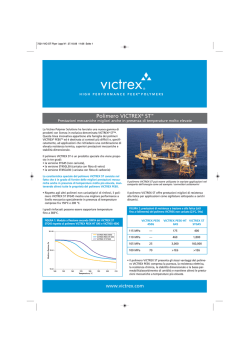
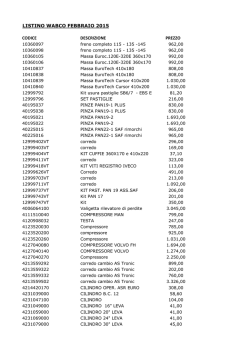
S TA M PA G G I O A D INIEZIONE Guida Nell’attuale mondo competitivo, i fornitori di materiali avanzati devono fronteggiare aspettative molto elevate: non basta più fornire solo materiali. Ottenere il massimo dai polimeri ad elevate prestazioni significa considerare la progettazione dei componenti molto prossima alla specifica dei materiali e all’ottimizzazione dei processi. Infatti, questo è il modo più efficace per conferire il maggiore valore ad un’applicazione, migliorando altresì l’efficienza produttiva al Indice minimo costo possibile per singolo componente. Una volta che il materiale sia stato specificato Introduzione2 e definito in sede progettuale, l’ottimizzazione Processo generale di preparazione 2 dei processi costituisce quindi la fase critica Movimentazione 2 per ottenere prodotti di qualità e maggiori Essiccazione 2 Rigranulazione 3 rendimenti produttivi. Stabilità dimensionale Reologia e trasformabilità Spurgo 3 3 4 Disegno della macchina Materiali di costruzione Riscaldamento del cilindro Capacità del cilindro Sistemi di ugelli e di chiusura Forza di chiusura Viti 5 5 5 5 6 6 6 Disegno dello stampo Materiali di costruzione Degasaggio Riscaldamento Materozze Entrata Canali caldi 7 7 7 7 8 8 8 Settaggi della macchina Settaggi termici Velocità della vite Pressione posteriore Pressione di iniezione Pressione di mantenimento Ritiro Tolleranze Inserti metallici Tempo di raffreddamento / tempo di ciclo 8 8 9 9 9 9 9 10 10 10 Simulazione di processo 10 Tecnologie avanzate di stampaggio 11 Soluzione dei problemi 12 Con oltre trent’anni di esperienza, la Victrex Polymer Solutions vanta un posizionamento unico in grado di consentire ai propri clienti di ottenere il massimo dai materiali e dai prodotti polimerici in poliarileterchetoni. Siamo in grado di proporre un’ampia gamma di prodotti in VICTREX® PEEK che forniscono prestazioni eccezionali nell’ambito di un vasto spettro termico e in condizioni operative estreme. Tutti i nostri prodotti possono essere facilmente trasformati su attrezzature standard. Offriamo ai nostri clienti una competenza tecnica senza confronti e completamente finalizzata ai poliarileterchetoni, partendo dalla progettazione, passando dalla specifica dei materiali fino al supporto produttivo. Nell’ambito di questo servizio, abbiamo messo a punto la presente guida per assistervi nella definizione e nell’ottimizzazione delle migliori condizioni di stampaggio ad iniezione. Inoltre, i nostri team tecnici che si trovano nei vari paesi del mondo, potranno fornire un valido contributo anche nelle fasi di prototipazione, sviluppo applicativo, progettazione e simulazione, così come nel supporto relativo alle opportunità di sostituzione dei metalli. I nostri centri tecnici – in continua crescita – dispongono di attrezzature di processo in grado di supportare ogni tipo di test per l’intera gamma di prodotti in VICTREX PEEK, offrendo attività dedicate alla formazione, alle tecniche di processo così come alle analisi estese per la caratterizzazione dei materiali. Siamo inoltre in grado di generare dati personalizzati e finalizzati a specifici programmi applicativi e le nostre risorse sono supportate da ampia esperienza nonché dati completi sia su prodotti che su applicazioni, che sono in continua evoluzione. Siamo altresì coinvolti in svariati progetti di ricerca con alcune fra le maggiori società leader e con diverse istituzioni accademiche al fine di aumentare costantemente le nostre conoscenze e di promuovere, insieme ai nostri clienti, lo sviluppo di soluzioni sempre più creative. Il polimero VICTREX PEEK, insieme alle sue declinazioni ad elevata resistenza termica - il polimero VICTREX® HT™ e il polimero VICTREX® ST™ - è ampiamente considerato come il materiale plastico più performante del mondo. I prodotti sono disponibili sotto forma di granuli, polveri fini oppure compound contenenti svariate tipologie di cariche o rinforzi funzionali. Sono utilizzati per la progettazione e la produzione di applicazioni ad elevate prestazioni destinate a sostituire metalli o altri materiali in modo da aumentare le prestazioni, migliorare la libertà progettuale e ridurre i costi di sistema. I film APTIV® Victrex forniscono tutte le proprietà del polimero VICTREX PEEK in un formato sottile e flessibile. L’estesa gamma di proprietà, comprese la termoformabilità e le eccellenti prestazioni acustiche, ne fanno i film termoplastici dalle maggiori prestazioni e più versatili fra quelli esistenti. I film APTIV rappresentano una soluzione tecnologica in grado di favorire la riduzione dei costi di sistema nonché di migliorare la prestazione di un prodotto, fornendo altresì una maggiore libertà progettuale e facilità di processo. I rivestimenti VICOTE®, realizzati dai polimeri VICTREX PEEK, si qualificano come rivestimenti ad elevate prestazioni e ambientalmente compatibili. Sia le polveri sia le dispersioni acquose forniscono prestazioni termiche superiori, eccezionale resistenza al graffio e all’usura, elevata forza e durata. Rispetto ai rivestimenti tradizionali, consentono di aumentare le prestazioni, estendere la durata applicativa, facilitare la libertà progettuale, riducendo altresì i costi di sistema. I VICTREX Pipes™ sono delle tubazioni leggere e durevoli, estruse dal polimero VICTREX PEEK che presentano elevate prestazioni termiche e una combinazione unica di proprietà. Rappresentano un’eccellente alternativa ai metalli e ad altri polimeri caratterizzati da minori prestazioni, mentre i VICTREX Pipes offrono resistenza chimica e alla corrosione, bassa permeabilità, resistenza all’abrasione e all’urto. Elevata resistenza termica Bassa emissione di fumi e gas tossici Eccellente resistenza alle temperature elevate, con temperatura d’uso in continuo di 260 °C, che può offrire una maggiore durata, affidabilità e migliori margini di sicurezza in contesti difficili. Intrinsecamente autoestinguenti senza l’utilizzo di additivi, presentano un basso livello di tossicità e di gas combusti. Resistenza meccanica e stabilità dimensionale L’eccellente forza, la rigidità, il creep di lungo termine e le proprietà di resistenza alla fatica dei materiali Victrex consentono la progettazione di componenti più leggeri, più forti e durevoli. Resistenza all’usura Sia in contesti lubrificati che secchi/abrasivi, un basso coefficiente di frizione e un’eccellente resistenza all’usura possono contribuire alla durata del componente preservandone l’integrità. Resistenza chimica Resiste alla corrosione anche in presenza di temperature elevate grazie alla capacità di sopportare una vasta gamma di acidi, basi, idrocarburi e solventi organici. Resistenza all’idrolisi I materiali Victrex sono utilizzati per aumentare l’affidabilità del componente grazie al fatto che non idrolizzano in acqua, vapore o in acqua di mare anche in presenza di temperature elevate grazie