Paper
zz
Explore Categories
Log in
Create new account
No category
il presente manuale viene usato a solo scopo dimostrativo, molte
Download
Report
LICEO DELLE SCIENZE SOCIALI “L
Brochure - MedicoCompetente.it
haccp 2014 - Dipartimento.net
vetrate di carta velina: l`albero estivo
l`albero primaverile - Laboratorio Interattivo Manuale
allegati per la cartelletta - Laboratorio Interattivo Manuale
DeliberaConsiglioIstituto - Istituto Istruzione Superiore "G
Scheda prodotto BioVale LIP
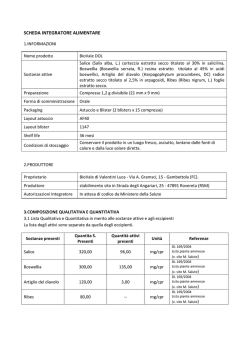
Scheda prodotto BioVale DOL
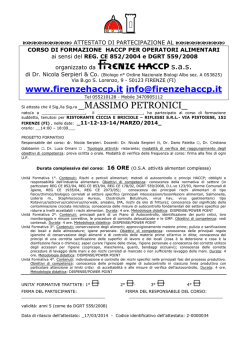
ATTESTATO DI PARTECIPAZIONE
© Copyright 2026 Paperzz
About Paperzz
DMCA / GDPR
Report