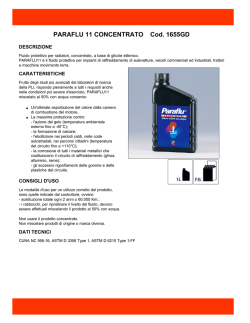
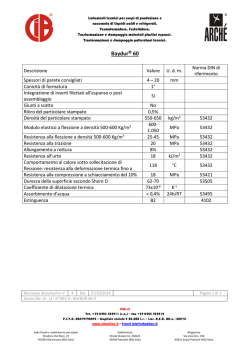
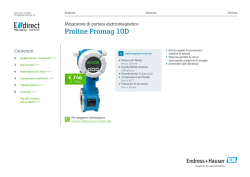
VARIABILI CARATTERISTICHE DEI PROCESSI PRODUTTIVI IN AMBITO FARMACEUTICO I processi produttivi in ambito farmaceutico si compongono di una articolata sequenza di operazioni che includono complesse trasformazioni fisiche e chimiche della materia. Allo scopo di garantire un attento controllo delle condizioni operative di processo che consenta di conseguire le specifiche qualitative e quantitative dei prodotti finali desiderati nonché di rispondere alle esigenze di sicurezza (industriale e degli ambienti di lavoro) e di salvaguardia ambientale, è fondamentale la definizione delle variabili che caratterizzano il processo stesso. Pressione La pressione è il rapporto tra la forza esercitata su una superficie e l’area della superficie stessa. Nel Sistema Internazionale l’unità di misura della pressione è il pascal (Pa): 1 = 1 . Se consideriamo un fluido (gas o liquido) contenuto in un serbatoio o in flusso attraverso una tubazione e immaginiamo che sulla parete venga praticato un foro di area A, F (N) 2 A (m2) A (m ) F (N) 2 P (N/m ) 2 P (N/m ) la pressione del fluido può essere definita come rapporto F/A, dove F è la minima forza che deve essere esercitata sula superficie del foro di area A per evitare la fuoriuscita del fluido. Si immagini altresì una colonna verticale di fluido di altezza h (m) e di sezione trasversale uniforme A (m2). Se sulla sommità della colonna si esercita una pressione P0, la pressione P alla base della colonna – denominata pressione fluidostatica (idrostatica se il fluido è acqua) – è: P = P0 + ρgh con P e P0 espressi in N/kg, ρ in kg/m3, h in m e g (accelerazione di gravità) pari a 9,807 N/kg 2 P0 (N/m ) A (m2) 2 P (N/m ) h (m) densità del fluido ρ (kg/m3) 1 e cioè la pressione sulla sommità cui si aggiunge la pressione dovuta alla forza peso della colonna di fluido. Si può osservare come la pressione fluidostatica non dipenda dall’area della superficie su cui la forza è esercitata, ovvero non dipenda dalla massa del fluido, bensì solo dall’altezza della colonna. La pressione è pertanto una variabile intensiva. Per quanto sopra, la pressione può essere anche espressa in termini di altezza di uno specifico fluido, ovvero come l’altezza di un ipotetica colonna di fluido che eserciterebbe alla sua base la pressione data essendo P0 pari a zero: ℎ= La pressione atmosferica è la pressione di una colonna di aria la cui base è posta in corrispondenza del punto di misura. La pressione atmosferica misurata sul livello del mare corrisponde ad una altezza di colonna di mercurio pari a 760 mm. A questo valore di pressione è stata assegnata l’unità di misura di 1 atmosfera (barometro di Torricelli). 1 atmosfera = 760 mmHg = 1,01·105 Pa essendo ρHg=13.600 kg/m3 (verificare) 1 atmosfera = 760 mmHg = 10,4 m H2O (verificare) La pressione dei fluidi nelle apparecchiature industriali di processo può essere espressa in termini assoluti o relativi in riferimento alla pressione atmosferica. La pressione assoluta è la pressione del fluido come sopra definita, mentre la pressione relativa è la differenza tra la pressione assoluta del fluido nell’apparecchiatura e la pressione atmosferica (che insiste sulla superficie esterna dell’apparecchiatura): Passoluta = Prelativa + Patmosferica Ai fini del controllo e della sicurezza dei processi, il parametro pressione relativa è molto importante per stabilire se il fluido all’interno dell’apparecchiatura si trova ad una pressione superiore, uguale o inferiore alla pressione dell’ambiente esterno all’apparecchiatura. Se infatti Prelativa > 0 si ha che la pressione del fluido all’interno dell’apparecchiatura è superiore alla pressione esterna (apparecchiatura in pressione), se invece Prelativa < 0 la pressione del fluido è inferiore alla pressione esterna (apparecchiatura in depressione