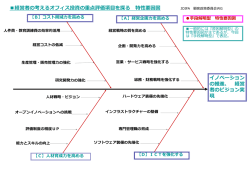
TQMのためのQC活動 ~TQM支援技術の活用~ 資料の構成 第1章 • 企業の働きとTQM 第2章 • TQMの思想 第3章 • TQMの支援技術 第4章 • QCサークル活動への展開 第5章 • 原因究明の実践 第1章 • 企業の働きとTQM 「TQM」って? T : Total(総合) • 全体最適 Q : Quality(質) • ニーズの合致(品質/環境/安全・・・・・) M : Management(経営) • 企業の管理 「TQM」って? • 型にはまった活動ではない • 様々なTQM活動 – ISOのマネジメントシステムを利用した活動 • 9001、14001・・・・・ – QCサークル活動を切り口とした活動 – 原価管理活動 – 人事管理・人材育成活動 • 「全体」をとらえて、対象となる「質」を追求し、「会 社」を管理(改善)していく活動。 TQC ⇒ TQMへ TQC 次工程はお客様 TQM カスタマー・イン マーケット・イン ソサエティ・イン 企業の働きの中のTQM 第2章 • TQMの思想 • • • • • • 品質とは マネジメントシステム プロセス管理 データ・事実に基づく 維持・改善・改革 全員の参画 品質(質) • 「品質」? 「質」? – 品質 : そのものの質(高品質TV、高品質気密住宅) – 質 : 求められるもの(顧客要求、自社の要求) • 狭義の世界の固定的な「物質」を求めるのではなく、 自社(顧客、市場などを含め)に最適な「質」を求め る。 30万円の高性能PC 5万円の低価格PC どちらの品質が高いかは、ニーズにより決まる 品質の3要素 • 使用者の使用適合度 – 品質は顧客の満足度が高いか低いかだけの単純なもの である ⇒ 絶対的ではなく相対的なもの • ねらいの品質(設計品質) – 製品の仕様 – 計画(原価、生産計画、人員計画、設備計画・・・・・) – 人の力量 • 合致の品質 – ねらいの品質への合致の度合い(到達度) ねらい の品質 合致の 品質 顧客 満足 マネジメントシステム① • 管理とは何か? – 「監理」 : 皿かんり(業務監査、監理室) • 社内規格、作業標準通りに行っているか – 「管理」 : 竹かんり(管理社会、管理者、管理不足) • 監視、締め付け、統制、規制など • TQMでは「マネジメントシステム」 – 「PDCAサイクル」を回すこと – 人が元来持っている生理的特性 • プロセスを管理する(マネジメントシステム) マネジメントシステム② • 計画 • 方針や目標を決め、 それを達成するた めの計画を決める • 改善 • 継続的改善のため の処置をとる • 実施 • 計画を実行する Plan Do Act Check • 点検 • 計画したとおりでき たか点検する プロセス管理① 品 質 を 工 程 で 作 り 込 む ( プ ロ セ ス ) よ い 品 質 を 作 れ る 工 程 工 程 ( プ ロ セ ス ) を 作 り 込 む 工 程 ( プ ロ セ ス ) を 管 理 す る プロセス管理② カメラ 画素数 被写体 明るさ レンズ・シャッター 手順(マニュアル の理解度) 経験 動き 手順(正確さ) プリンター性能 使い方(人) プリント デ ジ タ ル カ メ ラ に よ る き れ い な 写 真 プロセス管理③ • プロセスの良し悪しを左右する要素を認識する 要素 Man 内容 携わる人に関する要素 (力量、適正、操作、取扱い、指示と理解など) Machine 使用される道具、機械及び設備に関する要素 (性能・精度、稼働状態、経年劣化など) Material 使用される材料、部品及び製品に関する要素 (材料の適正、部品の精度、製品の変化など) Method 適用される方法、技術に関する要素 (作業手順、設計検証、購買方法など) Measurem 