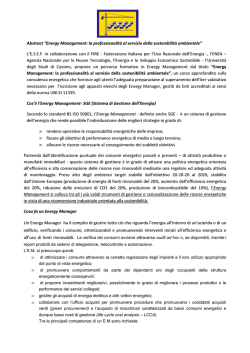
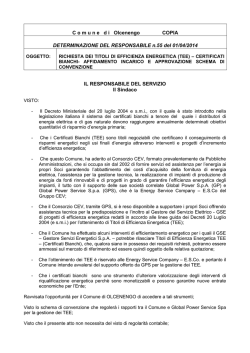
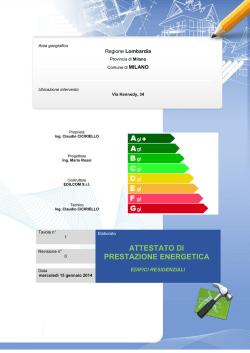
Approccio integrato per la gestione energetica nel settore industriale ed in particolare delle materie plastiche ESA Italia - Patrizio Nonnato Efficienza Energetica chi siamo, cosa facciamo ESA ITALIA è una Società che opera sull'intero territorio nazionale. Grazie all’esperienza ventennale maturata dai Soci in primarie Aziende nazionali ed internazionali è in grado di offrire ai propri Clienti, serietà e competenza nei settori dell’energia, della sicurezza e dell’ambiente con competenze ingegneristiche, giuridiche ed economiche. Il team di ESA ITALIA è costituito inoltre da Collaboratori altamente qualificati provenienti principalmente dal mondo delle professioni e del management. In questo modo riusciamo a predisporre servizi e soluzioni altamente qualificati per le varie esigenze dei nostri Clienti. Occupandoci di energia ed ambiente abbiamo sviluppato nel tempo, per i nostri clienti, soluzioni coerenti con la sostenibilità energetica ed ambientale impegnandoci con costanza nell'innovazione e nello sviluppo. La Società è stata accreditata quale Società Servizi Energetici, presso il GSE per l’ottenimento dei Titoli di Efficienza Energetica. Il costante sviluppo delle competenze ci ha permesso di avviare un servizio per la formazione professionale “ESAcademy” nei settori di competenza che è rivolto a professionisti, enti ed aziende. Il nostro mercato è rappresentato principalmente dal mercato Corporate costituito da Utility, Imprese Pubbliche e Private, Enti Pubblici, Associazioni di categoria. Inoltre offriamo servizi specialistici di energy management anche per il mercato Retail. Efficienza e risparmio energetico Certificazioni Audit energetico TEE Mercato energia Contrattualistica Trading gas & power Formazione Sicurezza Energia Manutenzione FER Impianti O&M Gestione reti intelligenti Monitoraggio Smart metering Innovazione Smart grid Comunicazione Iniziative di sostenibilità energetica ed ambientale Efficienza Energetica la competitività della filiera italiana della plastica ….. si confronta con alcune sfide strategiche: 1. 2. 3. 4. 5. 6. La trasformazione dell’industria chimica e i conseguenti impatti sulla competitività della filiera della plastica. La gestione del fine vita dei prodotti in plastica. La crescente competizione “esterna” (intra ed extra-UE). Il contesto-Paese e la sua visione di politica industriale. I gap competitivi, come il costo dell’energia e della logistica. La cattiva informazione dell’opinione pubblica sul reale valore della plastica, che alimenta pregiudizi e rende difficoltose le scelte Fonte: Studio Ambrosetti 12/2013 L’incidenza media del costo dell’energia elettrica sul fatturato per le aziende della manifattura di prodotti in plastica è pari al 6% e raggiunge il doppio (circa il 12%) nel caso delle aziende del riciclo e della selezione di rifiuti plastici. Efficienza Energetica le 7 priorità della Strategia Energetica Nazionale Fonte: Strategia Energetica Nazionale 03/2013 1 tep = 11630 kWh termici o 5348 kWh elettrici Efficienza Energetica approccio sistemico e miglioramento continuo energy policy pianifica nel tempo ..... - 8% senza monitoraggio e manutenzione - 12% senza regole e controllo mgmt review realizza ed opera audit controlla misura previeni e mantieni Fonte: White paper Frost & Sullivan “Energy Management for Industry” Efficienza Energetica le aree di intervento In generale, incrementi di efficienza possono ottenersi in due aree ben distinte sia dal punto di vista operativo