o sotto vuoto). Nel caso di apparecchiature in pressione (tubazioni, serbatoi , reattori, ecc.) ogni elemento costruttivo (spessore delle pareti dell’apparecchiatura, sistemi di tenuta, ecc.) e ogni procedura deve tenere conto che, nel caso di malfunzionamento e/o rottura, si avrà fuoriuscita del fluido verso l’ambiente esterno all’apparecchiatura con le associate conseguenze (impatto sulla sicurezza e salute degli operatori, sull’ambiente, sulla sicurezza dell’intero impianto produttivo). Nel caso di apparecchiature sotto vuoto invece si avrà la contaminazione e/o compromissione delle 2 apparecchiature di processo a causa dell’ingresso di aria ambiente all’interno delle apparecchiature stesse. Misuratori industriali di pressione Per quanto detto sopra, ogni apparecchiatura di processo è equipaggiata con sistemi di misurazione della pressione al fine di garantire un controllo costante di questa variabile di processo. I misuratori di pressione si basano su tre principali fenomeni fisici: 1. variazione di altezza di liquido, 2. deformazione di un elemento elastico, 3. variazione di una grandezza elettromagnetica. Variazione di altezza di liquido: i manometri Il manometro consiste in un tubo parzialmente riempito di liquido di densità nota. Quando le estremità del tubo vengono esposte a pressioni diverse, il livello del fluido si innalza sul ramo a contatto con la pressione inferiore e nella stessa misura si abbassa sul ramo a pressione più elevata. La differenza di pressione può essere misurata dal dislivello ed espressa direttamente in altezza di colonna di liquido o, tramite conversione, in Pa. Manometro aperto (misure di pressione relativa) Manometro chiuso (misure di pressione assoluta) I manometri si impiegano generalmente: • nel campo delle basse pressioni relative (10-1500 mmHg) • quasi esclusivamente per gas e vapori • come indicatori locali e di fatto non utilizzati in schemi di controllo automatico Quando si devono rilevare valori di pressione relativa molto piccoli si impiegano fluidi di bassa densità (a parità di pressione l’altezza di colonna dovrà essere maggiore e quindi meglio osservabile e misurabile) e manometri inclinati per amplificare la scala di lettura. 3 Deformazione di un elemento elastico: i manometri (molle) Bourdon In questa seconda categoria rientrano i dispositivi basati sulla misura di deformazione di un elemento elastico a seguito dell’azione di forze di pressione. Sono in genere basati su macrodeformazioni. I manometri Bourdon sono più comuni, ma vi rientrano anche i misuratori a soffietto e a diaframma. I manometri Bourdon consistono in un tubo cavo elastico chiuso ad una estremità e piegato a forma di arco di circonferenza; l'estremità aperta del tubo è esposta al fluido di cui si vuol misurare la pressione, mentre l’estremità chiusa è libera di spostarsi per effetto dello sforzo di deformazione originato dalla pressione del fluido interno. Un meccanismo trasferisce lo spostamento dell’estremità libera ad un cursore che ruota su una scala graduata indicando il valore della pressione. 4 Anche questi misuratori vengono generalmente impiegati come indicatori di pressione per il monitoraggio e il controllo locale. Variazione di una grandezza elettromagnetica: i trasduttori Nei trasduttori si sfrutta l’effetto della pressione sulla micro-deformazione di un elemento elastico (filamento, diaframma) la quale, a sua volta, porta ad una variazione di una proprietà elettrica (capacità, resistenza, induttanza, frequenza) che dà origine al segnale. Questi misuratori si prestano alla trasmissione del segnale per il controllo in automatico delle condizioni di processo. Link al video: http://www.it.endress.com/it/Strumentazione-su-misura/Misura-di-pressione 5 Temperatura La temperatura è una variabile intensiva che è la misura dell’energia posseduta dalle molecole che costituiscono la data porzione di materia. Poiché questa