測定に関する要素 ent (検査機器の精度、検査方法など) プロセス管理④ • プロセスの良し悪しを判断する要素を認識する • プロセスは「結果」で良し悪しを判断する – ×:プロセスの要素で判断する • 一生懸命やった • 設備点検をやっている • 手順書を作って教育した – ○:結果で判断する • 顧客が満足していない • 不良率が下がらない ✖会議をやって議事録 を取った ○会議で意思決定し、指 示を出した • この判断が『品質の3要素』により行われる データ・事実に基づく① • TQM思想での禁句(推測、憶測だけで判断しない) – ・・・・・になっているはずだ – ・・・・・と思う • データ・事実の重要性 – 推測、憶測は「簡単」で「早い」 ⇒ 目先の速さ – データ・事実の収集は「面倒」で「時間がかかる」 ⇒ トータル的にはこちらが「簡単」で「早い」 データ・事実に基づく② • データ・事実に基づくことは、KKD(経験・勘・度胸) を否定することではない – KKDは仮説としての重要な要素 – 大事なことはKKDで結論を出さないこと • 仮説の検証 ( デ仮 ー説 タの 験、た )事め 実の 、情 経報 仮 説 報仮 説 ( デを ー検 タ証 、す 事 実る )情 ( デ仮 ー説 タの 験、た )事め 実の 、情 経報 仮 説 データ・事実に基づく③ • データ・事実に関する情報収集の項目 5W1H Why なぜ(目的) What 何を(目標) Where どこで(実施場所、段階) Who 誰が(担当者) When いつ(実施時期) How どのようにして(方法) 維持・改善・改革 • まずは「維持」 ⇒ 「SDCA」から始める – 「S」 : 標準化 – 標準を定め、その標準通りに行うための「D」「C」「A」 • 続いて「改善」 ⇒ 「PDCA」を活用 – 「P」 : 現時点で達成している頂点(一番良いところ、一 番良い現象) – 目標を定め、達成するための「D」「C」「A」 • TQM活動による「改革」 ⇒ 「PDCA」を活用 – 「P」 : 市場、顧客、会社から求められる必要性(現時点 では手が届かないところ) – 目標を定め、達成するための「D」「C」「A」 全員の参画① • 全関係者 – トップ(社長)からボトム(最前線の社員)まで – 社員はもちろん、雇用形態の異なる従業員、場合によっ ては発注先、購買先及び顧客 • 参画 – 数が多いことが重要なのではない – 責任権限、役割が決まっていること – 組織内の情報と意思決定の速度を上げる 現場の最前線の小集団活動 : 『QCサークル』 全員の参画② • トップダウンとは? 管理者 ト ッ プ ダ ウ ン ・ ● 不 ● 具●指ボ 合順示ト 改守事ム 善の項ア 点評のッ プ の価順 提 守 案 最前線の 社員の方 全員の参画③ • 「TQM活動」と「人材育成」の関係 ~日科技連TQM委員会~ – 経営における「人」の位置づけの変化 ⇒ 最重要経営資源 – 教育訓練の活性 ⇒ 能力育成、多能工化、多部門化 – 「人の尊厳」の尊重 ⇒ QCサークル活動、志気、意欲、リーダーシップ、 自主性、創造性 – 一人一人の参画 ⇒ 職分の理解、経営意識、職場の諸活動への積極的 参加 第3章 • TQMの支援技術 • • • • 問題意識 あるべき姿の重要性 問題解決のステップ QC7つ道具 問題意識① • 問題とは何か? – 「あるべき姿や目標と現状の差(ギャップ)」 • あるべき姿を描く (目標を立てる) – 経営上の要求 – 顧客からの要求 – 社内からの要求 • ギャップを認識する – あるべき姿に到達できない理由 – 将来的に困りそうな現象 問題意識②(問題の種類) • • • • お客様からの苦情・クレーム 会社内の決めごとに対する違反 年度目標などの未達成 問題であると認識しにくい問題 – しくみが複雑であるがゆえに・・・・・問題が見えにくい体制、 体質 – 未来の現象であるがゆえに・・・・・今困っていない、問題 の兆候しか見えていない – 自己・組織を防衛するがゆえに・・・・・自己否定、変わるこ とを嫌う体質 あるべき姿の重要性① • 品質の3要素を思い出して・・・・・ 使用者の使用適合度 顧客が求めて ねらいの品質 いる? 