.23. Slika 6.23. Shematski prikaz rasporeda pojila (P) na odljevku 2.5) Kontrola pojila obzirom na uvjet volumnog stezanja - volumen odljevka kojeg napaja jedno pojilo: V1 / 3 = Vo 16203 ,98 = = 5401,33 cm 3 3 3 - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.7), stranica 45) – potrebni volumen pojila: V p = k 1 ⋅ V1 / 3 = 0 ,40 ⋅ 5401,33 = 2160 ,53 cm 3 gdje je: 0,40 vrijednost koeficijenta proporcionalnosti k1 za legirani čelični lijev (tablica 3.2). - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 2160,53 cm3) značajno manji od volumena pojila određenog na osnovi modula pojila (Vp = 5800,00 cm3). Zbog toga se mogu primijeniti egzotermna pojila. 143 2.6) Dimenzioniranje egzotermnih pojila - modul egzotermnih pojila: M egz . poj . = 3,02 2 = 2 ,16 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 2,2 cm (prvo veće pojilo jer u tablici nema podataka za pojilo s modulom 2,16 cm). - dimenzije pojila: dp = 118,0 mm hp = 177,0 mm Vp = 1,9 dm3 - prethodno definirano pojilo (Vp = 1,9 dm3) potrebno je obložiti egzotermnom oblogom da bi se zadržao ekvivalent prije izračunatog modula pojila (Mp = 3,02 cm). Debljina egzotermne obloge obično iznosi 1/5 promjera pojila. debljina egzotermne obloge: 1 1 ⋅ d p = ⋅ 118 ,0 = 23,6 mm → uzima se 25,0 mm 5 5 - dimenzionirano egzotermno pojilo potrebno je provjeriti obzirom na uvjet volumnog stezanja. Budući da volumno iskorištenje egzotermnog pojila iznosi 30,0 – 35,0 %, a ne 14,0 % na osnovi čega je izračunata jednadžba (3.7) (stranica 45), potrebno je krenuti od modificirane jednadžbe (3.5) (stranica 44): 0 ,30 ⋅ V p = s ⋅ ( V1 / 3 + V p ) gdje je: 0,30 – volumno iskorištenje egzotermnog pojila (30 %/100), Vp – volumen pojila (cm3), s – volumno stezanje lijeva u tekućem i tjestastom stanju (vol. %), a Vv1/3 – volumen odljevka koji napaja jedno pojilo (cm3). 0 ,30 ⋅ V p = 0 ,045 ⋅ ( 5401,33 + V p ) 0 ,30 ⋅ V p = 243,06 + 0 ,045V p 0 ,30 ⋅ V p − 0 ,045V p = 243,06 V p = 953 ,18 cm 3 - volumen egzotermnog pojila iznosi Vegz.p. = 1900,00 cm3 i veći je od minimalno potrebnog volumena pojila (Vp = 953,18 cm3) izračunatog iz uvjeta volumnog stezanja, što znači da su pojila pravilno dimenzionirana. 144 2.7) Proračun hladila - glavčinu (središnji prsten odljevka) potrebno je radi sigurnosti hladiti sa unutarnje strane hladilom ili obložiti kromitnim pijeskom. - modul glavčine Mo = 2,52 cm (najmasivniji dio) potrebno je smanjiti primjenom vanjskog hladila do srednjeg modula oboda odljevka (Moo) (slika 6.24). Na taj način se dobiva reducirani modul (Mr). Slika 6.24. Određivanje reduciranog modula (Mr) - obod odljevka možemo promatrati kao ploču širine a = 150,0 mm ((600,0 – 300,0)/2) i debljine b = 48,0 mm. Sukladno tome, srednji modul oboda odljevka može se izračunati na slijedeći način: M oo = M r = V a ⋅b⋅c = A 2( a ⋅ b ) + 2( a ⋅ c ) + 2( b ⋅ c ) - uzimajući u obzir da se kroz obje čeone površine (a x b) i jednu bočnu površinu (b x c) ne odvodi toplina, srednji modul oboda odljevka iznosi: M oo = a ⋅b⋅c a ⋅b⋅c a ⋅b 15 ,0 ⋅ 4 ,8 = = = 2 ,07 cm ≈ 2 ,0 cm = 2( a ⋅ c ) + ( b ⋅ c ) c( 2a + b ) 2a + b 2 ⋅ 15 ,0 + 4 ,8 - podaci potrebni za proračun mase vanjskog hladila: LFe = 210,0 kJ/kg, cFe = 590,0 J/kgK, ρFe = 7,8 kg/dm3, ΔT = 500 °C, Vgl = 5389,97 cm3 Vgl =V1 + V2 + V3 = 1607,68 + 2174,61 + 1607,68 =5389,97 cm3 ≈ 5,39 dm3 145 - masa vanjskog hladila određuje se pomoću jednadžbe (3.29) (stranica 77): mvh = M − M r 7 ,8 ⋅ 210000 ,0 ρ Fe ⋅ LFe 2 ,52 − 2 ,0 ⋅ V gl 0 = ⋅ 5 ,39 ⋅ = 6 ,17 kg c Fe ⋅ ΔT Mo 590 ,0 ⋅ 500 2 ,52 - površina nalijeganja vanjskog hladila određuje se pomoću jednadžbe (3.30) (stranica 77): Anh = V gl ⋅ Mo − Mr 2 ,52 − 2 ,0 = 5389 ,97 = 278 ,05 cm 2 2⋅ M0 ⋅ Mr 2 ⋅ 2 ,52 ⋅ 2 ,0 - odabire se hladilo u obliku prstena. - visina vanjskog hladila: Anh = Ohv ⋅ v h = d hv ⋅ π ⋅ v h ⇒ v h = Anh 278 ,05 = = 4 ,76 cm d hv ⋅ π ( 20 ,0 − 0 ,7 − 0 ,7 ) ⋅ 3 ,14 gdje je: Anh - površina nalijeganja vanjskog hladila, Ohv – vanjski opseg hladila, vh – visina hladila, dhv – vanjski promjer hladila. - volumen vanjskog hladila: Vvh = mvh ρ = 6 ,17 = 0 ,79 dm 3 = 790 ,0 cm 3 7 ,8 - unutarnji promjer vanjskog hladila (dhu): Vvh = 790 ,0 = d 2 ⋅π d hv2 ⋅ π ⋅ v h − hu ⋅ vh 4 4 d 2 ⋅ 3,14 ( 20 ,0 − 0 ,7 − 0 ,7 ) 2 ⋅ 3,14 ⋅ 4 ,76 − hu ⋅ 4 ,76 4 4 790 ,0 = 1292 ,71 − 3 ,74 ⋅ d hu2 3,74 ⋅ d hu2 = 1292 ,71 − 790 ,0 d hu = 1292 ,71 − 790 ,0 = 11,59 cm 3 ,74 - širina vanjskog hladila (prstena): t vh = d hv − d hu ( 20 ,0 − 0 ,7 − 0 ,7 ) − 11,59 = = 3,51 cm 2 2 146 3) Određivanje broja i položaja odljevka u kalupu i dimenzioniranje uljevnog sustava 3.1) Broj i raspored odljevaka u kalupu - u jednom kalupu lijevat će se dva odljevka. - najveća dimenzija odljevka postavlja su u ravninu dijeljenja kalupa (vidi sliku 6.19). - na slici 6.25 shematski je prikazan raspored odljevaka u kalupu zajedno sa uljevnim sustavom i pojilima. Slika 6.25. Shematski prikaz rasporeda odljevaka u kalupu te položaja uljevnog sustava, pojila i hladila 3.2) Masa čelika u kalupu - u kalupu se nalaze dva odljevka. Masa jednog odljevka iznosi: mo =126,40 kg. - svaki odljevak napaja se pomoću 3 pojila. Masa jednog pojila iznosi: mp = 7,8 ·1,9 = 14,82 kg 147 - pretpostavlja se da masa uljevnog sustava iznosi 7,0 % od ukupne mase čelika u kalupu. - ukupna masa čelika u kalupu: muk = 2 · mo + 6 · mp + 0,07 · muk muk - 0,07 · muk = 2 · 126,40 + 6 · 14,82 muk = 367,4 kg 3.3) Dimenzioniranje komponenti uljevnog sustava - vrijeme lijevanja određuje se prema jednadžbi (2.16) (stranica 22): t = s1 3 δm = 0 ,90 ⋅ 3 51,4 ⋅ 367 ,4 = 23,97 ≈ 24 ,0 s (koeficijent s1 određuje se na osnovi mase i debljine stjenke odljevaka, δ – debljina stjenke odljevka koja prevladava) - računska visina: HR = H − ho 8 gdje je: HR – računska visina, H – vertikalna udaljenost od vrha uljevne čaše do razine ušća, a ho – ukupna visina odljevka (vidi sliku 2.29, stranica 24). - visina pojila iznosi: hp = 177,0 mm. Na osnovi toga odabiru se kalupnici visine 200,0 mm. Sukladno tome, H = 200,0 mm. ho = 100,0 + 7,0 + 7,0 = 114,0 mm H R = 200 ,0 − 114 ,0 = 185 ,75 mm ≈ 18 ,6 cm 8 - dimenzioniranje kritičnog presjeka: Ak = m tμ 0 ,31 H R = 367 ,4 24 ,0 ⋅ 0 ,7 ⋅ 0 ,31 18 ,6 = 16 ,36 cm 2 ≈ 16 ,4 cm 2 - odabir razmjera (semitlačni uljevni sustav): As : Ar : Au = 1,0 : 2,0 : 2,0 Ak = AS 148 -dimenzioniranje razvodnika: Ar = 2,0 · As = 2,0 · 16,4 = 32,8 cm2 odabire se trapezni razvodnik, za koji vrijedi: Ar ; a = 1,2 ⋅ h ; b = 0 ,8 ⋅ h h= h= Ar = 32 ,8 = 5 ,73 cm a = 1,2 ⋅ h = 1,2 ⋅ 5 ,73 = 6 ,88 cm b = 0 ,8 ⋅ h = 0 ,8 ⋅ 5 ,73 = 4 ,58 cm (a – veća paralelna stranica, b – manja paralelna stranica, h – visina) - dimenzioniranje ušća: Au = 2,0 · As = 2,0 · 16,4 = 32,8 cm2 budući da uljevni sustav ima 2 ušća, potrebno je izračunati površinu jednog ušća: Au 1 = 32 ,8 = 16 ,4 cm 2 2 - odabire se ušće pravokutnog poprečnog presjeka za koje vrijedi: a = 3b gdje je a širina ušća, a b visina ušća. Au = a ⋅ b = ( 3b ) ⋅ b = 3b 2 ⇒ b = Au 16 ,4 = = 2 ,3 cm 3 3 a = 3⋅b = 3 ·2,3 = 6,9 cm - promjer spusta kod razvodnika (dsd): Asd = d sd2 ⋅ π ⇒ d sd = 4 4 Asd π = 4 ⋅ 16 ,4 = 4 ,57 cm 3 ,14 - na slici 6.26 shematski je prikazan izgled uljevnog sustava. 149 Slika 6.26. Shematski prikaz uljevnog sustava 3.4) Izvadak, odnosno iskorištenje taljevine I= 2 ⋅ mo 2 ⋅ 126 ,40 = = 0 ,6881 ⋅ 100 = 68 ,81 % muk 367 ,40 4) Projektiranje kalupa 4.1) Određivanje debljine slojeva pijeska u kalupu i veličine kalupnika - debljine slojeva pijeska i razmaci u kalupu određuje se iz tablice 6.5. Tablica 6.5. Minimalne debljine slojeva pijeska i minimalni razmaci u kalupu Masa odljevka, kg do 5 > 5 - 10 > 10 - 25 > 25- 50 > 50 - 100 > 100 - 250 > 250 - 500 > 500 - 1000 > 1000 - 2000 Od vrha Od vrha donje gornje Između polovice Između polovice spusta i modela do modela do modela i kalupnika, kalupnika, vrha vrha mm mm donjeg gornjeg kalupnika, kalupnika, mm mm 40,0 40,0 30,0 30,0 50,0 50,0 40,0 40,0 60,0 60,0 40,0 50,0 70,0 70,0 50,0 50,0 90,0 90,0 50,0 60,0 100,0 100,0 60,0 70,0 120,0 120,0 70,0 80,0 150,0 150,0 90,0 90,0 200,0 200,0 100,0 100,0 150 Između modela i modela, mm Između modela i razvodnika, mm 30,0 40,0 50,0 60,0 70,0 100,0 - 30,0 30,0 30,0 40,0 50,0 60,0 70,0 120,0 150,0 - masa jednog odljevka zajedno s pripadajućim pojilima: mo+p= mo + 3 · mp = 126,40 + 3· 14,82 = 170,86 kg - na osnovi izračunate mase jednog odljevka zajedno s pripadajućim pojilima iz tablice 6.5 proizlazi: - minimalna debljina sloja pijeska od vrha gornje polovice modela do vrha gornjeg kalupnika treba iznositi 100,00 mm, - minimalna debljina sloja pijeska od vrha donje polovice modela do vrha donjeg kalupnika treba iznositi 100,00 mm, - minimalna debljina sloja pijeska između modela i kalupnika treba iznositi 60,0 mm, - minimalna debljina sloja pijeska između spusta i kalupnika treba iznositi 70,0 mm, - minimalna udaljenost između modela treba iznositi 100,0 mm, - minimalna udaljenost između modela i razvodnika treba iznositi 60,0 mm. - usvojena visina gornjeg i donjeg kalupnika od 200,0 mm udovoljava (200,0 – 57,0 = 143,0 mm > 100,0). - potrebna dužina kalupnika: 60,0 + 614,0 + 100,0 + 614,0 + 60,0 = 1448,0 mm - potrebna širina kalupnika : 70,0 + 614,0 + 60,0 = 744,0 mm (širina kalupnika mora biti nešto veća od proračunate jer nije uzeta u obzir udaljenost od spusta do modela). - usvojene dimenzije kalupnika: Visina = 200,0 mm Širina = 1000,00 mm Dužina = 1800,00 mm 4.2) Određivanje sustava odzračivanja kalupa - kanali za odzračivanje ucrtavaju se na tehnološki razrađenom nacrtu sklopljenog kalupa. Odzračivanje ljevačkog kalupa još uvijek se rješava na temelju praktičnog iskustva. 5) Određivanje linearnog stezanja odljevka - linearno stezanje odljevaka od čelika iznosi ~ 2,0 %. Ovaj podatak potrebno je također navesti u tehnološkoj razradi nacrta odljevka zbog povećanja dimenzija modela za taj iznos. 151 Zadatak 17 Potrebno je odrediti likvidus temperaturu čeličnog lijeva kvalitete WCB (oznaka prema normi ASTM A 216) za lijevanje kućišta ventila. Kemijski sastav čeličnog lijeva je prikazan u tablici 6.6. Tablica 6.6. Kemijski sastav čeličnog lijeva kvalitete WCB (oznaka prema ASTM A 216) Element mas. % C 0,280 Si 0,500 Mn 0,800 S 0,025 P 0,030 Cu 0,250 Ni 0,300 Cr 0,300 Mo 0,100 V 0,020 Al 0,020 - likvidus temperatura (TL) određuje se pomoću slijedeće jednadžbe: TL = 1536 - 78·%C - 7,6·%Si – 4,9·%Mn – 34,4·%P - 38·%S – 4,7·%Cu – 3,1·%Ni -1,3·%Cr – - 5,0·%Mo – 4,0·%V – 3,6·%Al TL = 1536 – 78 · 0,28 – 7,6 · 0,50 – 4,9 · 0,80 – 34,4 · 0,030 – 38 · 0,025 – 4,7 · 0,25 – - 3,1 · 0,30 – 1,3 · 0,30 – 5,0 · 0,10 – 4,0 · 0,02 – 3,6 · 0,020 TL = 1536 – 21,84 – 3,8 – 3,92 – 1,03 – 0,95 – 1,18 – 0,93 – 0,39 – 0,5 – 0,08 – 0,07 TL = 1501,3 °C Zadatak 18 Od sivog lijeva koji sadrži 3,3 %C, 2,5 %(Si+P) lijeva se ploča debljine 10,0 mm. Likvidus temperatura (sukladno kemijskom sastavu) iznosi TL = 1150,0 °C, a temperatura taljevine u kalupu Tt = 1300 °C. Vrijeme lijevanja odgovara vremenu u kojem temperatura lijeva ni u jednoj točki kalupa ne padne ispod TL. Da li su za napajanje potrebna pojila? - modul odljevka (jednadžba (3.15), stranica 50): Mo = 10 ,0 = 5 ,0 mm = 0 ,5 cm 2 - iz dijagrama na slici 3.51 (polje 4) (stranica 81) određuje se volumno stezanje lijeva na osnovi kemijskog sastava, modula odljevka i temperature taljevine u kalupu: S = -3,6 % - vrijeme lijevanja, tj. vrijeme u kojem temperatura lijeva ni u jednoj točki kalupa ne padne ispod TL može se odrediti pomoću jednadžbe (3.41), stranica 86: t= Mo ε = 0 ,5 = 14 ,29 s ≈ 14 ,0 s 0 ,035 152 - iz dijagrama na slici 3.52 (stranica 82) određuje se dopajanje, tj. dodatno napajanje (smanjenje ukupnog stezanja) ovisno o vremenu ulijevanja i modulu odljevka: D = 3,6 % - ukupno stezanje: ∑ S = S + D = −3,6 + 3,6 = 0 ,0 % što znači da pojila nisu potrebna. Zadatak 19 Od sivog lijeva koji sadrži 3,3 %C, 2,5 %(Si+P) lijeva se ploča debljine 40,0 mm (debelostjeni odljevak). Likvidus temperatura (sukladno kemijskom sastavu) iznosi TL = 1150 °C, a temperatura taljevine u kalupu Tt = 1300 °C. Vrijeme ulijevanja iznosi 20,0 s. Da li su potrebna pojila u ovom slučaju? - modul odljevka: Mo = 40 ,0 = 20 ,0 mm = 2 ,0 cm 2 - iz dijagrama na slici 3.51 (stranica 81) određuje se volumno stezanje lijeva na osnovi kemijskog sastava, modula odljevka i temperature taljevine u kalupu: S = -1,6 % - iz dijagrama na slici 3.52 (stranica 82) određuje se dopajanje, tj. dodatno napajanje (smanjenje ukupnog stezanja) ovisno o vremenu ulijevanja i modulu odljevka: D = 1,0 % - ukupno stezanje: ∑ S = S + D = −1,6 + 1,0 = −0 ,6 % što znači da su potrebna pojila. 