energia non può essere misurata direttamente, si fa ricorso alla misurazione di alcune proprietà fisiche della materia che sappiamo essere dipendenti dalla temperatura e, attraverso queste, si perviene indirettamente al suo valore. Misuratori industriali di temperatura Le proprietà cui si fa ricorso e, conseguentemente, i dispositivi per la misurazione della temperatura basati su queste, includono la resistenza elettrica di un conduttore o di un semiconduttore (termometri a resistenza e termistori), il voltaggio alla giunzione di due metalli diversi (termocoppie), emissione di radiazioni elettromagnetiche (pirometri), e volume di una quantità finita di fluido (termometri a liquido in colonnina di vetro, termometri ad espansione di gas con meccanismo tipo Bourdon). Termoresistenze (RTD) Materiali: Pt, Ni, Cu Campo di misura: -200-750°C Termistori (NTC) Anziché un conduttore metallico, presentano come sensore un semiconduttore, generalmente ottenuto da miscele di ossidi metallici sinterizzati (ad es. ossido di Mn). 6 Termocoppie (TC) La termocoppia sfrutta il fenomeno Seebeck secondo il quale in un circuito formato da due conduttori di natura differente, sottoposto a un gradiente di temperatura, si instaura una differenza di potenziale. Una termocoppia, quindi, è costituita da una coppia di conduttori elettrici di diverso materiale uniti tra loro in un punto. Questa giunzione è convenzionalmente chiamata giunto caldo ed è il punto posto a contatto con il corpo di cui si vuo misurare la temperatura. L'altra estremità, costituita dalle estremità libere dei due conduttori, è convenzionalmente chiamata giunto freddo. Quando esiste una differenza di temperatura tra la zona del giunto caldo e la zona del giunto freddo, si può rilevare una differenza di potenziale elettrico tra le estremità libere della termocoppia in corrispondenza del giunto freddo. Tale valore di potenziale elettrico è funzione diretta della differenza di temperatura, secondo una legge non lineare. Nella pratica, ad esempio negli impianti industriali, la termocoppia è inserita all'interno di una guaina di protezione che penetra all'interno dell'apparecchiatura della quale si vuole misurare la temperatura. Subito all'esterno, i due conduttori sono connessi ad una morsettiera di porcellana contenuta dentro una testina di protezione. Da questo punto, altri due conduttori elettrici di metallo uguali a quelli della termocoppia (cavi di termocoppia) prolungano il collegamento elettrico fino ad una sala controllo centralizzata, e vengono collegati alla morsettiera di uno strumento indicatore o registr atore di temperatura. In base alla coppia di metalli impiegati si ha una classificazione standard internazionale sia per la sigla delle diverse termocoppie che per i colori dei cavi. 7 Le principali scale di temperatura sono la scala Celsius (o centigrada) e la scala Fahrenheit. Entrambe assumono come temperature di riferimento quella di congelamento e di ebollizione dell’acqua: nella scala Celsius le due temperature sono poste, rispettivamente, pari a 0 e 100°C mentre nella scala Fahrenheit a 32 e 212°F. Le scale Kelvin (K) e Rankine (R) sono scale di temperatura assolute (pongono cioè lo zero della scala allo zero assoluto); il grado Kelvin ha la stessa ampiezza del grado Celsius e il grado Rankine la stessa ampiezza del grado Fahrenheit. Ne discendono le relazioni di conversione: T(K)=T(°C)+273,15 T(R)=T(°F)+459,67 T(R)=1,8T(K) T(°F)=1,8(°C)+32 Composizione chimica La maggior parte delle correnti materiali di interesse dell’industria chimica farmaceutica sono miscele di più sostanze. Poiché le proprietà delle miscele dipendono fortemente dalla loro composizione chimica, è fondamentale conoscere le diverse modalità attraverso le quali questa può essere espressa nonché le metodologie e le strumentazioni per la determinazione (analisi) della composizione. Questo aspetto è già stato esaurientemente