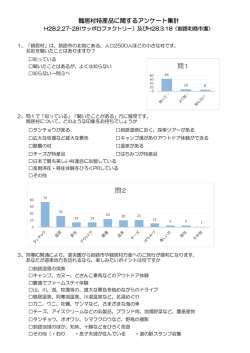
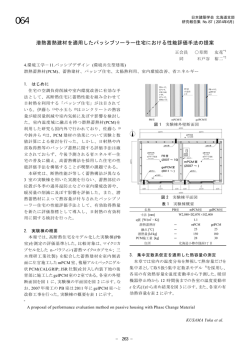
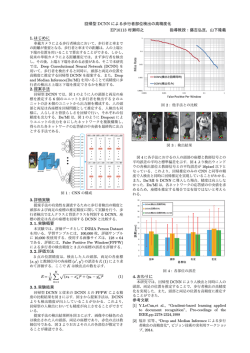
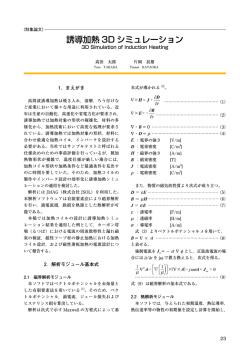
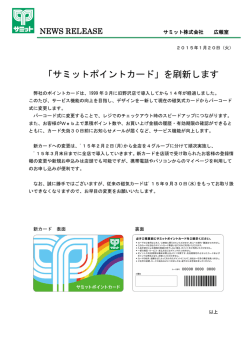
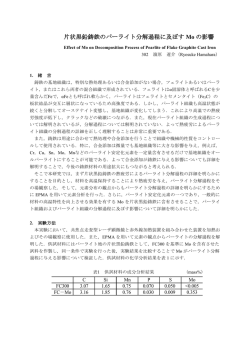
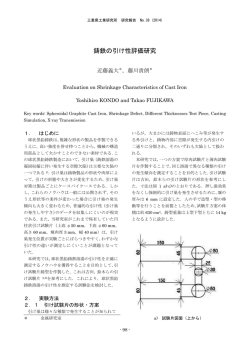
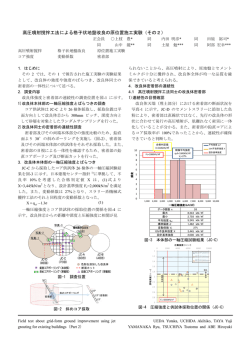
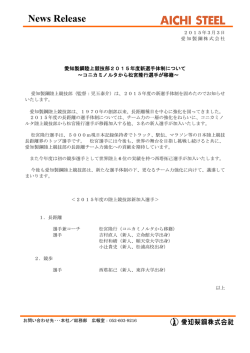
F R O N T I E R R E P O R T 自動濃縮装置を用いたにおい嗅ぎ ‐ GC/MSによる乳製品の 『におい』 評価 大分事業所 西島 裕人 1 はじめに ②「臭気環境目標」は,不快なにおい るが,本操作は煩雑な作業を伴い,微量 我々の身の回りには多くのにおいが存在 の低減と臭気に関する望ましい環境 なにおい成分を特定することが困難であ しており,においに囲まれた空間で生活し の維持・達成を目標とする。 ることがある。そこで本誌では,自動濃縮 ているといえる。また, これらのにおいは 「快 ③「かおり環境目標」は,快適なかおり 装置を用いたにおい嗅ぎ ‐ ガスクロマト 適さ,不快さ,健康そして安全性」といっ 環境の実現を目標とする。 グラフ / 質量分析法(以降,におい嗅ぎ ‐ た面で我々の生活に密接に関わっている。 ④国,地方公共団体,事業者及び国民 GC/MS と略す)により,におい成分の濃 現在,においを持つ化学種は 20 ~ 40 万 の各主体が担うべき役割等について 縮条件について検討し,におい成分を一斉 種程度と言われており ,それぞれが特異 提示 に簡易,かつ高感度に検出できる「におい 的なにおいを有している。自然界におい 上記のにおい環境を設定し,その設定 評価技術」を見出した。その得られた技 て,におい成分は単独には存在せず,常に 基準を達成するためには, 「におい」を複 術を基に,我々の生活になじみ深い乳製品 混合物の複合臭として構成されているこ 合臭として感覚的にとらえるだけでなく, の放散ガスについて,におい成分を解析し とから,それらのにおいの質は非常に多様 個々の成分が有するにおいの質及びにお たのでその事例を紹介する 2)。 性に富んでいる。また,各におい成分間に いの強度も加味して科学的,かつ総合的に は,相乗作用や相殺作用等の相互作用があ 評価することが重要となる。