al basso coefficiente di assorbimento di umidità e alla bassa permeabilità. Prestazioni elettriche Le eccellenti proprietà elettriche mantenute nell’ambito di una gamma di frequenze e di temperature rispondono a severi requisiti ingegneristici a livello elettrico ed elettronico. Purezza Offrono livelli di degassamento ed estraibili eccezionalmente bassi, il che li rende adatti ad applicazioni con questo tipo di esigenze. Ambientalmente compatibili Completamente riciclabili, privi di alogeni e in linea con le direttive RoHS e REACH. Qualità e sicurezza delle forniture Tutta la produzione è certificata ISO 9001:2008 ed è conforme alla legislazione europea vigente in tema di sicurezza ed ambiente. La nostra rigorosa attenzione al dettaglio – vengono condotti oltre 50 test su ogni lotto di polimero – fornisce ai nostri clienti garanzie precise in merito alla qualità e alla consistenza di uniformità dei prodotti. Essendo l’unico fornitore di polichetoni del mondo verticalmente integrato, possiamo garantire un controllo completo sulla nostra principale materia prima, e questo costituisce un fattore essenziale per la regolarità della qualità dei nostri prodotti polimerici. La nostra politica di investimenti prevede di andare persino oltre la domanda e questo significa che siamo in grado di garantire ai nostri clienti la certezza delle forniture. I nostri due impianti indipendenti hanno una capacità produttiva fino a 4250 tonnellate/anno. Possiamo inoltre offrire velocità di consegna – tipicamente entro sette giorni – ovunque nel mondo, grazie ai nostri sistemi di logistica centralizzati e ai magazzini di distribuzione locali. 1 INTRODUZIONE I materiali Victrex sono termoplastici aromatici semi cristallini con struttura lineare. Sono ampiamente considerati come i materiali dalle migliori prestazioni in grado di essere trasformati tramite le normali attrezzature per resine termoplastiche. Tutte le linee guida generali relative allo stampaggio ad iniezione di polimeri semi cristallini sono applicabili anche per lo stampaggio di materiali Victrex. Il punto di fusione più elevato dei materiali Victrex richiede alcune speciali attenzioni, brevemente riassunte qui di seguito. Temperatura: L’unità di plastificazione dev’essere in grado di operare in modo controllato fino a 400 °C per lavorare il PEEK e fino a 430 °C per trasformare i polimeri HT ed ST. È necessario raggiungere una temperatura minima della superficie dello stampo di 170 °C per ottenere particolari ad un livello standard di cristallinità con prestazioni del materiale regolari. Contenuto di umidità: Per quanto non igroscopici, i materiali Victrex devono essere essiccati prima dello stampaggio. Pulizia: Bisogna evitare la contaminazione – si raccomanda quindi vivamente l’utilizzo di dosatori e vassoi dedicati per l’essiccazione ed altre operazioni. Punti di iniezione e canali: Sono più larghi di quelli utilizzati per lo stampaggio di altri tecnopolimeri termoplastici ad alte prestazioni. I dettagli relativi alle tematiche qui solo brevemente menzionate sono meglio spiegate nelle sezioni seguenti. La progettazione di componenti non è contemplata nel presente documento, ma si può considerare di applicare le linee guida standard per la progettazione dei polimeri anche ai materiali Victrex così come per gli altri materiali termoplastici. Per il supporto alla progettazione da parte dei nostri team tecnici, Vi invitiamo a prendere contatti con il rappresentante Victrex locale. PROCESSO GENERALE DI PREPARAZIONE MOVIMENTAZIONE I materiali Victrex sono forniti in sacchi di polietilene sigillati, posti all’interno di scatole di cartone pesante o di scatoloni formato pallet. E’ vivamente consigliato di mantenere i materiali sigillati negli imballi originali durante le fasi di trasporto e di stoccaggio a magazzino. Quando bisogna prelevare del materiale, le scatole devono essere aperte in ambiente pulito facendo attenzione ad evitare contaminazioni. Il materiale rimanente andrà nuovamente sigillato appena possibile e conservato in luogo asciutto. Laddove i materiali Victrex rimangano correttamente custoditi e cioè sigillati, asciutti, nelle confezioni originali e non esposti alla luce diretta del sole, possono essere conservati per oltre dieci anni. ESSICCAZIONE Nonostante il polimero VICTREX PEEK venga fornito teoricamente già essiccato, va tenuto conto del fatto che i polimeri granulari, tipicamente, possono assorbire l’umidità ambientale. Per ottenere i risultati migliori si dovrebbero essiccare i granuli e le polveri in modo tale da ottenere un contenuto di umidità inferiore allo 0.02%. I materiali Victrex possono essere facilmente essiccati in un forno a circolazione d’aria e si possono considerare essiccati dopo 2-3 ore ad una temperatura compresa fra 150-160 °C. In fase di essiccazione su vassoio lo spessore dei granuli non deve superare i 25 mm. Il processo di essiccazione può essere accelerato tramite l’utilizzo di forni a vuoto o di essiccatori deumidificanti/seccanti come mostrato nella figura 1. Gli essiccatori deumidificanti/seccanti devono essere in grado di mantenere un punto di rugiada o una temperatura di saturazione di -40 °C. Per evitare la contaminazione incrociata dei materiali, si raccomanda di utilizzare attrezzature dedicate per i materiali Victrex. Qualora questo non fosse possibile, oppure si fossero essiccati materiali diversi contemporaneamente nello stesso forno, si consiglia di procedere con pulizia accurata e separazione dei materiali. Figura 1: essiccazione del polimero VICTREX PEEK 450G in un essiccatore (punto di rugiada -40 °C) a temperature diverse Contenuto di umidità / % 0.25 0.20 0.15 0.10 0.05 0 0 1 2 3 4 5 6 7 Tempo di Essiccazione / h 150 ˚C 2 140 ˚C 120 ˚C 8 E’ pratica comune per la maggior parte dei materiali termoplastici ottimizzare/ massimizzarne l’utilizzo. Questo comporta invariabilmente, rilavorare le materozze dai canali e i particolari scartati. I materiali Victrex possono essere rilavorati grazie alla loro eccellente stabilità termica, nel caso in cui siano stati trasformati secondo le condizioni di processo raccomandate. È quindi possibile recuperare i materiali di gradi non caricati senza gli effetti negativi di degrado termico. Per i gradi caricati con fibra di vetro, la rilavorazione comporterà una lunghezza inferiore delle fibre e un corrispondente effetto negativo sulle prestazioni meccaniche. Le linee guida generali per il materiale rigranulato prevedono una limitazione di utilizzo al massimo per il 30% del peso nel caso di polimeri non caricati, e per il 10% del peso per compound caricati; tuttavia si raccomanda a tale proposito, di ottenere la validazione da parte dei clienti. Va inoltre tenuto presente che la rilavorazione può comportare l’introduzione di contaminazioni incrociate di corpi estranei e altri polimeri nelle attrezzature di rigranulazione. La necessaria temperatura elevata per la trasformazione dei materiali