che concettuale: 1. i servizi di stabilimento 2. il processo produttivo I servizi di stabilimento comprendono tutte le impiantistiche di supporto al processo; i risparmi energetici sui servizi di stabilimento sono così tipici che non è stato complesso pubblicare schede standardizzate per l’ottenimento di Certificati Bianchi, essendo le tipologie di impianto e gli algoritmi di calcolo dei risparmi sufficientemente prevedibili La seconda area di intervento in contesti industriali è quella del processo produttivo. In quest’area è molto più difficile la tipizzazione poiché i processi produttivi sono numerosi e diversi, così come le relative impiantistiche e le corrispondenti modalità gestionali. Efficienza Energetica i consumi nel processo di produzione delle plastiche Illuminazione, 6.2% Servizi ausiliari % ripartizione consumi energetici UTA, 6.0% produzione , 10.2% Centrale Frigorifera, 29.2% Confezionamento, 13.2% Macinazione, 14.0% Fonte: attività di audit su cliente Estrusione, 21.2% UTILIZZI Centrale Frigorifera Estrusione Macinazione Servizi ausiliari produzione Confezionamento UTA Illuminazione Totale % 29,2% 21,2% 14,0% 10,2% 13,2% 6,0% 6,2% 100,0% MWh 20.294 14.734 9.730 7.089 9.174 4.170 4.309 69.500 TEP 3.795 2.755 1.820 1.326 1.716 780 806 12.997 Efficienza Energetica le aree di intervento opportunità di risparmio energetico disponibili per qualunque branca produttiva area elettrica l’ottimizzazione del rifasamento e della sezione dei cavi, nonché l’uso di trasformatori a basse perdite; area termica l’uso di generatori ad alta efficienza (se possibile, a condensazione), la coibentazione delle tubazioni e il recupero completo delle condense; aria compressa l’uso di inverter sui motori elettrici accoppiati ai compressori, il recupero del calore di espulsione e l’uniformazione dei livelli di pressione; Illuminazione uso di sorgenti luminose ad alta efficienza (tubi fluorescenti T8, led, sodio a bassa pressione) e di programmi automatici di accensione regolazione spegnimento; impianto idrico uso di inverter sui motori accoppiati alle pompe e l’eliminazione di valvole e serrande grazie a ottimizzazioni gestionali. di natura trasversale della forza motrice ossia dei motori elettrici, passando da motori di tipo standard a motori di classe IE2 o IE3 Efficienza Energetica le aree di intervento Termoindurenti Stampaggio per compressione diretta Stampaggio per trasferimento Termoplastiche Colata Spalmatura Calandratura Stampaggio per iniezione Estrusione Estrusione in bolla Efficienza Energetica le aree di intervento Efficienza Energetica gestione virtuosa “good practices” il personale la reputa “solo aria” , non viene comunicata la perdita e non si Interviene Calcolo: ogni perdita sono circa 700 € all’anno, 30 perdite 21.000€ anno… Soluzione : ricerca perdita sulla linea, calcolo portata perdita, stima costo annuale perdita -> Intervento Correttivo Tempi : 2 giorni Costi Riparazione : 30 € a perdita Risparmi : 21000 € anno Lifelong Program : ripetizione periodica ricerca perdite e sistema di segnalazione Scopo: il personale tecnico di stabilimento comprende il valore dell’efficienza Efficienza Energetica interventi Lampade a LED Esempio : Sostituzione di lampade Fluorescenti 200W con lampade a LED 50 W con sensore di passaggio (funzionamento 10% quando sensore inattivo). Costo : 120 € HP: 8760 ore, LED 50% del tempo al 10% ( 5W) Beneficio: 200 – 50X50% - 5*50% = 186 Wh = 252€/anno cad. 100 lampade – spesa 12.000 € - risparmio annuo 25200€ Installazione in zone di passaggio, nessun rischio di sicurezza Efficienza Energetica interventi