しかし,個々 り,においを理解することにおいて複雑さ のにおい成分を評価するための問題点と 1) 2 自動濃縮装置を用いたにおい 嗅ぎ ‐GC/MS の概要 を増す要因となっている。このため,これ して,におい成分の中には人間の鼻でに 自動濃縮装置を用いたにおい嗅ぎ ‐GC/ らのにおい成分は科学的には捉えられず感 おう限界の濃度(以降,嗅覚閾値と表す) MS の測定の流れを図 1 に示す。本装置 覚的なものとして広く受け止められてきた。 が volppb ~ volppt オーダーで非常に低 は大きく分けると自動濃縮,GC/MS 及び 近年,においに対する世間の意識の変化に 濃度でもにおいを感じる化学種が存在す におい嗅ぎの 3 つの装置から構成されて 対応し,快適なにおい環境づくりに向けて, るため,高濃度に検出された成分が,必ず いる。 2000 年 6 月に環境庁(現環境省)から「に しも人が感じるにおいの原因成分であると 自動濃縮装置は,試料ガス中のにおい成 おい環境指針」が以下の概要で発表された。 は限らないという点が挙げられる。このた 分が微量しか存在しない場合が多いため, ①「臭気環境目標」と「かおり環境目標」 め,におい成分の機器分析を行う場合,高 その微量なにおい成分をこの装置を用いて の設定 感度検出が要求され濃縮操作が必須とな 濃縮する事で,測定感度を向上させること ⥄േ Ớ❗ ᄢኈ㊂ࡋ࠶࠼ࠬࡍࠬ ኈེࠨࠗ࠭=500mL ⵝ⟎ GC MS ߦ߅༦߉-GC/MS᷹ቯ ߦ߅༦߉ߩࡐ࠻ ߦ߅ේ࿃⸃ᨆ ߦ߅༦߉᷹ቯ SUS ⌀ⓨኈེ ኈེࠨࠗ࠭=6L GC ߢಽ㔌ߐࠇߚࠟࠬࠍ ታ㓙ߦੱ߇㥦ߢߦ߅ ࠍ༦ߢᬌ⍮ߔࠆᚻᴺ ߦ߅ᚑಽណข 図1 自動濃縮装置を用いたにおい嗅ぎ‐GC/MSの測定の流れ SCAS NEWS 2014 -Ⅰ 㑣Ꮧ㉼ᢙ㧔ᚑಽỚᐲ÷༦ⷡ㑣୯㧕ߩ ⠨߃ᣇࠍណ↪ߒ㧘 ޠ߅ߦޟේ࿃ߩ⸃ ߇น⢻ 分 析 技 術 最 前 線 を目的とする装置である。GC/MS は自動 る 8 種の脂肪酸(C2 ~ C7 の範囲)の混 大きさは分からない。そこで,検出された 濃縮装置で濃縮された種々のにおい成分を 合ガスを調製後,上記と同様の4条件での 物質濃度をそれぞれの嗅覚閾値(文献値) GC で分離後,MS で得られた質量数の情 測定を行い,検出された成分のマススペク で除するとにおいの感覚量の数値になる。 報を基に分離したにおい成分の構造推定を トルについてライブラリー検索と解析を実 この計算値を閾希釈倍数といい『1』を超 目的とする装置である。におい嗅ぎ装置は 施し,脂肪酸の検出の確認を行った。 