不良率は? 会社へのメ リットは? 合致の品質 多能工化は? ねらいのとの 是正体制は? 差は? あるべき姿の重要性② • 「維持」「改善」「改革」を思い出して・・・・・ 維持 決まりを守る 標準とおり行 う 改善 平均歩留りを 3%改善する 改革 原価30%低 減への挑戦 問題解決のステップ • TQMでは「QCストーリー」と呼ばれる問題解決のス テップが推奨され、実績をあげている • 「QCストーリー」は品質管理に限定した考えではな く、広く一般的な科学的方法である 観察 特定 仮説 法則 検証 ステップ 1 テーマと目標 (テーマを示し、理由・目標を示す) • これから取り組もうとしている問題に対してテーマを 明確にする • その際、なぜこのテーマを取り上げたのか、背景と 目標を示す – 問題の重要度・優先度を示し、理由を具体的に示す – 定量的目標(金額、件数、率など)及び期限、日程を示す – 定量的 ⇒ 達成度合いの判断ができること ステップ 2 現状把握 (現状を把握し、的を絞る) • 対象としている問題の現状を事実・データで明確に し、その特性を把握する – 数値データ ⇒ QC7つ道具の活用 – 言語データ ⇒ 新QC7つ道具の活用 – 時間、場所、人、種類、症状別などに層別して、共通点・ 差異を見る ステップ 3 解析 (要因を明らかにする) • 現状把握のステップにて得られた事実・データを解 析し、要因を明らかにする – 衆知を集める・・・・・関係者による討議、「新和図法」など – 仮説を設定する・・・・・原因候補の列挙、「特性要因図」な ど – 仮説を検証する・・・・・候補原因のいくつかの実証試験 ステップ 4 対策 (要因に対して対策を打つ) • 検証された要因に対して対策を打つ(要因に対する 処置をする) – 応急対策(現象除去)と再発防止策(要因除去)を区別す る – 対策による副作用(新たな問題の発生)に留意する – やむを得ない理由で対策が打てない要因もあり得る ステップ 5 効果の確認 • 対策結果についてその効果を評価する – ステップ3の現状把握をした時の方法(図表)を用いて、 対策前後の事実・データを比較する – 数値目標の達成を確認する ステップ 6 標準化(歯止めとしくみの改善) • 問題の再発防止を永続させるために標準類の整備、 しくみの改善をする – 社内標準類、QC工程表を作成、或いは改定する – 教育訓練を実施する • 標準化(文書化)の手段(媒体)は適切に判断する – – – – 標準書(図、写真) 限度見本 表示、看板、ペイント 音 QCストーリーの実施事項と留意点 ステップ 実施事項 留意点(◎:重要点) 1.テーマと 目標 ・問題発見のための調査 ・問題点、目的の明確化 ・組織編成と分担 ・目標値と期限の明確化 2.現状把握 ・テーマの対象となった特性(結果)の 詳細(時間別、場所別など)把握 ◎重要問題点を取り上げているか ・見過ごし ・あきらめ ◎取り上げた問題点の悪さ加減、重要度を示してい るか ○評価基準を示しているか ○現場・現物・現実を直視しているか 3.解析 ・問題発生のメカニズムの明確化(要 因分析) ・要因の問題に対する影響度の把握 ・固有技術面からの検討 ◎原因の追求は充分行われてるか ・漏れなく要因の抽出が行われているか ・事実、データにより因果関係を確認したか ○可能ならば実験により影響度を推測したか 4.対策 ・対策の内容を明確にする ・対策の実行計画を作成する ・対策を実施する ◎真の原因に対する対策になっているか ◎これらの対策を実行すれば所定の問題点は解決 できるか ○この対策が他の特性(結果)に悪影響を与えない か 5.