153 Zadatak 20 Potrebno je odliti postolje prikazano na slici 6.27 od sivog lijeva (ρ = 6,7 kg/dm3) koji sadrži 3,4 %C i 2,5 %(Si+P). Ukupna masa odljevka iznosi 200,0 kg. Tanke stjenke odljevka imaju debljinu 10,0 mm, srednje debele stjenke 15,0 mm, a noge postolja su pravokutnog presjeka 40,0 x 60,0 mm. Masa svake noge iznosi 25,0 kg. Temperatura taljevine u kalupu iznosi 1270 °C. Potrebno je dimenzionirati pojila. Slika 6.27. Postolje od sivog lijeva - modul tanjih stjenki: M ts = 10 ,0 = 5 ,0 mm = 0 ,5 cm 2 - iz dijagrama na slici 3.51 (stranica 81) određuje se volumno stezanje lijeva na osnovi kemijskog sastava, modula odljevka i temperature taljevine u kalupu: S = -3,0 % - modul stjenki srednje debljine: M ss = 15 ,0 = 7 ,5 mm = 0 ,75 cm 2 - maksimalno vrijeme lijevanja određuje se za srednju debljinu stjenke (15,0 mm) i modul M = 0,75 cm pomoću jednadžbe (3.41) (stranica 86): t max = 0 ,75 = 21,43 s ≈ 21,0 s 0 ,035 154 - modul noge postolja određuje se pomoću jednadžbe (3.12) (stranica 49) (slučaj kada se čeone površine kvadra mogu zanemariti jer su kontaktu sa susjednim stjenkama odljevka pa se zbog toga kroz njih ne odvodi toplina): Mn = ab 40 ,0 ⋅ 60 ,0 = = 12 ,0 mm = 1,2 cm 2( a + b ) 2( 40 ,0 + 60 ,0 ) - iz dijagrama na slici 3.52 (stranica 82) određuje se dopajanje, tj. dodatno napajanje (smanjenje ukupnog stezanja) ovisno o vremenu ulijevanja (21,0 s) i modulu odljevka (1,2 cm): D = 1,9 % - ukupno stezanje: ∑ S = S + D = −3,0 + 1,9 = −1,1 % ≈ −1,0 % što znači da su potrebna pojila. - iz dijagrama na slici 3.51 (polje 3) (stranica 81) na osnovi kemijskog sastava sivog lijeva i modula noge postolja (Mn = 1,2 cm) dobiva se da vrijeme stezanja iznosi 77,0 % ukupnog vremena skrućivanja. Radi pojednostavljenja uzima se da vrijeme stezanja iznosi 80,0 % ukupnog vremena skrućivanja. - dimenzioniranje pojila: - dimenzije i masa pojila čija je visina 2 puta veća od njegovog promjera (hp : dp = 2:1) određuju se pomoću dijagrama na slici 3.56 (stranica 85) na osnovi modula (Mn = 1,2 cm) i mase (mn = 25,0 kg) noge postolja te podatka da vrijeme stezanja iznosi 80,0 % ukupnog vremena skrućivanja: dp = 60,0 mm h p = 2 ⋅ d p = 120,00 mm mp = 1,9 – 2,4 kg - na svaku nogu postolja potrebno je postaviti po jedno pojilo (vidi sliku 6.27). - pomoću dijagrama na slici 3.56 (stranica 85) određuje se modul vrata pojila na osnovi modula (Mn = 1,2 cm) noge postolja te podatka da vrijeme stezanja iznosi 80,0 % ukupnog vremena skrućivanja: Mvp. = 10,0 mm = 1,0 cm - dimenzije vrata pojila određuju se pomoću dijagrama na slici 3.44 (stranica 72) na osnovi njegovog modula (Mvp. = 1,0 cm). Ako se odabere vrat s kvadratnim poprečnim presjekom, dimenzije vrata iznose: a = 4,0 cm b = 4,0 cm 155 - duljina vrata pojila obično iznosi 1/6 – 1/9 promjera pojila, s tim da dimenzije vrata mogu biti i manje ako se odljevak lijeva kroz pojilo. - kod sivog i nodularnog lijeva kompaktna zona napajanja može iznositi i do 10 d p (dp – promjer pojila) ako je kalup dovoljno čvrst i ako se vrijednost stupnja zasićenja kreće oko 1 (Sc ~ 1,0). - potrebno je napomenuti da se pored prikazanog specifičnog proračuna, pojila za sivi i nodularni lijev mogu dimenzionirati i na uobičajeni način (na osnovi modula odljevka). M p = 1,2 ⋅ M n = 1,2 ⋅ 1,2 = 1,44 cm ≈ 1,4 cm - dimenzije pojila u obliku valjka čija je visina 1,5 puta veća od njegovog promjera određuju se iz tablice 3.5 (stranica 66). Odabire se pojilo s modulom 1,4 cm: promjer: dp = 75,0 mm visina pojila: hp = 113,0 mm volumen: Vp = 0,5 dm3 - može se vidjeti da ovako dimenzionirano pojilo ima gotovo jednake dimenzije kao pojilo dimenzionirano pomoću dijagrama na slici 3.56 (stranica 85). - provjera pojila obzirom na uvjet volumnog stezanja (jednadžba (3.6), stranica 44) – potrebni volumen pojila: Vp = s 0 ,01 ⋅ Vn = ⋅ 3.73 = 0 ,287 dm 3 0 ,14 − s 0 ,14 − 0 ,01 gdje je: s – ukupno stezanje (~ 1,0 %), a Vn – volumen noge postolja: Vn = mn ρ = 25 ,0 = 3,73 dm 3 6 ,7 - može se vidjeti da je stvarno potrebni volumen pojila (Vp = 0,287 dm3) manji od volumena pojila određenog na osnovi modula pojila (Vp = 0,5 dm3), što znači da je pojilo pravilno dimenzionirano. 156 Zadatak 21 Stepenasta ploča prikazana na slici 6.28 lijeva se od sivog lijeva. Uzmimo da vrijeme stezanja debljeg segmenta stepenaste ploče obzirom na kemijski sastav lijeva i temperaturu lijevanja iznosi p = 70,0 % od vremena skrućivanja tankih segmenta ploče. Koliki mora biti minimalni modul tanjih segmenta da bi se deblji segmenti mogli napajati preko tanjih? Slika 6.28. Stepenasta ploča - kada bi se ploča prikazana na slici 6.28 lijevala od čelika, odljevak se ne bi mogao uspješno napojiti pomoću pojila postavljenog na tanji segment odljevka. Međutim, kod sivog lijeva, za razliku od čelika, deblji presjeci odljevka mogu se napajati preko tanjih, ako je vrijeme stezanja debljih presjeka kraće od ukupnog vremena skrućivanja tanjih presjeka. - modul debljih segmenata odljevka: M ds = 8 ,4 ⋅ 8 ,4 70 ,56 = = 3 ,04 cm ≈ 3,0 cm 2( 8 ,4 + 8 ,4 ) − 2 ⋅ 5 ,2 23,2 (deblji segment odljevka promatramo kao palicu s kvadratnim poprečnim presjekom 8,4 x 8,4 cm koja ima dvije nehlađene površine širine 5,2 cm) - potrebni minimalni modul tanjih segmenta određuje se pomoću jednadžbe (3.40) (stranica 83): M ts = M ds p 70 ,0 = 3 ,0 = 2 ,50 cm 100 100 - sa slike 6.28 može se vidjeti da stvarni modul tanjeg segmenta iznosi 2,6 cm. Budući da je stvarni modul tanjeg segmenta veći od minimalno potrebnog, neće se pojaviti usahlina u odljevku, odnosno debljem segmentu. 157 Zadatak 22 Odrediti sastav metalnog uloška (u %) za kupolnu peć tako da sadržaj fosfora u taljevini sivog lijeva bude 0,15 %, a sadržaj sumpora 0,10 %. Kemijski sastav raspoloživih komponenti metalnog dijela uloška prikazan je u tablici 6.7. Tablica 6.7. Sastav komponenti metalnog dijela uloška Naziv sirovine SSŽ 1) OSL 2) PM 3) C 3,50 3,20 3,10 Kemijski sastav, mas. % Si Mn P 2,20 0,80 0,12 2,10 0,65 0,23 1,70 0,70 0,14 S 0,050 0,12 0,11 1) SSŽ – sivo sirovo željezo, OSL - otpadni sivi lijev, 3) PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci). 