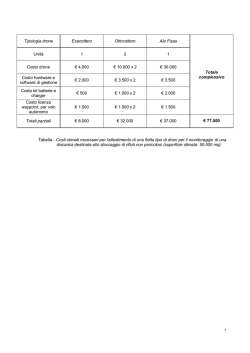
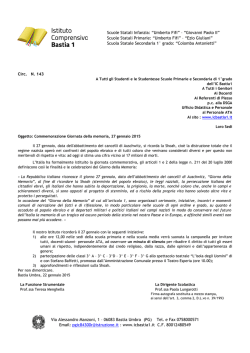
HYDROTECH ENGINEERING s.r.l. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 1 / 14 HYDROTECH ENGINEERING s.r.l. INTRODUZIONE Il percolato di discarica si forma quando l’acqua liscivia attraverso i rifiuti stoccati nella discarica. L’acqua può derivare dalla pioggia, da neve, essere contenuta nei rifiuti stessi o penetrare nella discarica se questa non è propriamente realizzata. Come l’acqua attraversa la discarica molti composti organici ed inorganici come metalli pesanti sono trasportati nel percolato. Questo si andrà a depositare sul fondo nella discarica. La quantità di percolato prodotto è direttamente legato alla quantità di precipitazioni del luogo e da come è gestita la discarica stessa. Anche la frazione liquida contenuta nei rifiuti influenza in modo significativo la quantità di percolato prodotto. La modalità realizzativa della discarica determinerà se il percolato andrà ad inquinare le falde acquifere ed il terreno intorno alla discarica. Nelle discariche realizzate recentemente un efficacie strato di isolamento idraulico è stato costruito in modo da limitare quantitativamente le infiltrazioni di percolato, è altresì chiaro che il percolato raccolto andrà raccolto e trattato efficacemente. Il percolato di discarica presenta quindi un rischio potenziale molto elevato. Se non viene gestito in modo appropriato può causare inquinamenti anche gravi di falde acquifere e suolo, può causare danni alla salute e influenzare l’ambiente circostante la discarica in modo grave. È importante quindi che il percolato sia raccolto e trattato in modo corretto tale da prevenire questi gravi rischi. . ESEMPIO DI IMPIANTO A MEMBRANE OSMOSI DOPPIO PASSAGGIO HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 2 / 14 HYDROTECH ENGINEERING s.r.l. L’ecosistema di uno scarico controllato presenta caratteristiche molto eterogenee, i microrganismi presenti interagiscono con i vari tipi di substrati disponibili e sono influenzati dai gradienti chimici dei composti organici e inorganici. Per capire al meglio i fondamenti della microbiologia e della biochimica che governano la decomposizione del rifiuto è bene riuscire ad interpretare e distinguere le diverse fasi in cui la decomposizione stessa si esplica. Sebbene la prima fase di stabilizzazione del rifiuto avvenga in ambiente aerobico, è la digestione anaerobica che domina il processo sia nella durata sia per il ruolo fondamentale che esercita nel processo di biostabilizzazione della matrice organica del rifiuto. Ancor prima che la cella della discarica sia completa, il rifiuto solido umido riceve svariati inoculi di batteri, attinomiceti e funghi, tramite l’apporto di idrometeore o la deposizione delle sostanze aerodisperse. Questi organismi si sviluppano con una velocità di reazione che dipende dalle condizioni ambientali già presenti nella discarica. La colonizzazione del substrato organico è influenzata dal tasso di umidità, dalla temperatura, dallo stato nutrizionale, dal pH, e dalla massa volumetrica del materiale presente. Il processo di biostabilizzazione dei rifiuti è sintetizzabile in quattro stadi: 1) STADIO AEROBICO Durante questa prima fase le proteine si degradano dapprima ad amminoacidi, quindi ad anidride carbonica, acqua, nitrati e solfati; i carboidrati si convertono a biossido di carbonio ed acqua e i grassi s’idrolizzano ad acidi grassi e glicerolo. Pertanto, il risultato dell’idrolisi è la solubilizzazione dei materiali in zuccheri, alcoli e lunghe catene di acidi grassi riducendo le dimensioni delle molecole organiche, e di fatto consentendo il trasporto attraverso le membrane cellulari dei microbi. La cellulosa, che costituisce la parte preponderante della frazione organica dei rifiuti, è degradata a glucosio, che è successivamente utilizzato dai batteri e convertito in CO2 e H2O. Questo stadio, data l’esotermicità delle reazioni d’ossidazione biologica, è caratterizzato dal raggiungimento di temperature elevate (60-70 °C).L’aumento della pressione parziale dell’anidride carbonica, che si dissolve in acqua formando un acido debole, oltre a diminuire il pH, può portare in soluzione altre sostanze minerali. Ne consegue che il percolato formatosi in questa prima fase è leggermente acido e normalmente mantiene un elevato contenuto di COD, anche per la presenza delle sostanze organiche parzialmente degradate. E’ bene comunque osservare che durante questa prima fase decompositiva, i quantitativi di percolato prodotto sono minimi, il rifiuto non ha ancora raggiunto la stabilizzazione idrologica, e il processo tende ad assorbire i liquidi presenti. 