えて大きな値になるほど,においへの感覚 GC で分離されたにおい成分毎に,実際に 的な影響が強いことになる。このため,本 測定者が鼻でにおいを嗅ぎ,におい成分の 3.2 乳製品の分析 検討において各乳製品で検出されたにお 質及び強度といったにおいの官能的な測定 8 種(ヨーグルト,チーズ 5 種,バター い成分の気中濃度と嗅覚閾値から算出し を目的とする装置である。これらの装置を 2 種)の乳製品について各試料ガスを 3.1 た閾希釈倍数を用いて,検出された成分 組み合わせて使用することにより,MS に と同様に調製し,常温濃縮 /DB-FFAP の のにおいの寄与度を評価した。 よるにおい成分の構造情報とともに,実際 分析条件により自動濃縮装置を用いたに の人間の感覚を加味した官能的な測定を実 おい嗅ぎ -GC/MS で測定を実施した。検 施する事が出来る。検出した成分次第では 出された成分のマススペクトルについて あるが,分析機器の感度が人間の嗅覚より ライブラリー検索と解析を実施するととも 4 結果 劣っている場合があるため,非常に成分濃 に,カラム出口においてにおい嗅ぎ装置で 4.1 濃縮及び分析条件の検討 度が薄い場合,通常の分析機器では検出さ においを嗅ぎ,においを感じた時点でマー 表 1 に濃縮及び分析条件の検討結果を, れないが,人間の嗅覚ではにおいを感じる キングを行った。判別可能であった場合は, 図 2 に濃縮装置を用いた GC/MS による こともある。このような場合,自動濃縮装 そのにおいの質を記録した。 表1 濃縮及び分析条件の検討結果 閾希釈倍数=におい成分濃度/ におい成分の嗅覚閾値 置を用いて高感度検出を図るとともに,に 濃縮メソッド/GC 使用カラム 脂肪酸検出 ピーク形状 低温濃縮/DB-WAX × × におい成分はそれぞれ嗅覚閾値を異に 常温濃縮/DB-WAX ○ × 低温濃縮/DB-FFAP × ○ するため,物質濃度ではにおいの感覚量の 常温濃縮/DB-FFAP ○ ○ おい嗅ぎ -GC/MS で人間の嗅覚と分析機 3.3 閾希釈倍数を用いたにおい成分の解析 器とを組み合わせることで,におい成分の 特定ができる。このため,本装置を用いた 3) におい成分の測定法は,臭気の原因成分特 定に,非常に有用なツールとなる。 䭩䮗䮺䮇䮺䮀 䎕䎓䎓䎓䎓䎓䎓 ૐ᷷Ớ❗㧦DB-WAX ࡛ࠣ࡞࠻ 䎔䎘䎓䎓䎓䎓䎓 3 試験方法 3.1 前処理の条件検討 前処理の条件検討として,自動濃縮の方 法(低温濃縮,常温濃縮)及び GC カラム の種類(DB-WAX,DB-FFAP)を組み合 わせ,4 条件で比較検討を行った。自動濃 縮 装 置 とし て ENTECH 製 ENT-7100A を,GC/MS として Agilent Technologies 製 GC6890N+MSD5975B 型 を 使 用し た。