Victrex determina la formazione di granelli scuri che possono avere un impatto significativo sulla qualità dei manufatti prodotti. Si raccomanda vivamente l’utilizzo di attrezzature dedicate per la rigranulazione. STABILITÀ TERMICA La stabilità termica dei materiali Victrex può essere classificata sia per polimero sia per composizione: i PEEK HT e gli ST presentano un maggiore punto di fusione e temperature di processo più elevate, associati ad una minore stabilità termica. Una ulteriore riduzione di stabilità si determina con prodotti caricati con fibra di vetro. Anche se è meglio non lasciare tali prodotti esposti a temperature elevate per lunghi periodi di tempo, si possono determinare delle situazioni in cui tali situazioni siano inevitabili e, quindi, è necessario attenersi alle seguenti regole: Dopo qualsiasi interruzione di processo la temperatura del cilindro deve essere riportata ai livelli raccomandati. Il cilindro deve essere spurgato con prodotto fresco fino a che il fuso risulta pulito. È altresì consigliabile eliminare le prime stampate. Le raccomandazioni specifiche sui singoli prodotti sono reperibili nelle schede tecniche di prodotto, disponibili presso i rappresentanti Victrex locali. REOLOGIA E TRASFORMABILITÀ Così come molti materiali termoplastici le viscosità dei materiali Victrex dipendono dalla temperatura e mostrano una riduzione al taglio. La Figura 2 riporta un grafico comparativo della viscosità del fuso alla velocità di taglio di 1000s-1 dei materiali Victrex rispetto ad altri polimeri termoplastici. Anche se i materiali Victrex presentano una delle massime temperature di processo, la loro viscosità del fuso si colloca nell’ambito di quella del policarbonato. La Victrex dispone anche di una gamma di materiali ad elevata fluidità, adatti allo stampaggio di manufatti a pareti sottili con viscosità simili a quelle delle PA. Figura 2: viscosità di taglio ad una velocità di taglio di 1000 s-1 a temperature di processo tipiche per i termoplastici Viscosità [1000 s -1 ] / Pa.s RIGRANULAZIONE 600 500 400 300 200 100 0 C) 0˚ 66 PA 8 (2 6T PA C) 0˚ 2 (3 PC C) 0˚ 4 (3 S PE C) C) 0˚ 0˚ 9 (3 P LC 0 (3 0G 15 C) 0˚ 8 (3 1G 38 C) 0˚ 8 (3 0G 45 C) 0˚ 8 (3 0G 65 C) 0˚ 0 (4 H T 22 G C) 0˚ 0 (4 ST 45 ) ˚C 0 41 ( G •Per brevi interruzioni durante le fasi di processo, il materiale può essere mantenuto a temperatura ridotta al di sopra del suo punto di fusione senza che si verifichi un degrado apprezzabile. Per il PEEK e per l’HT questo avviene all’incirca rispettivamente per 1h/ 360 °C oppure per 30 min/ 380 °C, con un altro 50% di riduzione del tempo qualora lo stampaggio venga effettuato con prodotti caricati con fibra di vetro. Quando si stampano prodotti in ST, le interruzioni non dovrebbero andare oltre i 5-10 minuti, specialmente nel caso del grado ST 45GL30, caricato con fibra di vetro. •Per ritardi prevedibili compresi fra una o due ore, la temperatura dovrebbe essere abbassata leggermente al di sotto del punto di fusione del materiale: 340 °C per il PEEK e 370 °C per l’HT, mentre i prodotti a base di ST non dovrebbero rimanere in temperatura nel cilindro per tempi prolungati. •Per ritardi maggiori è preferibile effettuare lo spurgo del cilindro e un’attenta pulizia. Per misurare le viscosità di taglio sono utilizzate le attrezzature più aggiornate. 3 SPURGO I materiali e i compound Victrex dovrebbero idealmente essere trasformati su attrezzature assolutamente pulite. Nel caso di stampaggio ad iniezione questo richiederà la rimozione della vite dal cilindro per la pulitura meccanica. Se la rimozione della vite non fosse possibile, allora l’operazione di spurgo diventa essenziale. I materiali adatti allo spurgo sono quelli che risultano stabili fino a 380 °C (con le dovute cautele si possono includere i PES e i PEI). In alternativa, sono disponibili in commercio dei compound di spurgo adatti alle temperature di processo necessarie ai materiali Victrex. Procedura di avvio Tutte le tracce di altri polimeri devono essere rimosse dall’attrezzatura prima che i materiali Victrex siano trasformati. Date le alte temperature utilizzate per trasformare i materiali Victrex ogni contaminazione incrociata derivante da altri polimeri comporterà uno scadimento qualitativo e la generazione di granelli scuri. •lo spurgo deve aver luogo alla temperatura di processo del materiale da rimuovere. Lo stampaggio di alta qualità si ottiene tramite un accurato controllo di processo. •il materiale di spurgo deve essere introdotto fino a che non vi siano più tracce visibili del materiale da rimuovere. •interrompere l’alimentazione dello spurgo e consentire lo svuotamento della vite. I materiali basati sul polimero PEEK 450 presentano una viscosità superiore rispetto a quelli a base di PEEK 150 e di PEEK 90. Le mescole di polimeri Victrex con fibra di vetro o di carbonio aumentano la viscosità in funzione del tipo di carica e del contenuto; la risultante lunghezza di flusso in ragione di un millimetro di spessore su flusso a spirale si somma per i materiali non caricati e in ragione del 30% per i compound caricati come nella figura 3. Lunghezza del flusso / mm Figura 3: lunghezza del flusso a spirale per una gamma di materiali Victrex trasformati secondo le condizioni raccomandate (sezione trasversale 1 mm x 6 mm) •una volta raggiunta la temperatura di processo introdurre il materiale Victrex nella vite e procedere all’estrusione finché non si ottiene una massa fusa perfettamente pulita. Procedura di chiusura I materiali Victrex devono essere rimossi dall’attrezzatura di processo prima di iniziare la lavorazione di qualsiasi altro materiale. Questo è un fattore particolarmente importante soprattutto nel caso si usino attrezzature con strati di nitruro, poiché se i materiali Victrex solidificano sul metallo, può accadere che lo stato di nitruro si sfogli. 300 • svuotare la tramoggia e il cilindro dal materiale Victrex. 250 •introdurre lo spurgo fino a che siano visibili tracce del materiale da rimuovere. 200 •ridurre il settaggio di tutte le zone del cilindro fino all’ottenimento di una temperatura stabile e adatta al materiale di spurgo. 