効果の確 認 ・結果のチェックとねらいに対する効果 を確認する ◎結果と目標値とを対応させているか ○有形効果、無形効果及び他の効果に対する評価 はなされているか 6.標準化 ・効果を上げたやり方を標準化する ◎効果を上げた対策(事例)を水平展開及び標準化 したか 7つ道具(パレート図) 200 150 不 良 100 数 要因 累計 50 0 A B C 要因 D その他 7つ道具(パレート図) 重点指向 • 個数、金額などのデータを大きさの順に要因を並 べ、その割合を見える化したもの。 • 例えば、 – 存在する全ての要因について改善目標を設定することが 効果的なのか? – 全てではなく、より占有率の高いものに絞って改善してい くことが良いのではないか? 7つ道具(特性要因図) 金型 (機械) 摩耗している 作業者 (人) 目視確認能力 ガス抜き不足 リサイクル 配合率 乾燥不足 バリ発生時の条件 変更の力量 冷却温度異常 成形サイクル異常 成形材料 (材料) 成形条件 (方法) 成 形 品 の バ リ 発 生 7つ道具(特性要因図) 原因究明 • 問題(悪さの程度)を“特性”とし、その原因を掘り下 げていくもの。 – 「特性」 ⇒ 「大骨」 ⇒ 「中骨」 ⇒ 「小骨」 ⇒ 「孫骨」 ・・・・・と展開していく。 – 「大骨」には原則 「5M」 (人、材料、機械、方法、検査) を取り込むことが推奨される。 – その問題を発生させるメカニズムを掘り下げていく。 • 「目標と対策」の関係を示す場合もある。 • 掘り下げには「なぜなぜ分析」の考え方を参考に。 7つ道具(ヒストグラム) 120 100 80 人 60 数 人数 40 20 0 140 150 160 170 180 身長(男性) 190 200 7つ道具(ヒストグラム) データの分布 • チェックシートなどを活用して収集したデータ集団の 分布傾向を見える化したもの。 • 例えば、 – – – – – データ全体の姿(分布状態)は? データの中心位置は? データのばらつき(標準偏差)は? 規格値との比較は? 異常値や離れ小島は? 7つ道具(ヒストグラム) 平均 ・ 分散 ・ 標準偏差 数学テスト 生徒 の点数 (x) A 61 B 74 C 55 D 85 E 68 F 72 G 64 H 80 I 82 J 59 合計 700 平均(μ ) 70 偏差 (x-μ ) -9 4 -15 15 -2 2 -6 10 12 -11 0 分散=偏差の 2乗 (x-μ )2 81 16 225 225 4 4 36 100 144 121 956 平均(μ ) 分散 標準偏差 μ = 700/10 =70 分散= 956/10 =95.6 σ= √95.6 =9.8 7つ道具(グラフ/管理図) 3.5 3 測定値 2.5 測 定 値 管理上限 (UCL) 管理下限 (LCL) 規格値 2 1.5 1 0.5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 測定№ 7つ道具(グラフ/管理図) データの推移・傾向・相互関係 • データの変化(問題の増減、効果の有無など)を把 握し、多くの人に知らしめる。 • グラフ/管理図の利点 – 分析がしやすい。推移、傾向、相互関係などの考察。 – 直観的な全容の把握、容易な理解、説得性。 • 最適なグラフを選択する。 • 管理図は、中心値、上方管理限界線、下方管理限 界線で構成され、工程の管理状態を把握する。 