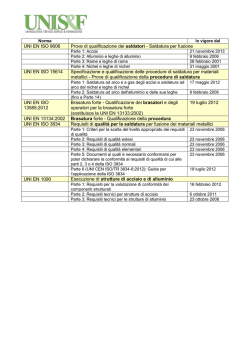
Elettrodi rivestiti SMAW per acciai da costruzione non legati fino a S355K2 Oggi, quasi il 70% delle saldature di acciai da costruzione non legati avvengono mediante saldatura MAG. Ciononostante la saldatura manuale con elettrodi continua a essere una soluzione molto diffusa. Nessun altro procedimento offre infatti al saldatore che lavora in cantiere maggiore flessibilità nella fonte di corrente e nella disponibilità di materiali di apporto. Campi d’impiego degli elettrodi rivestiti SMAW INFO PER L‘UTILIZZATORE | Non è pubblicità, siate cortesi e trasmetterlo alla technica La norma di riferimento degli elettrodi rivestiti SMAW per la saldatura di acciai da costruzione non legati è la EN ISO 2560, che li suddivide in 8 gruppi, in base al loro rivestimento. A: C: R: RR: RC: RA: RB: B: rivestimento acido, p.e. Phoenix SH Gelb rivestimento cellulosico, p.e. Fox CEL rivestimento al rutilo, p.e. Phoenix Grün (lamiera sottile) rivestimento al rutilo di grosso spessore, p.e. Fox ETI, UTP 611, Phoenix Rot R 160 S rivestimento rutil-cellulosico, p.e. Fox OHV rivestimento rutil-acido, p.e. Phoenix Rot AR 160 rivestimento rutil-basico, p.e. Fox EV 50-A, UTP 614Kb rivestimento basico, p.e. Fox EV 47, Fox EV 50 Anche se nella maggior parte dei casi si distingue fra elettrodo al rutilo o basico, di frequente si impiegano anche dei tipi misti, che presentano una grande versatilità di applicazione. Per scegliere il tipo di elettrodo più adatto a una determinata applicazione non bisogna però solo considerare le caratteristiche di saldatura, ma anche i valori di resistenza e tenacità. L’elettrodo di tipo misto più noto è quello a doppio rivestimento basico, p.e. Fox EV 50-A o UTP 614Kb, le cui caratteristiche di rivestimento lo fanno rientrare nella tipologia rutilbasica. Permette una saldatura eccellente in tutte le posizioni e presenta dei valori di resistenza sufficientemente elevati fino a S355 (St 52-3) e valori di tenacità abbastanza alti per temperature di servizio fino a –20°C. Oltre a quelli sopra indicati esistono molti altri elettrodi, che, per le loro caratteristiche particolari, vengono impiegati solo per determinate applicazioni. Il Fox OHV è per esempio uno straordinario elettrodo con rivestimento rutil-cellulosico con il quale si possono effettuare molto facilmente in cantiere dei punti di saldatura in posizione discendente. È abbastanza insensibile alla sovra saldatura di pezzi con ruggine incipiente e leggera pre-verniciatura. Il suo rivestimento pieghevole consente all’operatore di accedere anche ai punti più difficili. Per i pezzi che devono essere zincati dopo la saldatura e nei quali il cordone deve essere il meno visibile possibile, si usa di preferenza il Fox SPE. Il basso tenore di silicio (0,2%) fa sì che nel bagno di zinco si deposita sul cordone di saldatura solo un piccolo strato di zinco. Per le saldature d’angolo lunghe si dovrebbero utilizzare di preferenza elettrodi rivestiti al rutilo di grosso spessore. Per esempio il Fox ETI o l‘UTP 611. Se si vuole effettuare il lavoro con particolare celerità, si consiglia l’impiego di elettrodi ad alta performance, come il Phoenix Rot R 160 S. Rispetto a un Fox ETI questo tipo di elettrodo contiene nel suo rivestimento grosse quantità di polvere di ferro. Assieme al filo dell’elettrodo e la polvere di ferro fusa del rivestimento si ottiene un tasso di deposizione pari al 160%. Ciò significa che una saldatura d’angolo lunga 30 cm di un Fox ETI con il Phoenix Rot R 160 S si allunga del 60%, cioè arriva a 48 cm. Questo effetto può essere però anche capovolto. Se l’elettrodo viene saldato con una certa compressione, la saldatura d’angolo raggiunge forse solo i 30 cm, ma diventa anche più spessa. Ciò consente di evitare un secondo o addirittura terzo strato rispetto agli elettrodi standard a rivestimento rutilico, come il Fox ETI. Indipendentemente dall’applicazione di saldatura è necessario considerare quale acciaio deve essere saldato e quali proprietà meccaniche devono essere garantite a quali temperature di servizio. Così come per determinate temperature di servizio si devono impiegare determinati tipi di acciaio, anche l’elettrodo deve essere