150 100 •continuare a introdurre lo spurgo fino a che la temperatura corrente del cilindro sia inferiore a 300 °C. 50 0 PEEK 90G PEEK 150G PEEK 450G Non caricato 4 •regolare gli elementi riscaldanti del cilindro in modo da raggiungere la temperatura necessaria per il processo del materiale Victrex. HT G22 Caricato al 30% ST G45 •cessare l’alimentazione dello spurgo e consentire lo svuotamento della vite. DISEGNO DELLA MACCHINA I materiali Victrex possono essere trasformati rapidamente su delle normali presse a iniezione a vite reciprocante dotate di bande di riscaldamento del cilindro in grado di operare a temperature elevate. La pratica migliore prevede di utilizzare delle bande di riscaldamento in ceramica e coperture del cilindro. Nel caso si debbano stampare componenti con tolleranze ristrette, le macchine dotate di unità di iniezione elettrica forniscono un controllo maggiore del processo rispetto a quelle idrauliche tradizionali. MATERIALI DA COSTRUZIONE Il problema dell’usura delle macchine è comune a tutti i tecnopolimeri termoplastici e può diventare particolarmente serio nel caso di iniezione di materiali caricati con fibre. Per ridurre al minimo l’usura in tali processi, è necessario utilizzare viti, filiere e cilindri temprati. Il metodo più comune per la tempra degli utensili in acciaio è rappresentato dai rivestimenti in nitruro, una tecnica che conferisce la durezza superficiale necessaria per resistere all’usura causata dalla massa fusa. Bisogna fare attenzione ed evitare che i materiali Victrex si raffreddino e solidifichino a contatto con lo strato nitrurato. Il legame tra il polimero ed il nitruro, spesso può diventare così forte da causare il distacco dello strato stesso dal substrato di acciaio. Le seguenti tipologie d’acciaio sono state utilizzate con successo per la costruzione di attrezzature di processo adatte alla trasformazione dei materiali Victrex: • Acciaio per utensili D2 (Acciaio martensitico al cromo) • WEXCO 777 • CPM-10V • CPM-9V • Acciaio inox S32 219 Anche se non sono generalmente richiesti, le viti e i cilindri bimetallici resistenti alla corrosione hanno fornito risultati di esercizio particolarmente soddisfacenti. Vanno evitati il rame e le sue leghe in quanto le temperature di processo dei materiali Victrex potrebbero causare il degrado del metallo. RISCALDAMENTO DEL CILINDRO I riscaldatori del cilindro devono essere in grado di raggiungere e mantenere la temperatura di 400 °C per lo stampaggio del PEEK e dei suoi compound, e di 430 °C per lo stampaggio dei gradi HT ed ST e dei loro compound. La maggior parte delle presse ad iniezione è in grado di operare a tali temperature senza necessità di modifiche. Se invece tali modifiche si rendessero necessarie, è sufficiente potenziare le bande di riscaldamento e/o gli elementi di controllo. Sono preferibili le bande di riscaldamento in ceramica che forniscono una migliore consistenza di processo e la ripetibilità di ogni stampata rispetto alle bande di riscaldamento in mica. Inoltre, si raccomandano le coperture dei cilindri in quanto offrono vantaggi sia produttivi che economici. La conduzione termica lungo la vite e il cilindro fino alla tramoggia può ridurre l’efficienza di alimentazione. Per ottenere una corretta alimentazione della tramoggia, la temperatura della cavità di alimentazione dovrebbe essere mantenuta fra i 70 e i 100 °C. La regolazione termica nella sezione di alimentazione può avvenire tramite un sistema di raffreddamento ad acqua, tuttavia occorre mantenere in temperatura la sezione posteriore. CAPACITÀ DEL CILINDRO Così come per la trasformazione di tutti i polimeri, è consigliabile ridurre il più possibile i tempi di permanenza. La capacità ideale del cilindro dovrebbe essere compresa tra 2 - 5 volte il peso totale del manufatto, canali e materozze comprese. Se occorre stampare i materiali Victrex su una macchina con un cilindro di grande capacità di iniezione allora le temperature dovrebbero essere ridotte da 10 a 20 °C al di sotto del limite di regolazione consigliato (vedere la sezione “Soluzione dei problemi”). È necessario prestare particolare attenzione all’abbassamento della temperatura per lo stampaggio dei materiali HT ed ST in quanto soggetti a solidificazione più rapida nell’ugello. I componenti metallici utilizzati per il trasporto della massa fusa dovrebbero essere caratterizzati da una superficie liscia ed estremamente levigata. L’aumento della rugosità superficiale di questi componenti provoca adesioni locali della massa fusa, il che determina un allungamento dei tempi di permanenza, aumentando la formazione di granelli scuri e disturbando il flusso del polimero. La macchina per stampaggio deve essere correttamente dimensionata rispetto al particolare da produrre. 5 SISTEMI DI UGELLI E DI CHIUSURA L’ugello del cilindro si trova a contatto con la boccola di iniezione per una percentuale elevata di tempo rispetto alla durata totale di ciclo, laddove la boccola di iniezione mostra una temperatura notevolmente più bassa rispetto a quelle della massa fusa e dell’ugello. I materiali Victrex presentano un punto esatto di solidificazione Tc e congelano velocemente se la temperatura della massa fusa scende al di sotto della Tc. Quindi, è importante assicurare la presenza di un elemento riscaldante di adeguate dimensioni in grado di coprire la maggior parte dell’ugello per evitare il congelamento e la formazione di grumi nel materiale. In generale, non si consiglia l’uso di ugelli a prolunga per i materiali Victrex poiché essi comportano il rischio di solidificazione e/o di degrado nell’ugello. Nell’ambito delle temperature di processo consigliate, la viscosità dei materiali Victrex rimane sufficientemente alta da consentire l’utilizzo di sistemi ad ugello aperto. Gli ugelli chiusi invece, non sono raccomandati in quanto presentano spesso dei “punti morti” e riducono la pressione di iniezione. In caso si verifichino fuoriuscite eccessive di materiale in corrispondenza della filiera, è possibile intervenire tramite decompressione della massa fusa, usando l’avvertenza di un adeguato degasaggio nella cavità. FORZA DI CHIUSURA L’area di sviluppo del manufatto e del canale determina la forza di chiusura richiesta per impedire l’apertura dello stampo sotto la pressione di iniezione. Le pressioni di iniezione possono andare oltre 2000 bar per componenti a parete sottile, soprattutto nel caso di materiali Victrex rinforzati. VITI E’ possibile ottenere dai polimeri Victrex manufatti di forma piatta e con geometrie complicate anche se presentano una natura semi cristallina e richiedono temperature di processo elevate. Il rapporto L/D minimo consigliato è 16:1, tuttavia sono preferibili valori compresi tra 18:1 e 24:1. Sono necessarie sezioni di alimentazione lunghe per evitare il compattamento dei granuli non ancora fusi nella sezione di compressione della vite. Il rapporto di compressione dovrebbe essere impostato tra 2:1 e 3:1. Sulla punta della vite occorre inserire appositi anelli di controllo per assicurare l’applicazione uniforme e completa della pressione di iniezione. La distanza fra gli anelli dovrebbe consentire il libero flusso del materiale durante l’avanzamento della vite che, per una macchina di medie dimensioni, dovrebbe corrispondere a 3 mm dal diametro dell’estremità della vite. La maggior parte delle viti universali e “tipo nylon” sono adatte a lavorare i materiali Victrex. Il rapporto L/D corretto (lunghezza/diametro), è presentato nella figura 4. Figura 4: tipologie raccomandate di viti L Area di dosaggio Area di compressione 5 L/D 6 L/D Area di alimentazione 9 L/D Vite per utilizzi universali D Area di dosaggio Area di compressione Area di alimentazione 6 L/D 2 L/D 12 L/D Vite “ tipo nylon” 6 DISEGNO DELLO STAMPO Tavola 1: alcune tipologie di acciaio frequentemente utilizzate per attrezzature I materiali Victrex possono essere facilmente stampati ad iniezione utilizzando attrezzature standard. Tuttavia, a causa delle elevate temperature di fusione(≈ 400 °C), nonché di quelle delle attrezzature (≈ 200 °C), è importante tenere presente alcuni criteri progettuali, così come indicato qui di seguito. BS AISI W.