2) Tijekom taljenja odgara 25,0 % sumpora unesenog metalnim uloškom. Potrošnja koksa tijekom taljenja iznosi 10,0 kg/100 kg taljevine. Koks sadrži 0,90 %S, od čega se 30,0 % otapa, odnosno unosi u taljevinu. Odgor materijala tijekom taljenja iznosi 2,0 %. Proračun provesti na 100,0 kg metalnog dijela uloška. - materijalna bilanca fosfora: 0 ,12 ⋅ x 0 ,23 ⋅ y 0 ,14 ⋅ z 0 ,15 ⋅ 98 ,0 + + = 100 ,0 100 ,0 100 ,0 100 ,0 gdje je: - 0,12 - sadržaj fosfora u SSŽ, % 0,23 - sadržaj fosfora u OSL, % 0,14 - sadržaj fosfora u PM, % 0,15 – sadržaj fosfora u taljevini sivog lijeva, % x – udio SSŽ u metalnom ulošku, % y – udio OSL u metalnom ulošku, % z – udio PM u metalnom ulošku, % 98,0 – (100,0 - 2,0 (odgor)), % - sređivanjem prethodno navedenog izraza dobiva se: 0 ,12 ⋅ x + 0 ,23 ⋅ y + 0 ,14 ⋅ z = 14 ,7 12 ,0 ⋅ x + 23,0 ⋅ y + 14 ,0 ⋅ z = 1470 ,0 158 - sadržaj sumpora u taljevini može se odrediti pomoću slijedeće jednadžbe: S t = 0 ,75 ⋅ S m + 0 ,3 ⋅ mk ⋅ S k 100 gdje je: St – sadržaj sumpora u taljevini, % Sm – sadržaj sumpora u metalnom ulošku, % 0,75 – faktor koji uzima u obzir odgor sumpora od 25,0 % od ukupne količine sumpora koja se unosi u kupolnu peć metalnim uloškom (1,0 - 0,25) 0,3 – faktor koji uzima u obzir da se 30,0 % sumpora unesenog koksom u kupolnu peć otapa u taljevini, mk – masa (potrošnja) koksa, kg Sk – sadržaj sumpora u koksu, % - materijalna bilanca sumpora: 0 ,75( 0 ,050 ⋅ x 0 ,12 ⋅ y 0 ,11 ⋅ z 0 ,3 ⋅ 10 ,0 ⋅ 0 ,90 0 ,10 ⋅ 98 ,0 )+ = + + 100 ,0 100 ,0 100 ,0 100 ,0 100 ,0 0 ,0375 ⋅ x 0 ,090 ⋅ y 0 ,0825 ⋅ z 2 ,70 9 ,80 + = + + 100 ,0 100 ,0 100 ,0 100 ,0 100 ,0 0 ,0375 ⋅ x + 0 ,090 ⋅ y + 0 ,0825 ⋅ z = 9 ,80 − 2 ,70 3,75 ⋅ x + 9 ,0 ⋅ y + 8 ,25 ⋅ z = 710 ,0 - materijalna bilanca raspoloživih sirovina na 100,0 kg metalnog uloška: x + y + z = 100 ,0 - potrebno je riješiti sustav od tri linearne jednadžbe s tri nepoznanice: 12 ,0 ⋅ x + 23,0 ⋅ y + 14 ,0 ⋅ z = 1470 ,0 3,75 ⋅ x + 9 ,0 ⋅ y + 8 ,25 ⋅ z = 710 ,0 x + y + z = 100 ,0 12 ,0 ⋅ x + 23,0 ⋅ y + 14 ,0 ⋅ z = 1470 ,0 /·3,75 3,75 ⋅ x + 9 ,0 ⋅ y + 8 ,25 ⋅ z = 710 ,0 /·(-12,0) 45 ,0 ⋅ x + 86 ,25 ⋅ y + 52 ,5 ⋅ z = 5512 ,5 − 45 ,0 ⋅ x − 108 ,0 ⋅ y − 99 ,0 ⋅ z = −8520 ,0 − 21,75 ⋅ y − 46 ,5 ⋅ z = −3007 ,5 159 12 ,0 ⋅ x + 23,0 ⋅ y + 14 ,0 ⋅ z = 1470 ,0 /·(-1) x + y + z = 100 ,0 / 12,0 − 12 ,0 ⋅ x − 23 ,0 ⋅ y − 14 ,0 ⋅ z = −1470 ,0 12 ,0 ⋅ x + 12 ,0 ⋅ y + 12 ,0 ⋅ z = 1200 ,00 − 11,0 ⋅ y − 2 ,0 ⋅ z = −270 ,0 − 21,75 ⋅ y − 46 ,5 ⋅ z = −3007 ,5 / (-11,0) − 11,0 ⋅ y − 2 ,0 ⋅ z = −270 ,0 / 21,75 239 ,25 ⋅ y + 511,50 ⋅ z = 33082 ,50 − 239 ,25 ⋅ y − 43,50 ⋅ z = −5872 ,50 468 ,0 ⋅ z = 27210 ,0 z = 58 ,15 − 11,0 ⋅ y − 2 ,0 ⋅ 58 ,15 = −270 ,0 − 11,0 ⋅ y = −153 ,7 y = 13,98 12 ,0 ⋅ x + 23,0 ⋅ y + 14 ,0 ⋅ z = 1470 ,0 12 ,0 ⋅ x + 23,0 ⋅ 13 ,98 + 14 ,0 ⋅ 58 ,15 = 1470 ,0 12 ⋅ x = 334 ,50 x = 27 ,87 - učešće pojedinih komponenti metalnog uloška u %: SSŽ = 27,87 % ~ 28,0 % OSL = 13,98 % ~ 14,0 % PM = 58,15 % ~ 58,0 % 100,00 % 100,0 % 160 Zadatak 23 Sivi lijev iz kupolne peći treba sadržavati 1,90 %Si i 0,65 %Mn. Tijekom taljenja odgara 10,0 % silicija i 20,0 % mangana. Kemijski sastav komponenti metalnog dijela uloška prikazan je u tablici 6.8. Tablica 6.8. Sastav komponenti metalnog dijela uloška Naziv sirovine SSŽ 1 1) SSŽ 2 1) SSŽ 3 1) PM 2) 1) 2) Kemijski sastav, mas. % Si Mn P 3,25 0,80 0,14 2,75 0,60 0,20 1,00 1,50 0,19 1,90 0,65 0,10 C 3,40 3,30 3,10 3,20 S 0,15 0,14 0,10 0,10 SSŽ – sivo sirovo željezo, PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci). U 100,0 kg metalnog uloška, povratni materijal (PM) treba biti zastupljen u količini od 35,0 kg. Potrebno je odrediti masu pojedinih komponenti metalnog dijela uloška. Proračun provesti na 100,0 kg metalnog dijela uloška. - potreban sadržaj silicija u 100,0 kg metalnog uloška iznosi: x Si = Sil 100 ,0 kg 100 ,0% − odgor Si(%) gdje je: xSi – potreban sadržaj Si koji se mora unijeti u kupolnu peć da bi se nakon taljenja dobio sivi lijev kojim sadrži zahtijevanu količinu Si (1,90 %) Sil - zahtijevani sadržaj Si u taljevini sivog lijeva, % x Si = 1,90 100 ,0 = 2 ,11 kg 100 ,0 − 10 ,0 - potreban sadržaj mangana u 100,0 kg metalnog uloška iznosi: x Mn = 0 ,65 100 ,0 = 0 ,81 kg 100 ,0 − 20 ,0 - materijalna bilanca silicija: x 3 ,25 2 ,75 1,0 1,90 +y +z + 35 ,0 = 2 ,11 100 ,0 100 ,0 100 ,0 100 ,0 161 gdje je: - 3,25 - sadržaj silicija u SSŽ 1, % 2,75 - sadržaj silicija u SSŽ 2, % 1,0 - sadržaj silicija u SSŽ 3, % 1,90 – sadržaj silicija u PM, % x – sadržaj SSŽ 1 u metalnom ulošku, kg y – sadržaj SSŽ 2 u metalnom ulošku, kg z – sadržaj SSŽ 3 u metalnom ulošku, kg 35,0 – sadržaj PM u metalnom ulošku (zadano), kg 2,11 - potreban sadržaj silicija u 100,0 kg metalnog uloška, kg - sređivanjem prethodno navedenog izraza dobiva se: 3,25 ⋅ x + 2 ,75 ⋅ y + 1,0 ⋅ z = 144 ,5 - materijalna bilanca mangana: x 0 ,80 0 ,60 1,50 0 ,65 +y +z + 35 ,0 = 0 ,81 100 ,0 100 ,0 100 ,0 100 ,0 - sređivanjem prethodno navedenog izraza dobiva se: 0 ,80 ⋅ x + 0 ,60 ⋅ y + 1,50 ⋅ z = 58 ,25 - materijalna bilanca raspoloživih sirovina na 100,0 kg metalnog uloška: x + y + z + 35 ,0 = 100 ,0 x + y + z = 65 ,0 - potrebno je riješiti sustav od tri linearne jednadžbe s tri nepoznanice: 3,25 ⋅ x + 2 ,75 ⋅ y + 1,0 ⋅ z = 144 ,5 0 ,80 ⋅ x + 0 ,60 ⋅ y + 1,50 ⋅ z = 58 ,25 x + y + z = 65 ,0 - u prethodnom primjeru prikazan je postupak rješavanja sustava od tri linearne jednadžbe s tri nepoznanice. - rješenjem sustava od tri linearne jednadžbe s tri nepoznanice dobiva se učešće pojedinih komponenti metalnog uloška u 100,0 kg metalnog uloška: SSŽ 1 = 3,57 kg ~ 3,5 kg SSŽ 2 = 40,83 kg ~ 41,0 kg SSŽ 3 = 20,60 kg ~ 20,5 kg PM = 35,00 kg - 35,0 kg 100,00 kg 100,0 kg 162 Zadatak 24 Iz kupolne peći potrebno je dobiti sivi lijev koji sadrži 2,96 %C, 2,40 %Si, 0,80 %Mn, 0,16 %P i 0,10 %S. Odgor silicija tijekom taljenja iznosi 12,0 %, a odgor mangana 19,0 %. Povećanje (prirast) sadržaja sumpora tijekom taljenja iznosi 50,0 %. Sadržaj ugljika i fosfora ne mijenja se tijekom taljenja. Kemijski sastav komponenti metalnog dijela uloška prikazan je u tablici 6.9. Tablica 6.9. Sastav komponenti metalnog dijela uloška Naziv sirovine SSŽ 1 1) SSŽ 2 1) SSŽ 3 1) PM 2) ČO 3) C 3,20 3,80 3,80 3,20 0,35 Kemijski sastav, mas. % Si Mn P 2,60 1,30 0,16 3,00 1,50 0,20 1,65 1,30 0,22 2,30 0,80 0,17 0,30 0,50 0,04 S 0,06 0,04 0,05 0,12 0,03 1) SSŽ – sivo sirovo željezo, PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci), 3) ČO – čelični otpad. 