affrontato nei corsi propedeutici, di seguito si riporta un sintetico richiamo. La concentrazione è una variabile di processo intensiva. Frazione (percentuale) massiva e molare, peso molecolare medio Frazione massiva = , , . Frazione molare = , , . La percentuale in massa di A è 100xA e la percentuale in moli di A è 100yA. 8 Peso molecolare medio (dalle frazioni molari) = ! ! + # # + ⋯ = ∑ Peso molecolare medio (dalle frazioni massive) ! & ' ' ' = &( + & + ⋯ = ∑ &) ( ) Concentrazioni Concentrazione massiva: massa del componente i-esimo per unità di volume di miscela (g/cm3, kg/m3, ecc.). Concentrazione molare: moli del componente i-esimo per unità di volume della miscela (moli/cm3, kmoli/m3, ecc.); la molarità è la concentrazione molare espressa in moli/litro. Parti per milione e parti per miliardo: sono le unità di misura impiegate per esprimere la concentrazione di specie presenti in miscela solo in piccole quantità (tracce). Nel caso di miscele liquide sono generalmente riferite a rapporti massivi, mentre per le miscele gassose a rapporti molari. Indicano quante parti (grammi o moli) della specie i-esima sono presenti su un milione (parti per milione, ppm) o un miliardo (parti per miliardo, ppb) di parti (grammi o moli) della miscela. Massa e Volume Massa e volume sono variabili di processo estensive. La densità di una sostanza è data dal rapporto tra la massa e il volume della sostanza stessa. Essa è espressa in kg/m3, g/cm3, lbm/ft3, ecc. La densità è una variabile intensiva, il cui valore cioè non è proporzionale alla massa della sostanza. La densità dei solidi e dei liquidi è essenzialmente indipendente dalla pressione e varia debolmente con la temperatura. Il volume specifico di una sostanza è il volume occupato dall’unità di massa della sostanza stessa: è l’inverso della densità. Il peso specifico di una sostanza è dato dal rapporto tra la densità ρ della sostanza e la densità ρref di una sostanza di riferimento in condizioni definite: SG (specific gravity) = ρ/ρref Il riferimento più comunemente adottato per esprimere il peso specifico di liquidi e solidi è l’acqua a 4,0°C: ρH2O(l)(4°C) = 1,000 g/cm3 1000 kg/m3 62,43 lbm/ft3 9 Si osservi come la densità di un liquido o di un solido in g/cm3 sia numericamente uguale al valore del suo peso specifico il quale, per definizione, è adimensionale. Densità di solidi e liquidi Le densità di numerose sostanze pure, miscele e soluzioni di solidi in liquidi possono essere reperite in letteratura (ad es. Perry’s Chemical Engineers’ Handbook). Per un certo numero di sostanze pure e miscele sono fornite le densità per diversi valori di temperatura. In assenza di dati di letteratura sono disponibili correlazioni empiriche che forniscono una stima della densità, a diverse temperature, in base ad alcune proprietà dei componenti puri e, nel caso di miscele, della composizione (ad es. R.C. Reid, J.M. Prausnitz, B.E. Poling, The properties of gases and liquids, McGraw Hill). Qualora non fossero disponibili dati o correlazioni di letteratura o fosse richiesta una accuratezza maggiore di quella conseguibile tramite stima, si rende necessario ricorrere a misure sperimentali. Nel caso di un miscela di n liquidi, ad esempio, in assenza di dati di letteratura è possibile stimare la densità a partire dalla composizione della miscela e dalle densità dei componenti puri: + 1 =* ,! dove xi è la frazione in massa e ρi la densità del componente i-esimo. Questa correlazione presuppone l’additività (conservazione) dei volumi dei singoli componenti. Alternativamente, è possibile calcolare la densità della miscela come media ponderata delle densità dei componenti puri: + = * ,! A seconda della miscela, la stima della densità potrà essere più accurata se effettuata con una correlazione piuttosto che con l’altra. In generale, l’assunzione dell’additività dei volumi correla più accuratamente miscele di componenti