7つ道具(グラフ/管理図) X管理図の例 月日 1月1日 1月2日 1月3日 1月4日 1月5日 1月6日 X1 55 58 57 59 58 57 X2 45 59 51 63 48 54 X3 54 63 50 56 61 59 X4 57 56 60 61 62 60 X5 55 51 58 47 57 58 平均 X 53.2 57.4 55.2 57.2 57.2 57.6 56.3 X = 56.3 UCL = 56.3+0.577(定数)×11.67=63.03 LCL = 56.3-0.577(定数)×11.67=49.57 ※シューハート定数 : n数により決まる R 12 12 10 16 14 6 11.67 7つ道具(チェックシート) 不良内容 10月1日 10月2日 10月3日 10月4日 10月5日 10月6日 10月7日 合計 導通 67 半田 52 ワレ 33 キズ 23 基板不整 20 基板キズ 19 その他 43 7つ道具(チェックシート) データの収集(記録) • データが取りやすい様式の工夫 • データ項目の選定は重要 – どのレベルまで絞って取るのか(細かさ) – どの項目が重要なのか(重要項目は細かく、他は大きく) 7つ道具(散布図) 100 90 体 80 重 ( k g 70 ) 列1 60 50 150 160 170 180 身長(cm) 190 200 7つ道具(散布図) 2つの特性の相関関係 • 相関関係を把握する対になった2つの特性を決定 する • 相関関係の傾向(場所)、量的情報を明確にする • 対策後の検証にも使用される(対策前と対策後の同 じ相関関係を3次元的に表記) 7つ道具(層別) スマートフォン普及率 10代以下 20代 30代 40代 50代 60代超 年代別 75% 89% 81% 64% 28% 男 女 42% 48% 12% 男女別 会社員 職業別 製造業 55% 非製造業 サービス 業他 56% 62% 自営業 37% 農林水産 業 20% その他 41% 北海道 東北 関東 東海北陸 近畿 中国 四国 九州沖縄 22% 21% 39% 29% 31% 30% 24% 21% 地域別 第4章 • QCサークル活動への展開 QCサークル活動の進め方① ステップ1 経営陣をQC活動の信奏者に仕立て上げる • 経営陣の理解無くしてQCサークルは存在しえない • QCサークルにより会社をどのようにしたいかを明確 に示す • QCサークル活動はトップダウンと相反するものと誤 解しがち ⇒ トップダウンそのもの QCサークル活動の進め方② ステップ2 経営陣の現状に対する問題意識の統一 ステップ3 推進組織つくりとメンバー選定 全体推進 部署統括 サークル 推進委員会 サークルリー ダー会議 サークル サークル サークルリー ダー会議 サークル QCサークル活動の進め方③ ステップ4 推進組織への使命感付与と自己変革 • 経営層に近く、QCサークルと経営のつながりをもっ とも認識している人 • 安易なやらされ仕事は厳禁 ステップ5 推進組織への教育 • TQC思想、QC支援技術 QCサークル活動の進め方④ ステップ6 リーダーの持つべきノウハウ • サークルメンバーの集合形態(集合、メール、分担) • 共通性の高いテーマ(メンバーの多くの問題、解決 するとうれしい) • 多様な意見の集約(ブレインストーミング) • 業務に対する技術的及び経験的精通 QCサークル活動の進め方⑤ ステップ7 サークル結成はトップダウンで行う • 会社組織、業務の責任権限などから活動しやすい 単位でサークルを結成する • 1サークル 5~6人程度が目安 • 1サークルに1人以上、ステップ6のノウハウを持っ た人を配置する QCサークル活動の進め方⑥ ステップ8 サークル結成式を楽しく演出 • • • • 取り組む意識の高揚 組織(サークル含め)決定後 各サークルの「名称」「テーマ」決定後 経営陣の参画と投資 QCサークル活動の進め方⑦ ステップ9 仕事の本質的な方向性と合致したテーマ QC活動の目的への適合 1 仕事の質を高めるようなテーマか 2 自己啓発活動の範囲内で解決できるか 3 会社や部署の方針に沿ったテーマか 4 改善内容が本質的なものにかかわるか 