scelto in funzione della temperatura di servizio. Un pezzo saldato p.e. con un elettrodo a rivestimento rutilico può presentare una sufficiente tenacità a temperature estive, mentre se la temperatura scende sotto 0°C i cordoni di saldatura possono diventare porosi e spaccarsi in caso di sovrasollecitazione. Anche se la resistenza era sufficiente, il cordone non ha tenuto per insufficiente tenacità. In funzione della temperatura di impiego si consiglia, per le temperature inferiori a –20°C, di utilizzare un elettrodo a rivestimento interamente basico, come il Fox EV 50. Se con gli elettrodi rivestiti si vogliono saldare degli acciai meccanici ad elevato tenore di carbonio, come un E295 (St 50-2 / 0,3%C) o E335 (St 60-2 / 0,4%C), si dovrebbe invece ricorrere ai tipi speciali altamente basici, come il Fox EV 63. Non bisogna però dimenticare che tali tipi di acciaio devono essere debitamente preriscaldati (vedi flyer: Preriscaldare. Quando e quanto?). Dopo la saldatura, i cordoni di saldatura dovrebbero raffreddarsi lentamente, per evitare indurimenti nel e accanto al cordone di saldatura. Per realizzare i lavori di saldatura in modo sicuro, può essere opportuno procedere alla ricottura distesa dopo la saldatura. Se non è possibile un preriscaldamento sufficientemente elevato e/o una ricottura distesa dopo la saldatura, si consiglia di solito di saldare mediante un materiale di apporto austenitico. (Maggiori dettagli a riguardo nel flyer: “Saldatura degli acciai resistenti contro l’usura”. La tabella a tergo offre una panoramica dei diversi elettrodi rivestiti disponibili e del loro campo di impiego ottimale. 01.02 Elettrodi rivestiti SMAW per acciai da costruzione voestalpine Böhler Welding Schweiz AG Hertistrasse 15, Postfach, CH-8304 Wallisellen, T. +41 (0)44 832 88 55, F. +41 (0)44 832 88 58 Email: [email protected] / www.voestalpine.com/welding zertifiziert nach ISO 9001:2000 | Pagina 1 di 2 | Situazione: 2014-05-08 Elettrodi Tipi di rivestimento Campi di impiego consigliati Fox EV 50-A / UTP 614Kb Fox OHV Fox ETI / UTP 611 / Phoenix Rot R 160 S Fox HL 180 Ti Fox EV PIPE / Fox BVD RP / Fox SPE Fox CEL Fox ETI Fox SPE Fox OHV / Fox ETI Fox EV 63 Fox EV 50-A / UTP 614Kb Fox EV 50 Fox EV 60 Per un impiego universale nella fabbricazione, montaggio e riparazione. Saldabile in tutte le posizioni eccetto quella discendente. Per lavori di montaggio e per la saldatura dell’acciaio da costruzione in tutte le posizioni, inclusa quella discendente; anche in caso di ruggine incipiente e pre-verniciatura; rivestimento pieghevole. Per cordoni di saldatura lisci e senza incisioni marginali, con autorimozione della scoria; saldare preferibilmente in posizione orizzontale; ideale per saldature d’angolo lunghe e lisce. B / RB RC RR B / RB Per saldature della radice e per saldare tubi in posizione. Per la saldatura di tubi di pipeline in posizione discendente. Per la saldatura di lamiere sottili. Per i pezzi che devono essere zincati o smaltati dopo la saldatura. Per la saldatura di piccoli trasformatori (220 V) e per gli apparecchi di saldatura con una tensione protettiva di 42 V. Per la saldatura di acciai difficilmente saldabili a elevato tenore di carbonio, superiore allo 0,2% e per la saldatura di giunti di rotaia. Per i pezzi impiegati a temperature di servizio fino a max. –20°C. Per i pezzi impiegati a temperature di servizio da –20°C a max. –50°C. Per i pezzi impiegati a temperature di servizio da –50°C a max. –60°C. C RR RB RC / RR B B B B Fox ETI UTP 611 Phoenix Rot R 160 S Fox EV 50-A UTP 614 Kb UTP 614 Kb Fox EV PIPE Fox BVD RP Fox SPE 01.02 Elettrodi rivestiti SMAW per acciai da costruzione Fox EV 50 Fox EV 63 | Pagina 2 di 2 | Situazione: 2014-05-08 Queste informazioni sono indicative per l‘artigiano. Essi descrivono delle circostanze tecniche fondamentali semplificate e non sono esaustive. La garanzia delle qualifiche per ogni utilizzo/messa in opera richiede un accordo scritto anticipatamente. voestalpine Böhler Welding Schweiz AG Hertistrasse 15 | Postfach | CH-8304 Wallisellen | T. +41 (0)44 832 88 55 | F. +41 (0)44 832 88 58 | EMail: [email protected] | www.voestalpine.com/welding zertifiziert nach ISO 9001:2000
© Copyright 2026 Paperzz