2) Pretpostaviti slijedeće učešće pojedinih komponenti metalnog uloška u 100,0 kg metalnog uloška: SSŽ 1 = 10,0 %, SSŽ 2 = 15,0 %, SSŽ 3 = 15,0 %, PM = 45,0 %, ČO = 15,0 % Odrediti: a) potrebne sadržaje elemenata u ulošku da bi se ostvario traženi sastav sivog lijeva, b) sadržaje elemenata u ulošku, obzirom na predviđeno učešće pojedinih komponenti metalnog uloška. Proračun provesti na 100,0 kg metalnog uloška - potrebni sadržaji elemenata u 100,0 kg metalnog uloška: xC – potreban sadržaj ugljika iznosi 2,96 kg jer se njegov sadržaj ne mijenja tijekom taljenja x Si = 2 ,40 100 ,0 = 2 ,73 kg 100 ,0 − 12 ,0 x Mn = 0 ,80 100 ,0 = 0 ,99 kg 100 ,0 − 19 ,0 xP – potreban sadržaj fosfora iznosi 0,16 kg jer se njegov sadržaj ne mijenja tijekom taljenja 163 x S = 0 ,10 100 ,0 = 0 ,067 kg 100 ,0 + 50 ,0 - određivanje mase pojedinih elemenata u svakoj komponenti metalnog uloška: - primjer određivanja mase ugljika u 10,0 kg SSŽ 1: SSŽ 1 sadrži 3,20 %C, što znači da 100,0 kg SSŽ 1 sadrži 3,20 kg C. 3,20 kg C ima u 100,0 kg SSŽ 1 x kg C ima u 10,0 kg SSŽ 1 x= - 3 ,20 ⋅ 10 ,0 = 0 ,32 kg C ima u 10 ,0 kg SSŽ 1 100 ,0 primjer određivanja mase ugljika u 15,0 kg SSŽ 2: 3,80 kg C ima u 100,0 kg SSŽ 2 x kg C ima u 15,0 kg SSŽ 2 x= - 3 ,80 ⋅ 15 ,0 = 0 ,57 kg C ima u 15 ,0 kg SSŽ 2 100 ,0 primjer određivanja mase silicija u 45,0 kg PM: 2,30 kg Si ima u 100,0 kg PM x kg Si ima u 45,0 kg PM x= 2 ,30 ⋅ 45 ,0 = 1,04 kg Si ima u 45 ,0 kg PM 100 ,0 - prema prethodno prikazanom principu odredi se masa svakog elemenata u svakoj komponenti metalnog uloška prema njenom udjelu. Rezultati su prikazani u tablici 6.10. Tablica 6.10. Masa pojedinih elemenata u svakoj komponenti metalnog uloška prema njenom udjelu u metalnom ulošku Sirovina Udio u 100 kg uloška SSŽ 1 10,0 SSŽ 2 15,0 SSŽ 3 15,0 PM 45,0 ČO 15,0 100,0 kg uloška sadrži 100,0 kg uloška treba sadržavati Razlika C 0,32 0,57 0,57 1,44 0,05 2,95 2,96 Si 0,26 0,45 0,25 1,04 0,04 2,04 2,73 -0,01 -0,69 164 Sadržaj elementa, kg Mn P 0,13 0,016 0,23 0,030 0,20 0,033 0,36 0,076 0,08 0,006 1,00 0,161 0,99 0,16 +0,01 +0,001 S 0,006 0,006 0,008 0,054 0,004 0,078 0,067 +0,011 - iz proračuna se može vidjeti da se od pretpostavljenog sastava metalnog uloška može proizvesti sivi lijev željenog kemijskog sastava, s tim da bi se morala provesti korekcija sadržaja silicija dodavanjem ferolegure FeSi (dodatak ovisi o sadržaju silicija u feroleguri). - potrebit dodatak FeSi koji sadrži 75,0 % Si na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj silicija u sivom lijevu (2,40 %): m FeSi( 75 ) = 0 ,69 ⋅ 100 ,0 = 0 ,92 kg 75 ,0 - potrebno je napomenuti da se na ovaj način, tj. dodatkom ferolegure FeSi(75) razrjeđuje taljevina u pogledu sadržaja ostalih elemenata. Međutim, u ovom primjeru može se uzeti da je razrijeđenje zanemarivo, jer je dodana masa ferolegure zanemariva u odnosu na masu metalnog dijela uloška. - iz tablice 6.10 može se vidjeti da bi taljevina imala nešto viši sadržaj sumpora od zahtijevanog. Ako se ovo odstupanje ne može tolerirati potrebno je provesti odsumporavanje taljevine u loncu ili eventualno korigirati udjele pojedinih komponenti metalnog uloška. Zadatak 25 Iz kupolne peći potrebno je dobiti sivi lijev koji sadrži 3,12 %C, 2,05 %Si, 0,75 %Mn, maks. 0,22 %P i maks. 0,12 %S. Odgor silicija tijekom taljenja iznosi 15,0 %, a odgor mangana 20,0 %. Povećanje (prirast) sadržaja sumpora tijekom taljenja iznosi 50,0 %. Sadržaj ugljika i fosfora ne mijenja se tijekom taljenja. Kemijski sastav komponenti metalnog dijela uloška prikazan je u tablici 6.11. Tablica 6.11. Sastav komponenti metalnog dijela uloška Naziv sirovine SSŽ 1 1) SSŽ 2 1) SSŽ 3 1) PM 2) ČO 3) C 3,51 3,30 3,22 3,11 0,35 Kemijski sastav, mas. % Si Mn P 3,30 0,62 0,30 3,05 0,52 0,15 2,05 0,65 0,18 1,52 0,80 0,20 0,30 0,80 0,05 S 0,02 0,03 0,08 0,10 0,05 1) SSŽ – sivo sirovo željezo, PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci), 3) ČO – čelični otpad. 2) Masa metalnog dijela uloška iznosi 280,0 kg. Pretpostaviti slijedeće učešće pojedinih komponenti metalnog uloška u 280,0 kg metalnog uloška: SSŽ 1 = 15,0 %, SSŽ 2 = 15,0 %, SSŽ 3 = 15,0 %, PM = 40,0 %, ČO = 15,0 % Eventualni manjak Si i Mn nadoknaditi dodatkom ferolegura FeSi(75), odnosno FeMn(50). 165 Odrediti: a) potrebne sadržaje elemenata u ulošku da bi se ostvario traženi sastav sivog lijeva, b) sadržaje elemenata u ulošku, obzirom na predviđeno učešće pojedinih komponenti metalnog uloška. - potrebni sadržaji elemenata u 280,0 kg metalnog uloška: sadržaj C ne mijenja se tijekom taljenja i iznosi: xC = 3 ,12 x Si = 2 ,05 280 ,0 = 6 ,75 kg 100 ,0 − 15 ,0 x Mn = 0 ,75 280 ,0 = 2 ,62 kg 100 ,0 − 20 ,0 280 = 8 ,74 kg 100 sadržaj P ne mijenja se tijekom taljenja i iznosi. maks. x P = 0 ,22 maks. x S = 0 ,12 280 = 0 ,62 kg 100 280 ,0 = 0 ,22 kg 100 ,0 + 50 ,0 - sadržaj pojedinih komponenti metalnog uloška u 280,0 kg metalnog uloška: SSŽ 1 = 15,0 % = 0,15 · 280,0 = 42,0 kg SSŽ 2 = 15,0 % = 0,15 · 280,0 = 42,0 kg SSŽ 3 = 15,0 % = 0,15 · 280,0 = 42,0 kg PM = 40,0 % = 0,40 · 280,0 = 112,0 kg ČO = 15,0% = 0,15 · 280,0 = 42,0 kg - određivanje mase pojedinih elemenata u svakoj komponenti metalnog uloška: - primjer određivanja mase ugljika u 42,0 kg SSŽ 1: SSŽ 1 sadrži 3,51 %C, što znači da 100,0 kg SSŽ 1 sadrži 3,51 kg C. 3,51 kg C ima u 100,0 kg SSŽ 1 x kg C ima u 42,0 kg SSŽ 1 x= - 3 ,51 ⋅ 42 ,0 = 1,47 kg C ima u 42 ,0 kg SSŽ 1 100 ,0 primjer određivanja mase mangana u 42,0 kg SSŽ 2: 0,52 kg Mn ima u 100,0 kg SSŽ 2 x kg Mn ima u 42,0 kg SSŽ 2 166 x= - 0 ,52 ⋅ 42 ,0 = 0 ,22 kg Mn ima u 42 ,0 kg SSŽ 2 100 ,0 primjer određivanja mase silicija u 112,0 kg PM: 1,52 kg Si ima u 100,0 kg PM x kg Si ima u 112,0 kg PM x= 1,52 ⋅ 112 ,0 = 1,70 kg Si ima u 112 ,0 kg PM 100 ,0 - prema prethodno prikazanom principu odredi se