LightCatchers (sistema passivo “0 energia” automatizzato (brevettato ) cupola di luce intelligente che si intensifica continuamente, filtra ed ottimizza la luce del giorno impiegando tecnologia con sensori wireless, specchio motorizzato che assicura la quantità ottimale di luce al suolo. interagisce con l’impianto di illuminazione regolandolo automaticamente Edificio di produzione in Olanda superficie di 10.000 mq illuminata cinque giorni alla settimana con nuovi raccordi T5, siamo riusciti a spegnere le luci per il 85% delle ore di funzionamento; risparmi energetici annuali 350.000 kWh/anno Magazzino con scaffalatura industriale in Belgio grande spazio di 35.000 mq illuminata cinque giorni alla settimana, LightCatchers, ordinatamente distribuiti su i corridoi, sono stati inseriti in fase di progettazione. Il cliente non ha investito un centesimo. I LightCatchers forniscono fino al 92% della luce (con un minimo d'intensità luminosa di 200 lux): il risparmio ottenuto 600.000 kWh/anno . ......... ed è completamente finanziato Efficienza Energetica interventi Case Study : Sostituzione di Motore IE2 con Motore IE4 + Inverter. Ore funzionamento : 8300h Risparmio annuo : 140.000 kWh – 20.000 €/anno Certificati Efficienza Energetica = 1200 €/anno Investimento = 43.000 € Rientro Investimento = 2 Anni IRR 10 anni = 50% Efficienza Energetica interventi Case Study : 4 gruppi di pompaggio in parallelo, regolazione effettuata con strozzatura a valle tramite valvole farfalla o con regolazione ON - OFF Ipotesi: Installazione Inverters La portata è proporzionale al numero di giri N, la potenza assorbita è funzione del numero di giri N al cubo. Le leggi di affinità esprimono la relazione matematica fra portata, velocità di rotazione della pompa (giri/min), prevalenza e consumo energetico per le pompe centrifughe. Le leggi mostrano che anche una piccola riduzione della portata può avere come risultato grosse riduzioni dei consumi energetici. Le leggi sono la base del risparmio energetico. Q2 Q1 = N2 P2 N1 P1 = ⎛ N2 ⎞ ⎟ ⎜ ⎝ N ⎠ 1 2 HP 2 HP 1 = ⎛ N2 ⎞ ⎟ ⎜ ⎝ N ⎠ 1 3 Con Inverters -> riduzione energia assorbita al cubo Q = portata [m3/h] n = velocità della pompa [giri/min] H = prevalenza [bar] P = potenza [kW] Efficienza Energetica interventi Regolazione On - Off 75% carico Æ Tre pompe al 100% del carico; Utilizzato il 75% della potenza elettrica off on 100% on 100% on 100% Regolazione con inverters 75% CaricoÆ quatro giranti al 75% della velocità; (75%)^3 = 42% della potenza installata. Efficienza Energetica interventi Case Study : Recupero di calore da fumi camino per preriscaldo aria comburente bruciatore. Ore funzionamento : 2500h Potenza Recuperata 208kW – Gas Risparmiato 66.000 Sm3/anno Risparmio Annuo : 20.000 €/anno Certificati Efficienza Energetica = 15000 € /anno Investimento = 105.000€ Rientro Investimento = 3 Anni IRR 10 anni = 20% Efficienza Energetica le aree di intervento Efficienza Energetica le aree di intervento Il materiale è introdotto in granuli (2). Il calore prodotto da resistenze elettriche ne causa la fusione: il materiale allo stato pastoso è compresso in una vite senza fine (1) e forzato a passare attraverso la filiera (3) che riproduce la forma del pezzo che si vuole ottenere. Schema generale estrusore: 1. Vite 2. Tramoggia di carico 3. Filiera 4. Prodotto estruso Efficienza Energetica le aree di intervento STATO PRECEDENTE: la fusione è ottenuta attraverso fasce riscaldanti (resistenze elettriche): tali elementi lavorano sempre, non solo in avviamento, alla piena potenza, determinando un andamento a impulsi della temperatura attorno