2) STADIO ANEROBICO NON METANIGENO Una volta consumato l’ossigeno, hanno inizio i processi biodegradativi come respirazione anaerobica. In questa fase i composti inorganici ossidati (nitrati e solfati) possono essere utilizzati come fonte di ossigeno. Durante questo stadio l’esotermicità della reazione è meno pronunciata rispetto allo stadio precedente. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 3 / 14 HYDROTECH ENGINEERING s.r.l. Una gran varietà di prodotti può formarsi dal substrato organico di partenza che è in genere costituito da acidi grassi, zuccheri ed amminoacidi. Dal glucosio si possono formare gli acidi organici volatili acetico, propionico e butirrico. Questi acidi e l’anidride carbonica disciolta, la cui formazione continua ad aumentare, accentuano le proprietà acide del percolato, il cui pH è generalmente compreso tra 5,5 e 6,5. A differenza del metabolismo aerobico durante il quale la conversione della materia organica è quasi sempre portata a termine da un’unica specie di batteri, il metabolismo anaerobico richiede diversi tipi di popolazioni batteriche, ciascuna delle quali ossida parzialmente una determinata classe di composti. Queste prime due fasi si concludono in un lasso di tempo di 5,7 mesi. 3) STADIO ANAEROBICO METANIGENO INSTABILE In questa fase ha inizio il processo di decomposizione anaerobica metanigena, durante la quale i metanigeni, classe batterica molto eterogenea, convertono la sostanza organica parzialmente degradata in CH4 e CO2. Durante questa fase si verifica la conversione in acido acetico delle lunghe catene di acidi grassi volatili. In conseguenza del consumo di acidi organici, diminuisce la concentrazione di COD nel percolato, il cui pH aumenta fino ad avvicinarsi alla neutralità. Questo comportamento porta ad una riduzione dell’aggressività chimica del percolato e ad una diminuzione delle concentrazioni dei composti inorganici (a causa dell’influenza del pH sulla solubilità). A seguito del consumo di substrati solubili, la produzione di metano dai rifiuti diventa dipendente dall’idrolisi della cellulosa, la quale peraltro contiene la più alta quantità di carbonio effettivamente biogassificabile. La percentuale di metano nella miscela gassosa cresce progressivamente, e pertanto diminuisce la pressione parziale dell’anidride carbonica. Questa terza fase, caratterizzata dal progressivo aumento della frazione volumetrica costituita da metano, dura per un lasso di tempo che va da 3 mesi ad un anno. 4) STADIO ANAEROBICO METANIGENO STABILE Il processo di trasformazione anaerobica della materia organica biodegradabile raggiunge l’equilibrio con frazioni volumetriche costanti di metano e biossido di carbonio. Le equazioni sintetizzano le funzioni esplicate dai metanigeni. La percentuale di metano è piuttosto variabile, tuttavia compresa in un range del 45-65%. CONCLUSIONI Come emerge dall’analisi del processo di formazione descritto nel paragrafo precedente la qualità del percolato presenta variazioni rilevanti da caso a caso e nel tempo. Oltre alla composizione ed alle caratteristiche chimico-fisiche dei rifiuti, i fattori che maggiormente influenzano la composizione del percolato sono l’età della discarica e quindi il grado di stabilizzazione della sostanza organica, e il bilancio idrico che ha condotto alla formazione di percolato. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 4 / 14 HYDROTECH ENGINEERING s.r.l. Nella tabella seguente vengono riportati gli intervalli di variabilità dei principali parametri chimico-fisici ottenuti dall’esame dei dati raccolti in discariche localizzate in Europa. Il range dei valori con cui si presentano i vari elementi chimici per le differenti discariche è abbastanza ampia. Le ragioni di una tale differenziazione, pur trattandosi di valori riferiti tutti a discariche per rifiuti solidi urbani, sono le seguenti: • differenze nell’età dei rifiuti presenti in discarica, con conseguente differenziazione dello stadio di avanzamento in cui si trova il processo di biostabilizzazione • differenze nell’analisi merceologica del rifiuto stoccato • differenti condizioni meteoclimatiche in cui sono collocati i siti di stoccaggio; differenti modalità di gestione della discarica. Parameter U.M. COD BOD5 PH NH4-N TKN Alcalinity AOX Ca Mg Na K Mn Fe Cl CN SO4 PO4 P-tot. Cu Zn Ar Cd Co Cr Phenols Hg Ni Pb mg/l mg/l mg/l mg-N/l mg CaCO3/l µgCl/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l µg/l mg/l µg/l µg/l µg/l µg/l mg/l µg/l µg/l µg/l HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 MIN MAX 150 100 5,3 1 50 300 320 10 50 50 10 0,4 0,4 30 0,04 10 0,3 0,1 4 0,05 5 0,5 4 30 0,04 0,2 20 8 100.000 90.000 8,5 3.000 5.000 11.500 3.500 2.500 1.150 4.000 2.500 50 2.200 4.000 90 1.200 25 30 1.400 170 1.600 140 950 1.600 44 170 2.050 1.020 [email protected] 5 / 14 HYDROTECH ENGINEERING s.r.l. CARATTERISTICHE DEL PROCESSO : Date le caratteristiche chimiche del percolato descritte nelle pagine precedenti, i processi di trattamento del percolato dovranno avere le seguenti caratteristiche: ⇒ Flessibilità: in modo da potersi adattare a caratteristiche di esercizio molto diverse in tempi molto rapidi. ⇒ Efficienza: il carico inquinante del percolato di discarica, specie per taluni parametri (COD e ammoniaca in primis) obbliga alla scelta di tecnologie avanzate ad altissima efficienza per raggiungere gradi di abbattimento degli inquinanti anche del 99,5-99,9%. ⇒ Modularità: per poter essere installato in tempi rapidi ed eventualmente potersi adattare alle variazioni di capacità richieste, dovute all’incremento dimensionale della discarica stessa o a mutevoli condizioni ambientali che si possono venire a verificare (per esempio diversa quantità e qualità di percolato prodotto fra inverno ed estate). ⇒ Elevato grado di automazione e controllo: l’inevitabile complessità del processo e della tecnologia da adottare per il trattamento, richiede un elevato grado di automazione della tecnologia, in modo che questa possa continuamente adattarsi alla caratteristiche del percolato in ingresso ed in modo da poter monitorarne in modo continuo le performance e anticipare eventuali problemi gestionali che potessero sorgere. ⇒ Costi di gestione: la tecnologia applicata dovrà garantire costi di gestione contenuti, specialmente per quello che riguarda l’efficienza energetica, cioè il consumo di energia specifico per quantità di percolato trattato. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 6 / 14 HYDROTECH ENGINEERING s.r.l. PROCESSO DI TRATTAMENTO HYDROTECH ENGINEERING SRL: Il processo di trattamento sviluppato da Hydrotech Engineering S.r.l. per il trattamento di reflui speciali come il percolato di discarica e per il recupero delle acque di scarico in applicazioni industriali è costituito principalmente dalle seguenti tre tecnologie di trattamento: 1) PRE-TRATTAMENTI: se il carico organico e di solidi sospesi iniziale è molto elevato un pre-trattamento di tipo chimico fisico tradizionale o biologico, è auspicabile al fine di migliorare l’efficienza del processo nel suo complesso o per arrivare a raggiungere performance di rimozione degli inquinanti molto elevati. 