masa svakog elemenata u svakoj komponenti metalnog uloška prema njenom udjelu. Rezultati su prikazani u tablici 6.12. Tablica 6.12. Masa pojedinih elemenata u svakoj komponenti metalnog uloška prema njenom udjelu u metalnom ulošku Sirovina Udio u 280 kg uloška SSŽ 1 42,0 SSŽ 2 42,0 SSŽ 3 42,0 PM 112,0 ČO 42,0 280,0 kg uloška sadrži 280,0 kg uloška treba sadržavati Razlika C 1,47 1,39 1,35 3,48 0,15 7,84 8,74 Si 1,37 1,28 0,86 1,70 0,13 5,34 6,75 -0,90 -1,41 Sadržaj elementa, kg Mn P 0,26 0,126 0,22 0,063 0,27 0,076 0,90 0,224 0,34 0,021 1,99 0,510 2,62 0,620 -0,63 -0,110 S 0,008 0,013 0,034 0,112 0,021 0,188 0,220 -0,032 - iz proračuna se može vidjeti da se od pretpostavljenog sastava metalnog uloška može proizvesti sivi lijev traženog kemijskog sastava, s tim da bi se morala provesti korekcija sadržaja silicija i mangana dodatkom odgovarajućih predlegura. Isto tako, manjak ugljika potrebno je nadoknaditi dodatkom sredstva za naugljičavanje. - da bi se ostvario zahtijevani sadržaj silicija u sivom lijevu (2,05 %) potrebit dodatak FeSi(75) iznosi: m FeSi( 75 ) = 1,41 ⋅ 100 ,0 = 1,88 kg 75 ,0 - da bi se ostvario zahtijevani sadržaj mangana u sivom lijevu (0,75 %) potrebit dodatak FeMn(50) iznosi: m FeMn( 50 ) = 0 ,63 ⋅ 100 ,0 = 1,26 kg 50 ,0 - da bi se ostvario zahtijevani sadržaj ugljika u sivom lijevu (3,12 %) potrebit dodatak sredstva za naugljičavanje koje sadrži 90,0 % C iznosi: 167 m s .n . = 0 ,90 ⋅ 100 ,0 = 1,00 kg 90 ,0 - iz tablice 6.12 može se vidjeti da bi taljevina imala niži sadržaj sumpora i fosfora od maksimalno dozvoljenih, što znači da je sastav metalnog dijela uloška adekvatan. - dodaci ferolegura mogli bi se smanjiti promjenom učešća raspoloživih komponenti u metalnom dijelu uloška. Zadatak 26 U indukcijskoj peći kapaciteta 5,0 t potrebno je proizvesti sivi lijev koji sadrži 3,40 %C, 1,90 %Si, 0,75 %Mn, maks. 0,060 %S i maks. 0,080 %P. Kemijski sastav raspoloživih sirovina prikazan je u tablici 6.13. Tablica 6.13. Kemijski sastav raspoloživih sirovina Naziv sirovine SSŽ 1) PM 2) FeSi FeMn Karburit 1) 2) Kemijski sastav, mas. % Si Mn P 2,30 0,60 0,100 1,70 0,70 0,070 75,0 50,0 - C 3,70 3,30 96,0 S 0,080 0,050 0,8 SSŽ – sivo sirovo željezo, PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci), Sadržaj ugljika i ostalih pratećih elemenata u ferolegurama može se zanemariti. Odgor ugljika tijekom taljenja iznosi 8,0 %, a silicija 5,0 %. Odgor materijala tijekom taljenja je manji od 1,0 % i može se zanemariti. Da li se može od metalnog uloška koji se sastoji od 30,0 % SSŽ i 70,0 % PM proizvesti sivi lijev traženog kemijskog sastava. Proračun provesti na 1000,0 kg uloška. - potreban sadržaj elemenata u 1000,0 kg metalnog uloška: xC = 3 ,40 1000 ,0 = 36 ,96 ≈ 37 ,0 kg 100 ,0 − 8 (odgor C tijekom taljenja iznosi 8,0 %) x Si = 1,90 1000 ,0 = 20 ,0 kg 100 ,0 − 5 (odgor Si tijekom taljenja iznosi 5,0 %) 168 x Mn = 0 ,75 1000 ,0 = 7 ,5 kg 100 ,0 (sadržaj Mn ne mijenja se tijekom taljenja) x P = 0 ,080 1000 ,0 = 0 ,8 kg 100 ,0 (sadržaj P ne mijenja se tijekom taljenja) x S = 0 ,060 1000 ,0 = 0 ,6 kg 100 ,0 (sadržaj S ne mijenja se tijekom taljenja) - materijalna bilanca ugljika: 3 ,70 = 11,1 kg C 100 ,0 - 300,0 kg SSŽ sadrži: 300 ,0 - 700,0 kg PM sadrži: 700 ,0 3 ,30 = 23 ,1 kg C 100 ,0 - iz metalnog uloška dobiva se ukupno: 11,1 + 23,1 = 34,2 kg C - razlika (stvarni unos C – potrebni unos C): 34,2 – 37,0 = - 2,8 kg C - materijalna bilanca silicija: - 300,0 kg SSŽ sadrži: 300 ,0 - 700,0 kg PM sadrži: 700 ,0 2 ,30 = 6 ,9 kg Si 100 ,0 1,70 = 11,9 kg Si 100 ,0 - iz metalnog uloška dobiva se ukupno: 6,9 + 11,9 = 18,8 kg Si - razlika (stvarni unos Si – potrebni unos Si): 18,8 – 20,0 = - 1,2 kg Si - materijalna bilanca mangana: - 300,0 kg SSŽ sadrži: 300 ,0 169 0 ,60 = 1,8 kg Mn 100 ,0 - 700,0 kg PM sadrži: 700 ,0 0 ,70 = 4 ,9 kg Mn 100 ,0 - iz metalnog uloška dobiva se ukupno: 1,8 + 4,9 = 6,7 kg Mn - razlika (stvarni unos Mn – potrebni unos Mn): 6,7 – 7,5 = - 0,8 kg Mn - materijalna bilanca fosfora: - 300,0 kg SSŽ sadrži: 300 ,0 0 ,1 = 0 ,30 kg P 100 ,0 - 700,0 kg PM sadrži: 700 ,0 0 ,07 = 0 ,49 kg P 100 ,0 - iz metalnog uloška dobiva se ukupno: 0,30 + 0,49 = 0,79 kg P - razlika (stvarni unos P – maksimalno dozvoljeni unos P): 0,79 – 0,80 = - 0,01 kg P - materijalna bilanca sumpora: - 300,0 kg SSŽ sadrži: 300 ,0 0 ,08 = 0 ,24 kg S 100 ,0 - 700,0 kg PM sadrži: 700 ,0 0 ,05 = 0 ,35 kg S 100 ,0 - iz metalnog uloška dobiva se ukupno: 0,24 + 0,35 = 0,59 kg S - razlika (stvarni unos S – maksimalno dozvoljeni unos S): 0,59 – 0,60 = - 0,01 kg S - iz proračuna se može vidjeti da se od pretpostavljenog sastava metalnog uloška može proizvesti sivi lijev traženog kemijskog sastava, s tim da bi se morala provesti korekcija sadržaja silicija i mangana dodatkom odgovarajućih predlegura. Isto tako, manjak ugljika potrebno je nadoknaditi dodatkom sredstva za naugljičavanje (karburit). - da bi se ostvario zahtijevani sadržaj ugljika u sivom lijevu (3,40 %) potrebit dodatak sredstva za naugljičavanje (karburita) na 1000,0 kg metalnog uloška iznosi: m s .n . = 2 ,8 ⋅ 100 ,0 = 2 ,92 kg 96 ,0 170 - da bi se ostvario zahtijevani sadržaj silicija u sivom lijevu (1,90 %) potrebit dodatak FeSi(75) na 1000,0 kg metalnog uloška iznosi: m FeSi( 75 ) = 1,2 ⋅ 100 ,0 = 1,60 kg 75 ,0 - da bi se ostvario zahtijevani sadržaj mangana u sivom lijevu (0,75 %) potrebit dodatak FeMn(50) na 1000,0 kg metalnog uloška iznosi: m FeMn( 50 ) = 0 ,8 ⋅ 100 ,0 = 1,60 kg 50 ,0 - iz proračuna se može vidjeti da bi taljevina imala niži sadržaj sumpora i fosfora od maksimalno dozvoljenih, što znači da je sastav uloška adekvatan. - dodatkom sredstva za naugljičavanje (karburita) unosi se određena količina sumpora u taljevinu. Međutim, ovaj prirast sumpora može se zanemariti zbog vrlo male količine dodanog sredstva za naugljičavanje. - potrebno je napomenuti da se na ovaj način, tj. dodatkom ferolegura i sredstva za naugljičavanje razrjeđuje taljevina u pogledu sadržaja ostalih elemenata. Međutim, u ovom primjeru može se uzeti da je razrijeđenje zanemarivo, jer je dodana količina ferolegura i sredstva za naugljičavanje zanemariva u odnosu na masu uloška. Zadatak 27 U indukcijskoj peći kapaciteta 3,0 t potrebno je proizvesti sivi lijev koji sadrži 3,25 %C, 2,4 %Si, 0,85 %Mn, maks. 0,060 %S i maks. 0,080 %P. Kemijski sastav raspoloživih sirovina prikazan je u tablici 6.14. Tablica 6.14. Kemijski sastav raspoloživih sirovina Naziv sirovine SSŽ 1) PM 2) OSL 3) ČO 4) C 3,60 3,15 3,20 0,15 Kemijski sastav, mas. % Si Mn P 3,35 1,20 0,100 2,40 0,85 0,070 2,20 0,80 0,075 0,35 0,45 0,030 S 0,070 0,050 0,050 0,025 1) SSŽ – sivo sirovo željezo, PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci), 3) OSL – otpadni sivi lijev, 4) ČO – čelični otpad. 