al “set point” impostato, con significativi sprechi di energia (da asportare con soffianti !!!). Costo intervento Saving Payback Difficoltà T (°C) quota di energia persa valore di temperatura settato andamento della temperatura della zona di estrusione non ottimizzata ottimizzata t0 t1 t2 t3 t4 tempo STATO OTTIMIZZATO: nella fase di mantenimento applicando una potenza elettrica pari al 30% in meno rispetto alla capacità nominale delle termoresistenze, il set-point è «inseguito» con più precisione ed efficienza. nb: i nuovi equipaggiamenti ad alta efficienza, catalogati secondo le “nuove direttive macchine” (EUROMAP 46.1 – 46.2 del Gennaio ’14) sono dotati di strumenti e modalità innovative come l’induzione Efficienza Energetica le aree di intervento sistema con inverter per la regolazione delle pompe delle presse ad iniezione STATO PRECEDENTE: Le presse ad iniezione sono azionate attraverso un circuito idraulico. Il circuito idraulico è realizzato attraverso una pompa funzionante al massimo della potenza per tutta la durata del processo. I flussi idraulici vengono modificati attraverso l’apertura/strozzatura di valvole. 9 inverter hanno permesso risparmio di 442.090 kWh riduzione di 317 tonnellate di CO2 risparmio di 50.840 € in bolletta A fronte di investimento totale di 65.416 € tempo di payback di 1,3 anni NPV a 5 anni pari a 168.284 € STATO OTTIMIZZATO: La velocità di rotazione delle pompe che azionano la presse è regolata da inverter che viene programmato opportunamente in base alle effettive necessità del ciclo di lavoro. Il sistema è composto da convertitore di frequenza a controllo vettoriale, tastiera e display per monitoraggio funzionamento installata sul frontale dell’armadio con grado di protezione IP54 con ventilazione forzata Descrizione BMB HB 1600 universale BMB MC 450 universale / PVC BMB MC 350 universale BMB MC 300 (ex 270) NYLON REAL PRESS 200 B/C REAL PRESS 200 B/C BMB MC 150 PVC BMB MC 350 BIMATERIA BMB KW 650 Utilizzo Saturaz. 49% 79% 78% 60% 71% 70% 74% 67% 67% Saving % 35% 38% 50% 41% 35% 35% 35% 35% 47% Saving €/anno 6.217 6.628 8.387 4.449 4.334 4.174 4.103 3.573 8.976 50.840 Costo sistema ESC (€) 14.850 6.599 6.599 5.241 5.997 5.997 3.717 6.599 9.817 65.416 Payback (anni) 2,39 1,00 0,79 1,18 1,38 1,44 0,91 1,85 1,09 1,3 fonte ABB Sace: produzione componeti plastica (Marostica) Efficienza Energetica SEN e strumenti di supporto Efficienza Energetica Titoli di Efficienza Energetica Certificati Bianchi sono istituiti dai Decreti 20 luglio 2004 e s.m.i. con i D.M. 21/12/07 e D.M. 28 dicembre 2012 I TEE sono emessi dal Gestore dei Mercati Energetici (GME) sulla base dei risparmi conseguiti e comunicati al GME dal (GSE). I TEE hanno un valore pari ad un tep e si distinguono nelle seguenti tipologie: 1. tipo I, risparmi di energia primaria attraverso interventi per la riduzione dei consumi finali di energia elettrica; 2. tipo II, attestanti il conseguimento di risparmi di energia primaria attraverso interventi per la riduzione dei consumi di gas naturale; 3. tipo III, attestanti il conseguimento di risparmi di forme di energia diverse dall'elettricità e dal gas naturale non destinate all'impiego per autotrazione 1 tep = 11630 kWh termici o 5348 kWh elettrici. il Punto Energia di Efficienza Energetica ESA Italia Srl P.IVA e C.F. 02485180182 Sede Legale Via Don Minzoni 43 27058 Voghera (PV) Sede Operativa Str. Com. Savonesa, 9 Rivalta Scrivia 15057 Tortona (AL) Tel: +39 389 0023491 +39 348 2632947 Fax: +39 0383 47771 Web: www.esa-italia.com Email: [email protected] PEC: [email protected] al PST
© Copyright 2026 Paperzz