aventi struttura molecolare simile (ad esempio una miscela di idrocarburi saturi lineari di peso molecolare simile). Densità di aeriformi Per lo stato aeriforme la densità mostra una forte dipendenza sia dalla pressione che dalla temperatura. Nel caso di comportamento ideale (P-. =RT) la densità è data da: = = /0 -. dove 10 -. è il volume specifico molare del gas (ad es. litri/mole) è il peso molecolare medio del gas P la pressione e T la temperatura del gas Nel caso di comportamento non ideale, è necessario fare ricorso ad equazioni di stato più complesse che sono in grado di descrivere più accuratamente il comportamento del gas. Mediante tali equazioni si ricava il volume specifico molare del gas -. e quindi la densità. L’equazione di stato viriale troncata al secondo termine: -. 1 = 1+ /0 -. con 1 = 234 54 617 + 81! 9, 17 = 0,083 − 7,>## 3?(,@ , 1! = 0,139 − 7,!B# 3?C, e Tr =T/Tc (temperatura ridotta) essendo Tc e Pc la temperatura e la pressione critica del gas e ω il fattore acentrico di Pitzer. Sia i parametri critici che i valori del fattore acentrico sono reperibili in letteratura (ad es. Reid et al. già citato). L’equazione di stato viriale descrive con maggior accuratezza il comportamento di specie apolari, caratterizzate da un fattore acentrico tendente a zero. Nel caso in cui l’equazione venga utilizzata per ricavare il volume specifico molare del gas -. , occorre risolvere un’equazione di secondo grado. Solitamente, solo una delle due soluzioni è ragionevole e quindi accettabile; in casi dubbi, è opportuno calcolare il valore di -. anche tramite l’equazione di stato dei gas ideali e scegliere la soluzione che più si avvicina al valore ideale. Tra le equazioni di stato cubiche citiamo l’equazione di van der Waals e l’equazione di Soave Redlich-Kwong (SRK): 23 van der Waals: = DEFG − DE 23 con = #B2 34 H>54 23 e I = J54 4 K SKR : = DEFG − DE6DELG9 con 6/0P 9# P /0P I = 0,08664 P R = 0,48508 + 1,551718 − 0,15618# = 0,42747 # T = U1 + RV1 − W0X YZ Infine, l’equazione di stato basata sul fattore di comprimibilità: -. = [/0 11 richiede la conoscenza del valore del fattore di comprimibilità z (nel caso di comportamento ideale z=1) il quale è reperibile per alcuni gas in letteratura (ad es. Perry’s Handbook già citato) per diversi valori di temperatura e pressione. Al fine di stimare il fattore z per tutti i gas si può far riferimento alla tavola di comprimibilità generalizzata che si fonda sulla legge degli stati corrispondenti, secondo la quale le proprietà fisiche di un gas dipendono principalmente da quanto il gas sia prossimo o lontano dal suo stato critico e molto meno dalla sua natura. La misura di quanto il gas si discosti dallo stato critico è data dai valore della temperatura e della pressione ridotta (Tr=T/Tc e Pr=P/Pc): valori di Tr e Pr prossimi a 1 indicano uno stato prossimo a quello critico. L’andamento di z in funzione di Tr e Pr è pertanto, in prima approssimazione, lo stesso per tutti i gas ed è questo andamento che è riportato nella tavola. Per una migliore lettura della tavola, usualmente si riportano gli andamento di z nelle regioni di bassa, media e alta pressione di seguito allegati. 12 Per ottenere il volume specifico molare si ricava pertanto dal grafico il valore di z alla T e P date (attenzione: per idrogeno ed elio i parametri critici vanno aggiustati con le formule 0P = 0P + 8\e P P +8 atm) e lo si inserisce nell’equazione di stato basta sul fattore di comprimibilità. 