2) Odgor ugljika tijekom taljenja iznosi 7,0 %, a silicija 6,0 %. Odgor materijala tijekom taljenja je manji od 1,0 % i može se zanemariti. Odrediti sastav uloška ako je udio čeličnog otpada u ulošku 15,0 %. Proračun provesti na 100,0 kg uloška. 171 - potreban sadržaj elemenata u 100,0 kg metalnog uloška iznosi: xC = 3 ,25 100 ,0 = 3 ,49 kg 100 ,0 − 7 ,0 (odgor C tijekom taljenja iznosi 7,0 %) x Si = 2 ,40 100 ,0 = 2 ,55 kg 100 ,0 − 6 ,0 (odgor Si tijekom taljenja iznosi 6,0 %) x Mn = 0 ,85 kg (sadržaj Mn ne mijenja se tijekom taljenja) x P = 0 ,080 kg (sadržaj P ne mijenja se tijekom taljenja) x S = 0 ,060 kg (sadržaj S ne mijenja se tijekom taljenja) - materijalna bilanca silicija: x 3 ,35 2 ,40 2 ,20 0 ,35 +y +z + 15 ,0 = 2 ,55 100 ,0 100 ,0 100 ,0 100 ,0 gdje je: - 3,35 - sadržaj silicija u SSŽ, % 2,40 - sadržaj silicija u PM, % 2,20 - sadržaj silicija u OSL, % 0,35 – sadržaj silicija u ČO, % x – sadržaj SSŽ u metalnom ulošku, kg y – sadržaj PM u metalnom ulošku, kg z – sadržaj OSL u metalnom ulošku, kg 15,0 – sadržaj ČO u metalnom ulošku (zadano), kg 2,55 - potreban sadržaj silicija u 100,0 kg metalnog uloška, kg - sređivanjem prethodno navedenog izraza dobiva se: 3,35 ⋅ x + 2 ,40 ⋅ y + 2 ,20 ⋅ z = 249 ,75 172 - materijalna bilanca mangana: x 1,20 0 ,85 0 ,80 0 ,45 +y +z + 15 ,0 = 0 ,85 100 ,0 100 ,0 100 ,0 100 ,0 - sređivanjem prethodno navedenog izraza dobiva se: 1,20 ⋅ x + 0 ,85 ⋅ y + 0 ,80 ⋅ z = 78 ,25 - materijalna bilanca raspoloživih sirovina na 100,0 kg metalnog uloška: x + y + z + 15 ,0 = 100 ,0 x + y + z = 85 ,0 - potrebno je riješiti sustav od tri linearne jednadžbe s tri nepoznanice: 3,35 ⋅ x + 2 ,40 ⋅ y + 2 ,20 ⋅ z = 249 ,75 1,20 ⋅ x + 0 ,85 ⋅ y + 0 ,80 ⋅ z = 78 ,25 x + y + z = 85 ,0 - u zadatku 22 prikazan je postupak rješavanja sustava od tri linearne jednadžbe s tri nepoznanice. - rješenjem sustava od tri linearne jednadžbe s tri nepoznanice dobiva se učešće pojedinih komponenti u 100,0 kg metalnog uloška: SSŽ = 49,61 kg ~ PM = 28,51 kg ~ OSL = 6,88 kg ~ ČO = 15,00 kg 100,00 kg 49,60 kg 28,50 kg 6,90 kg 15,0 kg 100,0 kg - potrebno je još provjeriti da li ovakva struktura uloška omogućuje dobivanje potrebnog sadržaja C, P i S u taljevini sivog lijeva. - materijalna bilanca ugljika: - 49,6 kg SSŽ sadrži: 49 ,6 3 ,60 = 1,79 kg C 100 ,0 - 28,50 kg PM sadrži: 28 ,5 3 ,15 = 0 ,90 kg C 100 ,0 - 6,90 kg OSL sadrži: 6 ,9 173 3 ,20 = 0 ,22 kg C 100 ,0 0 ,15 = 0 ,02 kg C 100 ,0 - 15,0 kg ČO sadrži: 15 ,0 - iz metalnog uloška dobiva se ukupno: 1,79 + 0,90 + 0,22 + 0,02 = 2,93 kg C - razlika (stvarni unos C – potrebni unos C): 2,93 – 3,49 = - 0,56 kg C - materijalna bilanca fosfora: - 49,6 kg SSŽ sadrži: 49 ,6 0 ,100 = 0 ,050 kg P 100 ,0 - 28,50 kg PM sadrži: 28 ,5 0 ,070 = 0 ,020 kg P 100 ,0 - 6,90 kg OSL sadrži: 6 ,9 0 ,075 = 0 ,005 kg P 100 ,0 - 15,0 kg ČO sadrži: 15 ,0 0 ,030 = 0 ,004 kg P 100 ,0 - iz metalnog uloška dobiva se ukupno: 0,050 + 0,020 + 0,005 + 0,004 = 0,079 kg P - razlika (stvarni unos P – maksimalno dozvoljeni unos P): 0,079 – 0,080 = - 0,001 kg P - materijalna bilanca sumpora: - 49,6 kg SSŽ sadrži: 49 ,6 0 ,070 = 0 ,035 kg S 100 ,0 - 28,50 kg PM sadrži: 28 ,5 0 ,050 = 0 ,014 kg S 100 ,0 - 6,90 kg OSL sadrži: 6 ,9 0 ,050 = 0 ,003 kg S 100 ,0 - 15,0 kg ČO sadrži: 15 ,0 0 ,025 = 0 ,004 kg S 100 ,0 - iz metalnog uloška dobiva se ukupno: 0,035 + 0,014 + 0,003 + 0,004 = 0,056 kg S - razlika (stvarni unos S – maksimalno dozvoljeni unos S): 0,056 – 0,060 = - 0,004 kg S 174 - može se vidjeti da se iz proračunatog sastava metalnog uloška može proizvesti sivi lijev traženog kemijskog sastava, s tim da bi se morala provesti korekcija sadržaja ugljika dodatkom sredstva za naugljičavanje (karburit). - da bi se ostvario zahtijevani sadržaj ugljika u sivom lijevu (3,25 %) potrebit dodatak sredstva za naugljičavanje (karburita) koji sadrži 96,0 %C na 100,0 kg metalnog uloška iznosi: m s .n . = 0 ,56 ⋅ 100 ,0 = 0 ,58 kg 96 ,0 - iz proračuna se može vidjeti da bi taljevina imala niži sadržaj sumpora i fosfora od maksimalno dozvoljenih, što znači da je sastav uloška adekvatan. - dodatkom sredstva za naugljičavanje (karburita) unosi se određena količina sumpora u taljevinu. Međutim, ovaj prirast sumpora može se zanemariti zbog vrlo male količine dodanog sredstva za naugljičavanje. - potrebno je napomenuti da se na ovaj način, tj. dodatkom sredstva za naugljičavanje razrjeđuje taljevina u pogledu sadržaja ostalih elemenata. Međutim, u ovom primjeru može se uzeti da je razrijeđenje zanemarivo, jer je dodana količina sredstva za naugljičavanje zanemariva u odnosu na masu uloška. Zadatak 28 U indukcijskoj peći kapaciteta 1000,0 kg potrebno je proizvesti perlitni sivi lijev koji sadrži 3,20 – 3,50 %C, 1,80 – 2,20 %Si, 0,70 – 1,00 %Mn, 0,4 – 0,7 %Cr, 0,4 – 0,7 %Ni, 0,4 – 0,7 %Mo, maks. 0,070 %S i maks. 0,050 %P. Kemijski sastav raspoloživih sirovina prikazan je u tablici 6.15. Tablica 6.15. Kemijski sastav raspoloživih sirovina Naziv sirovine SSŽ 1) PM 2) ČO 3) Karburit FeSi FeMn FeCr FeNi FeMo C 3,91 3,32 0,15 96,0 2,0 2,8 1,5 Si 1,96 2,05 0,23 75,0 - Mn 0,20 0,82 1,02 82,0 - Kemijski sastav, mas. % P S Cr 0,060 0,080 0,032 0,070 0,58 0,020 0,020 0,80 0,8 75,0 - 1) Ni Mo 0,49 0,70 0,47 0,20 - - 45,0 - 65,0 SSŽ – sivo sirovo željezo, PM – povratni materijal unutar ljevaonice (uljevni sustavi, pojila, škartni odljevci), 3) ČO – čelični otpad. 