試料ガスは 3L サンプリングバッグ内 にヨーグルトを 5g 入れ不活性ガスを充填 し,室温管理(20℃)された試験室内で 30 分静置することにより調製した。静置 終了後に 3L サンプリングバッグ内のガス を自動濃縮装置に導入し,GC/MS による スキャンモードの測定を行った。検出され た成分のマススペクトルについてライブラ リー検索と解析を実施した。 また,乳製品で一般的に検出が予想され 䎔䎓䎓䎓䎓䎓䎓 䎘䎓䎓䎓䎓䎓 䎓 ᤨ㑆䎐䎐䎡 䭩䮗䮺䮇䮺䮀 䎕䎓䎓䎓䎓䎓䎓 䎕䎑䎓䎓 䎗䎑䎓䎓 䎙䎑䎓䎓 䎛䎑䎓䎓 䎔䎓䎑䎓䎓 䎔䎕䎑䎓䎓 䎔䎗䎑䎓䎓 䎔䎙䎑䎓䎓 Ᏹ᷷Ớ❗㧦DB-WAX ࡛ࠣ࡞࠻ 䎔䎘䎓䎓䎓䎓䎓 䎔䎛䎑䎓䎓 䎕䎓䎑䎓䎓 䎕䎕䎑䎓䎓 䎕䎗䎑䎓䎓 䎕䎙䎑䎓䎓 䎕䎛䎑䎓䎓 䎕䎓䎑䎓䎓 䎕䎕䎑䎓䎓 䎕䎗䎑䎓䎓 䎕䎙䎑䎓䎓 䎕䎛䎑䎓䎓 ㈶㉄ ㈼㉄ 䎔䎓䎓䎓䎓䎓䎓 䎘䎓䎓䎓䎓䎓 䎓 ᤨ㑆䎐䎐䎡 䭩䮗䮺䮇䮺䮀 䎕䎓䎓䎓䎓䎓䎓 䎕䎑䎓䎓 䎗䎑䎓䎓 䎙䎑䎓䎓 䎛䎑䎓䎓 䎔䎓䎑䎓䎓 䎔䎕䎑䎓䎓 䎔䎗䎑䎓䎓 䎔䎙䎑䎓䎓 䎔䎛䎑䎓䎓 ૐ᷷Ớ❗㧦DB-FFAP ࡛ࠣ࡞࠻ 䎔䎘䎓䎓䎓䎓䎓 ࠫࠕ࠴࡞ 䎔䎓䎓䎓䎓䎓䎓 䎘䎓䎓䎓䎓䎓 䎓 ᤨ㑆䎐䎐䎡 䭩䮗䮺䮇䮺䮀 䎕䎓䎓䎓䎓䎓䎓 䎕䎑䎓䎓 䎗䎑䎓䎓 䎙䎑䎓䎓 䎛䎑䎓䎓 䎔䎓䎑䎓䎓 䎔䎕䎑䎓䎓 䎔䎗䎑䎓䎓 䎔䎙䎑䎓䎓 䎔䎛䎑䎓䎓 ㈶㉄ 䎕䎙䎑䎓䎓 䎕䎛䎑䎓䎓 ࠗ࠰ศ⨲㉄ ࡋࠠࠨࡦ㉄ ㈼㉄ 䎘䎓䎓䎓䎓䎓 䎓 ᤨ㑆䎐䎐䎡 䭩䮗䮺䮇䮺䮀 䎕䎓䎓䎓䎓䎓䎓 䎔䎓䎓䎓䎓䎓䎓 䎕䎗䎑䎓䎓 ࠕ࠻ࠗࡦ 䎔䎓䎓䎓䎓䎓䎓 䎔䎘䎓䎓䎓䎓䎓 䎕䎕䎑䎓䎓 Ᏹ᷷Ớ❗㧦DB-FFAP ࡛ࠣ࡞࠻ ࠫࠕ࠴࡞ 䎔䎘䎓䎓䎓䎓䎓 䎕䎓䎑䎓䎓 䎕䎑䎓䎓 䎗䎑䎓䎓 䎙䎑䎓䎓 䎛䎑䎓䎓 䎔䎓䎑䎓䎓 Ᏹ᷷Ớ❗㧦DB-FFAP ⢽⢌㉄ᷙวࠟࠬ 200volppb 䎔䎕䎑䎓䎓 䎔䎗䎑䎓䎓 䎔䎙䎑䎓䎓 䎔䎛䎑䎓䎓 ㈼㉄ 䎕䎓䎑䎓䎓 䎕䎕䎑䎓䎓 ࠗ࠰㈼㉄ 䎕䎙䎑䎓䎓 䎕䎛䎑䎓䎓 ศ⨲㉄ ࡊࡠࡇࠝࡦ㉄ ࡋࠠࠨࡦ㉄ ㈶㉄ 䎘䎓䎓䎓䎓䎓 䎕䎗䎑䎓䎓 ࠗ࠰ศ⨲㉄ ࡋࡊ࠲ࡦ㉄ 䎓 ᤨ㑆䎐䎐䎡 䎕䎑䎓䎓 䎗䎑䎓䎓 䎙䎑䎓䎓 䎛䎑䎓䎓 䎔䎓䎑䎓䎓 䎔䎕䎑䎓䎓 䎔䎗䎑䎓䎓 䎔䎙䎑䎓䎓 䎔䎛䎑䎓䎓 䎕䎓䎑䎓䎓 䎕䎕䎑䎓䎓 䎕䎗䎑䎓䎓 䎕䎙䎑䎓䎓 䎕䎛䎑䎓䎓 図2 濃縮装置を用いたGC/MSによるトータルイオンクロマトグラム SCAS NEWS 2014 -Ⅰ F R O N T I E R トータルイオンクロマトグラム(上から 1 R E P O R T オーダーという高感度で検出された。 で測定した結果を図 3 に示す。