-No. BD2 D2 1.2379 X155CrVMo121 SKD11 55-62 BH13 H13 1.2344 X40CrMoV5-1 SKD61 54-56 X210CrW12 SKD1 56-60 MATERIALI DA COSTRUZIONE Gli stampi dovrebbero generalmente presentare una durezza compresa nell’ambito di 52 - 56 HRc. Una buona qualità dell’acciaio comunemente utilizzato per la trasformazione della maggior parte dei materiali Victrex è il BS BH13, che presenta una buona resistenza alle temperature elevate, eccellente tenacità e duttilità nonché buona lavorabilità a macchina. Può essere indurito fino a 54 - 56 HRc. Gli stampi utilizzati per lo stampaggio di gradi caricati con fibra di carbonio o di vetro per produzioni di volumi medio-piccoli, possono essere dotati di inserti per le uscite, realizzati in BH13. Per stampi destinati alla traformazione di gradi caricati con fibra di vetro o di carbonio su produzioni di lungo termine, possono essere valutate tipologie di acciaio come BS BD3 o BD6, che presentano durezze comprese fra 56 e 60 HRc. Per le attrezzature destinate a protototipazione o alla produzione di piccoli volumi il BP20 si è rivelato efficace. Costituisce inoltre pratica comune l’utilizzo di BP20 per stampo base e di BH13 per cavità e nucleo. BD3/BD6 D3 ~ D6 1.2436 BP20 P20 1.2311 DIN JIS HRc 40CrMMo 50-53 DEGASAGGIO È importante fornire un sufficiente degasaggio ai fini del buon riempimento e per impedire le bruciature. Le aperture di degasaggio possono essere incorporate senza la formazione di bava, quelle da 8 µm di profondità consentono il corretto passaggio della massa fusa per il PEEK 90G, mentre quelle da 10-15 µm sono utilizzate per i gradi standard. Il loro posizionamento dipende in gran parte dal disegno del pezzo; la posizione più semplice è quella sulla linea di giunzione dello stampo oppure lungo i perni degli espulsori. Se il degasaggio si rivelasse ancora insufficiente, è possibile incrementare ulteriormente la dimensione dell’apertura; mentre un’altra opzione è costituita dall’utilizzo di linguette di facilitazione. RISCALDAMENTO Gli stampi per i materiali Victrex devono essere attrezzati con riscaldatori elettrici o ad olio; il riscaldamento con acqua ad alta pressione può costituire un’altra opzione ma di solito non è usata per i prodotti Victrex per le criticità determinate dall’alta pressione nonché per i problemi di sicurezza connessi. •il riscaldamento elettrico è economico e relativamente semplice da integrare e da far funzionare. A seconda della potenza, il tempo di riscaldamento può essere relativamente corto. Spesso compaiono macchie calde; questo metodo di riscaldamento è utilizzato soprattutto per i componenti di piccole dimensioni. •i riscaldatori ad olio sono più difficili da progettare ed implementare. Il loro vantaggio peculiare consiste nella capacità di produrre il calore richiesto per stampare produzioni di dimensioni superiori oppure per utilizzare attrezzature con nuclei di grandi dimensioni/ profondità. •è possibile prendere in considerazione la combinazione di entrambi qualora si desideri un riscaldamento rapido, mantenendo il controllo della distribuzione della temperatura nel tempo. Stampi di dimensioni maggiori richiederanno un controllo maggiore nelle fasi critiche di riscaldamento. È particolarmente raccomandato l’utilizzo di pannelli isolanti posti fra lo stampo e il piano della macchina. È altresì pratica comune proteggere lo stampo con un isolamento termico per ottenere una distribuzione uniforme della temperatura e anche per motivi di ordine economico. Nel caso di riscaldamento ad olio è inoltre auspicabile l’utilizzo di linee di flusso isolate e di ampio diametro che siano il più corte possibile, in quanto si verificano comunemente perdite di calore fino a 40 °C. È importante controllare che la temperatura sulla superficie dello stampo rimanga ad almeno 170 °C nel momento in cui si sta settando la macchina e il processo: nel caso di riscaldamento ad olio le perdite lungo le linee di flusso molto frequentemente significano che il settaggio termico dei riscaldatori deve essere considerevolmente più alto rispetto a quello della superficie dello stampo. 7 MATEROZZE CANALI CALDI Le materozze devono essere di spessore di almeno 4 mm e il più corte possibile con un disegno angolare di almeno 2 °. Si raccomanda l’utilizzo di punte fredde ampiamente dimensionate. Le materozze di diametro superiore si sono mostrate utili nelle fasi di riempimento di stampi caratterizzati da forma complessa. Per l’entrata diretta di componenti di dimensioni superiori, lo spessore della materozza deve essere compreso fra 1 - 1,5 volte di quello del componente. I materiali Victrex possono essere trasformati in sistemi a canali caldi. Nella maggior parte dei casi, i migliori risultati di processo si ottengono utilizzando un’alimentazione tramite collettori riscaldati esternamente e alimentati nella materozza con ugelli a punta in modo da fornire una finestra di processo più ampia e capiente. Nel caso di punta siluro si determinano dei problemi a causa del flusso di calore intorno alla cavità di acciaio dello stampo. Inoltre, è pratica comune utilizzare un sistema a canali caldi per alimentare un piccolo sistema a canali freddi in modo da risparmiare materiale e facilitare il processo. Anche gli ugelli a canale caldo possono essere usati poiché tendono ad allargare la finestra di processo, incrementando il mantenimento della pressione secondaria per componenti con pareti spesse. ENTRATA Le dimensioni e la forma dell’entrata dipendono dal volume della massa fusa, dal numero di cavità e dalla geometria del componente. I materiali Victrex, essendo termoplastici semicristallini, presentano un ritiro più elevato rispetto ai polimeri amorfi. Per ridurre il ritiro e l’eccessivo accumulo di sollecitazioni, le entrate dovrebbero essere il più grandi possibile. Le dimensioni delle entrate sono in funzione dello spessore del componente e dovrebbero essere almeno di 1 mm per i materiali non caricati e di 2 mm per i compound, oppure di 2/3 dello spessore del componente nel caso di particolari spessi. La maggior parte delle configurazioni delle entrate sono adatte per lo stampaggio dei materiali Victrex. Le soluzioni più comuni prevedono linguette, uscite laterali, o ventole. Uscite a punto di iniezione sommerso oppure orifizi a tunnel possono essere usati solamente per particolari di piccole dimensioni o a parete sottile. La regola principale nel disegno di un punto di iniezione per i materiali Victrex in grado di minimizzare le ammaccature/ vuoti, consiste nel prevederlo