5 現状把握の客観的データが取れそうか ◎ ○ △ × QCサークル活動の進め方⑧ QC活動の目的への適合 1 メンバー全員が参加しやすいテーマか 2 自分たちの力量で解決できそうなテーマか 3 他部署に依存する必要がないか 4 ある期間内(半年程度)で結論が出せそうなテー マか 5 各種QC手法が使えそうなテーマか ◎ ○ △ × QCサークル活動の進め方⑨ ステップ10 活動テーマの再検証 • 本当に適したテーマか • 活動の成功の有無を決める要素の50%は「テーマ 選定」である QCサークル活動の進め方⑩ ステップ11 サークル活動の具体的計画 A君 4 全員 1 A君 2 A君 6 全員 3 C君 5 8 9 8/19 10 C君 13 D君 12 14 8/28 7 9/28 10/6 10/18 11/18 ① ⇒ ② 8/5サークル会合、特性要因分析 ② ⇒ ③ 8/12、8/19サークル会合、調査内容決定 ③ ⇒ ④ 調査用紙、集計方法の検討 ③ ⇒ ⑤ 調査準備 11/24 ⑤ ⇒ ⑦ ⑤ ⇒ ⑧ ⑤ ⇒ ⑥ 15 16 全員 D君 8/8 全員 CB君 B君 8/1 11 CB君 調査データ取り(9/12、9/14、9/28サークル会合) 11/30 12/20 QCサークル活動の進め方⑪ ステップ12 成功体験と成果発表会 • 全てのサークルが成功するとは限らない • 推進委員は「重点指導サークル」を非公開で決めて おくのも必要 ⇒ 成功体験談の確保 • 発表時の構成要素 – – – – 活動テーマを取り上げた理由 改善目標と改善成果(結果) 成果が出た理由、出なかった理由 サークル活動の経過状況、トピックスと今後の課題 QCサークル活動の進め方⑫ ステップ13 QC活動に対する厳格かつ客観的な評価(審査) • 経営陣による評価 • 評価の基準は活動前から公開する – 大きな成果、プレゼン力だけが評価ではない – テーマ選定の創造性と本質性 – 困難性への挑戦度合い – サークル力(全員参画、多面的な視点、ビルドアップ力な ど) 第5章 • 原因究明の実践 こんなことになっていませんか!? • • • • 「品質問題がなかなか減らない」 「そればかりか“同じ問題”を繰り返している。」 「悪いのは間違った人。間違った人をしかるだけ。」 「本当の発生原因は何なのだろう。わからない。」 【 ある対策事例】 問題 第1成形工程で 、成形機のバリが発生し、顧客へ 流出した。( 顧客クレーム ) 原因 成形機の操作担当者の成形条件設定ミス 検査担当者の不注意( 見逃し) 対策 各人に再度徹底を指示した。 本当に当事者だけが悪いの!? • 発生した問題(物理的な現象)には、必ず物理的な 要因があります。 • 要因が無く、突然発生するような「魔法の現象」はこ の世にありません。 • その要因は、一つかどうかはわかりません。 • 意外とその多くの場合、複数の要因が「たまたま重 なった時」に発生することが多いのです。 要因と成り得る要素 対象要素(5M) 人 機械 方法 材料 検査(確認) man(マン) machine(マシン) method(メソッド) material(マテリアル) measurement(メジャーメント) 構成要素 ルールを決めた 背景 ルールの決定 ルールの指示 と理解 結果の確認 道具の使用 ルールの実行 72 特性要因図の考え方の活用 • これらの「要因と成り得る項目」を発生した問題に対 する要因といいます。 • これらの「要因と成り得る項目」に何らかの物理的 要素があるから、問題が起こったのです。 • そう、「成形製品のバリ」の要因は、「人」かもしれな いし、「機械」かもしれません。 • 或は、両方かもしれません。 そこで、 「特性要因図」というものの考え方を 参考にしてみましょう。 特性要因図とは!? • 特性要因図とは、 – 対象となっている現象を引き起こす「特性」把握します。 – それそれぞれの「特性」を掘り下げます。 – 掘り掘り下げた「特性」の一つ一つが要因です。 • 但し、これは「万能薬」ではありません。 • 「原因究明の視野を狭くならないようにする一つの 考え方」です。 • また、要因を究明することが目的ではなく、その問 題(現象)を無くすことが目的です。原因が分かって いる場合に、行う必要はありません。 楽しい飲み会がつまらなくなる要因は!? 会費が高い (材料) 事前に確認しな かった 勝手に注文する 人がいる 遠方で泊まりにし た 交通の便が悪い 参加率が悪い (方法) 味が悪い (材料) 一度、食べてみな かった 周りの人に聞かな かった 急に連絡した つ ま ら な い 飲 み 会 幹事の経験不足 参加率が悪い (人) 75 成形品のバリの要因は!? 金型 (機械) 摩耗している 作業者 (人) 目視確認能力 ガス抜き不足 リサイクル 配合率 乾燥不足 バリ発生時の条 件変更の力量 冷却温度異常 成 形 品 の バ リ 発 生 成形サイクル異常 成形材料 (材料) 成形条件 (方法) 76 特性要因図の作成ポイント① • 「特性要因図」を作成する際の“思考回路”そのもの が改善にとって重要です。 • それぞれの階層 – 先の参考例の をそれぞれ「大骨」「中骨」「小骨」と見 ましょう。 – 大骨には問題となる現象が。 – 中骨にはその現象を引き起こす特性が。 – 小骨にはその特性の要因が。 特性要因図の作成ポイント② • 「抽象化」と「具体化」 – – – – 「中骨」には抽象化した特性を考えます。 「小骨」にはより具体的にした要因を考えます。 その両方を頭の中で常に考える思考回路が重要です。 そして、根底には「構成要素」を忘れずに考えます。 大事なことは、 「物事を多面的に捉える癖をつける」 ことです。 特性要因図の作成ポイント③ • 「成形品のバリ」の思考回路 – – – – – 「金型が摩耗しているとバリが出るなあ」 「再生材料を混ぜすぎると、この間もバリが出た」 「乾燥機のサーモ異常で乾燥不足も考えられる」 「金型は『機械』という区分として考えよう」 「他は『材料』か」 – 「他にも『機械』『材料』という視点で要因が無いかどうか 考えよう」 特性要因図の作成ポイント④ 「特性要因」と「対策」は別物 【特性要因】 ・金型の更新頻度が決まっ ていない ・リサイクル材の使用率が 決まっていない ・作業者の目視確認能力 にバラツキがある 【対策】 ①A社、B社の金型のショッ ト寿命を決める ②A材、B材のみ配合比率 の目安を決める 「重要度」そして「実現性」 80 特性要因図の作成ポイント⑤ • 「特性要因」を考える際に実現性を考えてはいけま せん。 – 実施できるかどうか – 効果があるかどうか – 費用がかかるかどうか • 「特性要因」の追求とは、その問題を引き起こす可 能性を持っている要素を抽出することで、対策の追 求ではありません。 • 例えば、例えば、車での交通事故の要素の一つは、 「車を運転するから」です。車を運転しなければ事故 は防げます。 参考情報(PM分析①) 「PM分析」とは、 問題の現象が発生するメカニズムを 物理的な条件で整理し、 「4M」の関連性で分析する。 人、機械、 材料、方法 82 参考情報(PM分析②) • 「現象」を引き起こすメカニズムをありのままにさらけ 出します。 • 特に「どんな時に」が重要です。 – 「連続運転中」「朝の立ち上げ時」「この品番の時」「日産 数量が500を超えた時」・・・ What Where Who(Which) When How(much,many) Frequency Trend 何が、何の種類 どの部位、場所 誰が、(どの設備が) どんにな時 どんな量、大きさ どんな頻度 どんな傾向 参考情報(PM分析③) • 「何が」「どうなると」その現象が発生するのかを原 因究明ではなく、物理的なメカニズムで整理します。 