検出され ~ 4 段目:ヨーグルト,5 段目:脂肪酸 た成分の解析はにおい嗅ぎ装置でにおい 混合ガス)を示す。 4.2 乳製品の分析 を感じた保持時間近辺を中心に行った。そ ヨーグ ルトを用いた脂 肪 酸 検出の前 8 種の乳製品の各試料ガスについて,自 の推定成分と,におい嗅ぎ装置で実際に 処理条件検討において,低温濃縮 /DB- 動濃縮装置を用いたにおい嗅ぎ ‐GC/MS 感じたにおいの質を表 2 に示す。検出成 WAX で は 脂 肪 酸 は 検 出 さ れ ず,ピ ーク形 状も悪い結 果と 䊃䊷䉺䊦䉟䉥䊮䉪䊨䊙䊃䉫䊤䊛㩷 な っ た。 常 温 濃 縮 /DB-WAX 㽲 では,酢酸及び酪酸の脂肪酸は 㽶 㽳 㽲 FFAP に変更した結果,低温濃 㽷 㽴 形状が悪かった。分離及びピー ク形状の改善を図るために DB- 㽹 㽶 㽲 㽳 検出されたが,分離及びピーク 㩷 䊣䊷䉫䊦䊃㩷 㽺 㽸 㩷 䉪䊥䊷䊛䉼䊷䉵㩷 㽸 㽺 㽹 㽶 㽴 㽳 㩷 䉡䉤䉾䉲䊠䉼䊷䉵㩷 㽹 㽷 㽺 㽸 縮 /DB-FFAP ではヨーグルト 㽶 㽳 㽲 のようなにおいを持つジアセチ 㽴 㽷 ルが検出され,ピーク形状は改 㽶 善されたが,脂肪酸は不検出と 㽲 㽳 なった。常温濃縮 /DB-FFAP 㽹 㽺 㩷 䉯䊷䉻䉼䊷䉵㩷 㽸 㽷 㽴 㩷 䊚䊝䊧䉾䊃㩷 㽸 㽹 㽺 㽴 では良好なピーク形状を示し, 㩷 䉦䊙䊮䊔䊷䊦㩷 㽲 㽳 㽵 ジアセチル,アセトインといっ た乳製品特有のにおい成分が検 㽲㽳 出され,脂肪酸である酢酸,酪 㽷 㽹 㩷 ⊒㉂䊋䉺䊷㩷 㽶 㽴 㽺 㽹 㽸 酸,イソ吉草酸及びヘキサン酸 も検出されるようになった。検 㩷 䊋䉺䊷㩷 㽳 討した 4 条件で最も検出結果 が良好であった常温濃縮 /DB㽲䉳䉝䉶䉼䊦 㽸㈶㉄ 㽳㈼㉄䉣䉼䊦 㽹㈼㉄ 㽺䉟䉸ศ⨲㉄ 㽴2-䊓䊒䉺䊉䊮 㽵2-䊓䊒䉺䊉䊷䊦 㽶䉝䉶䊃䉟䊮 㽷ਃ⎫ൻ䊜䉼䊦 FFAP に お い て,C2 ~ C7 の 範囲で 8 種の脂肪酸の混合ガス を測定した結果,検討したすべ ての脂肪酸のピークが volppb 図3 8種の乳製品について自動濃縮装置を用いたにおい嗅ぎ‐GC/MSによる測定結果 表2 8種の乳製品について自動濃縮装置を用いたにおい嗅ぎ‐GC/MSによる測定結果 ピーク No. 推定成分名 1 単位:volppb 検出成分のトルエン換算値「1」 ヨーグルト クリーム チーズ ジアセチル 66 150 ウォッシュ ミモレット チーズ 61 カマン ベール 発酵バター バター 50 10 2.8 1.2 - 0.050 0.040 2 酪酸エチル 2.1 0.5 12 13 33 17 24 0.6 3 2-ヘプタノン - 51 190 7.9 12 590 2.2 - 6.8 4 2-ヘプタノール - - - - - 32 - - (4.8) 1-ヘプタノール 5 アセトイン 350 980 1600 710 420 - 3.7 - (500) メチルイソプロピルケトン 6 三硫化メチル - 0.4 2.8 0.4 1.0 0.2 - - 1.66 7 酢酸 110 210 11 510 360 - 84 - 6.0 8 酪酸 21 21 31 90 59 13 7.9 - 0.19 9 イソ吉草酸 0.6 0.4 2.3 22 5.7 2.2 - - 0.078 注「1」 検出成分のトルエン換算値 数値表示:検出される -:不検出 注「2」 検出成分の嗅覚閾値:人間の鼻でにおう限界の濃度 文献値を記載 括弧書き数値:参考成分の嗅覚閾値を記載 嗅覚閾値「2」 ゴーダ チーズ SCAS NEWS 2014 -Ⅰ 分 析 技 術 最 前 線 䊣䊷䉫䊦䊃 䉦䊙䊮䊔䊷䊦䉼䊷䉵 㑣Ꮧ㉼ᢙ᭴ᚑ Ớᐲ᭴ᚑ ࠫࠕ࠴࡞ 6.7㧑 ߘߩઁ 43.6㧑 2-ࡋࡊ࠲ࡁࡦ 0.2㧑 ㈶㉄ 1.3㧑 ㈼㉄ 7.4㧑 ࠗ࠰ศ⨲㉄ ߘߩઁ 0.5㧑 1.3㧑 ࠕ࠻ࠗࡦ 35.9㧑 ࠫࠕ࠴࡞ 89.5㧑 ㈶㉄ 11.4㧑 ࠫࠕ࠴࡞ 0.2㧑 ߘߩઁ 62.0㧑 ࠕ࠻ࠗࡦ 0.1㧑ᧂḩ ࠗ࠰ศ⨲㉄ ㈼㉄ 2.1㧑 0.1㧑 㑣Ꮧ㉼ᢙ᭴ᚑ Ớᐲ᭴ᚑ ㈼㉄ࠛ࠴࡞ 1.0㧑 ࠗ࠰ศ⨲㉄ 3.8㧑 ߘߩઁ 11.1㧑 ㈼㉄ 9.1㧑 2-ࡋࡊ࠲ࡁࡦ 34.1㧑 ࠫࠕ࠴࡞ 7.5㧑 ㈶㉄ 9.1% 2-ࡋࡊ࠲ࡁࡦ 11.6㧑 ㈼㉄ࠛ࠴࡞ 56.0㧑 2-ࡋࡊ࠲ࡁ࡞ 1.9㧑 ㈼㉄ 0.7% ࠗ࠰ศ⨲㉄ 0.1㧑 図4 検出されたにおい成分の濃度構成と閾希釈倍数構成の関係 分の量的関係は,検出された成分の感度 部分を占め,ヨーグルトの主たるにおい成 乳製品のような複雑な複合臭を持つ試料 が全てトルエンと等しいと仮定して,トル 分がジアセチルであることが分かった。閾 のにおい成分の一斉検出が可能となり,閾 エンのピーク面積と各成分のピーク面積 希釈倍数法におけるその他の成分として 希釈倍数を用いてにおい成分を解析する との比によって濃度を算出した(トルエン 酪酸(7.4%) ,酢酸(1.3%) ,イソ吉草 ことで,官能評価に近い形でにおい成分評 換算) 。9 種の成分が主なにおい成分とし 酸(0.5%)の脂肪酸が認められ,ジアセ 価が可能となった。 て検出された。それらのにおい成分は, ヨー チルと 3 種の脂肪酸で約 99%を占めた。 当社では食品や家電製品 4)など,様々 グルトで検出されたジアセチル,アセトイ 濃度構成として主要成分であったアセトイ な試料のにおい成分を定量的に評価する ンといった乳製品に特徴的なものや,エス ンは,閾希釈倍数では 0.1%以下であり, とともに,閾希釈倍数を用いたにおいへの テルで果実香のある酪酸エチル,硫黄化 ヨーグルトのにおい成分としてはほとんど 寄与度のデータを蓄積している。