il più grande possibile in modo da mantenere il flusso del materiale il più a lungo possibile (si consigliano i 2/3 della sezione massima dello spessore). Figura 5: tipico settaggio termico per la trasformazione di materiali Victrex non caricati SETTAGGI DELLA MACCHINA SETTAGGI TERMICI Le condizioni operative per ogni singola macchina e stampo destinati allo stampaggio ad iniezione dipendono da variabili diverse. La Figura 5 offre una panoramica delle temperature consigliate per iniziare a stampare i materiali Victrex. •la tramoggia necessita di essere mantenuta ad una temperatura relativamente bassa in modo da assicurare l’alimentazione corretta dei granuli nella vite. •dopo la tramoggia, è necessario scaldare i granuli fino alla fusione prima di raggiungere la zona di compressione. •la figura 5 illustra il tipico profilo termico del cilindro per lo stampaggio di PEEK non caricato, di HT ed ST; che si dimostra maggiore a causa del loro punto di fusione notevolmente superiore •la maggiore viscosità dei compound realizzati con questi polimeri richiedono temperature del cilindro superiori (tipicamente comprese fra 10 e 20 °C in funzione del tipo e del livello di carica). 70 ˚C – 100 ˚C 230 420 220 Polimeri Victrex 210 400 T / ˚C T / ˚C 200 190 ST 380 HT 180 360 170 PEEK 160 150 PEEK HT stampo 8 ST 340 cilindro tramoggia PRESSIONE POSTERIORE •le temperature dello stampo raccomandate per ottenere componenti cristallini stampati con PEEK, HT ed ST sono rispettivamente di 170 °C, 190 °C e 200 °C. Una temperatura superiore dello stampo può essere utile per assistere l’alimentazione della cavità, specialmente per gradi caricati o per aumentare la stabilità dimensionale di componenti esposti a temperature di servizio superiori. Questo aumenta il tempo di ciclo, ma non provoca danni al polimero. Per ottenere una plastificazione omogenea dei materiali Victrex, la corretta pressione posteriore deve essere compresa fra ≈ 20 - 50 bar. I compound caricati con fibre devono essere trasformati ad una pressione posteriore inferiore in modo da ridurre la rottura delle fibre. PRESSIONE DI INIEZIONE Le schede tecniche sui singoli prodotti possono essere richiesti al rappresentante Victrex e locale, oppure si possono scaricare del sito www.victrex.com, dove è anche possibile rintracciare maggiori informazioni relative alle proprietà dei materiali e al corretto settaggio delle macchine. VELOCITÀ DELLA VITE L’eccellente stabilità dimensionale dei polimeri Victrex consente una vasta gamma di velocità della vite senza danneggiare il polimero. PRESSIONE DI MANTENIMENTO Le velocità raccomandate della punta della vite sono comprese fra 5 e 10 m/min, nel caso di trasformazione di materiali Victrex non caricati, la correlazione alla velocità della vite in rpm è mostrata nella figura 6. Per i compound Victrex si raccomanda di rimanere al livello minimo di 5 m/min; gli effetti di taglio potrebbero causare un’eccessiva scissione delle fibre nel caso di maggiori velocità della vite, il che potrebbe compromettere le prestazioni meccaniche. Figura 6: Velocità della vite in m/min ed rpm in funzione del diametro della vite 200 velocità della vite / rpm 180 160 140 120 100 80 60 40 20 0 10 20 30 40 50 60 70 diametro della vite / mm w = 10 m/min (non caricati) La pressione di iniezione dipende dal sistema e può essere stimata usando un software di simulazione di processo. In funzione del disegno, della temperatura del fuso, della velocità di iniezione e della temperatura dello stampo, si possono dare delle pressioni fino a 2000 bar; in qualche caso tali condizioni possono essere gestite incrementando le temperature, mantenendo più a lungo il materiale fluido, riducendo la velocità di iniezione e/o aumentando la sezione trasversale della linea di flusso (materozza, canali, uscita). w = 5 m/min (compound) Le pressioni di mantenimento sono tipicamente inferiori rispetto a quelle di iniezione e devono essere mantenute per tutta la fase di congelamento in modo da evitare risucchi e porosità. RITIRO I materiali termoplastici si ritirano quando si raffreddano nello stampo; per i materiali Victrex questo accade a seguito della contrazione termica e a causa dello sviluppo di aree cristalline. Il ritiro nello stampo si gestisce meglio considerandolo come una proprietà tecnologica invece che una semplice proprietà del materiale, in quanto le condizioni di stampaggio presentano una influenza significativa: l’aumento della pressione di iniezione e di mantenimento nonché i tempi di mantenimento in generale provocheranno una diminuzione del ritiro, laddove le temperature elevate del cilindro e dello stampo tipicamente determineranno un ritiro nello stampo. La geometria del componente, le sue dimensioni così come le caratteristiche del flusso (punto di iniezione) influenzeranno ulteriormente tale valore. Il ritiro è stato valutato su placchette a ventaglio usando le condizioni di stampaggio raccomandate. I risultati possono essere classificati così come mostrato nella tavola 2 per stampate da 2 e 6 mm di spessore. L’aggiunta di cariche di rinforzo con un rapporto elevato generalmente diminuiscono il ritiro, dando origine ad un significativo comportamento non-isotropico. Questo dev’essere considerato con attenzione quando si debba realizzare uno stampo che, per sicurezza, dovrebbe essere sempre concepito in modo da poter intervenire per successive eventuali rilavorazioni della cavità dello stampo. Tavola 2: valori tipici di ritiro di placchette a ventaglio stampate secondo le condizioni di stampaggio consigliate Grado Le proprietà di entrambi i materiali e le condizioni di stampaggio mostrano un’influenza significativa sul ritiro nello stampo. Ritiro 2 mm di spessore Ritiro 6 mm di spessore Con flusso Lungo il flusso Con flusso Lungo il flusso (%) (%) (%) (%) Gradi non caricati 1.0 1.3 1.7 1.8 Gradi caricati GL 30 0.3 0.9 0.5 0.9 Gradi caricati CA 30 0.0 0.6 0.1 0.6 Gradi antiusura (tribologici) FC 30 0.2 0.6 0.4 0.7 9 Le tolleranze tipiche sono all’incirca dello 0,05% in condizioni di stampaggio standard. Le tolleranze dimensionali dipendono da molti fattori, compreso il disegno del particolare e dello stampo nonché le specifiche condizioni di trasformazione. La tavola 3 mostra i valori determinati su placchette a ventaglio ampiamente dimensionate, da 2 e da 6 mm. Tavola 3: tolleranze dimensionali per i materiali Victrex Grado tolleranza da 2 mm di spessore tolleranza da 6 mm di spessore Con flusso Lungo il flusso Con flusso Lungo il flusso (%) (%) (%) (%) Gradi non caricati 0.02 0.03 0.05 0.07 Gradi caricati GL 30 0.02 0.02 0.07 0.08 Gradi caricati CA 30 0.02 0.04 0.05 0.09 Gradi antiusura (tribologici) FC 30 0.02 0.03 0.04 0.04 INSERTI METALLICI Il sovra stampaggio a freddo di inserti metallici produce una riduzione della cristallinità in corrispondenza degli strati di materiale a contatto. È quindi consigliabile procedere ad un pre-riscaldamento degli inserti metallici