2) ULTRAFILTRAZIONE (UF) la tecnologia dell’UF tangenziale tubolare per mette di filtrare il refluo con un grado di filtra zione pari a 15-30nm circa. Tale processo porta ad un abbattimento totale dei solidi so spesi e colloidali e della carica batterica, pret rattamento necessario per permettere alla o smosi inversa di lavorare correttamente sulla carica inquinante disciolta. Membrane di UF del tipo tubolare Spettro esemplificativo dei diversi gradi di filtrazione per le tecnologie a membrane HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 7 / 14 HYDROTECH ENGINEERING s.r.l. CONFIGURAZIONE IMPIANTI UF HYDROTECH ENGINEERING SRL Le membrane di UF sono disponibili in un ampio range di materiali e conformazioni geometriche differenti; Hydrotech Engineering S.r.l. ha sviluppato la tipologia di impianti compatti serie BP (Bio Pulse), utilizzando la tecnologia delle membrane tubolari, particolarmente adatte a trattare acque cariche. Hydrotech Engineering S.r.l. può proporre impianti di UF realizzati con tubo da 5 fino a 10mm di diametro interno per applicazioni con acque con alta concentrazione di solidi sospesi. Le membrane utilizzate sono realizzate principalmente in PVDF composito con poliammide di rinforzo per le sue buone proprietà chimiche che lo rendono adatto anche a processi di lavaggio spinti. CARATTERISTICHE PRINCIPALI UNITA’ DI ULTRAFILTRAZIONE BP: ⇒ Grande efficienza energetica fino anche 1,5-2,2kWh/m3 ⇒ Singola unità compatta montata su skid e pre-collaudata in officina fino a 500m3/d di acqua trattata. ⇒ Elevato livello di automazione controllo del processo ⇒ Elevato livello di qualità di tutti i materiali e componenti utilizzati ⇒ Elevata flessibilità nelle possibili configurazioni di membrane utilizzabili e nelle procedure di lavaggio chimico delle membrane. Impianto di UF mod. HT 300 BP_S 300m3/d HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 8 / 14 HYDROTECH ENGINEERING s.r.l. 3) OSMOSI INVERSA (RO) Il fenomeno dell’osmosi inversa avviene quando acqua pura fluisce attraverso una membrana detta semipermabile, da una soluzione a concentrazione salina elevata, ad una soluzione a concentrazione salina più bassa per effetto di un gradiente di pressione applicato alla sezione ad alta concentrazione. Il fenomeno, che è naturale, è illustrato nella figura sottostante. Una membrana semipermeabile è inserita fra i due comparti ad alta e bassa concentrazione di sostanze in soluzione. Semi permeabile significa che la membrana è permeabile ad alcune sostanze, come l’acqua e non è completamente permeabile ad altre sostanze come ad esempio i sali in soluzione. Applicando quindi una certa pressione sul lato concentrato, si potrà invertire il naturale fenomeno che tenderà a diluire la soluzione concentrata, andando a far permeare l’acqua attraverso la membrana verso la soluzione diluita, concentrando quindi i sali e le sostanze disciolte sul lato concentrato. La tecnologia dell’osmosi inversa è ora largamente riconosciuta come il più efficace ed economico sistema di ottenimento di acqua pura da fonti di approvvigionamento diverse, come ad esempio acque salmastre, acque di mare o acque di processo per il loro riutilizzo. Nel caso del trattamento del percolato di discarica l’utilizzo di questa tecnologia permette, con i più bassi consumi energetici, di andare a separare i microinquinanti in esso presenti in elevatissime concentrazioni e di ottenere rese di purificazione elevatissime. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 9 / 14 HYDROTECH ENGINEERING s.r.l. Come si vede difatti dal diagramma riportato, il grado di filtrazione garantito dalle membrane ad osmosi (detto taglio molecolare), permette di andare a filtrare anche i composti a più basso peso molecolare: ioni metallici, sali in soluzione, molecole organiche con peso molecolare inferiore a circa 100Dalton. Questa caratteristica applicata al percolato di discarica garantisce rese di depurazione non raggiungibili con nessuna altra tecnologia. Per esempio il COD del permeato è solitamente inferiore a 100ppm e si possono raggiungere livelli di concentrazione di ammoniaca di poche parti per milione, partendo da valori superiore al migliaio. Limite di questa tecnologia è il fatto che la concentrazione di sostanze in soluzione che si riesce a realizzare (grado di concentrazione) è proporzionale alla pressione applicata. Oltre certi limiti dettati dalla struttura delle membrane stesse non si può andare. Il diagramma riportato dimostra che una volta raggiunta una