今後も 合物でたくあんのようなにおいである三 寄与していないことが分かった。 この蓄積した技術を活かしてお客様から 硫化メチル,不快なにおいである 3 種類 カマンベールチーズでは,濃度構成比 の様々な試料のにおい成分分析の要請に の脂肪酸等,様々なにおい成分の存在が にお い て 2‐ ヘ プ タノン(34.1%) ,2‐ 応え,快適な生活環境維持に貢献したい。 確認された。また,検出されたにおい成分 ヘプタノール(1.9%) , 酪酸エチル(1.0%) やその濃度は各乳製品で異なっていた。 の順番であったが,閾希釈倍数を用いた 構成比では, 濃度構成比とは大きく異なり, 4.3 閾希釈倍数を用いたにおい成分の 果実香のある酪酸エチル(56.0%) ,甘 解析 いカビ臭である 2‐ ヘプタノン(11.6%) , 検出された成分について,においの寄 銀杏のようなにおいの酪酸(9.1%)の順 与度を評価するためにヨーグルトとカマン 番となった。これらの成分がカマンベール ベールチーズを例に閾希釈倍数による解 チーズの主たるにおい成分であることが 析を実施した。検出されたにおい成分の 分かった。 文 献 1)川 崎通昭,堀内哲嗣郎:改訂 嗅覚とにおい 物 質 ,社 団 法 人 に お い・か おり環 境 協 会 , 2005,05,p.2(2005) 2)西島裕人 他:第25回におい・かおり環境学会 講演要旨集,pp.80(2012) 3)八坂義行:原材料・最終製品の臭気クレーム 毎にみたにおいの原因分析/評価マニュアル, pp.207-216(2012) 4)大嶋洋司 他:SCAS NEWS 2008-Ⅱ (Vol.28)pp.11-14 濃度と閾希釈倍数の構成比を比較した結 果を図 4 に示す。 5 おわりに ヨ ー グ ルト で 検 出 さ れ た GC/MS 測 自動濃縮装置を用いた GC/MS 装置と 定 によ る 濃 度 構 成 比 で は,ア セト イン におい嗅ぎ装置を組み合わせることで, (35.9%) ,酢酸(11.4%) ,ジアセチル 様々な試料からのにおい・かおり成分を (6.7%)の順番であったが,閾希釈倍数 高感度,かつ多角的に捉えることが可能と を用いた構成比では,濃度構成比とは大 なった。 きく異なり,ジアセチル(89.5%)で大 濃縮及び分析条件の検討を行った結果, 西島 裕人 (にしじま ひろと) 大分事業所 SCAS NEWS 2014 -Ⅰ 10
© Copyright 2026 Paperzz