13 Nel caso di miscele gassose non ideali la stima del volume molare specifico può essere fatta attraverso la regola di Kay che calcola le proprietà pseudocritiche della miscela come media ponderata delle proprietà critiche dei singoli componenti: Temperatura pseudocritica: 0Ph 0P + i 0Pi + j 0Pj + ⋯ Pressione pseudocritica: Ph P + i Pi + j Pj + ⋯ dove yi sono le frazioni molari dei componenti la miscela in analogia a quanto descritto per un gas puro, alla T e P date si individua il valore di comprimibilità z e il conseguente volume molare specifico della miscela gassosa. La stima ottenuta si avvicina maggiormente al dato reale nel caso di componenti apolari con proprietà critiche simili. Portata La portata è la quantità di materiale (espressa in termini massivi o volumetrici) trasportata attraverso una linea di processo (da una unità di processo ad un’altra, da una sezione di processo a unità di deposito, ecc.) nell’unità di tempo. Supponiamo che un fluido fluisca attraverso una tubazione (l’area riportata rappresenti la sezione perpendicolare alla direzione del flusso); se la portata massiva del fluido è R] (kg/s), ogni secondo m chilogrammi del fluido attraversano la sezione della tubazione e, se la portata volumetrica del fluido è pari a -] (m3/s), ogni secondo V metri cubi del fluido attraversano la stessa sezione. R]](^_`abcd/f) -] ](Rg _`abcd/f) Portata massiva e portata volumetrica non sono indipendenti, essendo il loro rapporto pari alla densità della corrente materiale in flusso: R] -] Quanto sopra evidenzia l’importanza della densità quale fattore di conversione tra portata massiva e volumetrica. Misura industriale della portata In base al principio sfruttato si possono classificare i seguenti misuratori: • • • • • a caduta di pressione ad area variabile di velocità a misura diretta della massa volumetrici 14 Misuratori a caduta di pressione Sfruttano l’abbassamento di pressione del fluido che scorre a causa della presenza di uno strozzamento. Misurando la differenza di pressione tra la zona a monte e quella a valle della strozzatura si perviene alla determinazione della portata volumetrica. La tipologia della strozzatura può variare (dischi forati, boccagli, tubi di venturi). Link ai video: https://www.youtube.com/watch?v=7ixV7M1dUoE&feature=youtu.be https://www.youtube.com/watch?v=oUd4WxjoHKY Misuratori ad area variabile (rotametri) Sono costituiti da un tubo di flusso trasparente e graduato leggermente conico e disposto in posizione verticale in cui il fluido scorre dal basso verso l’alto. Al suo interno è posto un galleggiante (float) che può avere svariate forme (sfera, cono ed altre dipendenti dalle applicazioni e dal fluido). Il rotametro risponde a variazioni di portata con variazioni 15 di posizione: a più elevata portata del fluido corrisponde una più elevata posizione del galleggiante. La misura della portata è fatta attraverso la posizione “visuale” del galleggiante sulla scala graduata. Anche in questo caso viene misurata la portata volumetrica. Misuratori di velocità In questo tipo di misuratori si rileva l’effetto della velocità del fluido su alcune proprietà di elementi sensori posti a contatto con il fluido (ad es. la variazione della resistenza elettrica mediante un termistore) oppure l’effetto della velocità del fluido sulla trasmissione di ultrasuoni o campi elettromagnetici. In alcuni misuratori si induce la formazione di microvortici nel flusso per rilevare la risposta del sensore. Anche in questo caso si misura la portata volumetrica. Link ai video https://www.youtube.com/watch?v=f949gpKdCI4 (misuratori elettromagnetici) https://www.youtube.com/watch?v=Bx2RnrfLkQg (misuratori a ultrasuoni) Misuratori di massa Con questi misuratori si ottiene direttamente la portata massiva grazie all’impiego di sensori vibranti e sfruttando la generazione di una forza di Coriolis oppure con l’impiego di sensori termici. Link ai video: https://www.youtube.com/watch?v=PvXgaDoZr1E e https://www.youtube.com/watch?v=XIIViaNITIw (Coriolis) https://www.youtube.com/watch?v=YfQSf2NBGqc (termici) Misuratori volumetrici (positive displacement) Attraverso un elemento rotante “catturano” in sequenza volumi finiti di fluido e li trasferiscono a valle. Dal conteggio nell’unità di tempo delle operazioni di trasferimento si risale alla portata volumetrica. 16
© Copyright 2026 Paperzz