【事例】 現象 必要条件 ・空気(酸素) ライターの火が一発着 ・液化ガス(燃料) 火しない ・火花(着火温度) ・電池 懐中電灯が点灯しない ・スイッチ回路 ・フィラメント 旋盤加工で外形寸法 ・加工物回転中心 がばらつく ・刃先先端 ボール盤加工でドリル ・ドリル(強度) が折れる ・材料(切削抵抗) アーク溶接のビードが ・加工物の被溶接線 脱線する ・ワイヤー先端移動軌 振動フイダーで搬送が 跡 ・ 搬送(振幅加速度) 止まる ・搬送レールの抵抗 物理的条件 変化、ズレ 同時(時間タイミング) しない 電流(発熱する電流) 流れない 距離(寸法) 変化する 力(応力) 差が逆になる 強度<切削力 相対位置(寸法) ズレ 力(応力) 差が逆になる 搬送力<抵抗力 重要度による差別化(原因究明) • 特定された要因は、全て発生原因と成り得るもので す。 • 特定した要因が全て完璧であれば、その現象(問 題)は、物理的に起こり得ないという考え方です。 • 但し、重要度は異なりますので差別化しましょう。 – 現象への影響度合い – 発生(出現)する確率 – 過去の実績(データ、証拠)など • ここでは「原因究明」が目的です。できるかどうか、 お金がかかるなどの「対策の実現性」を考えてはい けません。 実現性による差別化(対策決定) • 差別化した原因を取り除くことが対策です。 • ここで「実現性」を検討します。 – 費用対効果 – 技術的に可能かどうか – その製品、作業の継続性 • 結果、原因がわかっていても「対策できない」場合は あります。 • 但し、様々な理由で対策ができなくとも、その原因は 認識(顕在化・共有化)しておくことが大事です。 一連の流れの参考事例 特性要因~原因究明~対策 実施部門 ******* 重要性 「A」は実現性関係なく周知対象とする。 課題名称 成形時のバリ不良の顧客流出 実現性 「A」「B」のみが対象で、「B」以上を実施する。 大骨 中骨 小骨 細小骨 重要性 A B 採用時の基準が曖昧だから 限度見本の不備(すべてのバリが無 い) 手順書がない 成形機の種別(タイプ・メーカー)間の工程 移動が多いから 間接部門からの応援者 忙しくてバリ選別応援を依頼するから 作業全般の基本的な能力 顧客が更新を承知しない場合が多いから 金型の摩耗 成 形 機 ガス抜き不足 ・ 金 型 ガスが発生する ショット命数が曖昧 スプルー構造設計問題 ■ 実施 対策内容 ● 顧客と品番を限定し、限度見本を作成する。品証判 断で下期中。 見逃しデータは開示する。人事考課の中の業務の 遂行能力に反映する。 ● ■ ■ ■ ■ ■ 全成形機ショット数把握ができないから (設備的問題) 当社の技術の限界 C ■ ■ ■ ■ 技術部が行うことが多いから 不慣れな(初めて)作業者がいる B ■ ■ 見逃し時の罰則が無い 条件変更の実施責任の不明確 A ■ 人 バリ発見時の成形条件変更 能力 C ■ 能力の無い人を配置しているから 人による能力のばらつき バリ目視検査員の発見能力 実現性 ● 手順書ではなく「条件変更基準一覧」を作成する。 (技術が持っているもの) 移動は生産流動上止む無し。中期的(3年程度)に 全工程の多能工化を図る。 ● 即日禁止。(認めていない。) ● 熟練作業者のノウハウを技術部が把握し、整理 (手順化)する。(***タイプから実施) ● ■ ■ ■ ■ ■ ■ 調整ノウハウが確立されていない ■ 金型冷却温度の調整不備 調整技能がある人が限られている ■ ■ 87 有効な応用 問題発生 特性要因 この串刺し一つ一つを問 題として取り上げてみま しょう。 可能性を 全て抽出 要因A-1 要因B-1 要因A-2 要因B-2 原因特定 重要度による 差別化 要因C-1 要因B-3 対策決定 実現性による 差別化 要因A-3 要因C-2 88
© Copyright 2026 Paperzz