2) 175 Pretpostaviti slijedeće učešće pojedinih komponenti u 100,0 kg uloška: SSŽ = 50,0 %, PM = 30,0 %, ČO = 20,0 % Odgor ugljika tijekom taljenja iznosi 7,0 %, a silicija 6,0 %. Odgor materijala tijekom taljenja je manji od 1,0 % i može se zanemariti. Eventualni manjak Si, Mn, Cr, Ni, Mo nadoknaditi dodatkom ferolegura. Odrediti: a) potrebne sadržaje elemenata u ulošku da bi se ostvario traženi sastav sivog lijeva, b) sadržaje elemenata u ulošku, obzirom na predviđeno učešće pojedinih komponenti uloška. Proračun provesti na 100,0 kg uloška. - potrebni sadržaji elemenata u 100,0 kg uloška: xC = 3 ,50 100 ,0 = 3 ,76 kg 100 ,0 − 7 ,0 x Si = 2 ,20 100 ,0 = 2 ,34 kg 100 ,0 − 6 ,0 - sadržaji ostalih elemenata ne mijenjaju se tijekom taljenja. Sukladno tome: xMn = 1,00 kg; xCr = 0,70 kg; xNi = 0,70 kg; xMo = 0,70 kg; xS = 0,070 kg; xP = 0,050 kg; - određivanje mase pojedinih elemenata u svakoj komponenti uloška: - primjer određivanja mase ugljika u 50,0 kg SSŽ: SSŽ sadrži 3,91 %C, što znači da 100,0 kg SSŽ sadrži 3,81 kg C. 3,91 kg C ima u 100,0 kg SSŽ x kg C ima u 50,0 kg SSŽ x= - 3 ,91 ⋅ 50 ,0 = 1,96 kg C ima u 50 ,0 kg SSŽ 100 ,0 primjer određivanja mase kroma u 30,0 kg PM: 0,58 kg Cr x kg Cr x= ima u 100,0 kg PM ima u 30,0 kg PM 0 ,58 ⋅ 30 ,0 = 0 ,17 kg Cr ima u 30 ,0 kg PM 100 ,0 176 - primjer određivanja mase nikla u 30,0 kg ČO: 0,70 kg Ni x kg Ni x= ima u 100,0 kg ČO ima u 20,0 kg ČO 0 ,70 ⋅ 20 ,0 = 0 ,14 kg Ni ima u 20 ,0 kg ČO 100 ,0 - prema prethodno prikazanom principu određuje se masa svakog elemenata u svakoj komponenti uloška prema njenom udjelu. Rezultati su prikazani u tablici 6.16. Tablica 6.16. Masa pojedinih elemenata u svakoj komponenti uloška prema njenom udjelu u ulošku Udio u 100 kg uloška SSŽ 50,0 PM 30,0 ČO 20,0 100,0 kg uloška sadrži 100,0 kg uloška treba sadržavati Razlika C 1,96 1,00 0,03 2,99 3,76 Si 0,98 0,62 0,05 1,65 2,34 Sadržaj elementa, kg Mn P S Cr 0,10 0,030 0,040 0,25 0,010 0,021 0,17 0,20 0,004 0,004 0,16 0,55 0,044 0,065 0,33 1,00 0,050 0,070 0,70 -0,77 -0,69 -0,45 Sirovina -0,006 -0,005 -0,37 Ni 0,15 0,14 0,29 0,70 Mo 0,14 0,04 0,18 0,70 -0,41 -0,52 - iz tablice 6.16 može se vidjeti da je potrebno provesti korekciju sadržaja Si, Mn, Cr, Ni, Mo dodavanjem odgovarajućih ferolegura. Sadržaj ugljika potrebno je korigirati dodatkom sredstva za naugljičavanje (karburita). - potrebit dodatak FeSi koji sadrži 75,0 %Si na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj silicija u sivom lijevu (2,20 %): m FeSi( 75 ) = 0 ,69 ⋅ 100 ,0 = 0 ,92 kg 75 ,0 - potrebit dodatak FeMn koji sadrži 82,0 %Mn na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj mangana u sivom lijevu (1,00 %): m FeMn( 82 ) = 0 ,45 ⋅ 100 ,0 = 0 ,55 kg 82 ,0 - potrebit dodatak FeCr koji sadrži 75,0 %Cr na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj kroma u sivom lijevu (0,70 %): m FeCr ( 75 ) = 0 ,37 ⋅ 100 ,0 = 0 ,49 kg 75 ,0 177 - potrebit dodatak FeNi koji sadrži 45,0 %Ni na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj nikla u sivom lijevu (0,70 %): m FeNi( 45 ) = 0 ,41 ⋅ 100 ,0 = 0 ,91 kg 45 ,0 - potrebit dodatak FeMo koji sadrži 65,0 %Mo na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj molibdena u sivom lijevu (0,70 %): m FeMo( 65 ) = 0 ,52 ⋅ 100 ,0 = 0 ,80 kg 65 ,0 - potrebit dodatak sredstva za naugljičavanje (karburita) koji sadrži 96,0 %C na 100,0 kg metalnog uloška da bi se ostvario zahtijevani sadržaj ugljika u sivom lijevu (3,50 %C): - unos ugljika dodatkom FeMn(82): mC = 0 ,55 ⋅ 2 ,0 = 0 ,011 kg ≈ 0 ,01 kg 100 ,0 - unos ugljika dodatkom FeCr(75): mC = 0 ,49 ⋅ 2 ,8 = 0 ,014 kg ≈ 0 ,01 kg 100 ,0 - unos ugljika dodatkom FeMo(65): mC = 0 ,80 ⋅ 1,5 = 0 ,012 kg ≈ 0 ,01 kg 100 ,0 - dodatak sredstva za naugljičavanje iznosi: m s .n . = ( 0 ,77 − 0 ,01 − 0 ,01 − 0 ,01 ) ⋅ 100 ,0 = 0 ,77 kg 96 ,0 - naknadnim unošenjem ferolegura i sredstva za naugljičavanje snižavaju se sadržaji ostalih elemenata u taljevini. Međutim, može se uzeti da je razrijeđenje zanemarivo, jer je dodana količina ferolegura i sredstva za naugljičavanje (ukupno 4,4 kg) zanemariva u odnosu na masu uloška (100,00 kg). Osim toga, prilikom proračuna uloška računato je s maksimalnim vrijednostima sadržaja pojedinih elemenata u sivom lijevu. - iz tablice 6.16 može se vidjeti da je unos fosfora i sumpora niži od maksimalno dozvoljenih količina. - zbog visoke cijene ferolegura, pri proizvodnji legiranih kvaliteta korisno je u uložak dodati povratni materijal, otpadni lijev ili čelični otpad koji sadrži potrebne legirajuće elemente. 178 7. LITERATURA [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] A. L. Suschil, L. A. Plutshack, Gating Design, Chapter in Metals Handbook, Ninth Edition, Volume 15, Casting, ASM International, Metals Park Ohio, USA, ,1988., 589 - 597. …, The Basic Principles of Fluid Dynamics Applied to Running Systems of Castings, National Metalforming Centre, Institute of Cast Metals Engineers, England, 2007. J. Campbell, Castings Practice – The 10 Rules of Castings, Elsevier ButterworthHeinemann, England, 2004. …, Basic Principles of Gating, American Foundry Society, Cast Metals Institute, USA, 2005. S. I. Karsay, The Practical Foundryman's Guide to Feeding and Running Grey-, CG – and SG Iron Castings, Ferrous Casting Centre Ltd., Republic of South Africa, 1985. S. Marković, S. Matijašević, Ž. Josipović, S. Ocokoljić, Zbirka rešenih zadataka iz livarstva, Tehnološko – metalurški fakultet , Beograd, 1994. B. Ule, Ulivanje in napajanje, Livarski vestnik 31(1984) 3-4, 65 – 130. ..., Ljevački priručnik, Savez ljevača Hrvatske, Zagreb, 1985. L. A. Plutshack, A. L. Suschil, Riser Design, chapter in Metals Handbook, Ninth Edition, Volume 15, Casting, ASM International, Metals Park Ohio, USA, ,1988., 577 - 588. …, Basic Principles of Risering, American Foundry Society, Cast Metals Institute, USA, 2000. C. Veerabhadraiah, R. Gopal, Risering of Steel Castings, The British Foundryman 68(1975) 6, 184 – 192. R. S. Ransing, M. P. Sood, W. K. S. Pao, Computer Implementation of Heuvers´ Circle Method for Thermal Optimization in Castings, International Journal of Cast Metals Research, 18(2005) 2, 119 – 126. I. Šešerin, D. Župan, F. Unkić, Doprinos razvoju uljevno-dopojnih sustava kod ugljičnog čeličnog lijeva primjenom unutarnjih hladila, Ljevarstvo 39(1997) 1, 3 – 8. R. Elliott, Cast Iron Technology, Butterwort & Co, England, 1988. 179
© Copyright 2026 Paperzz