concentrazione di solidi disciolti di circa 8% (pari ad una pressione di esercizio di 70 bar), se si vuole concentrare ancora la soluzione di partenza è necessario passare alla tecnologia della evaporazione. Impianto di osmosi inversa a triplo stadio di concentrazione 40000l/h HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 10 / 14 HYDROTECH ENGINEERING s.r.l. CONFIGURAZIONE IMPIANTI OSMOSI INVERSA HYDROTECH ENGINEERING SRL Le membrane di RO sono disponibili oggi in formato standard con la membrana attiva realizzata in poliammide con conformazione definita a spirale avvolta. Questa conformazione garantisce la massima superficie specifica, diminuendo i costi di investimento per la realizzazione dell’impianto. Questa tipologia di membrane necessita però di un efficace pretrattamento in quanto non possono lavorare con presenza di solidi sospesi, anche a concentrazione molto bassa. Grazie all’efficace pretrattamento di UF sviluppato, questo problema non sussiste per gli impianti realizzati con tecnologia Hydrotech Engineering S.r.l.. Le membrane utilizzate saranno del tipo SW, cioè con il grado di filtrazione massimo. Al fine di massimizzare l’efficienza energetica del sistema Hydrotech Engineering S.r.l. ha sviluppato la serie di impianti denominati TS, a triplo stadio di concentrazione in serie. Cioè la concentrazione del percolato non avviene in un unico stadio di concentrazione alla pressione massima (massimo consumo energetico) ma in più stadi sequenziali a pressione crescente e portata di concentrato decrescente. CARATTERISTICHE PRINCIPALI DELLE UNITA’ OSMOSI INVERSA HT: ⇒ Grande efficienza energetica grazie alla tecnologia della concentrazione multi stadio sequenziale Hydrotech Engineering S.r.l.. ⇒ Singola unità compatta montata su skid e pre-collaudata in officina fino a 1000m3/d di acqua trattata. ⇒ Elevato livello di automazione controllo del processo. ⇒ Elevato livello di qualità di tutti i materiali e componenti utilizzati. Impianto di RO mod. HT 5000 TS 5000l/h containerizzato per il trattamento del percolato di discarica Impianto completo di CIP automatico ⇒ Elevata flessibilità nelle possibili configurazioni di membrane utilizzabili e nelle procedure di lavaggio chimico e recupero delle membrane. ⇒ Possibilità di installare più passaggi di filtrazione per avere rendimenti depurativi superiori. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 11 / 14 HYDROTECH ENGINEERING s.r.l. HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 12 / 14 HYDROTECH ENGINEERING s.r.l. CARATTERISTICHE DEL PROCESSO Non si possono a priori definire delle performance valide per ogni impianto di trattamento, specie per il percolato di discarica che, come mostrato, ha una grande variabilità di caratteristiche . Possiamo qui di seguito però riportare alcuni parametri di esempio relativi alla ipotesi di impianto riportata nello schema a blocchi della pagina precedente. Si noti come il refluo ipotizzato all’ingresso presenta un elevatissimo carico inquinante. PARAMETRO VALORE U.M. Resa di abbattimento del COD 99,40 % Resa di abbattimento del BOD 99,20 % Resa di abbattimento dell’Ammoniaca 99,50 % Rapporto di recupero del processo 92-94% % (concentrato prodotto / percolato in ingresso) Consumo energetico specifico complessivo 12,0-16,0 Kwh/m3 Consumo energetico specifico sezione di UF 1,5-3,0 Kwh/m3 Consumo energetico specifico sezione di RO 4,5-7,0 Kwh/m3 Consumo energetico specifico sezione di evaporazione 6,0-8,0 Kwh/m3 Concentrazione solidi disciolti totale refluo in ingresso 1,5-2,0 % Concentrazione di solidi totale concentrato 18-20 % L’abbattimento dei metalli pesanti è sempre quantitativo, cioè prossimo al 100% HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 13 / 14 HYDROTECH ENGINEERING s.r.l. Impianto di RO mod. HT 100000 TS 100 m3/h Triplo stadio di concentrazione ad altissimo grado di concentrazione (80bar sull’ultimo stadio) HYDROTECH ENGINEERING s.r.l. Via del Lavoro, 8 35030 Bastia di Rovolon (PD) Italia Tel +39 049 9913630 - Fax +39 049 9914032 [email protected] 14 / 14
© Copyright 2026 Paperzz