alla stessa temperatura dello stampo in quanto tale pratica migliora la forza delle linee di saldatura, riduce la potenziale sollecitazione a rottura dovuta ai diversi ritiri ed assicura l’ottenimento di livelli standard di cristallinità. Nella figura 7 si può vedere il tempo di raffreddamento stimato in funzione dello spessore di parete per svariati materiali Victrex. Il tempo di raffreddamento dipende dal settaggio della macchina e dalle caratteristiche del materiale così come anche dal disegno dello stampo. Migliorando il sistema di espulsione, così come il numero degli eiettori, la loro dimensione e il loro posizionamento, il tempo di raffreddamento può essere ridotto di circa il 15% per i materiali non caricati che saranno espulsi ad una temperatura di 10 °C superiore rispetto a quanto indicato nella figura 7. Figura 7: stima del tempo di raffreddamento in funzione dello spessore di parete ad una temperatura dello stampo di 180 °C 120 Tempo di raffreddamento / s TOLLERANZE 90 60 30 0 0 1 2 3 4 5 6 Spessore / mm Non caricati 190 ˚C Non caricati 200 ˚C GL30: 220 ˚C CA30: 230 s ˚C TEMPO DI CICLO/TEMPO DI RAFFREDDAMENTO In molti casi, i materiali Victrex sono specificati per applicazioni che richiedono tolleranze ristrette o in componenti strutturali; quindi è importante produrre dei particolari che risultino dimensionalmente stabili, senza risucchi o porosità. La qualità del componente è legata principalmente al tempo di ciclo complessivo e dipende in misura elevata dal tempo di raffreddamento. La simulazione di processo consente il posizionamento ottimale dei punti di iniezione. 10 SIMULAZIONE DI PROCESSO È vivamente raccomandato l’utilizzo di simulazione di processo con calcoli numerici prima di procedere alla realizzazione di uno stampo. Si dovrebbe procedere con una simulazione per determinare l’area delle uscite in modo da assicurare un riempimento con una pressione certamente adatta alle capacità della macchina. La simulazione dovrebbe essere utilizzata per posizionare le uscite in modo da assicurare un flusso bilanciato, minimizzare le linee di giunzione e individuare dove è necessario il degasaggio. La simulazione di processo è inoltre molto utile per la soluzione dei problemi di stampaggio e le tematiche legate alle prestazioni dei componenti. TECNOLOGIE AVANZATE DI STAMPAGGIO I materiali Victrex sono termoplastici semi-cristallini e, in quanto tali, dovrebbero essere trasformabili con qualsiasi tecnologia adatta ad altri termoplastici semi cristallini. Sono state esaminate svariate tecnologie, fra cui lo stampaggio ad iniezione assistito con gas, lo stampaggio per espansione, il soffiaggio, o stampaggio a microiniezione, così come l’utilizzo di riscaldamento per induzione per le superfici dello stampo. Per ulteriori informazioni specifiche, invitiamo a prendere contatti con il rappresentante Victrex locale. È possibile stampare ad iniezione anche particolari con tolleranze molto ristrette. SUPPORTO TECNICO La Victrex Polymer Solutions è l’unica realtà produttiva interamente dedicata alla produzione di prodotti in poliarileterchetoni ed è assolutamente in grado di soddisfare qualsiasi richiesta in tema di qualità, supporto tecnico e certezza delle forniture. Nell’attuale contesto competitivo, la collaborazione con un fornitore leader che dispone delle tecnologie più evolute nonché dei servizi più completi ed avanzati, rappresenta un fattore critico e determinante per il successo. Nel caso desideriate ulteriori informazioni oppure assistenza specifica, invitiamo a prendere contatto con la sede o il rappresentante locale della Victrex Polymer Solutions oppure a visitare il sito www.victrex.com. 11 SOLUZIONE DEI PROBLEMI Storicamente, le problematiche produttive più comuni possono riguardare la temperatura insufficiente dello stampo, le uscite troppo piccole rispetto al particolare da produrre e la contaminazione provocata da spurgo insufficiente. La tavola che segue fornisce una visione d’insieme dei difetti più frequenti, delle loro cause probabili, nonché dei consigli per la soluzione. Bordi marrone scuro/trasparenti oppure colorazioni scure su tutto il componente (visibili solo nel caso di gradi in colore naturale): Possibile causa Rimedio Bassa temperatura dello stampo (aree amorfe) Aumentare la temperatura dello stampo in caso di parti macchiate: controllare aree fredde nella cavità Degrado termico Diminuire la temperatura del cilindro Macchie nere (visibili solo nel caso di gradi in colore naturale) Possibile causa Rimedio Contaminazione incrociata L’attrezzatura destinata alla movimentazione e all’essiccazione dei granuli deve essere pulita uniformemente Controllare granulatore/ rigranulato se utilizzato Spurgo insufficiente prima dello stampaggio di materiali Victrex Procedere ad operazioni accurate di spurgo delle attrezzature secondo le raccomandazioni Victrex Estrarre la vite ed utilizzare spazzole per la pulizia della vite del cilindro Controllare le aree di flusso per individuare le zone morte o le superfici danneggiate Temperature del cilindro e dell’ugello troppo alte Ridurre la temperatura del cilindro e dell’ugello Tempo di residenza troppo Accoppiamento migliore fra le lungo dimensioni della stampata e dell’attrezzatura Possibile causa Rimedio Progettazione scorretta Aumentare le uscite, le materozze o il disegno dei canali Cambiare posizione di uscita Degasaggio bloccato o assente Aumentare degasaggio Scelta sbagliata del materiale Scegliere un grado con minore viscosità del fuso Perdita nella unità di plastificazione Controllare l’usura della vite, del cilindro e verificare gli anelli Stampati fragili: Possibile causa Rimedio Sovra-riscaldamento del cilindro Ridurre la temperatura del cilindro Ridurre il tempo di ciclo Diminuire la velocità della vite Sollecitazioni nello stampo Aumentare la temperatura del cilindro Ridurre la pressione di iniezione Aumentare il tempo di ciclo Aumentare la temperatura dello stampo Aumentare le dimensioni dei punti di iniezione, delle materozze o dei canali Aumentare la temperatura del cilindro Linee di giunzione Aumentare la velocità di iniezione Aumentare la temperatura dello stampo Modificare il disegno del punto di iniezione o la posizione Migliorare il degasaggio Eiezione Ridurre la velocità di iniezione Cambiare la posizione e/o il tipo di uscite Goccia fredda: Possibile causa Rimedio Aggiungere pozzetto di raccolta della goccia fredda Verificare che il riscaldatore dell’ugello lo copra completamente Applicare decompressione Usare uno strappa materozza Possibile causa Rimedio Raffreddamento del materiale nell’ugello Materiale iniettato insufficiente Aumentare le dimensioni di iniezione Risucchi e porosità: Pezzi incompleti Flusso del fuso inadeguato Aumentare la pressione di iniezione Aumentare la temperatura del cilindro Aumentare la temperatura dello stampo Aumentare la velocità di iniezione Aumentare le uscite, le materozze o le dimensioni dei canali 12 Pezzi incompleti: (continua) Possibile causa Rimedio Tempo insufficiente oppure pressione in fase di sospensione Aumentare la pressione di iniezione Aumentare il tempo di mantenimento / pressione Ridurre la temperatura del cilindro Progettazione dello stampo inadeguata Aumentare le dimensioni delle uscite, delle materozze o del canale Finitura superficiale scarsa: Deformazione o distorsione: Possibile causa Rimedio Possibile causa Striature: Materiale sovra riscaldato Ridurre la temperatura del cilindro dell’ugello Ridurre il tempo di residenza Ridurre la velocità di iniezione Ridurre la velocità della vite Materiale Umido Essiccare il materiale Zone morte nel cilindro Regolare il cilindro e l’ugello Pulire la vite, il cilindro e l’ugello Controllare possibili danni e difetti etc Congelamento superficiale (gradi rinforzati): Velocità di iniezione Aumentare la velocità di iniezione insufficiente Aumentare la temperatura del cilindro Temperatura dello stampo Aumentare la temperatura dello troppo bassa stampo Taglio Eccessivo Diminuire la velocità della vite Segni scuri (di bruciature): Possibile causa Rimedio Bolle d’aria nella cavità Ridurre la pressione di iniezione Ridurre la velocità di iniezione Controllare che il degasaggio non sia bloccato Migliorare il degasaggio Cambiare la posizione, la dimensione o la tipologia dell’uscita Apertura dello stampo/linea di bava: Possibile causa Rimedio Forza di chiusura inadeguataRidurre la pressione di iniezione Ridurre la velocità di iniezione Ridurre la temperatura del cilindro (si richiede equilibrio: aumentare la viscosità ma anche la pressione) Ridurre la temperatura dello stampo Ridurre settaggio della velocità Aumentare la forza di chiusura o il tonnellaggio di chiusura Accoppiamento scorretto Rettificare e riallineare le superfici o piegatura dello stampo da accoppiare Installare pesanti piastre di rinforzo Controllare l’eventuale presenza di elementi esterni fra le piastre Supporto insufficiente delle Aumentare supporto delle colonne colonne Rimedio Temperatura disomogenea Modificare la temperatura in modo nello stampo che sia la stessa su entrambe le metà dello stampo Mancanza di simmetria Prendere in considerazione di nella sezione riprogettare la cavità, i canali e le uscite Utilizzare un differenziale di temperatura fra le due metà dello stampo per compensare Eiezione anticipata Utilizzare un fissativo di refrigerazione o un attrezzo di calibrazione Aumentare la temperatura di raffreddamento Ridurre la temperatura dello stampo Orientamento delle fibre nel materiale Cambiare posizione del punto di iniezione Ridurre le velocità di iniezione Rigidità insufficiente Modificare la progettazione dei componenti (es: aggiungere nervature, etc.) Aumentare lo spessore di sezione Considerare l’ipotesi di utilizzare un grado rinforzato con fibra Rivedere il sistema di eiezione (numero superiore di perni / maggiori dimensioni dei perni) Ritiro Eccessivo: Possibile causa Rimedio Condizioni di processo Ridurre la temperatura dello stampo Aumentare la pressione di iniezione Aumentare il tempo di mantenimento / pressione Punto di iniezione Aumentare le dimensioni dell’uscita troppo piccolo Scarsa qualità di distacco del componente: Possibile causa Rimedio Rigidità del componente insufficiente Aumentare il tempo di raffreddamento Diminuire la temperatura dello stampo Angolo di spoglia insufficiente Aumentare angolo di spoglia Sistema di eiettori inadeguato Aumentare la superficie dei perni dell’espulsore utilizzando più perni o aumentandone le dimensioni Finitura superficiale dello stampo inadeguata Lucidare la linea nella direzione di eiezione I componenti caratterizzati da un’area superficiale elevata potrebbero necessitare di degassamento per evitare la formazione di vuoti 13 EUROPE AMERICAS Victrex plc Victrex Technology Centre Hillhouse International Thornton Cleveleys Lancashire FY5 4QD United Kingdom Phone +44 (0) 1253 897 700 Fax +44 (0) 1253 897 701 [email protected] Victrex Europa GmbH Langgasse 16 65719 Hofheim/Ts. Germany Phone + 49 (0) 6192 964 90 Fax + 49 (0) 6192 964 94 8 [email protected] Victrex USA, Inc. 300 Conshohocken State Road Suite 120 West Conshohocken, PA 19428 USA Phone +1 (0) 800-VICTREX Phone +1 (0) 484-342-6001 Fax +1 (0) 484-342-6002 [email protected] ASIA PACIFIC JAPAN Victrex High-Performance Materials (Shanghai) Co Ltd Part B Building G 1688 Zhuanxing Road Xinzhuang Industry Park Shanghai 201108 China Phone + 86 (0) 21 6113 6900 Fax + 86 (0) 21 6113 6901 [email protected] Victrex Japan Inc. Japan Technology Center Mita Kokusai Building Annex 4-28 Mita 1-chome Minato-ku Tokyo 108-0073 Japan Phone +81 (0) 3 5427 4650 Fax +81 (0) 3 5427 4651 [email protected] www.victrex.com LA VICTREX PLC RITIENE CHE TUTTE LE INFORMAZIONI CENTENUTE NELLA PRESENTE PUBBLICAZIONE DESCRIVANO ACCURATAMENTE LE CARATTERISTICHE TIPICHE E/O GLI USI DEL PRODOTTO O DEI PRODOTTI, TUTTAVIA, È RESPONSABILITÀ DEL CLIENTE ESEGUIRE TEST COMPLETI SUL PRODOTTO IN OGNI SPECIFICA APPLICAZIONE A CUI INTENDE DESTINARLO ALLO SCOPO DI ACCERTARNE LE PRESTAZIONI, L’EFFICACIA A LA SICUREZZA PER CIASCUN PRODOTTO FINALE, DISPOSITIVO O ALTRA APPLICAZIONE. LE INDICAZIONI SUGLI USI POSSIBILI NON DEVONO ESSERE INTERPRETATE COME SUGGERIMENTO A VIOLARE ALCUN BREVETTO. LE INFORMAZIONI E I DATI QUI CONTENUTI SI BASANO SU INFORMAZIONI CHE RITENIAMO AFFIDABILI. LA CITAZIONE DI UN PRODOTTO NELLA PRESENTE DOCUMENTAZIONE NON COSTITUISCE GARANZIA DI DISPONIBILITÀ DI TALE PRODOTTO. VICTREX PLC SI RISERVA IL DIRITTO DI MODIFICARE I PRODOTTI, LE SPECIFICHE E/O GLI IMBALLAGGI NELL’AMBITO DI UN PROGRAMMA CONTINUO DI SVILUPPO DEI PRODOTTI. VICTREX® È UN MARCHIO REGISTRATO DELLA VICTREX MANUFACTORUNG LIMITED. VICTREX PIPES™ È UN MARCHIO REGISTRATO DELLA VICTREX MANUFACTURING LIMITED. PEEK-ESD™, HT™, ST™ È WG™ SONO MARCHI REGISTRATI DELLA VICTREX PLC. VICOTE® ED APTIV® SONO MARCHI REGISTRATI DELLA VICTREX PLC. LA VICTREX PLC NON FORNISCE ALCUNA GARANZIA ESPLICITA O IMPLICITA, COMPRESA QUELLA, SENZA LIMITAZIONI, IN MERITO ALL’IDONEITÀ PER UN PARTICOLARE UTILIZZO OPPURE DI NON-VIOLAZIONE DI PROPRIETÀ INTELLETTUALE, COMPRESA, MA NON LIMITATA, AI BREVETTI DI NON-CONTRAFFAZIONE, CHE SIANO ESPRESSAMENTE O IMPLICITAMENTE CITATI, OPPURE DEFINITI NEI FATTI O PER LEGGE. INOLTRE, LA VICTREX PLC NON OFFRE GARANZIE AI VOSTRI CLIENTI O AGENTI E NON HA AUTORIZZATO NESSUNO AD OFFRIRE RAPPRESENTANZA O GARANZIA DIVERSA RISPETTO A QUANTO INDICATO SOPRA. LA VICTREX PLC NON SARÀ IN NESSUN CASO RITENUTA RESPONSABILE DI QUALSIASI INCIDENTE GENERALE, INDIRETTO, SPECIALE O CONSEGUENTE EVENTO NEGATIVO, SENZA LIMITAZIONE ALCUNA, PER DANNI DI VARIA NATURA ALL’ATTIVITÀ DI BUSINESS, PERDITE DI PROFITTI O DI MARGINI DI RISPARMIO, ANCHE SE LA VICTREX È STATA INFORMATA DELLA POSSIBILITÀ DI TALI DANNI, INDIPENDENTEMENTE DALLA FORMA DI AZIONE. ©Victrex plc ITA 2012-02 Design: www.abgdesign.uk.com SEDI CENTRAL NEL MONDO
© Copyright 2026 Paperzz